17-DEC-2012
J'ai dessiné avec Inkscape mon projet suivant. Il s'appellera le "Bédard". Il est très fortement inspiré du Fallkniven TK2. Les dimensions et les rapports entre longueurs ont été changés, mais on le reconnait bien je pense. Il sera en acier T7Mo de 3 mm de chez Bonpertuis et je vais y tenter une garde rapportée en aluminium avec deux rivets en inox de 5 mm de diamètre ainsi qu'un tube passage dragonne en aluminium de 6 mm pour les plaquettes. Intercalaires rouges et micarta lin blanc. Mais ce sera pour 2013.

09-JAN-2013
J'ai découpé à la scie le brut du "Bédard" dans ce qu'il me reste de T7Mo. Avec le manche micarta blanc, la garde en alu, les deux rivets inox de 5 mm et le passage dragonne en alu que j'ai prévu, j'ai l'impression que le manche va être assez lourd. Il faudra que je tâche de l'ajourer au maximum pour contenir le poids total.

10-JAN-2013
J'ai demandé à l'atelier de ma boîte de me faire une garde selon mes plans pour le Bédard et de m'usiner une petite rainure précise dans mon plat de T7Mo.
11-JAN-2013
Ayant pu percer les trous dans le manche du "Bédard" avant que mon "collègue" n'usine la rainure pour le montage de la garde, j'ai pu lui demander de profiter de la fraiseuse (lorsque le moment sera venu) pour m'ajourer davantage le manche.

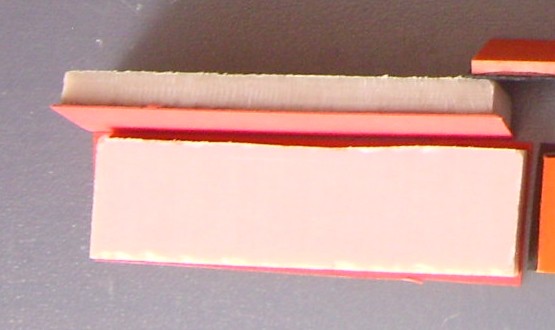
Il m'a ramené le brut juste après la pause de midi. Un peu grossier, un peu maladroit (garde 0.5 mm trop en arrière) mais ça ira très bien puisque les plaquettes cacheront tout. Le soir j'ai adouci tout cela à la lime.

Le plat avec le patron juste en dessous. La rainure au milieu doit servir à recevoir la future garde.
12-JAN-2013
J'ai dessiné avec Inkscape mon projet suivant. Il s'appellera le "Bédard". Il est très fortement inspiré du Fallkniven TK2. Les dimensions et les rapports entre longueurs ont été changés, mais on le reconnait bien je pense. Il sera en acier T7Mo de 3 mm de chez Bonpertuis et je vais y tenter une garde rapportée en aluminium avec deux rivets en inox de 5 mm de diamètre ainsi qu'un tube passage dragonne en aluminium de 6 mm pour les plaquettes. Intercalaires rouges et micarta lin blanc. Mais ce sera pour 2013.
09-JAN-2013
J'ai découpé à la scie le brut du "Bédard" dans ce qu'il me reste de T7Mo. Avec le manche micarta blanc, la garde en alu, les deux rivets inox de 5 mm et le passage dragonne en alu que j'ai prévu, j'ai l'impression que le manche va être assez lourd. Il faudra que je tâche de l'ajourer au maximum pour contenir le poids total.
10-JAN-2013
J'ai demandé à l'atelier de ma boîte de me faire une garde selon mes plans pour le Bédard et de m'usiner une petite rainure précise dans mon plat de T7Mo.
11-JAN-2013
Ayant pu percer les trous dans le manche du "Bédard" avant que mon "collègue" n'usine la rainure pour le montage de la garde, j'ai pu lui demander de profiter de la fraiseuse (lorsque le moment sera venu) pour m'ajourer davantage le manche.
Il m'a ramené le brut juste après la pause de midi. Un peu grossier, un peu maladroit (garde 0.5 mm trop en arrière) mais ça ira très bien puisque les plaquettes cacheront tout. Le soir j'ai adouci tout cela à la lime.
Le plat avec le patron juste en dessous. La rainure au milieu doit servir à recevoir la future garde.
12-JAN-2013
Action! En
début d'après-midi j'ai
attaqué le façonnage du contour du "Bédard". J'ai
à nouveau pété mes 4 bandes de 40 que j'avais
recollées. Je n'ai plus aucune bande neuve. Je me suis rabattu
sur de vieilles bandes. Il m'a fallu 2h30 de travail avec mon petit
combiné poussif pour
- façonner le contour jusqu'à P400
- tailler les émoutures jusqu'à P400 (en plus je ne m'améliore pas: la pointe n'est toujours pas au milieu, le tranchant est plus épais dans la partie arrondie - bon c'est "géométriquement" normal, mais j'ai du mal à corriger cela à main levée)
- faire les stries d'appui du pouce
- arrondir le dos de la lame
- poncer le manche à P40 (meilleure accroche de la colle)
- poncer le ricasso devant la future garde à P400

55 g. Je peux encore faire le marquage de la lame "IMC et T7Mo" mais pour la suite je suis obligé
d'attendre la garde en alu afin d'y percer des trous de fixation. Après on pourra enfin s'occuper
du traitement thermique.
- façonner le contour jusqu'à P400
- tailler les émoutures jusqu'à P400 (en plus je ne m'améliore pas: la pointe n'est toujours pas au milieu, le tranchant est plus épais dans la partie arrondie - bon c'est "géométriquement" normal, mais j'ai du mal à corriger cela à main levée)
- faire les stries d'appui du pouce
- arrondir le dos de la lame
- poncer le manche à P40 (meilleure accroche de la colle)
- poncer le ricasso devant la future garde à P400
55 g. Je peux encore faire le marquage de la lame "IMC et T7Mo" mais pour la suite je suis obligé
d'attendre la garde en alu afin d'y percer des trous de fixation. Après on pourra enfin s'occuper
du traitement thermique.
04-FEV-2013
J'ai croisé par hasard mon collègue de la mini fraiseuse à commande numérique de la maintenance. Il avait un truc pour moi. Je n'y croyais plus: la garde en alu du "Bédard"...

J'ai croisé par hasard mon collègue de la mini fraiseuse à commande numérique de la maintenance. Il avait un truc pour moi. Je n'y croyais plus: la garde en alu du "Bédard"...
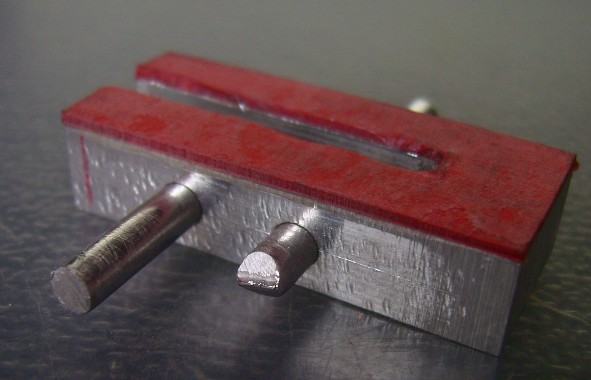
Comme la commande numérique de
nos locaux administratifs est un jouet, la broche n'est pas assez
rigide et la précision de la pièce s'en ressent. Il y a un léger jour entre garde et semelle. Mais c'est
toujours mieux que si je l'avais faite à la lime!
rigide et la précision de la pièce s'en ressent. Il y a un léger jour entre garde et semelle. Mais c'est
toujours mieux que si je l'avais faite à la lime!
07-FEV-2013
J'ai percé la garde du "Bédard" et la semelle en même temps. J'ai bridé l'ensemble avec une pince étau pendant le perçage.

J'ai percé la garde du "Bédard" et la semelle en même temps. J'ai bridé l'ensemble avec une pince étau pendant le perçage.
Pas de mauvaise surprise ou de
difficulté majeure.
21-FEV-2013
Aujourd'hui j'ai trempé la lame: mise en papillotte inox, austénisation, trempe entre plaques aluminium, puis descente à -70°C ("cryo"), revenu, re-cryo, second revenu, re-cryo, troisième revenu et re-cryo.

La taille des trous n'a pas changé, tout se monte encore.
Aujourd'hui j'ai trempé la lame: mise en papillotte inox, austénisation, trempe entre plaques aluminium, puis descente à -70°C ("cryo"), revenu, re-cryo, second revenu, re-cryo, troisième revenu et re-cryo.
La taille des trous n'a pas changé, tout se monte encore.
23-FEV-2013
Découpe puis collage des plaquettes et des intercalaires. Micarta lin blanc sur fibre rouge de 0.8 mm.
Après 24 h sous presse légère.
Découpe puis collage des plaquettes et des intercalaires. Micarta lin blanc sur fibre rouge de 0.8 mm.
Après 24 h sous presse légère.
En FEV ou
MAR-2013
J'ai collé l'intercalaire sur la garde.
J'ai collé l'intercalaire sur la garde.
21-AVR-2013
Extrait du journal (page 18)
[...]- affinage de l'émouture du "Bédard" [...]
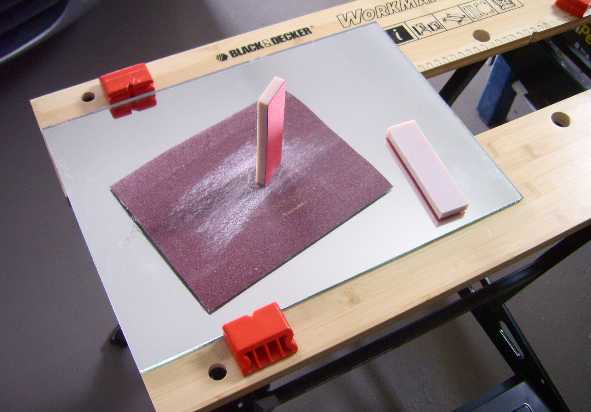
J'ai essayé de ramener l'épaisseur du tranchant du "Bédard" à 0,4..0.5 mm avant affûtage afin d'améliorer la performance de coupe. J'ai fait cela à main levée. Je me suis retrouvé avec un léger convexe prèx du tranchant et des stries toujours trop profondes ailleurs. Je me suis puni en reprenant l'émouture à la main et à la cale à poncer. Coincé dans mon support maison pincé dans mon établi-étau Black & Decker Workmate W536 (que j'ai acheté afin de pouvoir sortir travailler en plein jour) j'en ai eu marre au bout de 30 minutes et j'ai arreté. A chaque jour suffit sa peine. Bien qu'étant passé par 40, 80 et 120 cela reste une catastrophe: des marques partout. Près du ricasso le tranchant est trop fin, la pointe s'est barrée... Va encore falloir y consacrer de nombreuses heures.
07-MAI-2013
Extrait du journal (page 18)
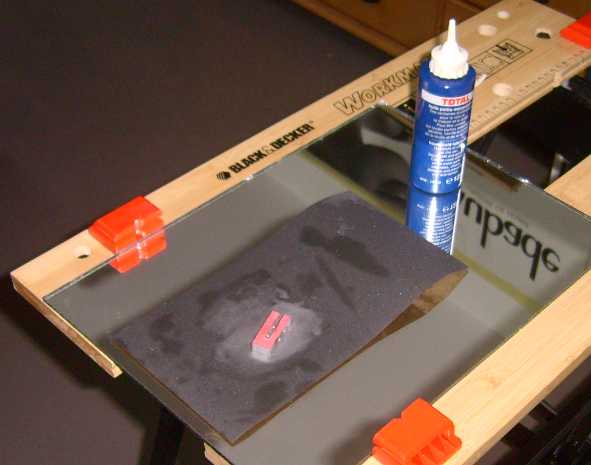
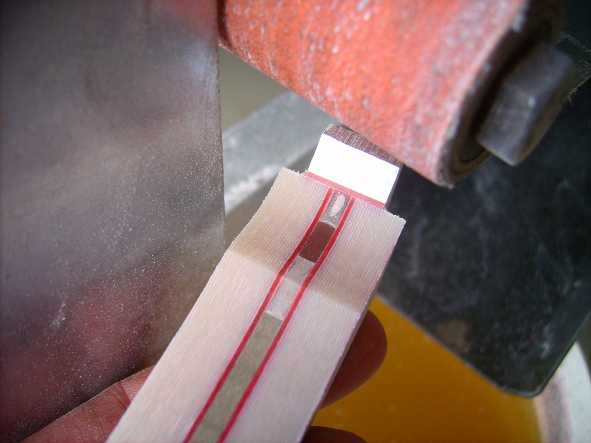
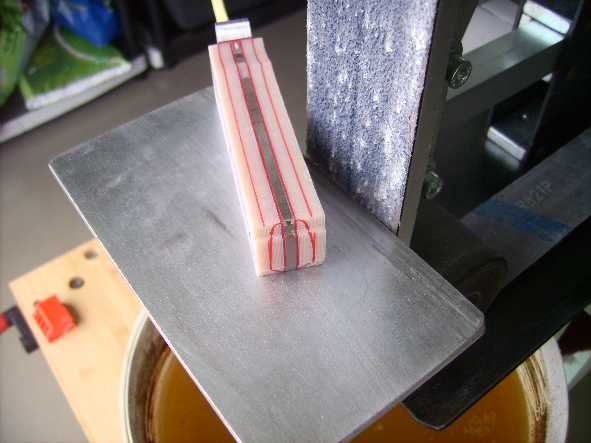
[...] J'ai ressorti le "Bédard" pour en polir la lame. Après près de deux heures d'huile de coude, j'ai jeté l'éponge. L'émouture aura ses défauts. J'arrête, j'en ai marre! Cela me rappelle à quel point il faut bien bosser en amont pour ne pas avoir à passer le reste de l'éternité à polir chaque atome. Il y a eu P40, P80, P120, P180, P220, P240, P320, P400, P500, P600, P800, P1000, P1200, P2500 et P4000 (avec un petit coup de cuir à la pâte 2 microns -~P9000-) à la fin.

Notez le support en bois pour la pointe et la bête cale en bois d'arbre.
08-MAI-2013
J'ai continué le "Bédard":
- transfert à chaud du négatif du logo en "toner" d'imprimante laser: j'ai dû m'y reprendre par 3 fois. Première pas assez chaude, mauvais transfert, seconde glissement de la feuille, logo souillé, troisième nickel
- masquage au vernis à ongle puis au ruban adhésif d'électricien
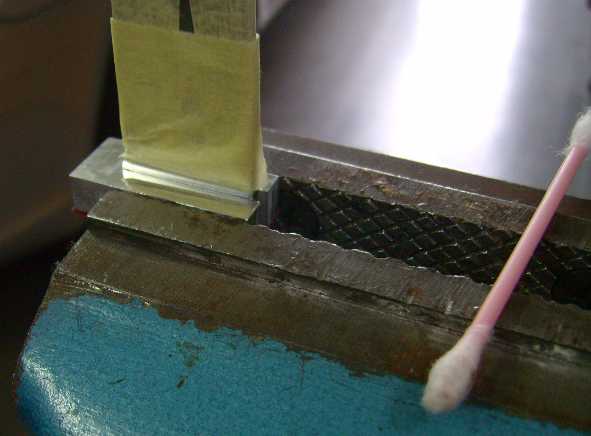
- gravure électro chimique au coton-tige/eau salée/pince croco/ alim
- ponçage de la face avant de la garde en alu: P320, P600, P1000, P2500 et cuir à environ P9000
- mise à la longueur des rivets
- dégraissage
- collage de la garde avec les rivets à l'époxy et mise sous presse: en théorie ici les pros brase à l'étain, moi j'ai décidé d'essayer autre chose

Gravure avec de haut en bas et de gauche à droite: le transfo, le petit récipient d'eau salée, le vernis à
ongle, le "scotch" d'électricien, le fer à souder avec la panne modifiée pour le transfert à chaud, la pince
croco borne positive reliée au couteau, la pince croco négative reliée au coton-tige imbibé d'eau salée,
les logo imprimés à saturation sur du papier glacé
Polissage de la face avant de la garde: mirroir en guise de face plane. Pour les esthétes et autres
épicuriens, une affiche Aubade en reflet...

Le logo et la garde polie en gros plan.

J'ai tenté de raccourcir les rivets un chouia afin de pouvoir pincer la garde sans qu'ils ne gênent.
Mise sous presse et essuyage des excédents d'époxy à l'acétone+coton-tige.
Extrait du journal (page 18)
[...]- affinage de l'émouture du "Bédard" [...]
J'ai essayé de ramener l'épaisseur du tranchant du "Bédard" à 0,4..0.5 mm avant affûtage afin d'améliorer la performance de coupe. J'ai fait cela à main levée. Je me suis retrouvé avec un léger convexe prèx du tranchant et des stries toujours trop profondes ailleurs. Je me suis puni en reprenant l'émouture à la main et à la cale à poncer. Coincé dans mon support maison pincé dans mon établi-étau Black & Decker Workmate W536 (que j'ai acheté afin de pouvoir sortir travailler en plein jour) j'en ai eu marre au bout de 30 minutes et j'ai arreté. A chaque jour suffit sa peine. Bien qu'étant passé par 40, 80 et 120 cela reste une catastrophe: des marques partout. Près du ricasso le tranchant est trop fin, la pointe s'est barrée... Va encore falloir y consacrer de nombreuses heures.
07-MAI-2013
Extrait du journal (page 18)
[...] J'ai ressorti le "Bédard" pour en polir la lame. Après près de deux heures d'huile de coude, j'ai jeté l'éponge. L'émouture aura ses défauts. J'arrête, j'en ai marre! Cela me rappelle à quel point il faut bien bosser en amont pour ne pas avoir à passer le reste de l'éternité à polir chaque atome. Il y a eu P40, P80, P120, P180, P220, P240, P320, P400, P500, P600, P800, P1000, P1200, P2500 et P4000 (avec un petit coup de cuir à la pâte 2 microns -~P9000-) à la fin.
Notez le support en bois pour la pointe et la bête cale en bois d'arbre.
08-MAI-2013
J'ai continué le "Bédard":
- transfert à chaud du négatif du logo en "toner" d'imprimante laser: j'ai dû m'y reprendre par 3 fois. Première pas assez chaude, mauvais transfert, seconde glissement de la feuille, logo souillé, troisième nickel
- masquage au vernis à ongle puis au ruban adhésif d'électricien
- gravure électro chimique au coton-tige/eau salée/pince croco/ alim
- ponçage de la face avant de la garde en alu: P320, P600, P1000, P2500 et cuir à environ P9000
- mise à la longueur des rivets
- dégraissage
- collage de la garde avec les rivets à l'époxy et mise sous presse: en théorie ici les pros brase à l'étain, moi j'ai décidé d'essayer autre chose
Gravure avec de haut en bas et de gauche à droite: le transfo, le petit récipient d'eau salée, le vernis à
ongle, le "scotch" d'électricien, le fer à souder avec la panne modifiée pour le transfert à chaud, la pince
croco borne positive reliée au couteau, la pince croco négative reliée au coton-tige imbibé d'eau salée,
les logo imprimés à saturation sur du papier glacé
Polissage de la face avant de la garde: mirroir en guise de face plane. Pour les esthétes et autres
épicuriens, une affiche Aubade en reflet...
Le logo et la garde polie en gros plan.
J'ai tenté de raccourcir les rivets un chouia afin de pouvoir pincer la garde sans qu'ils ne gênent.
Mise sous presse et essuyage des excédents d'époxy à l'acétone+coton-tige.
09-MAI-2013
J'ai poncé à plat au papier P80 le petit champ des plaquettes qui vient contre la garde. J'ai gratté tout ce qui dépassait et j'ai tenté d'augmenter un peu les rugosités pour une meilleure accroche de la colle époxy.
Mirroir, Workmate et P80 de chez Norton.

J'ai d'abord positionné la plaquette sur le manche enduit de colle avec les deux pinces. Puis j'ai mis
la plaquette en butée contre la garde avec l'établi-étau et pour finir j'ai solidement serre-jointé manche
et plaquette. Pour les besoins de la photo il n'y a que 3 serre-joints bas de gamme en C mais par la
suite j'en ai ajouté deux autres. Demain on perce et on colle la seconde plaquette...
J'ai poncé à plat au papier P80 le petit champ des plaquettes qui vient contre la garde. J'ai gratté tout ce qui dépassait et j'ai tenté d'augmenter un peu les rugosités pour une meilleure accroche de la colle époxy.
Mirroir, Workmate et P80 de chez Norton.
J'ai d'abord positionné la plaquette sur le manche enduit de colle avec les deux pinces. Puis j'ai mis
la plaquette en butée contre la garde avec l'établi-étau et pour finir j'ai solidement serre-jointé manche
et plaquette. Pour les besoins de la photo il n'y a que 3 serre-joints bas de gamme en C mais par la
suite j'en ai ajouté deux autres. Demain on perce et on colle la seconde plaquette...
10-MAI-2013
J'ai percé la plaquette à deux fois 5 et une fois 6 mm. Puis j'ai collé la seconde plaquette.

Comme ce morceau de micarta lin a des faces parfaitement parallèles, je ne suis pas obligé de
brider le couteau "au plafond" pour avoir l'axe des trous bien perpendiculaires au manche.

Même scénario qu'hier, mêmes acteurs avec les deux serre-joints supplémentaires qui viendront
après la photo. Demain on perce l'autre plaquette, on colle les rivets inox et le tube alu et on
tachera de "couler" ce qui manque de matière entre les plaquettes pour former le retour de l'encoche
de l'index
J'ai percé la plaquette à deux fois 5 et une fois 6 mm. Puis j'ai collé la seconde plaquette.
Comme ce morceau de micarta lin a des faces parfaitement parallèles, je ne suis pas obligé de
brider le couteau "au plafond" pour avoir l'axe des trous bien perpendiculaires au manche.
Même scénario qu'hier, mêmes acteurs avec les deux serre-joints supplémentaires qui viendront
après la photo. Demain on perce l'autre plaquette, on colle les rivets inox et le tube alu et on
tachera de "couler" ce qui manque de matière entre les plaquettes pour former le retour de l'encoche
de l'index
11-MAI-2013
J'ai percé la seconde plaquette. J'ai collé les deux rivets inox et le tube alu de passage dragonne. Avec de la résine j'ai "coulé" le retour de l'encoche de l'index près de la garde.

Perçage de la seconde plaquette.

Ici j'ai fait de la poudre de micarta lin en polissant les arètes du manche. Cette poudre sera mélangée
à de la résine époxy en proportion d'environ 50/50.

Voila la zone où je veux "couler" de la matière. Je l'ai délimitée avec de la pâte à modeler.

Après mélange du micarta en poudre et de l'époxy... J'ai taché de touiller pour chasser les éventuelles
bulles d'air entre les deux plaquettes. Demain ce sera sec et dur, ponçable et usinable.
On voit ici ce qu'il reste de la résine que j'ai coulée hier.
Au bout de deux heures ça ressemble enfin à un couteau mais il reste encore beaucoup de polissage en
vue d'une finition digne de ce nom. Comble de la nullachiosité de votre serviteur: en glissant avec mes
bandes j'ai accidentellement touché le poli miroir de la face avant de la garde! Grrr! Ça va être très
dur à rattraper (impossible en fait)
J'ai percé la seconde plaquette. J'ai collé les deux rivets inox et le tube alu de passage dragonne. Avec de la résine j'ai "coulé" le retour de l'encoche de l'index près de la garde.
Perçage de la seconde plaquette.
Ici j'ai fait de la poudre de micarta lin en polissant les arètes du manche. Cette poudre sera mélangée
à de la résine époxy en proportion d'environ 50/50.
Voila la zone où je veux "couler" de la matière. Je l'ai délimitée avec de la pâte à modeler.
Après mélange du micarta en poudre et de l'époxy... J'ai taché de touiller pour chasser les éventuelles
bulles d'air entre les deux plaquettes. Demain ce sera sec et dur, ponçable et usinable.
12-MAI-2013
La suite en images commentées.

J'ai poncé "l'excès" de rivets et le dos du manche car il est en ligne droite.

La ligne droite du dos m'a permis d'aligné le patron et de marquer le contour du bas du manche.

Ici j'enlève l'excès de micarta en suivant le contour tracé précédemment.
Avec ma plus petite roulette (de 25 mm), j'ai enlevé tout que
j'ai pu faire mécaniquement au back.La suite en images commentées.
J'ai poncé "l'excès" de rivets et le dos du manche car il est en ligne droite.
La ligne droite du dos m'a permis d'aligné le patron et de marquer le contour du bas du manche.
Ici j'enlève l'excès de micarta en suivant le contour tracé précédemment.
On voit ici ce qu'il reste de la résine que j'ai coulée hier.
14-MAI-2013
J'ai commencé à façonner le manche. Deux heures de boulot en réussissant à ruiner la face avant de la garde et il reste sans doute encore autant d'heures pour les finitions.
Comme tout est bien d'équerre, j'ai commencé par réduire l'épaisseur des plaquettes sur la table
avec la bande verticale. De manière générale je trouve les manches fins plus beaux et plus en
harmonie avec la ligne générale d'un couteau. Port de masque respiratoire obligatoire!

Pour dégrossir les arrondis j'ai fait de grossiers chanfreins à 45°.

Les chanfreins sur le bas avec la roue de 250 mm. Puis j'ai poli longitudinalement le manche au P240,
puis 400. Y a pas à dire, avec un back c'est beaucoup plus rapide et tout aussi efficace.

Le chanfrein de l'encoche pour l'index avec la roue de 25. Finition longitudinale du manche à
P240 puis 400 aussi.

Le manche s'affine légèrement en section. Ici dans mon support maison (qu'il faudra encore un peu
modifié selon la phalange en sang de mon index droit) avec une de mes cales à poncer maison.

Un couteau fait main se tient dans la main et doit donc être fini
à la main. Ce n'est pas possible autrement.J'ai commencé à façonner le manche. Deux heures de boulot en réussissant à ruiner la face avant de la garde et il reste sans doute encore autant d'heures pour les finitions.
Comme tout est bien d'équerre, j'ai commencé par réduire l'épaisseur des plaquettes sur la table
avec la bande verticale. De manière générale je trouve les manches fins plus beaux et plus en
harmonie avec la ligne générale d'un couteau. Port de masque respiratoire obligatoire!
Pour dégrossir les arrondis j'ai fait de grossiers chanfreins à 45°.
Les chanfreins sur le bas avec la roue de 250 mm. Puis j'ai poli longitudinalement le manche au P240,
puis 400. Y a pas à dire, avec un back c'est beaucoup plus rapide et tout aussi efficace.
Le chanfrein de l'encoche pour l'index avec la roue de 25. Finition longitudinale du manche à
P240 puis 400 aussi.
Le manche s'affine légèrement en section. Ici dans mon support maison (qu'il faudra encore un peu
modifié selon la phalange en sang de mon index droit) avec une de mes cales à poncer maison.
Au bout de deux heures ça ressemble enfin à un couteau mais il reste encore beaucoup de polissage en
vue d'une finition digne de ce nom. Comble de la nullachiosité de votre serviteur: en glissant avec mes
bandes j'ai accidentellement touché le poli miroir de la face avant de la garde! Grrr! Ça va être très
dur à rattraper (impossible en fait)
15-MAI-2013
Pas de photo car j'ai fait la même chose qu'hier, à savoir continuer la finition. J'ai un peu dégagé le "marteau" à l'arrière du manche au back, puis tout le reste à la mimine et huile de coude. A ce sujet je me demandais toujours si un back à vitesse variable était indispensable, vu ce que j'arrivais à faire avec mon petit combiné qui tourne toujours à fond. La réponse est oui! Si vous cassez votre tirelire pour un back, prenez un modèle à variateur. Pour les travaux précis, une vitesse lente aide énormément je trouve.
J'ai passé le manche (micarta et plate semelle), les rivets et les faces latérales de la garde de P400 à P2500. Il me faut encore finir la partie "marteau" et surtout la face avant de la garde. L'aluminium est difficile à polir façon miroir.
J'ai raccourci de 30 mm la base de mon support maison. De cette façon, les collisions avec les phalanges sont évitées. Je conseille de copier cet outil. Aujourd'hui j'ai vraiment apprécié sa fonctionalité et praticité.
17-MAI-2013
Après le boulot j'ai fini à la main le cul du manche, à savoir la zone du "marteau" de frappe. Ensuite j'ai fait de même avec la face avant de la garde. Pas évident. Il faut absolument la finir avant montage et la protéger tant que possible. L'aluminium semble hyper sensible au moindre frottement accidentel (dans la poche, contre un trousseau de clé...). J'ai enlevé la protection de lame et tout poli au cuir enduit de pâte 2 microns. Puis j'ai tout nettoyé à l'alcool à brûler. Nouveau polissage au disque dans la perceuse avec pâte 2 microns. Nouveau nettoyage à l'alcool. A présent il faut encore polir le dos de la lame (oubli? Découvert après retrait de l'adhésif de protection) et affûter l'ensemble. Et puis il faudra songer à un étui un peu classe.
18-MAI-2013
Debout de bonne heure, polissage du dos de lame, affûtage, séeance photo.

Finition du dos oublié: 320, 400, 500, 600, 800, 1000, 1200, 2500, 4000 et cuir.

Avec mon petit brol j'ai mis du temps à mettre un tranchant sur la bête. Demi-angle au sommet un
en dessous de 16°. Pierres 80, 180, 320, 600, 1000 et coticule. Le tout fait à froid (sans machine)
pour ne pas crâmer le fil (vachement important selon le livre de Roman Landes)

Une fois l'arète formée j'utilise le truc du feutre pour garder l'angle à main leveé sur la pierre de coticule.
Il suffit de colorier l'arète au feutre indélébile et de vérifier où porte la pierre (et de modifier en conséquence).
Avec l'habitude, on devient vite efficace.

Un petit coup sur le cuir enduit de pâte 2 microns avec des passes de plus en plus légères.

Et ça rase sans problème.

Lame de 3 mm en T7Mo vers 59 HRc, deux rivets inox, un passage dragonne alu, plaquettes micarta lin, intercalaires
fibre rouges de 0.8 mm, garde en alu, lame 88 mm, longueur totale 192 mm, 88 g. Facile 25 heures de boulot
Pas de photo car j'ai fait la même chose qu'hier, à savoir continuer la finition. J'ai un peu dégagé le "marteau" à l'arrière du manche au back, puis tout le reste à la mimine et huile de coude. A ce sujet je me demandais toujours si un back à vitesse variable était indispensable, vu ce que j'arrivais à faire avec mon petit combiné qui tourne toujours à fond. La réponse est oui! Si vous cassez votre tirelire pour un back, prenez un modèle à variateur. Pour les travaux précis, une vitesse lente aide énormément je trouve.
J'ai passé le manche (micarta et plate semelle), les rivets et les faces latérales de la garde de P400 à P2500. Il me faut encore finir la partie "marteau" et surtout la face avant de la garde. L'aluminium est difficile à polir façon miroir.
J'ai raccourci de 30 mm la base de mon support maison. De cette façon, les collisions avec les phalanges sont évitées. Je conseille de copier cet outil. Aujourd'hui j'ai vraiment apprécié sa fonctionalité et praticité.
17-MAI-2013
Après le boulot j'ai fini à la main le cul du manche, à savoir la zone du "marteau" de frappe. Ensuite j'ai fait de même avec la face avant de la garde. Pas évident. Il faut absolument la finir avant montage et la protéger tant que possible. L'aluminium semble hyper sensible au moindre frottement accidentel (dans la poche, contre un trousseau de clé...). J'ai enlevé la protection de lame et tout poli au cuir enduit de pâte 2 microns. Puis j'ai tout nettoyé à l'alcool à brûler. Nouveau polissage au disque dans la perceuse avec pâte 2 microns. Nouveau nettoyage à l'alcool. A présent il faut encore polir le dos de la lame (oubli? Découvert après retrait de l'adhésif de protection) et affûter l'ensemble. Et puis il faudra songer à un étui un peu classe.
18-MAI-2013
Debout de bonne heure, polissage du dos de lame, affûtage, séeance photo.
Finition du dos oublié: 320, 400, 500, 600, 800, 1000, 1200, 2500, 4000 et cuir.
Avec mon petit brol j'ai mis du temps à mettre un tranchant sur la bête. Demi-angle au sommet un
en dessous de 16°. Pierres 80, 180, 320, 600, 1000 et coticule. Le tout fait à froid (sans machine)
pour ne pas crâmer le fil (vachement important selon le livre de Roman Landes)
Une fois l'arète formée j'utilise le truc du feutre pour garder l'angle à main leveé sur la pierre de coticule.
Il suffit de colorier l'arète au feutre indélébile et de vérifier où porte la pierre (et de modifier en conséquence).
Avec l'habitude, on devient vite efficace.
Un petit coup sur le cuir enduit de pâte 2 microns avec des passes de plus en plus légères.
Et ça rase sans problème.
Lame de 3 mm en T7Mo vers 59 HRc, deux rivets inox, un passage dragonne alu, plaquettes micarta lin, intercalaires
fibre rouges de 0.8 mm, garde en alu, lame 88 mm, longueur totale 192 mm, 88 g. Facile 25 heures de boulot
02-JUN-2013
Et voici finalement un étui, avec la somme de mes récents acquis, par mimétisme sur le Net.
- rainure à l'intérieur pour le pli
- teintés et polis sur les deux faces et les côtés de passant de ceinture
- nourrit dehors, durcit dedans et re-polis
- creusés pour la couture du passant
- encollés avec la surépaisseur de cuir côté tranchant
- arrondis sur les côtés de passant de ceinture
- creux à la rainette des deux côtés des coutures du passant (contre l'usure par frottement sur le couteau)
- humidification et passage de la roulette au moins 3 fois sur chaque coutures
- multiple teinture de tous les creux
- polissage et arrondi de la tranche aprés humidification et coupe à l'abat-carre
- véritable point de sellier avec deux aiguilles, le noeud et tout le toutim à faire saigner les mains

L'autre couteau est le "Brochant".
Et voici finalement un étui, avec la somme de mes récents acquis, par mimétisme sur le Net.
- rainure à l'intérieur pour le pli
- teintés et polis sur les deux faces et les côtés de passant de ceinture
- nourrit dehors, durcit dedans et re-polis
- creusés pour la couture du passant
- encollés avec la surépaisseur de cuir côté tranchant
- arrondis sur les côtés de passant de ceinture
- creux à la rainette des deux côtés des coutures du passant (contre l'usure par frottement sur le couteau)
- humidification et passage de la roulette au moins 3 fois sur chaque coutures
- multiple teinture de tous les creux
- polissage et arrondi de la tranche aprés humidification et coupe à l'abat-carre
- véritable point de sellier avec deux aiguilles, le noeud et tout le toutim à faire saigner les mains
L'autre couteau est le "Brochant".