Pour
que le
lecteur ait rapidement accès à la vaste majorité
de mes créations plutôt que de devoir péniblement
surfer au milieu des nombreuses pages de mon journal de
bord, j'ai
créé cette page. Il me faut encore la
mettre davantage à jour...
Le casse-goutte c'est le demi-cercle à l'origine du tranchant côté manche. Il permet d'affûter la lame sur toute la longueur. En anglais "sharpening choil" ou "sharpening notch".
Le casse-goutte c'est le demi-cercle à l'origine du tranchant côté manche. Il permet d'affûter la lame sur toute la longueur. En anglais "sharpening choil" ou "sharpening notch".
DEC-2023:
4 lames à monter en guise de cadeaux de Noel

| type | couteaux d'office à plate semelle, fabriqués pour Eurotechni Made in France à Thiers |
| acier | X46Cr13 |
| épaisseur | 1.5
mm |
| procédé d'obtention | Découpe
au laser selon les traces sur les chants |
| austénisation | inconnue |
| trempe | inconnue |
| revenu | inconnu |
| refroidissement en dessous de 0°C | inconnu |
| dureté (duromètre à rebond Leeb) |
1:
55.4 et 53 HRc 3: 52.5 et 55.5 HRc 4: 53.3 et 54.3 HRc 5: 55.6 et 55.7 HRc |
| longueur lame du talon à la pointe | 100 mm |
| longueur developpée de tranchant | 100 mm (talon arrondi) |
| finition | polie
à
traces de machines visibles |
| longueur totale |
200 mm |
| hauteur de lame au ricasso | 19 mm |
| présence casse-goutte | NON |
| émouture | plate |
| β/2 ou demi-angle au sommet du tranchant | 17°
(fait par moi) |
| épaisseur de lame derrière le tranchant | 0.20
à 0.30
mm |
| logo | IMC
X46Cr13, gravure électrochimique |
| manche ou plaquettes | Ziricote, cocobolo du Nicaragua, amarante et zébrano. Finition 3 couches pures de vernis tampon anglais et 3 diluées à l'huile de lin, 2 de cire de carnauba. |
| intercalaire | rouge,
blnc ou noir de 0.8 mm |
| épaisseur maximale du manche | 12.5 à 13.5 mm selon le modèle |
| forme de l'épaisseur du manche | épaisseur
quasi
constante, légèrement conique d'un demi millimètre vers l'avant |
| rivet(s) | 3 X Ø2 mm en aluminium |
| tube passage dragonne | sans |
| étui | Cuir
souple dit "crazy horse", teinté en marron avec
couture du martyr et bouton pression. |
| poids seul / avec étui | j'ai
oublié de les peser |
AOU-2020:
pour changer un peu des couteaux....
Mais ça coupe aussi! La plane débutée un samedi de démo à l'association de forge dont je fais partie. Loin d'être parfaite géométriquement, elle a le mérite de faire le boulot.

Manche boule (du commerce) de 40 mm en hêtre, forgée dns une vieille lime, trempée intégralement,
dos revenu sélectivement. 287 mm hors tout, 130 mm de tranchant, 22 mm de larguer, 134 g.
Emouture à 25°, environ 58 HRc par comparaison.
JUN-2020: encore des essais avec l'induction et un "petit" couteau de chef customisé

Tarrerias Bonjean de 17 cm issu de la grande distribution. CE COUTEAU N'EST PLUS DISPONIBLE.
Il y a longtemps que je voulais à nouveau customiser un couteau de chef. Je trouve que ces couteaux ont un excellent rapport qualité prix:
Tranchant bien fin, forge intégrale, inox assez dur et facile à affûter. Ce modèle avait cependant de petites ébréchures au tranchant malgré un emballage
protecteur c'est donc avant emballage que ça merdouille chez TB...
J'ai fait une protection avec les mêmes bois que le manche et 4 petits aimants.

Kegsaka 2.0
Un autre. Egalement des essais d'austénitisation par induction avec une lime (sans doute un acier non allié, un pur carbone quoi) forgé.
L'acier a moins bien répondu que le 90MCV8 mais j'ai pu austéniser beaucoup moins longtemps. On voit mieux la ligne de trempe par contre.
Sur des prochains essais de l'induction avec dureté différente, on passera au revenu sélectif. C'est trop déformant la trempe sélective.

Kegaska 2.0.
Un design repompé sur le modèle du commerce Enzo Elver mais avec une lame allongé de 4 mm.
Encore des essais d'austénitisation par induction avec du 90MCV8 usiné. La lame s'est courbée à la dernière trempe, la sélective, et a cassé
au revenu sous stress (serre-joint sur plat) pour tenter de la redresser. Une première. Sinon l'acier a bien répondu à mes nouveaux essais puisque je suis
au dessus des 63 HRc mais on voit très mal la ligne de trempe. J'ai fini le couteau malgré la casse. Aussi l'occasion de (dé)tester du MDF pour les manches.
AVR-2020

"Caplan".
Une lame à section en cerf-volant (rhomboïde) en hommage à Yrjö Puronvarsi avec un os supposé de bovin trouvé dans ma pelouse, du chêne issu d'une
poutre de plus de 150 ans, d'une maison détruite. Je n'aime pas le chêne pour les manches mais il a pris une très jolie teinture à la paille de fer dissoute dans
du vinaigre blanc. Les traitements thermiques sont issus des plus récentes publications spécialisées coutellières sur le Net pour le meilleur compromis
dureté résilience: 61 HRc et 27.5 ft.lbs. (oui c'est des pieds-livres, c'est anglo saxons...). L'épaiseur derrière le tranchant est un poil trop importante. On pourra
l'affiner sans crainte, dans cet état il est par contre, hyper solide. La soie est traversante et matée sur le pommeau.
MAR-2020

Bujeault 107%.
Un clone du premier à 107% de la taille originale. Révélation au perchlo moins effective que sur le 100Cr6.
Les plus belles veines du bois serpent en surface ont disparu au façonnage.

Bujeault 106%.
Un clone du premier à 106% de la taille originale. Je trouve la révélation au perchlo très sympa, façon Wootz.
DEC-2019

Gadois 2.0.
Un clone du modèle Featherlight de chez Spyderco, déssiné par Bill Moran. Bien que peu conventionnel, le manche est très
confortable en de nombreuses positions (marteau, pic à glace, "pinch" et inversé). Un de mes préférés à ce jour.
NOV-2019

Matané.
Inspiré du Hunter de Kyley Harris, surtout comme exercice pour faire un essai de forge dans un ressort de Mazda.
Le point le plus épais est un peu trop en avant. Dommage et le mélèze ne semble pas idéal pour les couteaux.

SEP-2019

Kipawa.
Une lame qui m'a surtout servi à expérimenter la chauffe par induction. C'est un clone (à la forme de lame près) du "Phan Thiet" de chez Citadel.
AOU-2019

Couchepaganiche.
Ma première réplique de Dropped Hunter de Loveless. J'ai enlevé un peu trop de matière au dos du manche juste derrière la garde et j'ai
un peu trop creusé une encoche pour l'index (qui n'existe pas sur l'original) juste en face. Malgré cela le couteau est très bien en main.
Il s'agit d'une soie courte au lieu d'une plate semelle amincie comme l'original. Il est pourtant vraiment très chouette.

Caplan.
Une tentative de faire un Dropped Hunter de Loveless qui s'est soldée par une casse et une tenative d'en faire autre chose.
En l'occurence un puukko non traditionnel mais avec un manche entièrement fait à main levée dont je suis assez fière.
J'avais Pekka Tuominen en tête...

Mitis.
Une tentative de faire un Dropped Hunter de Loveless qui s'est soldée par une casse et une tenative d'en faire autre chose.
En l'occurence une sorte d'OVNI qui me rappelle un couteau de chasse allemand dit "Nicker". Les rivets sont cachés car
ils ne sont plus au milieu (les trous étaient déjà percés au moment de la casse)
JUL-2019

Coxipi.
Un exercice de forge dans un morceau de roulement. J'ai recyclé de petites chutes de bois nobles dans le manche.

Manicouagan.
Tentative de clonage du "FS1 Compact" de Murray Carter dans un ressort de Toyota. Acier beaucoup plus difficile sous le marteau que celui du ressort
de Mercos du "Korak". Le tranchant est un poil fin.

Borel II.
Encore un! Ça fait au moins 3 ans qu'il attendait dans mes tiroirs. Acier inox damassé de chez Damasteel, le plus chre morceau de ferraille
que j'ai jamais acquis. Prix normal à l'époque plus de 400 EUR le mètre dans ce motif. C'est une chute de 240 mm que j'avais acquise
"bon marché" et que j'ai cherché à exploiter au maximum. Du coup j'ai soudé la lame sur une semelle en acier de base. Pour éviter la corrosion
l'acier de la semelle est noyé sous 2 mm de résine mélangé au même olivier que celui du manche. Ce bois est un souvenir de mes vacances
2018 en Italie. Des souvenirs mitigés malheureusement alors qu'il est si important que les vacances vous rechargent les batteries
JUN-2019

Chukotat. CE COUTEAU N'EST PLUS DISPONIBLE.
Un clone de mon propre "Black Diamond Boss 2012" de Mike Snody, avec un acier moins noble.
Je comptais sortir 57..59 HRc pour plus de solidité mais malgré un traitement thermique en ce sens, je suis encore
bien au delà de 60 HRc. .Je vais l'offrir. Le pâté noir sur l'étui était un essai merdeux au graveur laser.
28-MAI-2019: un couteau de camp forgé dans un ressort

Korak.
Mon plus grand couteau à ce jour. Tentative de clonage du ESEE-6 HM dans un ressort de Mercedes 190 des années 80 (le type 201 dit "Baby Benz").
Il manque 1.2 mm au dos, 5 à la hauteur de lame et 100 g. En plus, l'acier est devenu super dur. Bref c'est pas l'idéal pour des coupes à la voléée avec chocs.
25-MAI-2019
L'induction a été laissé de côté.

Franquelin. CE COUTEAU N'EST PLUS DISPONIBLE.
Encore un! Oui je sais mais c'est vraiment un de mes préférés tant je le trouve bon en tout, mauvais en rien (sauf dépecer). Cette fois
en T508, un acier que me surprend toujours malgré une composition moins flatteuse sur le papier.

Borel II.
Encore un aussi! J'aime beaucoup cette petite forme de drop point. L'occasion de marier dans cette forme le sandwich 90MCV8/XC10
et de la loupe de hêtre qu'on m'a offerte. Acier dur, agressif, qui coupe longtemps, qui s'affûte très bien et ultra solide grace aux couches
extérieures d'acier doux.

H21. CE COUTEAU N'EST PLUS DISPONIBLE.
Un accord avec un petit garçon de 7 ans à l'époque. J'ai dû laisser le projet longtemps en plan à cause des soucis de santé de ma maman,
très chronophages, mais je l'ai finalement repris. Il a 8 ans aujourd'hui et j'espère que son cadeau d'anniversaire en retard lui plaira.
Pour faire un projet complet, je me suis fendu d'un étui en cuir, cuir que je déteste coudre mais bon pour un petit aventurier qui risque d'aller
voir par monts et par vaux, un moyen de transport sécure est indispensable (d'où aussi la garde, aux couleurs de Spiderman parait-il)
Est-ce raisonnable d'offrir cela à un enfant? Le petit est très intelligent et j'ai tendance à croire que le plus tôt on apprend à se servir de
certains outils, le mieux c'est.

Borel II.
Encore et toujours. Obtenu lors d'une séance de forge passée il y a longtemps, avec du 100Cr6 d'un roulement à billes.
L'occasion aussi d'y marier un morceau d'olivier trouvé en vacances en Italie en 2018, pour exorciser un truc sans doute.
Il y avait un gros trou dans le bois que j'ai décidé de boucher avec un insert en cocobolo afin de pouvoir utiliser cette jolie
branche gratuite que le hasard et la nature ont mise sur ma route.
MAR-2019: ça avance un peu
Je me suis beaucoup fourvoyé dans la recherche de la trempe par induction. Impossible de bien dépasser la température de Curie avec mon système passif. J'ai mis de côté et j'ai essayé de finir certaines lames forgées en suspend.

Madawaska.
La fissure près de la pointe est le trou dans le couteau d'origine replié sur lui même. Après quelques jours les fissures bouchées moultes fois
sont comme ressorties.

Abbica.
Une réplique de Bark River Bravo Necker II, encore plus mou que le "Madawaska" mais vraiment super costaud.

Kogaluc Jr.
J'aurai dû allonger les plaquettes vers le ricasso.

Kogaluc Jr.
On voit encore un épaulement de la bague extérieure du roulement dont il est issu.
JUL-2018: forge d'un fixe moyen à la forme orientée bushcraft

Kegaska.
On voit assez bien 3 lignes de trempe, la pointe est encore un peu fine par rapport à ce que je vise, l'épaisseur un
peu trop forte derrière le tranchant (ce qui le rend très robuste par contre), le manche un peu dissymétrique
au ricasso mais c'est pas trop mal. L'étui a été fait à la va-vite pour un transport en bagage et test en vacances.
FEV-2018: une lame de couteau d'office à monter

OCT-2017: Que d'la forge, que d'la merde; "Freestyle", "Ikotat", "Coxipi", 2 "Bujeault" et encore un "Franquelin" Kata-Ha
J'ai un peu d'envie de forge ces derniers temps, mais j'en ai fait des conneries.

Franquelin
Une lime pas trop fine pour une fois, de la surface brute de forge mais une fissure traversante près de la pointe sur près de 3/4 de la hauteur de lame.

Bujeault
Pour une fois il reste de l'épaisseur à cette miniature inspirée d'un Wayne Goddard, quelques fissures en surfaces près de la pointe. Jolies chutes de Bocote
avec de légers reflets oranges.

Bujeault
La même version plus fine du Goddard pour essayer d'exploiter un couteau utilitaire fichu. Aucune fissure cette fois.

Coxipi
J'ai essayé de garder une mitre intégrale dans le brut du ressort VW sauvé du ferrailleur, des fissures en surface près de la pointe.

Iktotat
Un projet forgé dans une lime, trop fin et qui a pété pendant des essais de trempes multiples et un redressage malheureux. J'ai pu en faire un petit
Kiridashi, un couteau qui sert aux menuisiers pour faire des tracés. Le cerisier prend un joli poli.

Freestyle. CE COUTEAU N'EST PLUS DISPONIBLE.
Forge d'une lime, trop fine, dans laquelle j'ai pensé improviser une forme au façonnage sur le back. Raté. On croit qu'avec l'expérience on va y
arriver mais à la fin les proportions, les formes, rien ne va vraiment. Il faut planifier petit padawan, t'as pas assez de bouteille encore.
AOU-2017: "Harricana", un couteau de Bushcraft forgé dans une lime

Harricana. CE COUTEAU N'EST PLUS DISPONIBLE.
La ligne de trempe n'est hélàs pas constante mais pour une fois je respecte les proportions d'épaisseur selon Murray Carter:
20% de diminution d'épaisseur vers la pointe, 50% vers le cul. J'ai laissé le fil volontairement plus épais à la pointe car ce genre de
géométrie sert aussi à percer des trous dans le bois. A cette fin, le manche est assez arrondi pour mieux "tourner" dans la main.
MAI-2017: un couteau en l'honneur de ma petite ville d'enfance et un autre en hommage à Ed Fowler

Grignon

Gadois
SEP-2016: un proto en sandwich inox / carbone, deux couteaux au nom de mon village,
Borel V
C'est un prototype à la soudure plutôt ratée. Mon premier essai de soudure à la forge. J'ai décidé de le mettre ici malgré tout.
Il servira d'utilitaire au garage.

Hunting
J'ai dû modifier un peu la pointe, le cerisier présente une fissure.

Hunting
AOU-2016: un couteau de cuisine improvisé à partir d'un essai de forge d'inox

Funayuki
Une tentative de forge d'une fine barre d'inox donnée par MJM. J'en ai fait cela avec récup d'un manchon de cuivre de plomberie et du pommier
du village (bois que je trouvais trop peu dense, destiné au barbecue mais les veines au coeur semblaient prometteuses). Il n'est pas terrible dans la
rigueur des lignes, mais c'était sympa à faire et le veinage du bois est une excellente surprise.
JUN-2016: 9 couteaux finis pour une expo artisanale au château de mon patelin d'enfance
Me suis laissé convaincre par l'organisateur qui a vu un de mes couteaux chez mon meilleur pote à qui j'en avais offert un. Je devrai être à un stand avec MJM, la personne chez qui j'ai fait un petit stage de forge. Je trouve mes réalisations pas assez bonnes pour être vendues mais si une personne était preneuse et que je lui dit que rien n'est à vendre, je crois qu'il y aurait frustration et incompréhension. J'ai donc décidé de mettre un prix sur mes couteaux et d'en faire quelques autres en plus. J'ai réussi à en faire 9 dont 4 forgés, aucun n'a d'étui pour l'instant: 3 "Brochant", 1 "Borel IV", 2 "Borel V", 1 "Chukotat", 1 "Franquelin II" et 1 "M(a)ousse".

Brochant
Du buis teinté pour casser la monotonie de cette essence.

Brochant
Du mirabellier du jardin de mes parents. La pointe a souffert a l'affûtage mais cela a été corrigé après la photo.

Brochant
Un manche cassé au redressage et ressoudé plus tard. On le devine juste derrière le ricasso. Je trouvais les manches des deux premiers un peu trop
gros et celui-ci est sans doute trop fin à présent.

Borel IV
J'ai réussi à forger ce couteau dans une toute petite chute de T7Mo, ce qui explique sa réduction en largeur. Le galeux d'orme est toujours aussi
chouette.

M(a)ousse
Un dernier exemplaire. Après j'arrête... Epaisseur derrière le tranchant toujours assez élevée.

Chukotat
J'ai mis un peu plus de résine polyester sur ce manche là pour voir la différence. Une partie de l'épaulement du chemin de roulement est encore
visible au dos de lame et au cul.

Franquelin II
Le modèle "Pointy" de Murray Carter forgé dans de l'XC75 de 3 mm... Trempe sélective au goop

Borel V
Le second couteau taillé dans mon plat de 90MV8/XC10 de chez Eurotechni. On voit mal l'acier central sur la photo. Le tranchant est
parfaitement droit mais la courbure du dos de lame donne l'impression optique d'une lame incurvée en bec d'oiseau.

MAR-2016: un couteau d'office du commerce customisé et un "Frichet" réalisé pendant un stage de forge

Coxipi
Avec le manche plus arrondi, il est moins stable en main mais plus maniable. Un compromis, faudra voir à l'usage.
Les photos sont mauvaises et ne rendent pas hommage à l'aspect poli de l'amourette.

Frichet. CE COUTEAU N'EST PLUS DISPONIBLE.
J'ai trop arrondi le manche. Le maintien en main n'est pas assez stable. La ligne de trempe sélective est bien visible.
FEV-2016: un "Franquelin" forgé

Franquelin. . ETUI CUIR PLUS DISPONIBLE MAIS LE COUTEAU L'EST ENCORE.
Ici encore je n'ai pas réussi à garder autant d'épaisseur que j'aurai voulu à cause des pertes au feu. La lime de départ (identique à
celle de la photo car j'en ai récupéré deux) bien que complètement désaffûtée par une utilisation de sagouin, était d'excellente qualité.
Dans ce tressage, la corde élastique ("bungee cord") de l'étui permet un port horizontal ou incliné. Il suffit de retirer la corde ou de
changer le tressage pour un port au cou ou à la verticale.
DEC-2015:
exercices de forge, des EDC et des couteaux d'office
tous avec des
défauts
Voilà ce que j'ai commencé à forger, avec peu de succès ces derniers temps. Il parait que c'est en forgeant qu'on devient... Bref j'ai aussi monté ces couteaux moins bien réussi pour profiter du maximum d'apprentissage, y compris avec le montage de manches

"Chukotat", encore un clone de mon propre "Black Diamond Boss 2012" de Mike Snody, forgé cette fois-ci dans une râpe de cordonnier
avec une émouture asymétrique japonaise dite Kata-Ha. Un couteau peu épais, très discret et facile à emporter partout.

CE COUTEAU N'EST PLUS DISPONIBLE.
"Frichet", un couteau d'office taillé dans un morceau de lime forgée. Le second exercice après avoir trop réduit le morceau de lime ayant
généré les "Coxipi". Peine perdu, il a exactement la même épaisseur que les deux premiers après élimination de la calamine.
En tentant de redresser le tranchant trop fin après la trempe j'en ai cassé un morceau avec une fissure en prime. J'ai pu rectifier le profil du
tranchant mais la fissure est toujours là, bien que presqu'invisible.

CE COUTEAU N'EST PLUS DISPONIBLE.
Encore un "Coxipi", un couteau d'office à bec d'oiseau à la lame un peu trop épaisse, taillé dans un morceau de lime forgée et que j'ai trop
réduit d'épaisseur pour pouvoir y réaliser le projet initial. En tentant de redresser la lame après la trempe j'ai cassé la pointe. Point positif
un grain super fin. J'y ai retaillé un couteau dit bec d'oiseau. Il a aussi une fissure au dos de la semelle, sans gravité.

CE COUTEAU N'EST PLUS DISPONIBLE.
"Coxipi", un couteau d'office à la lame un peu trop épaisse, taillé dans un morceau de lime forgée et que j'ai trop réduit d'épaisseur pour
pouvoir y réaliser le projet initial. Les traces de forge font une finition qui me plait assez.

Un Puukko, le "Caplan". Obtenu dans la moitié d'une lime de 150 X 15 X 3 [mm]. Lame bien trop fine. Ferule fissurée, soudure à l'étain de la
garde dégueulasse, fissures au coeur du manche (découverte au coeur du bois lors du ponçage)
AOU-2015: une lame de couteau d'office à monter

CE COUTEAU N'EST PLUS DISPONIBLE.
On voit quelques traces blanches de cire. Je pensais que le ziricote prendrait un plus beau poli.
JUL-2015: un second "M(a)ousse" et des "Coacoachou 3.0 et 3.1" plus orientés cuisine

CE COUTEAU N'EST PLUS DISPONIBLE.
Le 3.1 est une version plus longue et plus fine du 3.0, se voulant un couteau d'office un peu plus large
qu'un simple éplucheur. Moins agile sur des courbes serrées mais plus solide pour faire levier ici et là.
L'angle fermé de la pointe doit permettre le retrait de pédoncules et autres yeux de pommes de terre.
Il fut difficile de trouver parmi mon tout petit lot des morceaux suffisamment grands sans fissures pour les
plaquettes, il y en a une au ricasso sur la plaquette gauche. Le poli est superbe mais le dessin des veines
un peu monotone..

Coacoachou
Le casse-goutte a été accidentellement raccourci à la finition de l'encoche d'index ("finger choil"). Il y a un léger "recurve" involontaire au talon de la
lame. L'amourette a tendance à fissurer... Il y a 3 belles fissures sur la plaquettes droite de ce modèle 3.0.

M(a)ousse. CE COUTEAU N'EST PLUS DISPONIBLE.
J'ai voulu refaire ce couteau mais dans un acier moins emmerdant à poncer que le D2. Le tranchant est un peu épais derrière le fil. Gage de
solidité pour cette petite brute.
MAI-2015: un "Alluviaq", clone d'un Mike Snody "Menace" et "Coacoachou 2.0", clone à ma façon d'un CKC Hiker 2.0


Alluviaq
Mon premier couteau à faux contre-tranchant et finition sablée. Le tranchant (0.7 mm) est un peu trop épais à mon goût
mais en revanche il est très robuste
AVR-2015: Cliff Stamp "Mule" by Kyley Harris

Le "Mule" utilisé par Cliff Stamp pour ses recherches coutellières, dessiné par Kyley Harris.
Le montage à soie courte et la forme du manche sont de moi.
MAR-2015: second "Franquelin", "Gladel" et un couteau à pain customisé

Un couteau à pain trouvé en hypermarché avec manche merdeux mais lame de qualité qui m'a interpellé. Je l'ai un peu customisé: forme plus
arrondie et plus ergonomique du manche, finition polie, rivets remplacés par des modèles en inox massif, lame collée à la résine époxy. Il me sert
beaucoup en cuisine

Gladel
Un Nakiri (-bocho ou hocho) que je me suis fait pour les gros légumes en cuisine et pour exploiter une lame de scie circulaire de la benne.

Un second "Franquelin" pour essayer un acier sandwich. Pour une raison inconnue, le 90MV8 (dit O2) n'a pas durci comme voulu.
J'ai fini par trouver la raison: il n'y a pas d'acier 90MV8 au bord du plat fourni (imaginer un sandwich: le jambon n'est pas aussi large que le pain)
On voit un peu le 90MV8 attaqué à l'acide au bas de l'image, il est un peu décentré et ne descend pas "jusqu'en bas".
DEC-2014: "Coulonge", "Coacoachou" et "Franquelin"

Franquelin. CE COUTEAU N'EST PLUS DISPONIBLE.
Un clone du Wahrncliffe Brute façon Kata-Ha de Murray Carter. Un acier bien inférieur à l'original mais ma première émouture
de type Kata-Ha c'est-à-dire sabre haute d'un côté et creuse de l'autre. J'apprécie beaucoup la forme.

Coulonge
Un modèle inspiré par une photo de revue d'un modèle de chez Moki. Mon premier couteau à semelle amincie.

Coacoachou
Un pur clone du Svord Hicker. Ce qui ne va pas du tout pour une main masculine et adulte c'est
le cul du manche, bien trop agressif avec la paume. Sinon très pratique, pour une femme aux petites
mains ou un enfant peut-être.
OCT-2014: un second "Borel II" pliant à Friction pour le SFBA-2014

CE COUTEAU N'EST PLUS DISPONIBLE. (c'est mon couteau de poche)
Le morceau d'acier 52100 livré avec le kit était beaucoup trop épais. Je l'ai remplacé par la chute de 100Cr6 qu'il restait du "Dancelou".
Mon couteau à l'acier le plus dur à ce jour.
OCT-2014: un couteau d'office modifié, le "Coxipi"

Coxipi
Un couteau d'office trouvé en hypermarché dont le manche en olivier et la lame de qualité m'ont interpellé. Je l'ai un peu customisé: forme plus
arrondie et plus ergonomique du manche, finition polie, rivets remplacés par des modèles en inox massif, lame collée à la résine époxy. Il me sert
beaucoup en cuisine
SEP-2014: Le "Chukotat"

Un clone de mon propre "Black Diamond Boss 2012" de Mike Snody, avec un acier moins noble, une pointe moins marquée (involontaire) et
une autre émouture, symétrique celle-là. Un couteau peu épais, très discret et facile à emporter partout.
SEP-2014: un troisième "Borel II"

CE COUTEAU N'EST PLUS DISPONIBLE.
AOU-2014: un second "Checatica"

CE COUTEAU N'EST PLUS DISPONIBLE.
Je l'ai offert à Noel à une dame qui je l'espère s'en servira. Contrairement au premier à plate semelle, celui-ci a une soie même pas traversante.
Le tranchant est convexe avec des tangentes à 15° de part et d'autre.
AOU-2014:
Le "Dancelou"

J'avais un projet de couteau "normal" dans un roulement à billes. L'acier a cassé aux deux tiers de la bande plate que j'avais réussi à forger. J'ai aplati
davantage les deux tiers restants pour en faire un plat très fin. Très joli bois, ma première lame forgée avec les moyens du bord. Très bonne tenue de
coupe que l'acier à roulements.
JUL-2014: Le "Buron Ultra slim"

Exploration d'une nouvelle forme, consommation du T508 en stock et mon premier rivet mosaïque maison.
JUN-2014: une variante du "Borel II", le "Borel IV"

CE COUTEAU N'EST PLUS DISPONIBLE.
Avec celui du "Brochant", mon plus bel étui. J'y ai fixé un clip maison avec une petite doublure intérieure en cuir fin pour éviter les frottements avec le
manche. Un de mes plus beaux couteaux à ce jour.
AVR-2014: mon premier pliant, à friction sur dessin de "Borel II"

Porteur de nombreux essais, j'ai fini par fissuré la lame à la dernière trempe.
MAR-2014: Le "Brochant" variante Marty, une commande


CE COUTEAU N'EST PLUS DISPONIBLE.
Un amateur de travail du bois m'a proposé de lui faire une lame à monter en échange de quelques
essences de joli bois. Un "Brochant" plus long le satisfaisait. J'ai donc allongé le dessin de la lame,
avec une soie traversante, le tout dans de l'X46Cr13 de 2.5 mm avec une épaisseur de tranchant
assez conservatrice car il voulait couper du saucisson et aller aux champignons. Je ne sais jamais
à quel point les gens peuvent "comprendre" le bon usage d'un couteau, du coup j'ai fait comme
l'industrie: assez costaud et pas trop dur. Résistance avant tout. La photo du bas vient du proprio
après montage en Puukko. Il maitrise le bois, non?
DEC-2013: Le "Chécatica"

Les temps sont durs dans ma tête, je me concentre sur ma cuisine, le lieu et la préparation de nourriture. Je me rends compte que mes couteaux de
cuisine sont bien trop épais, inadéquats. N'est-il pas vrai que c'est toujours le cordonnier le plus mal chaussé? Les trous devaient éviter à la matière
de coller. Mauvaise idée. Bien que cela marche pas mal avec des fruits, ils sont une plaie à nettoyer.
JUL-2013: Le "Champlain"

Ici le but était d'obtenir un tranchant très dur façon couteau japonais vers 62..64 HRc. Hors trempe sélective, hors approvisionnement d'un acier
déjà laminé, hors possibilité de forge, impossible. J'ai donc dessiné une forme proche des couteaux de cou de Murray Carter autour d'une lame
Lauri PT 77. J'ai repris la forme de la lame en "drop point" et les émoutures scandinaves en plate d'un côté et convexe de l'autre en prenant soin
de ne pas "détremper" l'acier. J'ai recuit localement la soie afin de la percer. J'ai coupé de nombreux câbles en cuivre avec ce couteau, le
tranchant a une durabilité exceptionnelle.
JUN-2013: un outil à pissenlits

Réalisé dans une râpe de cordonnier issue des puces. J'ai creusé une face à la roue et arrondi l'autre, les bords sont légèrement amincis.
la fourche à l'avant doit "coiffer les racines.
Chauffe au four et trempe à l'huile de vidange, revenu simple, dureté approx. "beaucoup trop mou".
La lame est remontée à la trempe (dissymétrie de matière de chaque côté).
Manche en noyer avec fibre intercalaire en joint automibile. 3 rivets alu de 3.2 mm.
Dort au garage avec les autres outils de jardin.
JUN-2013: un second "Borel II"

Le manche est plus épais que le premier, tient mieux en main mais semble esthétiquement trop "lourd".
L'étui que j'ai fait trop juste a été endommagé par le couteau (trop tranchant...), je trouve le buis un peu ennuyeux tant il est uniforme.
JUN-2013: un second "Alluviaq"

Celui-là c'était pour tester cette résine acrylique qui pète, façon boule de bowling.
MAI-2013: Le "Brochant"

PLUS DISPONIBLE MAIS L'ETUI CUIR L'EST ENCORE.
Un petit couteau très élégant et un de mes plus beaux étuis.
MAI-2013: Le "Bédard"

CE COUTEAU N'EST PLUS DISPONIBLE.
Réduction d'un Fallkniven TK-2 afin que le dessin "tienne" dans un plat de 24 mm de largeur. Massette en bout de manche.
Un très joli couteau, mon seul avec une garde doublée d'un intercalaire et un étui plutôt réussi. Il est dommage que sous l'encoche de l'index
le manque de matière m'ait obligé à combler les "trous" avec de la résine époxy.
MAR-2013: Le "Brador"

Combinaison entre la lame d'un Becker BK-11 ou BK-14 avec un manche de longueur intermédiaire entre celles des manches ESEE Izula I et II.
A partir de ce modèle je me suis plus intensément concentré sur le travail du cuir: cuir du commerce, outils, fil à coudre, technique...
MAR-2013: Le "Borel II"

PLUS DISPONIBL MAIS L'ETUI KYDEX L'EST ENCORE.
J'entre ici dans mon ère "moderne". Outre le four, je dispose depuis ce moment d'un backstand acheté en Italie, un Titangrinder.
La forme basse du manche est obtenue à partir des roues de 250 et 25 mm de diamètre. Cela offre une bonne prise en main. La lame est une "simple"
forme dite "drop point".
JAN-2013: "Abbica"

CE COUTEAU N'EST PLUS DISPONIBLE.
C'est un modèle réduit du Bark river "Gunni", qui ressemble fort à leur modèle de couteau de cou "Necker". Le dessin est adapté afin de "tenir"
dans un plat de 24 mm de large (car c'est ainsi que le T7Mo est livré par Eurotechni). Je l'ai offert à mon collègue de travail de la maintenance
qui me file de nombreux petits coups de pouce, notamment en cas de soudure.
Acier T7Mo Bonpertuis de 3 mm.
Chauffe au four et trempe entre plaques alu puis "cryo", revenu triple, tous "cryo", dureté approx. 58..59 HRc.
Casse-goutte, longueur totale 177 mm. Plaquettes en olivier, 5 rivets et un tube passage dragonne en aluminium.
Intercalaire en fibre vulcanisée noire de 0.8 mm. Marquage aux lettres à frapper, remplacé par une gravure électrochimique depuis.
Etui en cuir issu de mon vieux cartable scolaire.
JAN-2013: "Alluviaq"

JAN-2013: Le "Barnoin"

DEC-2012: Le "BabyKoubi"

CE COUTEAU N'EST PLUS DISPONIBLE. (LES DEUX DU HAUT).
Je parle du couteau tout en haut de la photo. J'ai essayé de placer le dessin d'un couteau de cou de Murray Carter dans une barre de 24 mm de
largeur. Je n'ai plus ce couteau, je l'ai offert à celle qui partageait ma vie. Elle n'en voulait pas d'abord. J'ai voulu un modèle en inox parce qu'on ne
peut attendre de tout le monde un soin particulier des couteaux. Je l'ai voulu un peu précieux et féminin: petit, pochon en cuir rouge, plaquettes
en os de chameau, rivet mosaïque en inox, autre rivet et tube passage dragonne en inox, intercalaire violet en polypropyplène de 0.8 mm. En
terme de coût, c'est mon couteau le plus cher en matériel à ce jour... Surtout si on songe que pour ce challenge il me fallait tremper de l'inox au
dessus de 1000°C. C'est à cause/grace à lui que je me suis lancé dans la fabrication de mon propre four de trempe. Depuis c'est avec ce four que je
trempe toutes mes lames. L'acier utilisé est du T7Mo de 3 mm de chez Bonpertuis, trempé, refroidit entre plaques aluminium puis à -70°C et avec
triple revenu, tous "cryo". Dureté inconnue mais vers 58..59 HRc sans doute (seul 0.49% des 0.7 de carbone sont dissous à 1100°C dans cet acier).
OCT-2012: le "M(a)ousse"

JUL-2012: dans une vieille lime, le "ex-Files"

Couteau fixe à plate semelle. Dessin inspiré de rien du tout. Le couteau me sert dans le jardin et rouille gentiment dans le garage.
JUL-2012: une lame Lauri SS77, le "Rictus"

CE COUTEAU N'EST PLUS DISPONIBLE.
Toujours un couteau que je n'ai plus. Je l'ai offert à un ami, Fred, perdu de vue, parce que dans la vie faut choisir, et choisir, ça veut dire dire non.
Fred est un épicurien, amateur de bon vin, bonne bouffe et bons cigares. D'où l'inox. N'ayant pas suffisamment confiance en mes réalisations à
l'époque j'ai préféré monter une lame du commerce. Une Lauri SS de 77 mm en inox montée en Puukko.
JUL-2012: une lame Karesuando SS80, le "Mammouth"

CE COUTEAU N'EST PLUS DISPONIBLE.
Encore un couteau que je n'ai plus. Je l'ai offert à mon meilleur ami, Serge. C'est en comprenant qu'un des échantillons trouvé chez Brisa était une
molaire de mammouth fossilisée que je me suis dit qu'il fallait que j'en fasse un couteau pour Serge, grand amateur d'archéologie (entre autres) et de
treks dans les desserts du monde. J'ai donc incorporé la molaire dans un manche. N'ayant pas suffisamment confiance en mes réalisations à l'époque
(et si sa vie devait en dépendre) j'ai préféré monter une lame du commerce. Une Karesuando de 80 mm.
JUN-2012: un Enzo Elver en kit

CE COUTEAU N'EST PLUS DISPONIBLE.
Un Enzo Elver en kit que j'ai assemblé pour l'offrir à mon frère. Ne l'ayant plus, je cite de mémoire.
Acier D2 60..61 HRc, 3.6 mm d'épaisseur. Emouture plate, demi-angle au sommet 26° (!).
Plaquettes amovibles en bouleau madré avec un compartiment creusé au centre. Tube passage
dragonne en inox. Intercalaire en polypropylène rouge de 0.8 mm. Etui cuir.
JUN-2012: Le "Patron"

Couteau fixe à plate semelle. Inspiré des gros modèles "Boss" de Mike Snody.
Le manche a été repris depuis la photo et il est beaucoup plus arrondi et fin (on le voit en page d'accueil).
MAI-2012: "Zebra3", sur base de lame Lauri PT Skinner

Couteau fixe à soie traversante. Toujours un Puukko. Le nom rappelera Starsky et Hutch aux plus anciens.
La lame provient du commerce, c'est une Lauri PT (Progressive Tempering = trempe selective) Skinner.
Duretés du tranchant 63 HRc (c'est exceptionnel; pour le tranchant) et du dos 53 HRc (pour la résilience).
Le "Juma" est fissuré à deux endroits.
MAR-2012: une lame Lauri PT 77

Couteau fixe à soie traversante. C'est ce qu'on appelle un Puukko.
La lame provient du commerce, c'est une Lauri PT (Progressive Tempering = trempe selective) de 77 mm.
Duretés du tranchant 63 HRc (c'est exceptionnel; pour le tranchant) et du dos 53 HRc (pour la résilience).
MAR-2012: Le "Lancelot"

Couteau fixe à plate semelle. Inspiré du couteau pliant "Le Français" de l'Atelier Perceval. Sympa pour manger un steak, mais pas dans une assiette
à cause de la dureté de la céramique qui abîme vite les tranchants rasoir.
MAR-2012: Le "Youkaitradibushcraft"

Couteau fixe à plate semelle. Inspiré du couteau de Bushcraft britannique façon Woodlore. L'émouture scandinave n'a pas d'arête secondaire et
le couteau est très agressif, notamment sur du bois.
DEC-2011..JAN-2012: "Izumodi4", mon premier couteau
A vrai dire ce n'est pas mon tout à fait mon premier couteau. Le premier je l'ai fait vers 10 ans, en vacances chez ma grand-mère maternelle en Allemagne, avec un bout de bois et un morceau de fer blanc trouvés sur l'établi de feu mon grand-père. J'y avais dessiné des animaux et je jouais à l'indien d'Amérique dans le jardin, Winnetou pour les plus érudits parmi vous.

La lame reprend la forme général de l'Izula de ESEE avec 5 mm de plus. Le manche reprend la forme de nombreux "Bark River" avec une longueur
comprise entre celle de l'Izula et de l'Izula II.
Mais ça coupe aussi! La plane débutée un samedi de démo à l'association de forge dont je fais partie. Loin d'être parfaite géométriquement, elle a le mérite de faire le boulot.
Manche boule (du commerce) de 40 mm en hêtre, forgée dns une vieille lime, trempée intégralement,
dos revenu sélectivement. 287 mm hors tout, 130 mm de tranchant, 22 mm de larguer, 134 g.
Emouture à 25°, environ 58 HRc par comparaison.
JUN-2020: encore des essais avec l'induction et un "petit" couteau de chef customisé
Tarrerias Bonjean de 17 cm issu de la grande distribution. CE COUTEAU N'EST PLUS DISPONIBLE.
Il y a longtemps que je voulais à nouveau customiser un couteau de chef. Je trouve que ces couteaux ont un excellent rapport qualité prix:
Tranchant bien fin, forge intégrale, inox assez dur et facile à affûter. Ce modèle avait cependant de petites ébréchures au tranchant malgré un emballage
protecteur c'est donc avant emballage que ça merdouille chez TB...
J'ai fait une protection avec les mêmes bois que le manche et 4 petits aimants.
| type | couteau fixe à plate semelle
Tarrerias-Bonjean
à mitres intégrales monobloc, issu de la
grande
distribution sous marque distributeur, Made in France à Thiers |
| acier | d'après le site et leur acier propriétaire dopé à l'azote pour les modèles plus haut de gamme, je pencherai pour un Z35Cr13 ou à peine plus style X46Cr13 gros max, forgé |
| épaisseur | 2.71
mm |
| procédé d'obtention | estampage
(forge
mécanique dans une succession de deux
demi-outils de
forme) |
| austénisation | inconnue |
| trempe | inconnue |
| revenu | inconnu |
| refroidissement en dessous de 0°C | inconnu |
| dureté |
58
HRc, par comparaison |
| longueur lame du talon à la pointe | 171 mm |
| longueur developpée de tranchant | 172 mm |
| finition | polie
à
traces de machines visibles |
| longueur totale |
296 mm |
| hauteur de lame au ricasso | 34 mm |
| présence casse-goutte | NON |
| émouture | plate |
| β/2 ou demi-angle au sommet du tranchant | estimé
lors
d'un l'affûtage vers 15..17° |
| épaisseur de lame derrière le tranchant | 0.27
mm |
| logo | IMC, gravure électrochimique |
| manche ou plaquettes | sandwich acajou et noyer, finition 6 couches d'huile de Tung (dont 3 diluées), 2 de cire de carnauba. Un trou bouché avec 1 mm de cuivre. |
| intercalaire | sans |
| épaisseur maximale du manche | 20.6 mm |
| forme de l'épaisseur du manche | épaisseur
quasi
constante |
| rivet(s) | 3 X Ø3.85 mm en acier inox, et 2 X Ø6 mm en bois (tourillons) montés cachés (dans des trous borgnes) |
| tube passage dragonne | sans |
| étui | protège
tranchant avec 4 aimants, montage sandwich
noyer - samba - acajou |
| poids seul / avec étui | 161
g
/ 183 g |
Kegsaka 2.0
Un autre. Egalement des essais d'austénitisation par induction avec une lime (sans doute un acier non allié, un pur carbone quoi) forgé.
L'acier a moins bien répondu que le 90MCV8 mais j'ai pu austéniser beaucoup moins longtemps. On voit mieux la ligne de trempe par contre.
Sur des prochains essais de l'induction avec dureté différente, on passera au revenu sélectif. C'est trop déformant la trempe sélective.
| type | Puukko moderne à plate semelle amincie, bushcraft |
| acier | au carbone, inconnu, issu d'une sorte de râpe trouvée en brocante |
| épaisseur maximum |
2.22 mm |
| procédé d'obtention | forgeage puis usinage |
| austénitisation |
par
induction |
| recuit
d'adoucissement |
à la forge et seau de cendres |
| normalisation |
triple, à la
forge, à l'air pulsé |
| trempe | 3 intégrales et 1 sélective, toute à l'eau salée à 10% |
| revenu | intégral double au four |
| refroidissements en dessous de 0°C | triple à -18°C |
| dureté |
60 HRc, < 55 HRc au dos, par comparaison |
| longueur lame du talon à la pointe | 84 mm |
| longueur developpée de tranchant | 86 mm |
| finition | couçi couça avec révélation au perchlorure de fer |
| longueur totale |
183 mm |
| hauteur de lame au ricasso | 23.5 mm |
| présence casse-goutte | NON |
| émouture | scandinave à zéro, angle au sommet de 31° |
| β/2 ou demi-angle au sommet du tranchant | 15.5°, micro tranchant P320 et cuir avec pâte 2 microns |
| épaisseur de lame derrière le tranchant | (scandi 0 et 31°) |
| logo | IMC Lime, gravure électrochimique |
| manche ou plaquettes | Buis, finition 6 couches d'huile de Tung (dont 3 diluées), 2 de cire de carnauba et 2 de cire d'antiquaire |
| intercalaire | sans |
| épaisseur maximale du manche | 17.84 mm |
| forme de l'épaisseur du manche | légère "bouteille de Coca", grossissant à peine vers le cul |
| rivet(s) | 2 X Ø3 en laiton collés et matés |
| tube passage dragonne | tube laiton Ø5/6 mm, collé, maté |
| étui | sans |
| poids seul / avec étui cuir | 83
g / 115 g |
Kegaska 2.0.
Un design repompé sur le modèle du commerce Enzo Elver mais avec une lame allongé de 4 mm.
Encore des essais d'austénitisation par induction avec du 90MCV8 usiné. La lame s'est courbée à la dernière trempe, la sélective, et a cassé
au revenu sous stress (serre-joint sur plat) pour tenter de la redresser. Une première. Sinon l'acier a bien répondu à mes nouveaux essais puisque je suis
au dessus des 63 HRc mais on voit très mal la ligne de trempe. J'ai fini le couteau malgré la casse. Aussi l'occasion de (dé)tester du MDF pour les manches.
| type | Puukko moderne à plate semelle,
bushcraft |
| acier | 1.2842
/ 90MCV8 |
| épaisseur maximum |
3.3 mm |
| procédé d'obtention | usinage |
| austénitisation |
par
induction |
| recuit
d'adoucissement |
aucun |
| normalisation |
aucune |
| trempe | 3 intégrales et 1 sélective, toute à l'eau salée à 10% |
| revenu | intégral double au four (casse au premier revenu) |
| refroidissements en dessous de 0°C | triple à -18°C |
| dureté |
> 63 HRc au tranchant, 62 HRc au dos, par comparaison |
| longueur lame du talon à la pointe | 45 mm |
| longueur developpée de tranchant | 45 mm |
| finition | couçi
couça avec révélation au perchlorure de fer |
| longueur totale |
152 mm |
| hauteur de lame au ricasso | 23 mm |
| présence casse-goutte | NON |
| émouture | scandinave
à zéro, angle au sommet de 32° |
| β/2 ou demi-angle au sommet du tranchant | 16°, micro tranchant à P320 et cuir avec pâte 2 microns |
| épaisseur de lame derrière le tranchant | (scandi 0 et 32°) |
| logo | IMC 90MCV8, gravure électrochimique |
| manche ou plaquettes | MDF noir teinté pleine masse (densité 770 g/cm3) finition 6 couches d'huile de Tung (dont 3 diluées), 2 de cire de carnauba et 2 de cire d'antiquaire |
| intercalaire | sans |
| épaisseur maximale du manche | 16.85 mm |
| forme de l'épaisseur du manche | légère "bouteille de Coca", grossissant à peine vers le cul |
| rivet(s) | 2 X Ø3 en laiton collés et matés |
| tube passage dragonne | tube laiton Ø5/6 mm, collé, maté |
| étui | sans |
| poids seul / avec étui | 93
g / - g |
AVR-2020
"Caplan".
Une lame à section en cerf-volant (rhomboïde) en hommage à Yrjö Puronvarsi avec un os supposé de bovin trouvé dans ma pelouse, du chêne issu d'une
poutre de plus de 150 ans, d'une maison détruite. Je n'aime pas le chêne pour les manches mais il a pris une très jolie teinture à la paille de fer dissoute dans
du vinaigre blanc. Les traitements thermiques sont issus des plus récentes publications spécialisées coutellières sur le Net pour le meilleur compromis
dureté résilience: 61 HRc et 27.5 ft.lbs. (oui c'est des pieds-livres, c'est anglo saxons...). L'épaiseur derrière le tranchant est un poil trop importante. On pourra
l'affiner sans crainte, dans cet état il est par contre, hyper solide. La soie est traversante et matée sur le pommeau.
| type | Puukko |
| acier | 100Cr6 issu de la bague intérieure d'un roulement 6306Z de marque inconnue |
| épaisseur maximum |
3.39 mm |
| procédé d'obtention | forgeage puis usinage |
| normalisation |
en 2 cycles différents avec des refroidissements à l'air pulsé |
| recuit
d'adoucissement |
cycle DET avec refroidissement contrôlé au four puis à l'air calme |
| austénitisation |
au four de trempe |
| trempe | intégrale,
à l'huile de colza préchauffée |
| revenu | au four, double |
| refroidissements en dessous de 0°C | triple à -18°C |
| dureté (mesurée par comparaison) |
61
HRc en théorie et vérifié par comparaison 60.9, 63.6, X, X au duromètre Leeb, du talon à la pointe |
| longueur lame du talon à la pointe | 80 mm |
| longueur developpée de tranchant | 83 mm |
| finition | polie avec traces de forge, légère révélation au perchlorure de fer |
| longueur totale |
176 mm |
| hauteur de lame au ricasso | 21 mm |
| présence casse-goutte | NON |
| émouture | plate,
lame à section rhomboïde |
| β/2 ou demi-angle au sommet du tranchant | 15°, P320 et cuir avec pâte 2 microns |
| épaisseur de lame derrière le tranchant | 0,50 mm |
| logo | IMC 100Cr6, gravure électrochimique |
| manche ou plaquettes | férule en os supposé de bovin, chêne de plus de 150 ans teinté à la paille de fer dissoute dans du vinaigre blanc, pommeau en laiton, finition 6 couches d'huile de Tung (dont 3 diluées), 2 de cire de carnauba et 2 de cire d'antiquaire |
| intercalaire | sans |
| épaisseur maximale du manche | 18.15 mm |
| forme de l'épaisseur du manche | fin, gros aux deux tiers, fin |
| rivet(s) | aucun, la soie est traversante et matée sur le pommeau |
| tube passage dragonne | laiton diamètre 5/6 mm |
| étui | sans |
| poids seul / avec étui scandinave traditionnel, fourreau en platane 2 parties, fil nylon poissé, sans point sellier, cuir de vieux cartable | 72
g / 106 g |
MAR-2020
Bujeault 107%.
Un clone du premier à 107% de la taille originale. Révélation au perchlo moins effective que sur le 100Cr6.
Les plus belles veines du bois serpent en surface ont disparu au façonnage.
| type | couteau fixe EDC à soie courte |
| acier | 1.2842 issu de la benne de mon usine |
| épaisseur maximum |
3.31 mm |
| procédé d'obtention | forgeage puis usinages, notamment après les trempes car le contour a changé de forme |
| normalisation |
par
induction, triple,
à l'air calme |
| recuit
d'adoucissement |
à la forge, dans des cendres |
| austénisation |
par induction sous environ 41 kHz |
| trempe | sextuple,
sélective
sur 7 mm, 3 fois à l'eau de pluie, et
comme
c'était insuffisant, 3 fois à l'eau de
pluie salée
à 5% |
| revenu | intégral double au four, deux fois (à cause des deux tenataives de trempes triples) |
| refroidissements en dessous de 0°C | triple à -18°C, deux fois (à cause des deux tenataives de trempes triples) |
| dureté |
60..61
HRc par comparaison 65.3, 66.0, 57.6, 61.5 au duromètre Leeb, du talon vers la pointe |
| longueur lame du talon à la pointe | 77 mm |
| longueur developpée de tranchant | 81 mm |
| finition | 3 bains de perchlorure de fer, neutralisés et polissage à la paille de fer |
| longueur totale |
182 mm |
| hauteur de lame au ricasso | 21 mm |
| présence casse-goutte | OUI |
| émouture | plate |
| β/2 ou demi-angle au sommet du tranchant | 15°, P320 et cuir avec pâte 2 microns |
| épaisseur de lame derrière le tranchant | 0,50 mm |
| logo | IMC 90MCV8, gravure électrochimique |
| manche ou plaquettes | construction laminée bois serpent bois bagasse bois serpent finition 6 couches d'huile de Tung (dont 3 diluées), 2 de cire de carnauba et 2 de cire d'antiquaire |
| intercalaire | sans |
| épaisseur maximale du manche | 14.19 mm |
| forme de l'épaisseur du manche | épaisseur constante, section ovoïde |
| rivet(s) | 1 X Ø2 mm en laiton, collé, maté |
| tube passage dragonne | sans |
| étui | sans |
| poids seul / avec étui cuir tanné végétal teinté brun, point sellier, fil nylon poissé, martyr triple épaisseur au niveau du manche | 51
g / 68 g |
Bujeault 106%.
Un clone du premier à 106% de la taille originale. Je trouve la révélation au perchlo très sympa, façon Wootz.
| type | couteau fixe EDC à soie courte |
| acier | 100Cr6 (bague extérieure d'un roulement INA GYE60KRRB) |
| épaisseur maximum |
3.29 mm |
| procédé d'obtention | forgeage puis usinages, notamment après les trempes car le contour a changé de forme |
| normalisation |
par
induction, triple,
à l'air calme |
| recuit
d'adoucissement |
à la forge, dans des cendres |
| austénisation |
par induction sous environ 41 kHz |
| trempe | sextuple,
sélective
sur 7 mm, 3 fois à l'eau de pluie, et
comme
c'était insuffisant, 3 fois à l'eau de
pluie salée
à 5% |
| revenu | intégral double au four, deux fois (à cause des deux tenataives de trempes triples) |
| refroidissements en dessous de 0°C | triple à -18°C, deux fois (à cause des deux tenataives de trempes triples) |
| dureté |
58..59
HRc par comparaison 54.4, 60.1, 57.9, 59.8 au duromètre Leeb, du talon vers la pointe |
| longueur lame du talon à la pointe | 77 mm |
| longueur developpée de tranchant | 81 mm |
| finition | 3 bains de perchlorure de fer, neutralisés et polissage à la paille de fer |
| longueur totale |
180 mm |
| hauteur de lame au ricasso | 21 mm |
| présence casse-goutte | OUI |
| émouture | plate |
| β/2 ou demi-angle au sommet du tranchant | 17°, P320 et cuir avec pâte 2 microns |
| épaisseur de lame derrière le tranchant | 0,50..0,63 mm |
| logo | IMC 100Cr6, gravure électrochimique |
| manche ou plaquettes | construction laminée amarante bois bagasse amarante finition 6 couches d'huile de Tung (dont 3 diluées), 2 de cire de carnauba et 2 de cire d'antiquaire |
| intercalaire | sans |
| épaisseur maximale du manche | 14.15 mm |
| forme de l'épaisseur du manche | épaisseur constante, section ovoïde |
| rivet(s) | 1 X Ø2 mm en laiton, collé, maté |
| tube passage dragonne | sans |
| étui | sans |
| poids seul / avec étui Kydex, sans paracorde | 50
g / 69 g |
DEC-2019
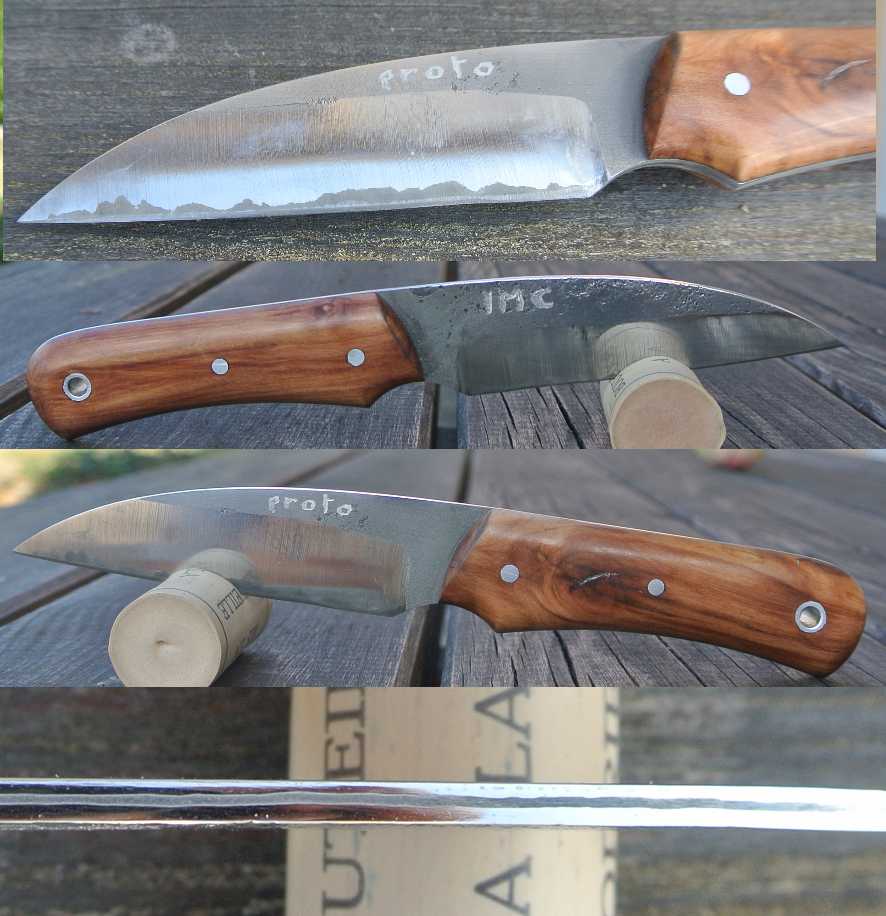
Gadois 2.0.
Un clone du modèle Featherlight de chez Spyderco, déssiné par Bill Moran. Bien que peu conventionnel, le manche est très
confortable en de nombreuses positions (marteau, pic à glace, "pinch" et inversé). Un de mes préférés à ce jour.
| type | couteau de chasse |
| acier | dernier tiers d'une lime de marque inconnue, avec un morceau restant de la soie et de 65 X 27 X 6 [mm] |
| épaisseur maximum |
2.89 mm |
| procédé d'obtention | forgeage puis usinage |
| normalisation |
triple,
à
l'air pulsé |
| recuit
d'adoucissement |
à la forge, dans des cendres |
| austénisation |
à la forge |
| trempe | intégrale
à l'huile de colza |
| revenu | sélectif double à la flamme, puis intégral double au four |
| refroidissements en dessous de 0°C | triple à -18°C |
| dureté (mesurée par
comparaison) |
au
moins 63 HRc, par comparaison X, 60.2, 64.3, 66.9 au duiromètre Leeb, du talon vers la pointe |
| longueur lame du talon à la pointe | 90 mm |
| longueur developpée de tranchant | 92 mm |
| finition | 5 bains de perchlorure de fer, neutralisés et polissage à la paille de fer |
| longueur totale |
204 mm |
| hauteur de lame au ricasso | 29.5 mm |
| présence casse-goutte | NON |
| émouture | convexe |
| β/2 ou demi-angle au sommet du tranchant | 17°, P320 et cuir avec pâte 2 microns |
| épaisseur de lame derrière le tranchant | 0,50 mm |
| logo | IMC Lime, gravure électrochimique |
| manche ou plaquettes | construction laminée buis wacapou buis finition 5 couches (2 de vernis CCL, 3 d'hule CCL), 2 de cire de carnauba et 2 de cire d'antiquaire |
| intercalaire | sans |
| épaisseur maximale du manche | 18.30 mm |
| forme de l'épaisseur du manche | légère forme de bouteille de Coca Cola |
| rivet(s) | 1 X Ø3 mm en laiton, collé et maté |
| tube passage dragonne | tube laiton Ø5/6 mm, collé, maté |
| étui | sans |
| poids seul / avec étui | 95
g / - g |
NOV-2019
Matané.
Inspiré du Hunter de Kyley Harris, surtout comme exercice pour faire un essai de forge dans un ressort de Mazda.
Le point le plus épais est un peu trop en avant. Dommage et le mélèze ne semble pas idéal pour les couteaux.
| type | Couteau de chasse |
| acier | de
type 56SC7 ou 55CV4 sans doute, issu d'un
ressort hélicoïdal d'origine Mazda |
| épaisseur maximum |
2.85 mm |
| procédé d'obtention | forgeage puis usinage |
| austénisation |
à
la forge |
| recuit
d'adoucissement |
à la forge et seau de cendres |
| normalisation |
triple, à la
forge, à l'air pulsé |
| trempe | intégrale, à l'huile de colza |
| revenu | sélectif double à la flamme, puis intégral double au four |
| refroidissements en dessous de 0°C | double à -18°C |
| dureté |
61 HRc par comparaison |
| longueur lame du talon à la pointe | 114 mm |
| longueur developpée de tranchant | 119 mm |
| finition | couçi
couça comme j'ai pu |
| longueur totale |
230 mm |
| hauteur de lame au ricasso | 31.5 mm |
| présence casse-goutte | NON |
| émouture | convexe
(mais légère) |
| β/2 ou demi-angle au sommet du tranchant | 18°, P320 et cuir avec pâte 2 microns |
| épaisseur de lame derrière le tranchant | 0,65 mm |
| logo | IMC Ressort, gravure électrochimique |
| manche ou plaquettes | Mélèze haute densité (728 g/cm3) finition 8 couches (3 de vernis CCL, 5 d'hule CCL), 2 de cire de carnauba et 2 de cire d'antiquaire |
| intercalaire | sans |
| épaisseur maximale du manche | 18.8 mm |
| forme de l'épaisseur du manche | quasi constante, grossissant à peine vers le cul |
| rivet(s) | 2 X Ø3 en laiton collés et matés |
| tube passage dragonne | tube laiton Ø5/6 mm, collé, maté |
| étui | sans |
| poids seul / avec étui | 105
g / - g |
Maskinongé.
Celui là je l'ai fait pour allonger un couteau de cuisine que j'aime particulièrement mais dont la longueur de lame de 100 mm ne me suffit pas
pour des légumes plus gros. Un petit accident de backstand au dos... Un peu trop gros derrière le fil mais cela se corrige.
Celui là je l'ai fait pour allonger un couteau de cuisine que j'aime particulièrement mais dont la longueur de lame de 100 mm ne me suffit pas
pour des légumes plus gros. Un petit accident de backstand au dos... Un peu trop gros derrière le fil mais cela se corrige.
| type | Couteau de cuisine de type
Gyuto mais raccourci |
| acier | inconnu issu d'une lame de scie circulaire à bois, peut-être du L6 ou du 80CrV2 |
| épaisseur maximum |
1.5 mm |
| procédé d'obtention | usinage |
| normalisation |
triple, au four électrique, à l'air pulsé |
| recuit
d'adoucissement |
à la forge et seau de cendres |
| austénisation |
au four électrique |
| trempe | intégrale,
à l'huile de colza |
| revenu | sélectif double à la flamme, puis intégral double au four |
| refroidissements en dessous de 0°C | triple à -18°C |
| dureté (mesurée par
comparaison) |
62 HRc par comparaison |
| longueur lame du talon à la pointe | 135 mm |
| longueur developpée de tranchant | 137 mm |
| finition | polie comme j'ai pu |
| longueur totale |
255 mm |
| hauteur de lame au ricasso | 40 mm |
| présence casse-goutte | NON |
| émouture | plate |
| β/2 ou demi-angle au sommet du tranchant | 13°, P320 et cuir avec pâte 2 microns |
| épaisseur de lame derrière le tranchant | 0,4 mm |
| logo | IMC, gravure électrochimique |
| manche ou plaquettes | "ferule" en grenadille, manche en olivier d'Introdacqua, finition 8 couches (3 de vernis CCL, 5 d'hule CCL), 2 de cire de carnauba et 2 de cire d'antiquaire |
| intercalaire | sans |
| épaisseur maximale du manche | 14.65 mm |
| forme de l'épaisseur du manche | épaisseur constante, section octogonale |
| rivet(s) | 1 X Ø3 mm en laiton, maté |
| tube passage dragonne | sans |
| étui | sans |
| poids seul / avec étui | 88
g / - g |
SEP-2019
Kipawa.
Une lame qui m'a surtout servi à expérimenter la chauffe par induction. C'est un clone (à la forme de lame près) du "Phan Thiet" de chez Citadel.
| type | couteau pliant à friction, avec
lentille forgée de type
piémontais |
| acier | inconnu issu d'une lime de marque inconnue (mais un bon acier selon moi) |
| épaisseur | 2.41 mm |
| procédé d'obtention | forgeage puis usinage |
| austénisation | par
induction sous environ 41 kHz |
| trempe | sélective sur 8 mm à l'eau de pluie |
| revenu | au
four,
simple |
| refroidissement en dessous de 0°C | simple
à -18°C |
| dureté |
63 HRc par comparaison (à mettre en doute) |
| longueur lame du talon à la pointe | 68 mm |
| longueur developpée de tranchant | 70 mm |
| finition | brut
de forge un peu polie |
| longueur totale |
177 mm |
| hauteur de lame au ricasso | 21 mm |
| présence casse-goutte | OUI |
| émouture | plate |
| β/2 ou demi-angle au sommet du tranchant | 15° |
| épaisseur de lame derrière le tranchant | 0,4 mm |
| logo | IMC
Lime, gravure électrochimique presque effacée |
| manche ou plaquettes | plaquettes
en bois serpent, entretoise en amaranthe |
| intercalaire | SANS |
| épaisseur maximale du manche | 14,37 mm |
| forme de l'épaisseur du manche | épaisseur
constante |
| rivet(s) | axe
Ø3
mm en acier et rivets 3 X Ø2.1 mm
en fer |
| tube passage dragonne | 1 X Ø6 mm (intérieur 4 mm), aluminium |
| étui | sans
à
ce jour |
| poids seul / avec étui | 53
g / - |
AOU-2019
Couchepaganiche.
Ma première réplique de Dropped Hunter de Loveless. J'ai enlevé un peu trop de matière au dos du manche juste derrière la garde et j'ai
un peu trop creusé une encoche pour l'index (qui n'existe pas sur l'original) juste en face. Malgré cela le couteau est très bien en main.
Il s'agit d'une soie courte au lieu d'une plate semelle amincie comme l'original. Il est pourtant vraiment très chouette.
| type | Couteau de chasse, clone du
Dropped Hunter de Bob Loveless |
| acier | inconnu issu d'une lime Facom PAM.B 250 (plate à main bâtarde de 250 mm) sans doute du type XC100 à 135Cr3 |
| épaisseur maximum |
3.80 mm |
| procédé d'obtention | forgeage puis usinage |
| normalisation |
triple, à la forge, à l'air pulsé |
| recuit
d'adoucissement |
à la forge et seau de cendres |
| austénisation |
à la forge |
| trempe | sélective,
au goop |
| revenu | à la forge, double |
| refroidissements en dessous de 0°C | triple à -18°C |
| dureté (mesurée par
comparaison) |
63 HRc par comparaison (à mettre en doute) |
| longueur lame du talon à la pointe | 90 mm |
| longueur developpée de tranchant | 95 mm |
| finition | polie avec traces de forge |
| longueur totale |
213 mm |
| hauteur de lame au ricasso | 26 mm |
| présence casse-goutte | OUI |
| émouture | creuse |
| β/2 ou demi-angle au sommet du tranchant | 20°, P320 et cuir avec pâte 2 microns |
| épaisseur de lame derrière le tranchant | 0,50 mm |
| logo | IMC Lime, gravure électrochimique |
| manche ou plaquettes | garde en laiton, cocobolo du Mexique, finition 6 couches d'huile de Tung (dont 3 diluées), 2 de cire de carnauba et 2 de cire d'antiquaire |
| intercalaire | sans |
| épaisseur maximale du manche | 19.2 mm |
| forme de l'épaisseur du manche | bouteille de Coca |
| rivet(s) | 1 X Ø3 mm en laiton, maté |
| tube passage dragonne | 1 X Ø5/6 mm en laiton, maté |
| étui | sans |
| poids seul / avec étui | 125
g / - g |
Caplan.
Une tentative de faire un Dropped Hunter de Loveless qui s'est soldée par une casse et une tenative d'en faire autre chose.
En l'occurence un puukko non traditionnel mais avec un manche entièrement fait à main levée dont je suis assez fière.
J'avais Pekka Tuominen en tête...
| type | Puukko sur base d'un reliquat
exsitant |
| acier | inconnu issu d'une lime Facom PAM.B 250 (plate à main bâtarde de 250 mm) sans doute du type XC100 à 135Cr3 |
| épaisseur maximum |
3.85 mm |
| procédé d'obtention | forgeage puis usinage |
| normalisation |
triple, à la forge, à l'air pulsé |
| recuit
d'adoucissement |
à la forge et seau de cendres |
| austénisation |
à la forge |
| trempe | sélective,
au goop |
| revenu | à la forge, double |
| refroidissements en dessous de 0°C | triple à -18°C |
| dureté (mesurée par
comparaison) |
63 HRc par comparaison (à mettre en doute) |
| longueur lame du talon à la pointe | 87 mm |
| longueur developpée de tranchant | 89 mm |
| finition | polie avec traces de forge |
| longueur totale |
197 mm |
| hauteur de lame au ricasso | 25 mm |
| présence casse-goutte | OUI |
| émouture | plate |
| β/2 ou demi-angle au sommet du tranchant | 15°, P320 et cuir avec pâte 2 microns |
| épaisseur de lame derrière le tranchant | 0,30 mm |
| logo | IMC Lime, gravure électrochimique |
| manche ou plaquettes | ferule en laiton de 3 mm, ébène du gabon, quetschier de Malling de 2014 (Moselle) amaranthe et amourette, finition 6 couches d'huile de Tung (dont 3 diluées), 2 de cire de carnauba et 2 de cire d'antiquaire |
| intercalaire | sans |
| épaisseur maximale du manche | 17 mm |
| forme de l'épaisseur du manche | fin, gros aux deux tiers, fin |
| rivet(s) | 1 X Ø3 mm en laiton, maté |
| tube passage dragonne | sans |
| étui | sans |
| poids seul / avec étui | 92
g / - g |
Mitis.
Une tentative de faire un Dropped Hunter de Loveless qui s'est soldée par une casse et une tenative d'en faire autre chose.
En l'occurence une sorte d'OVNI qui me rappelle un couteau de chasse allemand dit "Nicker". Les rivets sont cachés car
ils ne sont plus au milieu (les trous étaient déjà percés au moment de la casse)
| type | Poignard |
| acier | inconnu
issu d'une lime de marque inconnue (mais un
bon acier selon moi) |
| épaisseur maximum |
3.66 mm |
| procédé d'obtention | forgeage puis usinage |
| austénisation |
à
la forge |
| recuit
d'adoucissement |
à la forge et seau de cendres |
| normalisation |
triple, à la
forge, à l'air pulsé |
| trempe | sélective, au goop |
| revenu | à
la forge, double |
| refroidissements en dessous de 0°C | triple à -18°C |
| dureté |
63 HRc par comparaison (à mettre en doute) |
| longueur lame du talon à la pointe | 85 mm |
| longueur developpée de tranchant | 88 mm |
| finition | polie
comme j'ai pu |
| longueur totale |
198 mm |
| hauteur de lame au ricasso | 20 mm |
| présence casse-goutte | OUI |
| émouture | creuse |
| β/2 ou demi-angle au sommet du tranchant | 20°, P320 et cuir avec pâte 2 microns |
| épaisseur de lame derrière le tranchant | 0,4 mm |
| logo | IMC Lime, gravure électrochimique |
| manche ou plaquettes | ébène du Gabon |
| intercalaire | sans |
| épaisseur maximale du manche | 18.4 mm |
| forme de l'épaisseur du manche | "bouteille de Coca" |
| rivet(s) | 1 X Ø3 + 1 X Ø4 mm en laiton, collés, cachés dans des trous borgnes |
| tube passage dragonne | sans |
| étui | sans |
| poids seul / avec étui | 77
g / - g |
JUL-2019
Coxipi.
Un exercice de forge dans un morceau de roulement. J'ai recyclé de petites chutes de bois nobles dans le manche.
| type | Couteau d'office |
| acier | 100Cr6 issu d'une bague extérieure d'un roulement à rouleaux conique SKF 30302 |
| épaisseur maximum |
1.75 mm |
| procédé d'obtention | forgeage puis usinage |
| normalisation |
triple, à la forge, à l'air pulsé |
| recuit
d'adoucissement |
à la forge et seau de cendres |
| austénisation |
à la forge |
| trempe | intégrale,
au goop |
| revenu | au four, triple |
| refroidissements en dessous de 0°C | triple à -18°C |
| dureté (mesurée par
comparaison) |
63 HRc par comparaison (à mettre en doute) |
| longueur lame du talon à la pointe | 86 mm |
| longueur developpée de tranchant | 88 mm |
| finition | polie comme j'ai pu |
| longueur totale |
192 mm |
| hauteur de lame au ricasso | 16 mm |
| présence casse-goutte | OUI |
| émouture | plate |
| β/2 ou demi-angle au sommet du tranchant | 15°, P320 et cuir avec pâte 2 microns |
| épaisseur de lame derrière le tranchant | 0,25 mm |
| logo | IMC 100Cr6, gravure électrochimique |
| manche ou plaquettes | garde en alu de 4 mm, "ferule" en ébène du gabon, manche en sandwich cocobolo du Mexique (aubier et duramen) et ziricote, finition 6 couches d'huile de Tung (dont 3 diluées), 2 de cire de carnauba et 2 de cire d'antiquaire |
| intercalaire | sans |
| épaisseur maximale du manche | 13 mm |
| forme de l'épaisseur du manche | épaisseur quasi constante |
| rivet(s) | 1 X Ø2 mm en alu, collé et maté |
| tube passage dragonne | sans |
| étui | sans |
| poids seul / avec étui | 34
g / - g |
Manicouagan.
Tentative de clonage du "FS1 Compact" de Murray Carter dans un ressort de Toyota. Acier beaucoup plus difficile sous le marteau que celui du ressort
de Mercos du "Korak". Le tranchant est un poil fin.
| type | Couteau de combat |
| acier | de
type 56SC7 ou 55CV4 sans doute, issu d'un
ressort hélicoïdal d'origine Toyota |
| épaisseur maximum |
3.45 mm |
| procédé d'obtention | forgeage puis usinage |
| austénisation |
à
la forge |
| recuit
d'adoucissement |
à la forge et seau de cendres |
| normalisation |
triple, à la
forge, à l'air pulsé |
| trempe | sélective à l'eau de pluie sur 15 mm |
| revenu | au
four
ménager, double |
| refroidissements en dessous de 0°C | triple à -18°C |
| dureté |
63
HRc par comparaison (à mettre en doute) 56.0, 58.5, 55.6, 58.8 au duromètre Leeb, du talon à la pointe |
| longueur lame du talon à la pointe | 120 mm |
| longueur developpée de tranchant | 124 mm |
| finition | satinée
à P400 |
| longueur totale |
230 mm |
| hauteur de lame au ricasso | 28 mm |
| présence casse-goutte | OUI |
| émouture | plate |
| β/2 ou demi-angle au sommet du tranchant | 20°, P320 et cuir avec pâte 2 microns |
| épaisseur de lame derrière le tranchant | 0,3 mm |
| logo | IMC Ressort, gravure électrochimique |
| manche ou plaquettes | Teck d'Inde |
| intercalaire | sans |
| épaisseur maximale du manche | 17.7 mm |
| forme de l'épaisseur du manche | fin, gros aux 2/3, fin |
| rivet(s) | 1 X Ø4 + 1 X Ø5 mm en laiton, collés et matés |
| tube passage dragonne | tube laiton Ø5/6 mm, collé, maté |
| étui | sans |
| poids seul / avec étui | 108
g / - g |
Borel II.
Encore un! Ça fait au moins 3 ans qu'il attendait dans mes tiroirs. Acier inox damassé de chez Damasteel, le plus chre morceau de ferraille
que j'ai jamais acquis. Prix normal à l'époque plus de 400 EUR le mètre dans ce motif. C'est une chute de 240 mm que j'avais acquise
"bon marché" et que j'ai cherché à exploiter au maximum. Du coup j'ai soudé la lame sur une semelle en acier de base. Pour éviter la corrosion
l'acier de la semelle est noyé sous 2 mm de résine mélangé au même olivier que celui du manche. Ce bois est un souvenir de mes vacances
2018 en Italie. Des souvenirs mitigés malheureusement alors qu'il est si important que les vacances vous rechargent les batteries
| type | petit couteau fixe à plate semelle
rapportée, type EDC |
| acier | RWL34/PMC27
de chez Damasteel, motif "Oeil d'Odin". Tous deux issus de la métallurgie des poudres (RWL34=CPM154, PMC27=12C27) |
| épaisseur | 2.5 mm |
| procédé d'obtention | usinage |
| austénisation | au
four
de trempe maison |
| trempe | intégrale sous papilotte inox et plaques alu |
| revenu | au
four,
double |
| refroidissement en dessous de 0°C | triple -50°C, -18°C et -18°C |
| dureté |
Selon la recette Damasteel suivie, RWL34 62 HRc, PMC27 54 HRc |
| longueur lame du talon à la pointe | 71 mm |
| longueur developpée de tranchant | 73 mm |
| finition | polie,
révélation HCl 24% puis perchlo/vinaigre blanc
selon les instructions Damasteel |
| longueur totale |
163 mm |
| hauteur de lame au ricasso | 23.5 mm |
| présence casse-goutte | OUI |
| émouture | plate |
| β/2 ou demi-angle au sommet du tranchant | 15°, P320 et cuir avec pâte 2 microns |
| épaisseur de lame derrière le tranchant | 0,6 mm |
| logo | IMC RWL34/12C27, gravure électrochimique |
| manche ou plaquettes | racine d'olivier de Bugnara (Abruzzes, Italie) 6 couches d'huile de Tung (dont 3 diluées), 2 de cire de carnauba et 2 de cire d'antiquaire |
| intercalaire | fibre vulcanisée noire de 0,8 mm |
| épaisseur maximale du manche | 14,35 mm |
| forme de l'épaisseur du manche | épaisseur
quasi
constante |
| rivet(s) | 1 X Ø3.2 mm, 2 X Ø2 mm, alu, matés |
| tube passage dragonne | 1 X Ø6 mm (intérieur 4 mm), alu, maté |
| étui | sans |
| poids seul / avec étui | 58
g / - g |
JUN-2019
Chukotat. CE COUTEAU N'EST PLUS DISPONIBLE.
Un clone de mon propre "Black Diamond Boss 2012" de Mike Snody, avec un acier moins noble.
Je comptais sortir 57..59 HRc pour plus de solidité mais malgré un traitement thermique en ce sens, je suis encore
bien au delà de 60 HRc. .Je vais l'offrir. Le pâté noir sur l'étui était un essai merdeux au graveur laser.
| type | couteau fixe à plate semelle |
| acier | T7Mo laminé à chaud grenaillé de Bonpertuis |
| épaisseur | 3 mm |
| procédé d'obtention | usinage |
| austénisation | au
four
de trempe maison |
| trempe | entre plaques aluminium |
| revenu | au
four,
double |
| refroidissement en dessous de 0°C | triple à -18°C |
| dureté |
approx. 62 HRc |
| longueur lame du talon à la pointe | 80 mm |
| longueur developpée de tranchant | 83 mm |
| finition | polie
miroir sur émouture et brute de livraison
polie ailleurs |
| longueur totale |
177 mm |
| hauteur de lame au ricasso | 24.77 mm |
| présence casse-goutte | NON |
| émouture | creuse
à droite, plate verticale à gauche ("Snody
Crisis Chisel") |
| β/2 ou demi-angle au sommet du tranchant | 25° côté émouture plate, 5.5° de l'autre |
| épaisseur de lame derrière le tranchant | 0,4 mm |
| logo | IMC T7Mo, gravure électrochimique |
| manche ou plaquettes | 2
couches superposées de paracorde noire 550
sans les 7 fils
internes, stabilisée avec de la résine
polyester |
| intercalaire | SANS |
| épaisseur maximale du manche | 8,80 mm |
| forme de l'épaisseur du manche | épaisseur
constante |
| rivet(s) | SANS |
| tube passage dragonne | SANS
juste
un perçage Ø6 mm |
| étui | simple pochette de rangement en cuir de siège auto juste collé avec gravure laser |
| poids seul / avec étui | 72
g / 88 g |
28-MAI-2019: un couteau de camp forgé dans un ressort
Korak.
Mon plus grand couteau à ce jour. Tentative de clonage du ESEE-6 HM dans un ressort de Mercedes 190 des années 80 (le type 201 dit "Baby Benz").
Il manque 1.2 mm au dos, 5 à la hauteur de lame et 100 g. En plus, l'acier est devenu super dur. Bref c'est pas l'idéal pour des coupes à la voléée avec chocs.
| type | Couteau de camp à plate semelle
aminicie |
| acier | de
type 56SC7 ou 55CV4 sans doute, issu d'un
ressort hélicoïdal d'origine Mercedes Benz |
| épaisseur maximum |
2.91 mm |
| procédé d'obtention | forgeage puis usinage |
| austénisation |
à
la forge |
| recuit
d'adoucissement |
à la forge et seau de cendres |
| normalisation |
triple, à la
forge, à l'air |
| trempe | sélective au goop sur 11 mm |
| revenu | au
four
ménager, double |
| refroidissements en dessous de 0°C | triple à -18°C |
| dureté |
62 HRc par comparaison |
| longueur lame du talon à la pointe | 151 mm |
| longueur developpée de tranchant | 161 mm |
| finition | polie
avec traces de forge |
| longueur totale |
275 mm |
| hauteur de lame au ricasso | 33 mm |
| présence casse-goutte | NON |
| émouture | plate |
| β/2 ou demi-angle au sommet du tranchant | 20°, P320 et cuir avec pâte 2 microns |
| épaisseur de lame derrière le tranchant | 0,8 mm |
| logo | IMC Ressort, gravure électrochimique |
| manche ou plaquettes | Pertinax, finition sablée steel shot 0,15..0,2 mm |
| intercalaire | sans |
| épaisseur maximale du manche | 20.75 mm |
| forme de l'épaisseur du manche | épaisseur quasi constante |
| rivet(s) | 3 X Ø6.1 mm en laiton, collées et matés |
| tube passage dragonne | un simple trou chanfreiné Ø4.5 mm |
| étui | sans |
| poids seul / avec étui | 172
g / - g |
25-MAI-2019
L'induction a été laissé de côté.
Franquelin. CE COUTEAU N'EST PLUS DISPONIBLE.
Encore un! Oui je sais mais c'est vraiment un de mes préférés tant je le trouve bon en tout, mauvais en rien (sauf dépecer). Cette fois
en T508, un acier que me surprend toujours malgré une composition moins flatteuse sur le papier.
| type | couteau fixe à plate semelle |
| acier | T508 laminé à chaud grenaillé de Bonpertuis |
| épaisseur | 2.96 mm |
| procédé d'obtention | usinage |
| austénisation | au
four
de trempe maison |
| trempe | entre
plaques avec papillotte inox |
| revenu | au
four,
triple |
| refroidissement en dessous de 0°C | triple -50°C, -18°C et -18°C |
| dureté |
63
HRc mini, par comparaison |
| longueur lame du talon à la pointe | 80 mm |
| longueur developpée de tranchant | 80 mm |
| finition | polie |
| longueur totale |
186 mm |
| hauteur de lame au ricasso | 24 mm |
| présence casse-goutte | NON |
| émouture | Kata-Ha:
sabre
haute
d'une part et creuse d'autre part |
| β/2 ou demi-angle au sommet du tranchant | 25° du côté sabre, 0° de l'autre, P320 et cuir avec pâte 2 microns |
| épaisseur de lame derrière le tranchant | 0,25 mm |
| logo | IMC T508, gravure électrochimique |
| manche ou plaquettes | ébène
du Gabon finition 6 couches d'huile de Tung (dont 3 diluées), 2 de cire de carnauba et 2 de cire d'antiquaire |
| intercalaire | sans |
| épaisseur maximale du manche | 14,88 mm |
| forme de l'épaisseur du manche | épaisseur constante |
| rivet(s) | 2 X Ø3.2 mm, aluminium maté |
| tube passage dragonne | 1 X Ø6 mm (intérieur 4 mm), aluminium, maté |
| étui | sans |
| poids seul / avec étui | 80
g / - g |
Borel II.
Encore un aussi! J'aime beaucoup cette petite forme de drop point. L'occasion de marier dans cette forme le sandwich 90MCV8/XC10
et de la loupe de hêtre qu'on m'a offerte. Acier dur, agressif, qui coupe longtemps, qui s'affûte très bien et ultra solide grace aux couches
extérieures d'acier doux.
| type | couteau fixe à plate semelle |
| acier | sandwich 90MV8/XC10 |
| épaisseur | 2.94 mm |
| procédé d'obtention | usinage |
| austénisation | au
four
de trempe maison |
| trempe | intégrale à l'huile de colza |
| revenu | au
four,
triple |
| refroidissement en dessous de 0°C | triple -50°C, -18°C et -18°C |
| dureté |
63 HRc mini, par comparaison |
| longueur lame du talon à la pointe | 72 mm |
| longueur developpée de tranchant | 74 mm |
| finition | perchlorure
de fer |
| longueur totale |
164 mm |
| hauteur de lame au ricasso | 23 mm |
| présence casse-goutte | OUI |
| émouture | plate |
| β/2 ou demi-angle au sommet du tranchant | 15°, P320 et cuir avec pâte 2 microns |
| épaisseur de lame derrière le tranchant | 0,4 mm |
| logo | IMC O2/XC10, gravure électrochimique |
| manche ou plaquettes | (magnifique)
loupe de hêtre finition 6 couches d'huile de
Tung (dont 3 diluées), 2 de cire de carnauba et 2 de cire d'antiquaire |
| intercalaire | fibre vulcanisée noire de 0,8 mm |
| épaisseur maximale du manche | 13,23 mm |
| forme de l'épaisseur du manche | épaisseur
quasi
constante |
| rivet(s) | 2 X Ø3 mm, laiton, matés |
| tube passage dragonne | 1 X Ø6 mm (intérieur 5 mm), laiton, maté |
| étui | sans |
| poids seul / avec étui | 67
g / - g |
H21. CE COUTEAU N'EST PLUS DISPONIBLE.
Un accord avec un petit garçon de 7 ans à l'époque. J'ai dû laisser le projet longtemps en plan à cause des soucis de santé de ma maman,
très chronophages, mais je l'ai finalement repris. Il a 8 ans aujourd'hui et j'espère que son cadeau d'anniversaire en retard lui plaira.
Pour faire un projet complet, je me suis fendu d'un étui en cuir, cuir que je déteste coudre mais bon pour un petit aventurier qui risque d'aller
voir par monts et par vaux, un moyen de transport sécure est indispensable (d'où aussi la garde, aux couleurs de Spiderman parait-il)
Est-ce raisonnable d'offrir cela à un enfant? Le petit est très intelligent et j'ai tendance à croire que le plus tôt on apprend à se servir de
certains outils, le mieux c'est.
| type | EDC pour enfant à soie courte |
| acier | X46Cr13 laminé à froid |
| épaisseur maximum |
2.5 mm |
| procédé d'obtention | usinage |
| normalisation |
sans |
| recuit |
sans |
| austénisation |
au four de trempe maison |
| trempe | entre
plaques alu |
| revenu | au four, triple |
| refroidissements en dessous de 0°C | triple: le premier à -50°C et les 2 autres à -18°C |
| dureté (mesurée par
comparaison) |
approx.
59..60 HRc, par comparaison |
| longueur lame du talon à la pointe | 62 mm |
| longueur developpée de tranchant | 66 mm |
| finition | polie couci couça avec traces de forge |
| longueur totale |
144 mm |
| hauteur de lame au ricasso | 23 mm |
| présence casse-goutte | OUI |
| émouture | plate
et
convexe |
| β/2 ou demi-angle au sommet du tranchant | 17°, P320 et cuir avec pâte 2 microns |
| épaisseur de lame derrière le tranchant | 0,6 mm |
| logo | IMC X46Cr13, gravure électrochimique |
| manche ou plaquettes | garde
en
polypropylène, manche en cocobolo du
Mexique (aubier et duramen),, finition 6
couches d'huile de Tung (dont 3 diluées), 2 de cire de carnauba et 2 de cire d'antiquaire |
| intercalaire | sans |
| épaisseur maximale du manche | 15.15 mm |
| forme de l'épaisseur du manche | épaisseur quasi constante |
| rivet(s) | 1 X Ø3.3 mm en inox, maté |
| tube passage dragonne | 1 X Ø6.4 mm (intérieur 4.8 mm), inox, maté |
| étui | cuir
tanné
végétal de 2 mm, moulé avec passant
ceinture intégré, teinture à base
acqueuse, fil de
nylon poissé de 0.9 mm avec point sellier,
martyr triple
épaisseur au niveau du manche |
| poids seul / avec étui | 47
g / 71 g |
Borel II.
Encore et toujours. Obtenu lors d'une séance de forge passée il y a longtemps, avec du 100Cr6 d'un roulement à billes.
L'occasion aussi d'y marier un morceau d'olivier trouvé en vacances en Italie en 2018, pour exorciser un truc sans doute.
Il y avait un gros trou dans le bois que j'ai décidé de boucher avec un insert en cocobolo afin de pouvoir utiliser cette jolie
branche gratuite que le hasard et la nature ont mise sur ma route.
| type | EDC à plate semelle amincie |
| acier | 100Cr6
issu d'une bague extérieure de roulement
à de type 2206 |
| épaisseur maximum |
2.63 mm |
| procédé d'obtention | forgeage puis usinage |
| austénisation |
au
four de trempe |
| recuit
d'adoucissement |
au four de trempe |
| normalisation |
triple, à
l'air pulsé |
| trempe | sélective au goop sur 8 mm |
| revenu | au
four
ménager, double |
| refroidissements en dessous de 0°C | triple: le premier à -50°C et les 2 autres à -18°C |
| dureté |
58 HRc par comparaison |
| longueur lame du talon à la pointe | 75 mm |
| longueur developpée de tranchant | 77 mm |
| finition | tirée en
long P600, très moyenne |
| longueur totale |
163 mm |
| hauteur de lame au ricasso | 23 mm |
| présence casse-goutte | OUI |
| émouture | plate |
| β/2 ou demi-angle au sommet du tranchant | 15°, P320 et cuir avec pâte 2 microns |
| épaisseur de lame derrière le tranchant | 0,4 mm |
| logo | IMC 100Cr6, gravure électrochimique |
| manche ou plaquettes | olivier
de Introdacqua (Abrizzes) avec insert de
cocobolo du Mexique,
finition 6 couches d'huile de Tung (dont 3 diluées), 2 de cire de carnauba et 2 de cire d'antiquaire |
| intercalaire | sans |
| épaisseur maximale du manche | 13.88 mm |
| forme de l'épaisseur du manche | épaisseur quasi constante |
| rivet(s) | 2 X Ø3 mm en laiton, matés |
| tube passage dragonne | 1 X Ø6 mm en laiton (intérieur 5 mm), maté |
| étui | sans |
| poids seul / avec étui | 53
g / - g |
MAR-2019: ça avance un peu
Je me suis beaucoup fourvoyé dans la recherche de la trempe par induction. Impossible de bien dépasser la température de Curie avec mon système passif. J'ai mis de côté et j'ai essayé de finir certaines lames forgées en suspend.
Madawaska.
La fissure près de la pointe est le trou dans le couteau d'origine replié sur lui même. Après quelques jours les fissures bouchées moultes fois
sont comme ressorties.
| type | couteau d'office à plate semelle
amincie |
| acier | forgé dans un couteau utilitaire C. Schwarte Solingen en 75Cr1 |
| épaisseur maximum |
1.79 mm |
| procédé d'obtention | forgeage puis usinage |
| austénisation |
par
induction |
| recuit
d'adoucissement |
sans |
| normalisation |
triple, à
l'air pulsé |
| trempe | sélective à l'eau de pluie sur 5 mm |
| revenu | au
four
ménager, simple |
| refroidissements en dessous de 0°C | 2 à -18°C |
| dureté |
c'est trop mou ~54 HRc (par comparaison) |
| longueur lame du talon à la pointe | 65 mm |
| longueur developpée de tranchant | 65 mm |
| finition | tirée en
long P600, très moyenne |
| longueur totale |
155 mm |
| hauteur de lame au ricasso | 19 mm |
| présence casse-goutte | NON |
| émouture | plate |
| β/2 ou demi-angle au sommet du tranchant | 15°, P320 et cuir avec pâte 2 microns |
| épaisseur de lame derrière le tranchant | 0,5 mm |
| logo | IMC 75Cr1, gravure électrochimique |
| manche ou plaquettes | Essence
inconnue dense et dure, finition
térébenthine, huile de
Tung, cire de carnauba et d'antiquaire 10 couches: 3 d'huile de Tung+térébenthine, 3 d'huile de Tung pure, 2 de cire de carnauba et 2 de cire d'antiquaire |
| intercalaire | sans |
| épaisseur maximale du manche | 11.90 mm |
| forme de l'épaisseur du manche | épaisseur quasi constante, très faible forme de bouteille de coca |
| rivet(s) | 2 X Ø3 mm en laiton, matés |
| tube passage dragonne | 1 X Ø6 mm en laiton (intérieur 5 mm), maté |
| étui | sans |
| poids seul / avec étui | 42
g / - g |
Abbica.
Une réplique de Bark River Bravo Necker II, encore plus mou que le "Madawaska" mais vraiment super costaud.
| type | EDC à plate semelle amincie |
| acier | forgé dans une lame de tondeuse |
| épaisseur maximum |
2.12 mm |
| procédé d'obtention | forgeage puis usinage |
| austénisation |
par
induction |
| recuit
d'adoucissement |
sans |
| normalisation |
triple, à
l'air pulsé |
| trempe | sélective à l'eau de pluie sur 5 mm |
| revenu | au
four
ménager, simple |
| refroidissements en dessous de 0°C | 2 à -18°C |
| dureté |
c'est trop mou max 53 HRc (par comparaison) |
| longueur lame du talon à la pointe | 84 mm |
| longueur developpée de tranchant | 87 mm |
| finition | tirée en
long P600, très moyenne |
| longueur totale |
176 mm |
| hauteur de lame au ricasso | 24.5 mm |
| présence casse-goutte | OUI |
| émouture | plate |
| β/2 ou demi-angle au sommet du tranchant | 15°, P320 et cuir avec pâte 2 microns |
| épaisseur de lame derrière le tranchant | 0,5 mm |
| logo | IMC Ressort, gravure électrochimique |
| manche ou plaquettes | Essence
exotique inconnue dense et dure, finition
térébenthine, huile de
Tung, cire de carnauba et d'antiquaire 10 couches: 3 d'huile de Tung+térébenthine, 3 d'huile de Tung pure, 2 de cire de carnauba et 2 de cire d'antiquaire |
| intercalaire | sans |
| épaisseur maximale du manche | 14.75 mm |
| forme de l'épaisseur du manche | épaisseur quasi constante, faible forme de bouteille de coca |
| rivet(s) | 2 X Ø3 mm en laiton, matés |
| tube passage dragonne | 1 X Ø6 mm en laiton (intérieur 5 mm), maté |
| étui | sans |
| poids seul / avec étui | 59
g / - g |
Kogaluc Jr.
J'aurai dû allonger les plaquettes vers le ricasso.
| type | EDC à plate semelle amincie |
| acier | 1.2842
issu de la benne de mon usine |
| épaisseur maximum |
2.79 mm |
| procédé d'obtention | forgeage puis usinage |
| austénisation |
au
four de trempe |
| recuit
d'adoucissement |
au four de trempe |
| normalisation |
triple, à
l'air pulsé |
| trempe | sélective au goop sur 8 mm |
| revenu | au
four
ménager, double |
| refroidissements en dessous de 0°C | triple: le premier à -50°C et les 2 autres à -18°C |
| dureté |
au moins 63 HRc (par comparaison) |
| longueur lame du talon à la pointe | 78 mm |
| longueur developpée de tranchant | 81mm |
| finition | tirée en
long P600, très moyenne |
| longueur totale |
169 mm |
| hauteur de lame au ricasso | 24 mm |
| présence casse-goutte | NON |
| émouture | plate |
| β/2 ou demi-angle au sommet du tranchant | 15°, P320 et cuir avec pâte 2 microns |
| épaisseur de lame derrière le tranchant | 0,5 mm |
| logo | IMC 1.2842, gravure électrochimique |
| manche ou plaquettes | pertinax,
finition cire de carnauba et d'antiquaire 4 couches: 2 de cire de carnauba et 2 de cire d'antiquaire |
| intercalaire | sans |
| épaisseur maximale du manche | 13.40 mm |
| forme de l'épaisseur du manche | épaisseur quasi constante |
| rivet(s) | 2 X Ø3 mm en laiton, matés |
| tube passage dragonne | 1 X Ø6 mm en laiton (intérieur 5 mm), maté |
| étui | sans |
| poids seul / avec étui | 64
g / - g |
Kogaluc Jr.
On voit encore un épaulement de la bague extérieure du roulement dont il est issu.
| type | EDC à plate semelle amincie |
| acier | 100Cr6
issu d'une bague extérieure de roulement
à de type 2206 |
| épaisseur maximum |
2.57 mm |
| procédé d'obtention | forgeage puis usinage |
| austénisation |
au
four de trempe |
| recuit
d'adoucissement |
au four de trempe |
| normalisation |
triple, à
l'air pulsé |
| trempe | sélective au goop sur 8 mm |
| revenu | au
four
ménager, double |
| refroidissements en dessous de 0°C | triple: le premier à -50°C et les 2 autres à -18°C |
| dureté |
59 HRc (par comparaison) |
| longueur lame du talon à la pointe | 76 mm |
| longueur developpée de tranchant | 79 mm |
| finition | tirée en
long P600, très moyenne |
| longueur totale |
168 mm |
| hauteur de lame au ricasso | 24 mm |
| présence casse-goutte | NON |
| émouture | plate |
| β/2 ou demi-angle au sommet du tranchant | 15°,
P320 et cuir avec pâte 2 microns |
| épaisseur de lame derrière le tranchant | 0,5 mm |
| logo | IMC 100Cr6, gravure électrochimique |
| manche ou plaquettes | essence
inconnue de densité moyenne mais dure,
finition térébenthine, huile de
Tung, cire de carnauba et d'antiquaire 10 couches: 3 d'huile de Tung+térébenthine, 3 d'huile de Tung pure, 2 de cire de carnauba et 2 de cire d'antiquaire |
| intercalaire | sans |
| épaisseur maximale du manche | 14 mm |
| forme de l'épaisseur du manche | épaisseur quasi constante |
| rivet(s) | 2 X Ø3 mm en laiton, matés |
| tube passage dragonne | 1 X Ø6 mm en laiton (intérieur 5 mm), maté |
| étui | sans |
| poids seul / avec étui | 57
g / - g |
JUL-2018: forge d'un fixe moyen à la forme orientée bushcraft
Kegaska.
On voit assez bien 3 lignes de trempe, la pointe est encore un peu fine par rapport à ce que je vise, l'épaisseur un
peu trop forte derrière le tranchant (ce qui le rend très robuste par contre), le manche un peu dissymétrique
au ricasso mais c'est pas trop mal. L'étui a été fait à la va-vite pour un transport en bagage et test en vacances.
| type | couteau de type Bushcraft à plate
semelle |
| acier | lime
de marque inconnue de 200 X 19 X 4..5 [mm], pour être un XC100 |
| épaisseur maximum |
3 mm |
| procédé d'obtention | forgeage puis usinage |
| austénisation |
à
la forge, à la couleur et à l'aimant |
| recuit
d'adoucissement |
dans des cendres de bois résineux (d'un poele à granulés) |
| normalisation |
triple, à
l'air pulsé |
| trempe | triple, sélective au goop sur 8 mm |
| revenu | au
four
ménager, double |
| refroidissements en dessous de 0°C | triple: le premier à -50°C et les 2 autres à -18°C |
| dureté |
58 HRc (par comparaison) |
| longueur lame du talon à la pointe | 85 mm |
| longueur developpée de tranchant | 88 mm |
| finition | polie
comme
j'ai pu avec révélation au perchlorure de fer |
| longueur totale |
192 mm |
| hauteur de lame au ricasso | 25 mm |
| présence casse-goutte | NON |
| émouture | convexe |
| β/2 ou demi-angle au sommet du tranchant | 16° d'un côté, 17 de l'autre (je visais 15°), P320 et cuir avec pâte 2 microns |
| épaisseur de lame derrière le tranchant | 0,8 mm |
| logo | IMC Lime, gravure électrochimique |
| manche ou plaquettes | amourette
et
mirabellier, finition térébenthine, huile de
Tung, cire de carnauba et d'antiquaire 10 couches: 3 d'huile de Tung+térébenthine, 3 d'huile de Tung pure, 2 de cire de carnauba et 2 de cire d'antiquaire |
| intercalaire | fibre
noire de 0.8 mm |
| épaisseur maximale du manche | 17.47 mm |
| forme de l'épaisseur du manche | "bouteille de coca" |
| rivet(s) | 2 X Ø3 mm en laiton, matés |
| tube passage dragonne | 1 X Ø6 mm en laiton (intérieur 5 mm), maté |
| étui | cuir
de siège auto |
| poids seul / avec étui | 87
g / 100 g |
FEV-2018: une lame de couteau d'office à monter
CE
COUTEAU N'EST PLUS
DISPONIBLE.
| type | couteau fixe à plate semelle
Martinez y Gascon
à mitres intégrales monobloc |
| acier | sans doute X46Cr13 ou X50Cr14 ou X55CrMoV15 forgé |
| épaisseur | 2
mm |
| procédé d'obtention | estampage
(forge
mécanique dans une succession de deux demi
outils de
forme) |
| austénisation | inconnue |
| trempe | inconnue |
| revenu | inconnu |
| refroidissement en dessous de 0°C | inconnu |
| dureté |
entre
57
et 58 HRc |
| longueur lame du talon à la pointe | 92 mm |
| longueur developpée de tranchant | 94 mm |
| finition | polie
"comme
j'ai pu" |
| longueur totale |
199 mm |
| hauteur de lame au ricasso | 22 mm |
| présence casse-goutte | NON |
| émouture | plate |
| β/2 ou demi-angle au sommet du tranchant | 15° |
| épaisseur de lame derrière le tranchant | 0,3
mm |
| logo | IMC, gravure électrochimique |
| manche ou plaquettes | olivier, finition 6 couches d'huile de tung avec siccatif (dont 3 diluées à 50% de térébenthine et 3 pures) et 2 couches de cire de carnauba |
| intercalaire | sans |
| épaisseur maximale du manche | 13.80 mm |
| forme de l'épaisseur du manche | épaisseur
quasi
constante, côtés plats |
| rivet(s) | 3 X Ø3,2 mm, aluminium, tous matés et poncés à plat |
| tube passage dragonne | sans |
| étui | pochette
plastique
livrée avec la lame à monter |
| poids seul / avec étui | 60
g
/
62 g |
OCT-2017: Que d'la forge, que d'la merde; "Freestyle", "Ikotat", "Coxipi", 2 "Bujeault" et encore un "Franquelin" Kata-Ha
J'ai un peu d'envie de forge ces derniers temps, mais j'en ai fait des conneries.
Franquelin
Une lime pas trop fine pour une fois, de la surface brute de forge mais une fissure traversante près de la pointe sur près de 3/4 de la hauteur de lame.
| type | couteau de cou fixe à plate
semelle |
| acier | lime
Talabot
France de 200 X 20 X 3..4 [mm], pour être un XC100 |
| épaisseur maximum |
2.65 mm |
| procédé d'obtention | forgeage puis usinage |
| austénisation |
au
four
de trempe maison |
| recuit
d'adoucissement |
dans des cendres de bois résineux (d'un poele à granulés) |
| normalisation |
triple, à
l'air |
| trempe | triple, sélective au goop sur 8 mm |
| revenu | au
four
ménager, double |
| refroidissements en dessous de 0°C | triple à -18°C |
| dureté |
au moins 63 HRc (par comparaison) |
| longueur lame du talon à la pointe | 80 mm |
| longueur developpée de tranchant | 80 mm |
| finition | polie
comme
j'ai pu |
| longueur totale |
187 mm |
| hauteur de lame au ricasso | 24 mm |
| présence casse-goutte | NON |
| émouture | Kata-Ha:
sabre
haute d'un côté, creuse de l'autre |
| β/2 ou demi-angle au sommet du tranchant | 20°
côté
sabre, 0° côté creux |
| épaisseur de lame derrière le tranchant | 0,35 mm |
| logo | IMC, gravure électrochimique |
| manche ou plaquettes | amourette
et
ébène finition térébenthine, huile de
Tung, cire de carnauba et d'antiquaire 9 couches: 3 d'huile de Tung+térébenthine, 3 d'huile de Tung pure, 2 de cire de carnauba et 1 de cire d'antiquaire |
| intercalaire | sans |
| épaisseur maximale du manche | 13.7 mm |
| forme de l'épaisseur du manche | épaisseur quasi constante |
| rivet(s) | 3 X Ø3 mm en laiton, matés |
| tube passage dragonne | 1 X Ø6 mm en laiton (intérieur 5 mm), matés |
| étui | sans |
| poids seul / avec étui | 69
g
/ - g |
Bujeault
Pour une fois il reste de l'épaisseur à cette miniature inspirée d'un Wayne Goddard, quelques fissures en surfaces près de la pointe. Jolies chutes de Bocote
avec de légers reflets oranges.
| type | couteau fixe EDC à soie courte |
| acier | ressort
hélicoïdal
arrière d'une VW Golf I de
diamètre 10 mm acier au carbone inconnu, souvent avec 0.55 à 0.65% de C et beaucoup de manganèse ou de silicium |
| épaisseur maximum |
3.00 mm |
| procédé d'obtention | forgeage puis usinage |
| normalisation |
triple,
à
l'air |
| recuit
d'adoucissement |
dans des cendres de bois résineux (d'un poele à granulés) |
| austénisation |
au four de trempe maison |
| trempe | triple,
sélective
au
goop sur 8 mm |
| revenu | au
four,
double |
| refroidissements en dessous de 0°C | triple à -18°C |
| dureté (mesurée par
comparaison) |
approx.
61
HRc |
| longueur lame du talon à la pointe | 72 mm |
| longueur developpée de tranchant | 75 mm |
| finition | polie couci couça avec traces de forge |
| longueur totale |
171 mm |
| hauteur de lame au ricasso | 20 mm |
| présence casse-goutte | OUI |
| émouture | convexe |
| β/2 ou demi-angle au sommet du tranchant | 20°,
pierre
Norton IB-134 à P400 et cuir + pâte 2
microns |
| épaisseur de lame derrière le tranchant | 0,45 mm |
| logo | IMC, gravure électrochimique |
| manche ou plaquettes | construction
laminée
bocote difou bocotte finition térébenthine, huile de Tung, cire de carnauba et d'antiquaire 9 couches:, 3 d'huile de Tung+térébenthine, 3 d'huile de Tung pure, 2 de cire de carnauba et 1 de cire d'antiquaire |
| intercalaire | sans |
| épaisseur maximale du manche | 12,95..13,20 mm |
| forme de l'épaisseur du manche | épaisseur constante |
| rivet(s) | 1 X Ø2 mm en laiton, maté |
| tube passage dragonne | sans |
| étui | sans |
| poids seul / avec étui | 51
g
/ - g |
Bujeault
La même version plus fine du Goddard pour essayer d'exploiter un couteau utilitaire fichu. Aucune fissure cette fois.
| type | couteau fixe EDC à soie courte |
| acier | forgé dans un couteau utilitaire C. Schwarte Solingen en 75Cr1 |
| épaisseur maximum |
1.72 mm |
| procédé d'obtention | forgeage puis usinage |
| normalisation |
triple,
à
l'air |
| recuit
d'adoucissement |
dans des cendres de bois résineux (d'un poele à granulés) |
| austénisation |
au four de trempe maison |
| trempe | triple,
sélective
au
goop sur 8 mm |
| revenu | au
four,
double |
| refroidissements en dessous de 0°C | triple à -18°C |
| dureté (mesurée par
comparaison) |
approx
60
HRc |
| longueur lame du talon à la pointe | 72 mm |
| longueur developpée de tranchant | 75 mm |
| finition | polie couci couça avec traces de forge |
| longueur totale |
171 mm |
| hauteur de lame au ricasso | 20 mm |
| présence casse-goutte | OUI |
| émouture | convexe |
| β/2 ou demi-angle au sommet du tranchant | 20°,
pierre
Norton IB-134 à P400 et cuir + pâte 2
microns |
| épaisseur de lame derrière le tranchant | 0,40 mm |
| logo | IMC, gravure électrochimique |
| manche ou plaquettes | construction
laminée
pink ivory érable moucheté finition térébenthine, huile de Tung, cire de carnauba et d'antiquaire 9 couches:, 3 d'huile de Tung+térébenthine, 3 d'huile de Tung pure, 2 de cire de carnauba et 1 de cire d'antiquaire |
| intercalaire | sans |
| épaisseur maximale du manche | 9,5 mm |
| forme de l'épaisseur du manche | épaisseur constante |
| rivet(s) | 1 X Ø2 mm en laiton, maté |
| tube passage dragonne | sans |
| étui | sans |
| poids seul / avec étui | 36
g
/ - g |
Coxipi
J'ai essayé de garder une mitre intégrale dans le brut du ressort VW sauvé du ferrailleur, des fissures en surface près de la pointe.
| type | couteau d'office à plate semelle |
| acier | ressort
hélicoïdal
arrière d'une VW Golf I de
diamètre 10 mm acier au carbone inconnu, souvent avec 0.55 à 0.65% de C et beaucoup de manganèse ou de silicium |
| épaisseur au ricasso |
2.03 mm |
| procédé d'obtention | forgeage puis usinage |
| normalisation |
triple,
à
l'air pulsé |
| recuit
d'adoucissement |
dans
des
cendres de bois résineux (d'un poele à
granulés) |
| austénisation | au
four
de trempe maison |
| trempe | sélective au goop sur 8 mm |
| revenu | au four, double |
| refroidissement en dessous de 0°C | triple à -18°C |
| dureté |
63+ HRc (par comparaison) au tranchant (à mettre en doute) |
| longueur lame du talon à la pointe | 78 mm |
| longueur developpée de tranchant | 81 mm |
| finition | très moyenne avec traces de forge |
| longueur totale |
193 mm |
| hauteur de lame au ricasso | 19 mm |
| présence casse-goutte | NON |
| émouture | plate |
| β/2 ou demi-angle au sommet du tranchant | 15°, pierre Norton IB-134 à P400 et cuir+pâte 2 microns |
| épaisseur de lame derrière le tranchant | 0.40
mm |
| logo | IMC |
| manche ou plaquettes | padouk, finition térébenthine, huile de Tung, cire de carnauba et d'antiquaire 9 couches:, 3 d'huile de Tung+térébenthine, 3 d'huile de Tung pure, 2 de cire de carnauba et 1 de cire d'antiquaire |
| intercalaire | sans |
| épaisseur maximale du manche | 14.35 mm |
| forme de l'épaisseur du manche | décroissante
vers
la pointe |
| rivet(s) | 3 X Ø3 mm en laiton, matés |
| tube passage dragonne | sans |
| étui | sans |
| poids seul / avec étui | 50
g
/ - g |
Iktotat
Un projet forgé dans une lime, trop fin et qui a pété pendant des essais de trempes multiples et un redressage malheureux. J'ai pu en faire un petit
Kiridashi, un couteau qui sert aux menuisiers pour faire des tracés. Le cerisier prend un joli poli.
| type | Kiridashi |
| acier | morceau
de
lime
plate de 250 X 25 X 6 [mm] d'au moins 35 ans acier au carbone inconnu, type XC100 selon mon pifomètre |
| épaisseur au ricasso |
2.08 mm |
| procédé d'obtention | forgeage puis usinage |
| normalisation |
triple,
à
l'air pulsé |
| recuit
d'adoucissement |
dans
des
cendres de bois résineux (d'un poele à
granulés) |
| austénisation | au
four
de trempe maison |
| trempe | sélective
à
l'eau de pluie sur 8 à 9 mm |
| revenu | au
chalumeau,
couleur jaune paille |
| refroidissement en dessous de 0°C | aucun |
| dureté |
57
à
63
HRc (par comparaison) au tranchant selon les
zones |
| longueur lame du talon à la pointe | 52 mm |
| longueur developpée de tranchant | 52 mm |
| finition | polie
couci
couça |
| longueur totale |
159 mm |
| hauteur de lame au ricasso | 22 mm |
| présence casse-goutte | NON |
| émouture | Kata-Ha
(plate
à droite, creuse à gauche) |
| β/2 ou demi-angle au sommet du tranchant | 0
et 20°,
pierre Norton IB-134 à P400 et cuir+pâte 2
microns |
| épaisseur de lame derrière le tranchant | 0.25
mm |
| logo | IMC |
| manche ou plaquettes | prunier
de
Kerling-les-Sierck (Moselle), finition
térébenthine,
huile de Tung, cire de carnauba et
d'antiquaire 9 couches:, 3 d'huile de
Tung+térébenthine, 3 d'huile de Tung pure, 2
de cire de
carnauba et 1 de cire d'antiquaire |
| intercalaire | sans |
| épaisseur maximale du manche | 14.65 mm |
| forme de l'épaisseur du manche | décroissante
vers
la pointe |
| rivet(s) | 2 X Ø3 mm en laiton |
| tube passage dragonne | 1 X Ø6 mm (intérieur 5 mm), laiton |
| étui | sans |
| poids seul / avec étui | 49
g
/ - g |
Freestyle. CE COUTEAU N'EST PLUS DISPONIBLE.
Forge d'une lime, trop fine, dans laquelle j'ai pensé improviser une forme au façonnage sur le back. Raté. On croit qu'avec l'expérience on va y
arriver mais à la fin les proportions, les formes, rien ne va vraiment. Il faut planifier petit padawan, t'as pas assez de bouteille encore.
| type | poignard à plate semelle amincie |
| acier | demi
lime
plate
de 250 X 25 X 6 [mm] d'au moins 35 ans acier au carbone inconnu, type XC100 selon mon pifomètre |
| épaisseur au ricasso |
2.63 mm |
| procédé d'obtention | forgeage puis usinage |
| normalisation |
triple,
à
l'air pulsé |
| recuit
d'adoucissement |
dans
des
cendres de bois résineux (d'un poele à
granulés) |
| austénisation | au
four
de trempe maison |
| trempe | sélective
au
goop sur 3 à 8 mm |
| revenu | au
four,
double |
| refroidissement en dessous de 0°C | triple: le premier à -50°C et les 2 autres à -18°C |
| dureté |
63+
HRc
(par comparaison) au tranchant |
| longueur lame du talon à la pointe | 90 mm |
| longueur developpée de tranchant | 92 mm |
| finition | polie
couci
couça |
| longueur totale |
196 mm |
| hauteur de lame au ricasso | 28 mm |
| présence casse-goutte | OUI |
| émouture | convexe |
| β/2 ou demi-angle au sommet du tranchant | 15°,
pierre
Norton IB-134 à P400 et cuir+pâte 2 microns |
| épaisseur de lame derrière le tranchant | 0.20
mm
à 0.30 mm |
| logo | IMC |
| manche ou plaquettes | zebrano,
finition
térébenthine, huile de Tung, cire de
carnauba et
d'antiquaire 9 couches:, 3 d'huile de
Tung+térébenthine, 3 d'huile de Tung pure, 2
de cire de
carnauba et 1 de cire d'antiquaire |
| intercalaire | sans |
| épaisseur maximale du manche | 17.5 mm |
| forme de l'épaisseur du manche | décroissante
vers
la pointe |
| rivet(s) | 2 X Ø3 mm en laiton |
| tube passage dragonne | 1 X Ø6 mm (intérieur 5 mm), laiton |
| étui | sans |
| poids seul / avec étui | 65
g
/ - g |
AOU-2017: "Harricana", un couteau de Bushcraft forgé dans une lime
Harricana. CE COUTEAU N'EST PLUS DISPONIBLE.
La ligne de trempe n'est hélàs pas constante mais pour une fois je respecte les proportions d'épaisseur selon Murray Carter:
20% de diminution d'épaisseur vers la pointe, 50% vers le cul. J'ai laissé le fil volontairement plus épais à la pointe car ce genre de
géométrie sert aussi à percer des trous dans le bois. A cette fin, le manche est assez arrondi pour mieux "tourner" dans la main.
| type | couteau de bushcraft à plate
semelle amincie |
| acier | demi
lime
plate
de 250 X 25 X 5 [mm] d'au moins 35 ans acier au carbone inconnu, type XC100 selon mon pifomètre |
| épaisseur au ricasso |
3.34 mm |
| procédé d'obtention | forgeage puis usinage |
| normalisation |
triple,
à
l'air pulsé |
| recuit
d'adoucissement |
dans
des
cendres de bois résineux (d'un poele à
granulés) |
| austénisation | au
four
de trempe maison |
| trempe | sélective
au
goop sur 4 à 8 mm |
| revenu | au
four,
double |
| refroidissement en dessous de 0°C | triple: le premier à -50°C et les 2 autres à -18°C |
| dureté |
63+
HRc
(par comparaison) au tranchant |
| longueur lame du talon à la pointe | 91 mm |
| longueur developpée de tranchant | 92 mm |
| finition | polie
puis
matifiée au perchlorure de fer |
| longueur totale |
199 mm |
| hauteur de lame au ricasso | 26 mm |
| présence casse-goutte | OUI |
| émouture | sabre
haute |
| β/2 ou demi-angle au sommet du tranchant | 15°,
pierre
Norton IB-134 à P400 et cuir+pâte 2 microns |
| épaisseur de lame derrière le tranchant | 0.20
mm
(c'est un vrai scandi à 0), pointe à 0.45 mm |
| logo | IMC |
| manche ou plaquettes | mirabellier
de
Sierck-les-Bains (Moselle),
finition térébenthine, huile de Tung, cire de
carnauba et
d'antiquaire 9 couches:, 3 d'huile de
Tung+térébenthine, 3 d'huile de Tung pure, 2
de cire de
carnauba et 1 de cire d'antiquaire |
| intercalaire | sans |
| épaisseur maximale du manche | 17.5 mm |
| forme de l'épaisseur du manche | décroissante
vers
la pointe |
| rivet(s) | 2 X Ø3 mm en laiton |
| tube passage dragonne | 1 X Ø6 mm (intérieur 5 mm), laiton |
| étui | sans |
| poids seul / avec étui | 80
g
/ - g |
MAI-2017: un couteau en l'honneur de ma petite ville d'enfance et un autre en hommage à Ed Fowler
Grignon
| type | couteau tout usage à plate semelle
amincie |
| acier | lame
de
faucheuse rotative (engin agricole), acier au carbone inconnu |
| épaisseur au ricasso |
2.55 mm |
| procédé d'obtention | forgeage puis usinage |
| austénisation | au
four
de trempe maison |
| trempe | sélective
au
goop sur 8 mm |
| revenu | au
four,
double |
| refroidissement en dessous de 0°C | triple
à
-18°C |
| dureté |
entre
53
et 55 HRc (par comparaison) au tranchant |
| longueur lame du talon à la pointe | 79 mm |
| longueur developpée de tranchant | 80 mm |
| finition | très moyenne avec traces de forge |
| longueur totale |
176 mm |
| hauteur de lame au ricasso | 27.5 mm |
| présence casse-goutte | OUI |
| émouture | sabre
haute |
| β/2 ou demi-angle au sommet du tranchant | 15°,
pierre
Fallkniven DC4 à P600 et cuir+pâte 2 microns |
| épaisseur de lame derrière le tranchant | 0.50
mm |
| logo | IMC |
| manche ou plaquettes | cep
de
Contz les Bains (Moselle),
finition 9 couches: 3 de vernis tampon CCL, 3
d'huile de
Tung+térébenthine, 3 d'huile CCL et 2 de cire
de
carnauba |
| intercalaire | sans |
| épaisseur maximale du manche | 14.1 mm |
| forme de l'épaisseur du manche | décroissante
vers
la pointe |
| rivet(s) | 2 X Ø3 mm en cuivre |
| tube passage dragonne | 1 X Ø8 mm (intérieur 6 mm), cuivre |
| étui | sans |
| poids seul / avec étui | 59
g
/ - g |
Gadois
| type | couteau fixe de chasse ou survie
à soie courte |
| acier | 100Cr6 (bague intérieure d'un roulement INA GYE60KRRB) |
| épaisseur maximum |
3.14 mm |
| procédé d'obtention | forgeage puis usinage |
| normalisation |
triple, à l'air pulsé |
| recuit |
triple, de
globulisation et
d'adoucissement avant usinage et de détente après usinage |
| austénisation |
au four de trempe maison |
| trempe | sélective
au
goop sur 9 mm |
| revenu | au four, double, puis un troisième du dos de lame à la flamme |
| refroidissements en dessous de 0°C | triple: le premier à -50°C et les 2 autres à -18°C |
| dureté (mesurée par comparaison) |
approx
60
HRc |
| longueur lame du talon à la pointe | 89 mm |
| longueur developpée de tranchant | 91 mm |
| finition | polie couci couça avec traces de forge |
| longueur totale |
215 mm |
| hauteur de lame au ricasso | 27 mm |
| présence casse-goutte | OUI |
| émouture | plate
et
convexe |
| β/2 ou demi-angle au sommet du tranchant | 23°,
pierre
Norton IB-134 à P400 et cuir + pâte 2
microns |
| épaisseur de lame derrière le tranchant | 0,5 mm |
| logo | IMC 100Cr6, gravure électrochimique |
| manche ou plaquettes | garde
en
laiton de 5 mm, ferule en ébène, manche en
if, finition 6 couches d'huile de Tung (dont 3 diluées) et 2 de cire de carnauba |
| intercalaire | fibre
vulcanisée
rouge de 0.8 mm |
| épaisseur maximale du manche | 17.7 mm |
| forme de l'épaisseur du manche | "bouteille de Coca Cola" (fin, épais, fin, épais) |
| rivet(s) | 1 X Ø4 mm en laiton |
| tube passage dragonne | 1 X Ø6 mm (intérieur 5 mm), laiton |
| étui | cuir
tanné
végétal de 2.3 mm, moulé avec passant
ceinture intégré, teinture à base acqueuse,
fil de
nylon poissé de 0.9 mm avec point sellier,
martyr triple
épaisseur au niveau du manche |
| poids seul / avec étui | 107
g
/ 153 g |
SEP-2016: un proto en sandwich inox / carbone, deux couteaux au nom de mon village,
Borel V
C'est un prototype à la soudure plutôt ratée. Mon premier essai de soudure à la forge. J'ai décidé de le mettre ici malgré tout.
Il servira d'utilitaire au garage.
| type | couteau fixe à plate semelle |
| acier | sandwich
inox
austénitique / lame de scie à ruban Carl
Röntgen |
| épaisseur | 2.47 mm |
| procédé d'obtention | soudure à la forge, forge et usinage |
| austénisation | au
four
de trempe maison |
| trempe | intégrale à l'huile de colza |
| revenu | au
four,
double |
| refroidissement en dessous de 0°C | triple à -18°C |
| dureté (mesurée par comparaison) |
~58
HRc |
| longueur lame du talon à la pointe | 76 mm |
| longueur developpée de tranchant | 76 mm |
| finition | polie
à
la sauvage et brute de forge |
| longueur totale |
165 mm |
| hauteur de lame au ricasso | 23.5 mm |
| présence casse-goutte | NON
(mais
l'effet est là de par la géométrie) |
| émouture | sabre
haute
|
| β/2 ou demi-angle au sommet du tranchant | 15° |
| épaisseur de lame derrière le tranchant | 0,40 mm |
| logo | IMC
proto,
gravure mécanique à la main |
| manche ou plaquettes | essence de pommier variété Rambour d'hiver, tombée à l'hiver 2014-2015 à Hunting (Moselle), finition huile de Tung et cire de carnauba |
| intercalaire | SANS |
| épaisseur maximale du manche | 12.85 mm |
| forme de l'épaisseur du manche | épaisseur
quasi
constante (très légèrement
décroissante vers l'avant) |
| rivet(s) | 2 X Ø3.2 mm en aluminium |
| tube passage dragonne | 1 X Ø6 mm, aluminium (intérieur 4 mm) |
| étui | SANS |
| poids seul / avec étui | 53
g
/ - g |
Hunting
J'ai dû modifier un peu la pointe, le cerisier présente une fissure.
| type | couteau tout usage à plate semelle
amincie |
| acier | dent
de
râteleuse (engin agricole), acier au carbone
sans
doute de type XC55 contenant 0.95 % de
manganèse (d'après
une analyse succinte) |
| épaisseur au ricasso |
2.50 mm |
| procédé d'obtention | forgeage puis usinage |
| austénisation | au
four
de trempe maison |
| trempe | sélective
à
l'huile de colza |
| revenu | au
four,
double |
| refroidissement en dessous de 0°C | triple
à
-18°C |
| dureté |
entre
62
et 63 HRc (par comparaison) au tranchant |
| longueur lame du talon à la pointe | 70 mm |
| longueur developpée de tranchant | 72 mm |
| finition | très moyenne avec traces de forge |
| longueur totale |
164 mm |
| hauteur de lame au ricasso | 25 mm |
| présence casse-goutte | NON |
| émouture | plate |
| β/2 ou demi-angle au sommet du tranchant | 15° |
| épaisseur de lame derrière le tranchant | 0,35..0.40
mm |
| logo | IMC |
| manche ou plaquettes | cerisier
de
Mareau aux Prés (Loiret),
finition 6 couches d'huile de Tung et 2 de
cire de
carnauba |
| intercalaire | sans |
| épaisseur maximale du manche | 12.9 mm |
| forme de l'épaisseur du manche | épaisseur
quasi
constante |
| rivet(s) | 2 X Ø3 mm en laiton |
| tube passage dragonne | 1 X Ø6 mm (intérieur 5 mm), laiton |
| étui | sans |
| poids seul / avec étui | 52
g
/ - g |
Hunting
| type | couteau tout usage à plate semelle
amincie |
| acier | acier inox des établissements Jacob Holtzer, type VEGA2 d'avant 1950 (Fe 86.4%, Cr 12.73%) |
| épaisseur au ricasso |
2.15 mm |
| procédé d'obtention | forgeage d'une section de 15 X 4 [mm] puis usinage |
| austénisation | au
four
de trempe maison |
| trempe | intégrale
entre
plaques aluminium |
| revenu | au
four,
double |
| refroidissement en dessous de 0°C | triple
à
-18°C |
| dureté |
entre
62
et 63 HRc (par comparaison) au tranchant |
| longueur lame du talon à la pointe | 74 mm |
| longueur developpée de tranchant | 77 mm |
| finition | moyenne avec traces de forge |
| longueur totale |
167 mm |
| hauteur de lame au ricasso | 25 mm |
| présence casse-goutte | NON |
| émouture | plate |
| β/2 ou demi-angle au sommet du tranchant | 15° |
| épaisseur de lame derrière le tranchant | 0.40
mm |
| logo | IMC
VEGA2 |
| manche ou plaquettes | cerisier
de
Mareau aux Prés (Loiret),
finition 6 couches d'huile de Tung et 2 de
cire de
carnauba |
| intercalaire | fibre
noire
de 0.8 mm |
| épaisseur maximale du manche | 13.2 mm |
| forme de l'épaisseur du manche | épaisseur
quasi
constante |
| rivet(s) | 2 X Ø3.2 mm en aluminium |
| tube passage dragonne | 1 X Ø6 mm (intérieur 4 mm), aluminium |
| étui | sans |
| poids seul / avec étui | 43
g
/ - g |
AOU-2016: un couteau de cuisine improvisé à partir d'un essai de forge d'inox
Funayuki
Une tentative de forge d'une fine barre d'inox donnée par MJM. J'en ai fait cela avec récup d'un manchon de cuivre de plomberie et du pommier
du village (bois que je trouvais trop peu dense, destiné au barbecue mais les veines au coeur semblaient prometteuses). Il n'est pas terrible dans la
rigueur des lignes, mais c'était sympa à faire et le veinage du bois est une excellente surprise.
| type | couteau japonais de cuisine, fixe
à soie courte dit
Funayuki |
| acier | acier
inox
des établissements Jacob Holtzer, type VEGA2
d'avant 1950
(Fe 85.59%, Cr
13.08%) |
| épaisseur | 1.93 mm |
| procédé d'obtention | forgeage d'une section de 12 X 4 [mm] puis usinage |
| austénisation | au
four
de trempe maison |
| trempe | intégrale
entre
plaques aluminium |
| revenu | au
four,
double |
| refroidissement en dessous de 0°C | triple -18°C |
| dureté |
~53
HRc
(par comparaison) |
| longueur lame du talon à la pointe | 114 mm |
| longueur developpée de tranchant | 114 mm |
| finition | mixte,
polie
sablée avec traces de forge |
| longueur totale |
227 mm |
| hauteur de lame au ricasso | 25 mm |
| présence casse-goutte | NON |
| émouture | convexe
à
gauche, creuse à droite |
| β/2 ou demi-angle au sommet du tranchant | 25°,
seulement
coté convexe |
| épaisseur de lame derrière le tranchant | 0,3 mm |
| logo | IMC VEGA2, gravure électrochimique |
| manche ou plaquettes | face
avant
époxy noire, ferule en cuivre, essence de
pommier
variété Rambour d'hiver, tombée à l'hiver
2014-2015 à Hunting (Moselle), finition huile
de Tung et cire de
carnauba |
| intercalaire | sans |
| épaisseur maximale du manche | 14.63 mm |
| forme de l'épaisseur du manche | épaisseur
constante,
section ovale |
| rivet(s) | 1 X Ø3 mm, en bois de pic à brochette |
| tube passage dragonne | sans |
| étui | sans |
| poids seul / avec étui | 61
g
/ - g |
JUN-2016: 9 couteaux finis pour une expo artisanale au château de mon patelin d'enfance
Me suis laissé convaincre par l'organisateur qui a vu un de mes couteaux chez mon meilleur pote à qui j'en avais offert un. Je devrai être à un stand avec MJM, la personne chez qui j'ai fait un petit stage de forge. Je trouve mes réalisations pas assez bonnes pour être vendues mais si une personne était preneuse et que je lui dit que rien n'est à vendre, je crois qu'il y aurait frustration et incompréhension. J'ai donc décidé de mettre un prix sur mes couteaux et d'en faire quelques autres en plus. J'ai réussi à en faire 9 dont 4 forgés, aucun n'a d'étui pour l'instant: 3 "Brochant", 1 "Borel IV", 2 "Borel V", 1 "Chukotat", 1 "Franquelin II" et 1 "M(a)ousse".
Brochant
Du buis teinté pour casser la monotonie de cette essence.
| type | couteau fixe à plate semelle |
| acier | T7Mo laminé à chaud grenaillé de Bonpertuis |
| épaisseur | 2.88 mm |
| procédé d'obtention | usinage |
| austénisation | au
four
de trempe maison |
| trempe | entre plaques aluminium |
| revenu | au
four,
double |
| refroidissement en dessous de 0°C | triple -50°C, -20°C et -20°C |
| dureté (mesurée par comparaison) |
approx. 59..60 HRc |
| longueur lame du talon à la pointe | 66 mm |
| longueur developpée de tranchant | 67 mm |
| finition | polie
comme
j'ai pu |
| longueur totale |
159 mm |
| hauteur de lame au ricasso | 23 mm |
| présence casse-goutte | NON |
| émouture | plate |
| β/2 ou demi-angle au sommet du tranchant | 15° |
| épaisseur de lame derrière le tranchant | 0,65 mm |
| logo | IMC T7Mo, gravure électrochimique |
| manche ou plaquettes | buis
teinté
à l'acétate de fer (vinaigre et paille de
fer),
finition vernis tampon, huile de Tung et cire
de carnauba |
| intercalaire | SANS |
| épaisseur maximale du manche | 15.6 mm |
| forme de l'épaisseur du manche | épaisseur
décroissante
vers l'avant |
| rivet(s) | 2
X Ø2
mm et 1 X Ø3.2 mm,
aluminium |
| tube passage dragonne | 1 X Ø6 mm (intérieur 4 mm), aluminium |
| étui | SANS |
| poids seul / avec étui | 54
g
/ - g |
Brochant
Du mirabellier du jardin de mes parents. La pointe a souffert a l'affûtage mais cela a été corrigé après la photo.
| type | couteau fixe à plate semelle |
| acier | T508 laminé à chaud grenaillé de Bonpertuis |
| épaisseur | 2.83 mm |
| procédé d'obtention | usinage |
| austénisation | au
four
de trempe maison |
| trempe | entre plaques aluminium |
| revenu | au
four,
double |
| refroidissement en dessous de 0°C | triple -50°C, -20°C et -20°C |
| dureté (mesurée par comparaison) | approx. 61..62 HRc |
| longueur lame du talon à la pointe | 65 mm |
| longueur developpée de tranchant | 66 mm |
| finition | polie
comme
j'ai pu |
| longueur totale |
159 mm |
| hauteur de lame au ricasso | 23 mm |
| présence casse-goutte | NON |
| émouture | plate |
| β/2 ou demi-angle au sommet du tranchant | 15° |
| épaisseur de lame derrière le tranchant | 0,5 mm |
| logo | IMC T508, gravure électrochimique |
| manche ou plaquettes | mirabellier
de
Sierck-les-Bains (Moselle),
finition vernis tampon, huile de Tung et cire
de carnauba |
| intercalaire | SANS |
| épaisseur maximale du manche | 15.56 mm |
| forme de l'épaisseur du manche | épaisseur
décroissante
vers l'avant |
| rivet(s) | 2
X Ø2
mm et 1 X Ø3.2 mm,
aluminium |
| tube passage dragonne | 1 X Ø6 mm (intérieur 4 mm), aluminium |
| étui | SANS |
| poids seul / avec étui | 56
g
/ - g |
Brochant
Un manche cassé au redressage et ressoudé plus tard. On le devine juste derrière le ricasso. Je trouvais les manches des deux premiers un peu trop
gros et celui-ci est sans doute trop fin à présent.
| type | couteau fixe à plate semelle |
| acier | T7Mo laminé à chaud grenaillé de Bonpertuis |
| épaisseur | 2.89 mm |
| procédé d'obtention | usinage |
| austénisation | au
four
de trempe maison |
| trempe | entre plaques aluminium |
| revenu | au
four,
double |
| refroidissement en dessous de 0°C | triple -50°C, -20°C et -20°C |
| dureté (mesurée par comparaison) |
approx. 59..60 HRc |
| longueur lame du talon à la pointe | 67 mm |
| longueur developpée de tranchant | 68 mm |
| finition | polie
comme
j'ai pu |
| longueur totale |
161 mm |
| hauteur de lame au ricasso | 23 mm |
| présence casse-goutte | NON |
| émouture | plate |
| β/2 ou demi-angle au sommet du tranchant | 15° |
| épaisseur de lame derrière le tranchant | 0,5 mm |
| logo | IMC T7Mo, gravure électrochimique |
| manche ou plaquettes | bois
de
rose (dalbergia frutescens),
finition vernis tampon, huile de Tung et cire
de carnauba |
| intercalaire | SANS |
| épaisseur maximale du manche | 12.47 mm |
| forme de l'épaisseur du manche | épaisseur
décroissante
vers l'avant |
| rivet(s) | 2
X Ø2
mm et 1 X Ø3.2 mm,
aluminium |
| tube passage dragonne | 1 X Ø6 mm (intérieur 4 mm), aluminium |
| étui | SANS |
| poids seul / avec étui | 55
g
/ - g |
Borel IV
J'ai réussi à forger ce couteau dans une toute petite chute de T7Mo, ce qui explique sa réduction en largeur. Le galeux d'orme est toujours aussi
chouette.
| type | couteau fixe à plate semelle
amincie |
| acier | T7Mo
laminé
à chaud grenaillé de Bonpertuis |
| épaisseur | 2 mm |
| procédé d'obtention | forgeage puis usinage |
| austénisation | au
four
de trempe maison |
| trempe | entre plaques aluminium |
| revenu | au
four,
double |
| refroidissement en dessous de 0°C | triple
-50°C,
-20°C et
-20°C |
| dureté (mesurée par comparaison) |
au moins 63 HRc |
| longueur lame du talon à la pointe | 71 mm |
| longueur developpée de tranchant | 73 mm |
| finition | polie
couci
couça |
| longueur totale |
163 mm |
| hauteur de lame au ricasso | 24 mm |
| présence casse-goutte | OUI |
| émouture | plate |
| β/2 ou demi-angle au sommet du tranchant | 15° |
| épaisseur de lame derrière le tranchant | 0,4 mm |
| logo | IMC T7Mo, gravure électrochimique |
| manche ou plaquettes | galeux
d'orme,
finition
durcisseur, vernis tampon maison, huile de
Tung et cire de carnauba |
| intercalaire | SANS |
| épaisseur maximale du manche | 13,08 mm |
| forme de l'épaisseur du manche | quasi
constante,
légèrement décroissante vers l'avant |
| rivet(s) | 2
X Ø3,2
mm,
aluminium |
| tube passage dragonne | 1 X Ø6 mm (intérieur 4 mm), aluminium |
| étui | SANS |
| poids seul / avec étui | 46
g
/ - g |
M(a)ousse
Un dernier exemplaire. Après j'arrête... Epaisseur derrière le tranchant toujours assez élevée.
| type | couteau fixe à plate semelle |
| acier | T508
laminé
à chaud grenaillé de Bonpertuis |
| épaisseur | 2,9 mm |
| procédé d'obtention | usinage |
| austénisation | au
four
de trempe maison |
| trempe | entre plaques aluminium |
| revenu | au
four,
double |
| refroidissement en dessous de 0°C | triple
-50°C,
-20°C et
-20°C |
| dureté |
approx. 61..62 HRc |
| longueur lame du talon à la pointe | 73 mm |
| longueur developpée de tranchant | 74 mm |
| finition | polie |
| longueur totale |
175 mm |
| hauteur de lame au ricasso | 30 mm |
| présence casse-goutte | NON |
| émouture | plate |
| β/2 ou demi-angle au sommet du tranchant | 15° |
| épaisseur de lame derrière le tranchant | 0,7 mm |
| logo | IMC T508, gravure électrochimique |
| manche ou plaquettes | "Pertinax" marron (famille des micartas, à matrice papier et résine phénolique) finition polie et cire de carnauba |
| intercalaire | SANS |
| épaisseur maximale du manche | 14,35 mm |
| forme de l'épaisseur du manche | constante |
| rivet(s) | 6
X Ø2
mm,
aluminium |
| tube passage dragonne | 1
X Ø6 mm, dans
brise-vitre |
| étui | SANS |
| poids seul / avec étui | 99
g
/ - g |
Chukotat
J'ai mis un peu plus de résine polyester sur ce manche là pour voir la différence. Une partie de l'épaulement du chemin de roulement est encore
visible au dos de lame et au cul.
| type | couteau fixe à plate semelle |
| acier | 100Cr6 (bague extérieure d'un roulement INA GYE60KRRB) |
| épaisseur maximum |
2.48 mm |
| procédé d'obtention | forgeage puis usinage |
| austénisation |
au
four
de trempe maison |
| recuit |
double, de
globulisation et
d'adoucissement |
| normalisation |
triple, à
l'air
pulsé |
| trempe | intégrale
à
l'huile de colza préchauffée |
| revenu | au four, double, puis un troisième du dos de lame à la flamme |
| refroidissements en dessous de 0°C | triple: le premier à -50°C et les 2 autres à -18°C |
| dureté (mesurée par comparaison) |
approx
60
HRc |
| longueur lame du talon à la pointe | 79 mm |
| longueur developpée de tranchant | 80 mm |
| finition | polie couci couça avec traces de forge |
| longueur totale |
178.5 mm |
| hauteur de lame au ricasso | 24 mm |
| présence casse-goutte | OUI |
| émouture | plate |
| β/2 ou demi-angle au sommet du tranchant | 15° |
| épaisseur de lame derrière le tranchant | 0,45 mm |
| logo | IMC 100Cr6, gravure électrochimique |
| manche ou plaquettes | 2 couches superposées de paracorde noire 550 sans les 7 fils internes, stabilisée avec de la résine polyester |
| intercalaire | SANS |
| épaisseur maximale du manche | 8.35 mm |
| forme de l'épaisseur du manche | épaisseur
constante |
| rivet(s) | SANS |
| tube passage dragonne | SANS juste un perçage Ø6 mm |
| étui | SANS |
| poids seul / avec étui | 57
g
/ - g |
Franquelin II
Le modèle "Pointy" de Murray Carter forgé dans de l'XC75 de 3 mm... Trempe sélective au goop
| type | couteau fixe à plate semelle
amincie |
| acier | XC75
laminé
à froid |
| épaisseur maximum |
2.67 mm |
| procédé d'obtention | forgeage puis usinage |
| austénisation |
au
four
de trempe maison |
| recuit |
SANS |
| normalisation |
triple, à
l'air
pulsé |
| trempe | sélective
au
goop |
| revenu | au
four
ménager, double |
| refroidissements en dessous de 0°C | triple: le premier à -50°C et les 2 autres à -18°C |
| dureté (mesurée par comparaison) |
approx
56..57
HRc |
| longueur lame du talon à la pointe | 82 mm |
| longueur developpée de tranchant | 82 mm |
| finition | polie
comme
j'ai pu |
| longueur totale |
190 mm |
| hauteur de lame au ricasso | 24 mm |
| présence casse-goutte | NON (mais l'effet est là de par la géométrie) |
| émouture | plate |
| β/2 ou demi-angle au sommet du tranchant | 15° |
| épaisseur de lame derrière le tranchant | 0,5 mm |
| logo | IMC XC75, gravure électrochimique |
| manche ou plaquettes | acacia,
finition
vernis tampon maison, huile de Tung et cire de
carnauba |
| intercalaire | SANS |
| épaisseur maximale du manche | 12.52 mm |
| forme de l'épaisseur du manche | épaisseur quasi constante |
| rivet(s) | 1 X Ø4 mm et 1 X Ø5 mm, laiton |
| tube passage dragonne | 1 X Ø6 mm en laiton (intérieur 5 mm) |
| étui | SANS |
| poids seul / avec étui | 51
g
/ - g |
Borel V
Le second couteau taillé dans mon plat de 90MV8/XC10 de chez Eurotechni. On voit mal l'acier central sur la photo. Le tranchant est
parfaitement droit mais la courbure du dos de lame donne l'impression optique d'une lame incurvée en bec d'oiseau.
| type | couteau fixe à plate semelle |
| acier | sandwich
90MV8/XC10 |
| épaisseur | 2.90 mm |
| procédé d'obtention | usinage |
| austénisation | au
four
de trempe maison |
| trempe | intégrale à l'huile de colza |
| revenu | au
four,
double |
| refroidissement en dessous de 0°C | triple -50°C et 2 fois à -18°C |
| dureté (mesurée par comparaison) |
au
moins
63 HRc |
| longueur lame du talon à la pointe | 70 mm |
| longueur developpée de tranchant | 70 mm |
| finition | polie
couci
couça |
| longueur totale |
164 mm |
| hauteur de lame au ricasso | 23 mm |
| présence casse-goutte | NON
(mais
l'effet est là de par la géométrie) |
| émouture | sabre
haute
|
| β/2 ou demi-angle au sommet du tranchant | 15° |
| épaisseur de lame derrière le tranchant | 0,55 mm |
| logo | IMC O2/XC10, gravure électrochimique |
| manche ou plaquettes | Cocobolo
du
Mexique avec aubier, finition vernis tampon
maison, huile de Tung et cire de
carnauba |
| intercalaire | SANS |
| épaisseur maximale du manche | 13.05 mm |
| forme de l'épaisseur du manche | épaisseur
quasi
constante (très légèrement
décroissante vers l'avant) |
| rivet(s) | 2 X Ø3 mm en laiton |
| tube passage dragonne | 1 X Ø6 mm, laiton (intérieur 5 mm) |
| étui | SANS |
| poids seul / avec étui | 65
g
/ - g |
Borel V
Un second modèle mais le tranchant remonte très légèrement vers l'avant. Là aussi on voit encore un peu l'épaulement du chemin de roulement
du lopin d'origine.
Un second modèle mais le tranchant remonte très légèrement vers l'avant. Là aussi on voit encore un peu l'épaulement du chemin de roulement
du lopin d'origine.
| type | couteau fixe à plate semelle amincie |
| acier | 100Cr6 (bague extérieure d'un roulement INA GYE60KRRB) |
| épaisseur maximum |
2.92 mm |
| procédé d'obtention | forgeage puis usinage |
| austénisation |
au
four
de trempe maison |
| recuit |
double, de
globulisation et
d'adoucissement |
| normalisation |
triple, à
l'air
pulsé |
| trempe | intégrale
à
l'huile de colza préchauffée |
| revenu | au four, double, puis un troisième du dos de lame à la flamme |
| refroidissements en dessous de 0°C | triple: le premier à -50°C et les 2 autres à -18°C |
| dureté (mesurée par comparaison) |
approx
58
HRc |
| longueur lame du talon à la pointe | 74 mm |
| longueur developpée de tranchant | 74 mm |
| finition | polie couci couça avec traces de forge |
| longueur totale |
164 mm |
| hauteur de lame au ricasso | 23 mm |
| présence casse-goutte | NON (mais l'effet est là de par la géométrie) |
| émouture | sabre
haute
|
| β/2 ou demi-angle au sommet du tranchant | 15° |
| épaisseur de lame derrière le tranchant | 0,45 mm |
| logo | IMC 100Cr6, gravure électrochimique |
| manche ou plaquettes | grenadille avec aubier, finition vernis tampon maison, huile de Tung et cire de carnauba |
| intercalaire | SANS |
| épaisseur maximale du manche | 12.50 mm |
| forme de l'épaisseur du manche | épaisseur quasi constante (très légèrement décroissante vers l'avant) |
| rivet(s) | 2 X Ø3 mm en laiton |
| tube passage dragonne | 1 X Ø6 mm, laiton (intérieur 5 mm) |
| étui | SANS |
| poids seul / avec étui | 64
g
/ - g |
MAR-2016: un couteau d'office du commerce customisé et un "Frichet" réalisé pendant un stage de forge
Coxipi
Avec le manche plus arrondi, il est moins stable en main mais plus maniable. Un compromis, faudra voir à l'usage.
Les photos sont mauvaises et ne rendent pas hommage à l'aspect poli de l'amourette.
| type | couteau fixe à plate semelle
Tarrerias-Bonjean
à mitres intégrales monobloc, issu de la
grande
distribution sous marque distributeur, Made in France à Thiers |
| acier | sans doute X46Cr13 ou X50Cr14 ou X55CrMoV15, forgé |
| épaisseur | 1.66
mm |
| procédé d'obtention | estampage
(forge
mécanique dans une succession de deux
demi-outils de
forme) |
| austénisation | inconnue |
| trempe | inconnue |
| revenu | inconnu |
| refroidissement en dessous de 0°C | inconnu |
| dureté |
inférieure
à
56..57 HRc, peut-être 54..55? |
| longueur lame du talon à la pointe | 100 mm |
| longueur developpée de tranchant | 101 mm |
| finition | polie
à
traces de machines visibles |
| longueur totale |
197 mm |
| hauteur de lame au ricasso | 21 mm |
| présence casse-goutte | NON |
| émouture | plate |
| β/2 ou demi-angle au sommet du tranchant | estimé
lors
d'un l'affûtage entre 15 et 20° |
| épaisseur de lame derrière le tranchant | 0.25
mm |
| logo | IMC, gravure électrochimique |
| manche ou plaquettes | amourette, finition huile de Tung et cire de carnauba |
| intercalaire | sans |
| épaisseur maximale du manche | 12.4 mm |
| forme de l'épaisseur du manche | épaisseur
quasi
constante |
| rivet(s) | 3 X Ø4 mm en acier, montés cachés (dans des trous borgnes) |
| tube passage dragonne | sans |
| étui | sans |
| poids seul / avec étui | 57
g
/
- g |
Frichet. CE COUTEAU N'EST PLUS DISPONIBLE.
J'ai trop arrondi le manche. Le maintien en main n'est pas assez stable. La ligne de trempe sélective est bien visible.
| type | couteau à plate semelle amincie |
| acier | dent de râteleuse (engin agricole), acier au carbone sans doute de type XC55 contenant 0.95 % de manganèse (d'après une analyse succinte) |
| épaisseur | 3.45 mm |
| procédé d'obtention | forgeage puis usinage |
| austénisation | au
four
de trempe maison |
| trempe | sélective
au
goop |
| revenu | au
four,
double |
| refroidissement en dessous de 0°C | triple
à
-18°C |
| dureté |
entre
59
et 60 HRc (par comparaison) au tranchant |
| longueur lame du talon à la pointe | 85 mm |
| longueur developpée de tranchant | 87 mm |
| finition | très moyenne avec traces de forge |
| longueur totale |
198 mm |
| hauteur de lame au ricasso | 29 mm |
| présence casse-goutte | NON |
| émouture | convexe |
| β/2 ou demi-angle au sommet du tranchant | 15°
et
20° vers la pointe |
| épaisseur de lame derrière le tranchant | 0,5
mm
(0,8
mm à la pointe) |
| logo | frappé,
MJM
côté gauche, OM et 16 à droite (initiales des
deux forgerons et année) |
| manche ou plaquettes | noyer,
finition
huile de Tung et cire de
carnauba |
| intercalaire | sans |
| épaisseur maximale du manche | 17.1 mm |
| forme de l'épaisseur du manche | épaisseur
croissante
puis décroissante |
| rivet(s) | 2 X Ø6 mm en laiton |
| tube passage dragonne | 1 X Ø6 mm (intérieur 4 mm), laiton |
| étui | sans |
| poids seul / avec étui | 92
g
/ - g |
FEV-2016: un "Franquelin" forgé
Franquelin. . ETUI CUIR PLUS DISPONIBLE MAIS LE COUTEAU L'EST ENCORE.
Ici encore je n'ai pas réussi à garder autant d'épaisseur que j'aurai voulu à cause des pertes au feu. La lime de départ (identique à
celle de la photo car j'en ai récupéré deux) bien que complètement désaffûtée par une utilisation de sagouin, était d'excellente qualité.
Dans ce tressage, la corde élastique ("bungee cord") de l'étui permet un port horizontal ou incliné. Il suffit de retirer la corde ou de
changer le tressage pour un port au cou ou à la verticale.
| type | couteau de cou fixe à plate
semelle |
| acier | lime
d'atelier
de qualité de 200 X 20 X 5 [mm], pour cette taille sans doute en 1.2008=140Cr2/140Cr3 |
| épaisseur maximum |
2.1 mm |
| procédé d'obtention | forgeage puis usinage |
| austénisation |
au
four
de trempe maison |
| recuit |
double, tous
d'adoucissement |
| normalisation |
triple, à
l'air
pulsé |
| trempe | intégrale
à
l'huile de colza préchauffée |
| revenu | au
four
ménager, double |
| refroidissements en dessous de 0°C | triple: le premier à -50°C et les 2 autres à -18°C |
| dureté |
au moins 63 HRc (par comparaison) |
| longueur lame du talon à la pointe | 80 mm |
| longueur developpée de tranchant | 80 mm |
| finition | polie
comme
j'ai pu |
| longueur totale |
187 mm |
| hauteur de lame au ricasso | 24 mm |
| présence casse-goutte | OUI |
| émouture | sabre
haute
|
| β/2 ou demi-angle au sommet du tranchant | 15° |
| épaisseur de lame derrière le tranchant | 0,4 mm |
| logo | IMC, gravure électrochimique |
| manche ou plaquettes | olivier,
finition
vernis tampon, huile de Tung et cire de
carnauba |
| intercalaire | ébène
de
3 mm |
| épaisseur maximale du manche | 14 mm |
| forme de l'épaisseur du manche | épaisseur quasi constante |
| rivet(s) | 1 X Ø4 mm en laiton et mosaïque maison Ø5 mm en cuivre et laiton |
| tube passage dragonne | 1 X Ø6 mm en laiton (intérieur 4 mm) |
| étui | cuir
de
collet végétal naturel teinté marron
foncé de 2,2..2,5 mm d'épaisseur et moulé,
coutures point sellier avec fil polyamide
poissé de 0.9 mm,
martyr doublé au niveau du manche, 6 trous Ø6 mm avec corde
élastique pour port au cou, à la ceinture en
vertical,
incliné ou horizontal |
| poids seul / avec étui | 66
g
/ 90 g |
Voilà ce que j'ai commencé à forger, avec peu de succès ces derniers temps. Il parait que c'est en forgeant qu'on devient... Bref j'ai aussi monté ces couteaux moins bien réussi pour profiter du maximum d'apprentissage, y compris avec le montage de manches
"Chukotat", encore un clone de mon propre "Black Diamond Boss 2012" de Mike Snody, forgé cette fois-ci dans une râpe de cordonnier
avec une émouture asymétrique japonaise dite Kata-Ha. Un couteau peu épais, très discret et facile à emporter partout.
| type | couteau fixe à plate semelle |
| acier | râpe
de
cordonnier forgée, acier au carbone sans doute de type XC45 à XC55 |
| épaisseur | 2.93 mm |
| procédé d'obtention | forgeage puis usinage |
| austénisation | au
four
de trempe maison |
| trempe | intégrale
à
l'eau de pluie |
| revenu | au
four,
double |
| refroidissement en dessous de 0°C | triple -50°C, -18°C et -18°C |
| dureté |
approx.
60..61
HRc par comparaison |
| longueur lame du talon à la pointe | 79 mm |
| longueur developpée de tranchant | 84 mm |
| finition | polie couci couça avec traces de forge |
| longueur totale |
180 mm |
| hauteur de lame au ricasso | 26 mm |
| présence casse-goutte | NON |
| émouture | Kata-Ha: sabre haute d'une part et creuse d'autre part |
| β/2 ou demi-angle au sommet du tranchant | 20°
du
côté sabre |
| épaisseur de lame derrière le tranchant | 0,6 mm |
| logo | IMC, gravure électrochimique |
| manche ou plaquettes | 2
couches superposées de paracorde noire 550
sans les 7 fils
internes, stabilisée avec de la résine
polyester |
| intercalaire | SANS |
| épaisseur maximale du manche | 9.15 mm |
| forme de l'épaisseur du manche | épaisseur
constante |
| rivet(s) | SANS |
| tube passage dragonne | SANS
juste
un perçage Ø6 mm |
| étui | SANS
|
| poids seul / avec étui | 63
g
/ - g |
CE COUTEAU N'EST PLUS DISPONIBLE.
"Frichet", un couteau d'office taillé dans un morceau de lime forgée. Le second exercice après avoir trop réduit le morceau de lime ayant
généré les "Coxipi". Peine perdu, il a exactement la même épaisseur que les deux premiers après élimination de la calamine.
En tentant de redresser le tranchant trop fin après la trempe j'en ai cassé un morceau avec une fissure en prime. J'ai pu rectifier le profil du
tranchant mais la fissure est toujours là, bien que presqu'invisible.
| type | couteau à plate semelle |
| acier | lime
VIGOR-VIGOR
de 300 X 30 X 7 [mm], acier au carbone sans
doute de type XC100 à XC130 |
| épaisseur | 1.7 mm |
| procédé d'obtention | forgeage puis usinage |
| austénisation | au
four
de trempe maison |
| trempe | intégrale
à
l'huile de colza |
| revenu | au
four,
double |
| refroidissement en dessous de 0°C | triple -50°C, -18°C et -18°C |
| dureté |
au
moins
63 HRc (par comparaison) |
| longueur lame du talon à la pointe | 89 mm |
| longueur developpée de tranchant | 91 mm |
| finition | polie couci couça avec traces de forge |
| longueur totale |
193 mm |
| hauteur de lame au ricasso | 29 mm |
| présence casse-goutte | NON |
| émouture | plate |
| β/2 ou demi-angle au sommet du tranchant | 15° |
| épaisseur de lame derrière le tranchant | 0,2 à 0,4 mm |
| logo | IMC, gravure électrochimique |
| manche ou plaquettes | prunier
de
Kerling-les-Sierck (Moselle), finition huile
de Tung et cire de
carnauba |
| intercalaire | sans |
| épaisseur maximale du manche | 11.75 mm |
| forme de l'épaisseur du manche | épaisseur
constante |
| rivet(s) | 2 X Ø4 mm en laiton |
| tube passage dragonne | 1 X Ø6 mm (intérieur 4 mm), laiton |
| étui | sans |
| poids seul / avec étui | 60
g
/ - g |
CE COUTEAU N'EST PLUS DISPONIBLE.
Encore un "Coxipi", un couteau d'office à bec d'oiseau à la lame un peu trop épaisse, taillé dans un morceau de lime forgée et que j'ai trop
réduit d'épaisseur pour pouvoir y réaliser le projet initial. En tentant de redresser la lame après la trempe j'ai cassé la pointe. Point positif
un grain super fin. J'y ai retaillé un couteau dit bec d'oiseau. Il a aussi une fissure au dos de la semelle, sans gravité.
| type | couteau d'office fixe bec d'oiseau
à plate semelle |
| acier | lime
VIGOR-VIGOR
de 300 X 30 X 7 [mm], acier au carbone sans
doute de type XC100 à XC130 |
| épaisseur | 1.67 mm |
| procédé d'obtention | forgeage puis usinage |
| austénisation | au
four
de trempe maison |
| trempe | intégrale
à
l'huile de colza |
| revenu | au
four,
double |
| refroidissement en dessous de 0°C | triple -50°C, -18°C et -18°C |
| dureté |
au
moins
63 HRc (par comparaison) |
| longueur lame du talon à la pointe | 58 mm |
| longueur developpée de tranchant | 58 mm |
| finition | polie couci couça avec traces de forge |
| longueur totale |
145 mm |
| hauteur de lame au ricasso | 18 mm |
| présence casse-goutte | NON |
| émouture | plate |
| β/2 ou demi-angle au sommet du tranchant | 15°
d'un
côté et 20° de l'autre |
| épaisseur de lame derrière le tranchant | 0,4 mm |
| logo | IMC, gravure électrochimique |
| manche ou plaquettes | prunier
de
Kerling-les-Sierck (Moselle), finition huile
de Tung et cire de
carnauba |
| intercalaire | sans |
| épaisseur maximale du manche | 11.4 mm |
| forme de l'épaisseur du manche | épaisseur
constante |
| rivet(s) | 3 X Ø2 mm en laiton |
| tube passage dragonne | sans |
| étui | sans |
| poids seul / avec étui | 33
g
/ - g |
CE COUTEAU N'EST PLUS DISPONIBLE.
"Coxipi", un couteau d'office à la lame un peu trop épaisse, taillé dans un morceau de lime forgée et que j'ai trop réduit d'épaisseur pour
pouvoir y réaliser le projet initial. Les traces de forge font une finition qui me plait assez.
| type | couteau d'office fixe à plate
semelle |
| acier | lime
VIGOR-VIGOR
de 300 X 30 X 7 [mm], acier au carbone sans
doute de type XC100 à XC130 |
| épaisseur | 1.70 mm |
| procédé d'obtention | forgeage puis usinage |
| austénisation | au
four
de trempe maison |
| trempe | intégrale
à
l'huile de colza |
| revenu | au
four,
double |
| refroidissement en dessous de 0°C | triple -50°C, -18°C et -18°C |
| dureté |
au
moins
63 HRc (par comparaison) |
| longueur lame du talon à la pointe | 80 mm |
| longueur developpée de tranchant | 80 mm |
| finition | polie couci couça avec traces de forge |
| longueur totale |
169 mm |
| hauteur de lame au ricasso | 16 mm |
| présence casse-goutte | NON |
| émouture | plate |
| β/2 ou demi-angle au sommet du tranchant | 15°
d'un
côté et 20° de l'autre |
| épaisseur de lame derrière le tranchant | 0,4 mm |
| logo | IMC, gravure électrochimique |
| manche ou plaquettes | prunier
de
Kerling-les-Sierck (Moselle), finition huile
de Tung et cire de
carnauba |
| intercalaire | sans |
| épaisseur maximale du manche | 10.70 mm |
| forme de l'épaisseur du manche | épaisseur
constante |
| rivet(s) | 3 X Ø2 mm en laiton |
| tube passage dragonne | sans |
| étui | sans |
| poids seul / avec étui | 28
g
/ - g |
Un Puukko, le "Caplan". Obtenu dans la moitié d'une lime de 150 X 15 X 3 [mm]. Lame bien trop fine. Ferule fissurée, soudure à l'étain de la
garde dégueulasse, fissures au coeur du manche (découverte au coeur du bois lors du ponçage)
| type | couteau fixe à soie |
| acier | lime
Nicholson
made in Holland de 150 X 15 X 3 [mm], acier au
carbone sans
doute de type XC100 à XC130 |
| épaisseur | 1.93 mm |
| procédé d'obtention | forgeage puis usinage |
| austénisation | au
four
de trempe maison |
| trempe | intégrale
à
l'huile de colza |
| revenu | au
four,
double |
| refroidissement en dessous de 0°C | triple -50°C, -18°C et -18°C |
| dureté |
au
moins
63 HRc (par comparaison) |
| longueur lame du talon à la pointe | 80 mm |
| longueur developpée de tranchant | 81 mm |
| finition | polie
couci
couça avec traces de forge |
| longueur totale |
187 mm |
| hauteur de lame au ricasso | 22 mm |
| présence casse-goutte | NON |
| émouture | plate |
| β/2 ou demi-angle au sommet du tranchant | 15° |
| épaisseur de lame derrière le tranchant | 0,4 mm |
| logo | IMC, gravure électrochimique |
| manche ou plaquettes | garde
en
laiton de 3 mm brasé à l'étain, ferule en
ébène
de Macassar, bois de rose, finition huile de
Tung et cire de carnauba |
| intercalaire | sans |
| épaisseur maximale du manche | 14.45 mm |
| forme de l'épaisseur du manche | épaisseur
quasi-constante,
croissante, décroissante |
| rivet(s) | 1 X Ø3 mm, clou |
| tube passage dragonne | sans |
| étui | sans |
| poids seul / avec étui | 54
g
/ - g |
AOU-2015: une lame de couteau d'office à monter
CE COUTEAU N'EST PLUS DISPONIBLE.
On voit quelques traces blanches de cire. Je pensais que le ziricote prendrait un plus beau poli.
| type | couteau fixe à plate semelle
Martinez y Gascon
à mitres intégrales monobloc |
| acier | sans doute X46Cr13 ou X50Cr14 ou X55CrMoV15 forgé |
| épaisseur | 2
mm |
| procédé d'obtention | estampage
(forge
mécanique dans une succession de deux demi
outils de
forme) |
| austénisation | inconnue |
| trempe | inconnue |
| revenu | inconnu |
| refroidissement en dessous de 0°C | inconnu |
| dureté |
entre
57
et 58 HRc |
| longueur lame du talon à la pointe | 92 mm |
| longueur developpée de tranchant | 94 mm |
| finition | polie
"comme
j'ai pu" |
| longueur totale |
199 mm |
| hauteur de lame au ricasso | 22 mm |
| présence casse-goutte | NON |
| émouture | plate |
| β/2 ou demi-angle au sommet du tranchant | 15° |
| épaisseur de lame derrière le tranchant | 0,3
mm |
| logo | IMC, gravure électrochimique |
| manche ou plaquettes | ziricote, finition vernis tampon maison, huile de lin et cire de carnauba |
| intercalaire | sans |
| épaisseur maximale du manche | 12.4 mm |
| forme de l'épaisseur du manche | épaisseur
quasi
constante |
| rivet(s) | 3 X Ø3,85 mm, aluminium, 2 tourillons Ø6 mm aveugles, hêtre |
| tube passage dragonne | sans |
| étui | pochette
plastique
livrée avec la lame à monter |
| poids seul / avec étui | 60
g
/
62 g |
JUL-2015: un second "M(a)ousse" et des "Coacoachou 3.0 et 3.1" plus orientés cuisine
CE COUTEAU N'EST PLUS DISPONIBLE.
Le 3.1 est une version plus longue et plus fine du 3.0, se voulant un couteau d'office un peu plus large
qu'un simple éplucheur. Moins agile sur des courbes serrées mais plus solide pour faire levier ici et là.
L'angle fermé de la pointe doit permettre le retrait de pédoncules et autres yeux de pommes de terre.
Il fut difficile de trouver parmi mon tout petit lot des morceaux suffisamment grands sans fissures pour les
plaquettes, il y en a une au ricasso sur la plaquette gauche. Le poli est superbe mais le dessin des veines
un peu monotone..
| type | couteau fixe à plate semelle |
| acier | X46Cr13 laminé à froid |
| épaisseur | 1
mm |
| procédé d'obtention | usinage |
| austénisation | au
four
de trempe maison |
| trempe | entre plaques aluminium |
| revenu | au
four,
double |
| refroidissement en dessous de 0°C | triple -50°C, -18°C et -18°C |
| dureté |
au
moins
63 HRc (mesure par comparaison mais j'émets
des doutes
sur
l'obtention d'une telle dureté avec de
l'X46Cr13) |
| longueur lame du talon à la pointe | 90 mm |
| longueur developpée de tranchant | 92 mm |
| finition | polie
"comme
j'ai pu" |
| longueur totale |
192 mm |
| hauteur de lame au ricasso | 23 mm |
| présence casse-goutte | OUI |
| émouture | scandinave
convexe |
| β/2 ou demi-angle au sommet du tranchant | 15° |
| épaisseur de lame derrière le tranchant | 0,25
mm |
| logo | IMC X46Cr13, gravure électrochimique |
| manche ou plaquettes | Cerisier de Mareau-aux-Prés (Loiret), finition 6 couches huile de Tung et cire de carnauba |
| intercalaire | sans |
| épaisseur maximale du manche | 12.88 mm |
| forme de l'épaisseur du manche | épaisseur
quasi
constante |
| rivet(s) | 3 X Ø3,2 mm, aluminium |
| tube passage dragonne | sans |
| étui | cuir
rouge
de siège automobile, fil nylon poissé marron |
| poids seul / avec étui | 36
g
/
51 g |
Coacoachou
Le casse-goutte a été accidentellement raccourci à la finition de l'encoche d'index ("finger choil"). Il y a un léger "recurve" involontaire au talon de la
lame. L'amourette a tendance à fissurer... Il y a 3 belles fissures sur la plaquettes droite de ce modèle 3.0.
| type | couteau fixe à plate semelle |
| acier | X46Cr13 laminé à froid |
| épaisseur | 1.5
mm |
| procédé d'obtention | usinage |
| austénisation | au
four
de trempe maison |
| trempe | entre plaques aluminium |
| revenu | au
four,
double |
| refroidissement en dessous de 0°C | triple -50°C, -18°C et -18°C |
| dureté |
au
moins
63
HRc (mesure par comparaison mais j'émets des
doutes sur
l'obtention d'une telle dureté avec de
l'X46Cr13) |
| longueur lame du talon à la pointe | 79 mm |
| longueur developpée de tranchant | 80 mm |
| finition | polie
"comme
j'ai pu" |
| longueur totale |
167 mm |
| hauteur de lame au ricasso | 23 mm |
| présence casse-goutte | OUI,
partielle |
| émouture | scandinave |
| β/2 ou demi-angle au sommet du tranchant | 13.8
/
17.6° (différent de chaque côté) |
| épaisseur de lame derrière le tranchant | 0,1
mm
(un poil trop fin) |
| logo | IMC X46Cr13, gravure électrochimique |
| manche ou plaquettes | Amourette,
finition
vernis tampon maison, huile de lin et cire de
carnauba |
| intercalaire | sans |
| épaisseur maximale du manche | 12.5 mm |
| forme de l'épaisseur du manche | épaisseur
quasi
constante |
| rivet(s) | 2 X Ø3,2 mm, alu |
| tube passage dragonne | 1 X Ø6 mm (intérieur 4 mm), aluminium |
| étui | sans |
| poids seul / avec étui | 44
g
/ - g |
M(a)ousse. CE COUTEAU N'EST PLUS DISPONIBLE.
J'ai voulu refaire ce couteau mais dans un acier moins emmerdant à poncer que le D2. Le tranchant est un peu épais derrière le fil. Gage de
solidité pour cette petite brute.
| type | couteau fixe à plate semelle |
| acier | T508
laminé
à chaud grenaillé de Bonpertuis |
| épaisseur | 2,9 mm |
| procédé d'obtention | usinage |
| austénisation | au
four
de trempe maison |
| trempe | entre plaques aluminium |
| revenu | au
four,
double |
| refroidissement en dessous de 0°C | triple
-50°C,
-20°C et
-20°C |
| dureté |
au moins 63 HRc (mesure par comparaison mais j'émets des doutes sur l'obtention d'une telle dureté avec du T508) |
| longueur lame du talon à la pointe | 75 mm |
| longueur developpée de tranchant | 75 mm |
| finition | polie sur chant et lame sablée "Steel Shot 0,1..0,2 mm" |
| longueur totale |
175 mm |
| hauteur de lame au ricasso | 30 mm |
| présence casse-goutte | NON |
| émouture | plate |
| β/2 ou demi-angle au sommet du tranchant | 15° |
| épaisseur de lame derrière le tranchant | 0,7 mm |
| logo | IMC T508, gravure électrochimique |
| manche ou plaquettes | micarta
maison
sur base de jean, finition cire de carnauba |
| intercalaire | fibre vulcanisée rouge de 0,8 mm |
| épaisseur maximale du manche | 13 mm |
| forme de l'épaisseur du manche | épaisseur
quasi
constante |
| rivet(s) | 6
X Ø2 mm,
aluminium |
| tube passage dragonne | 1
X Ø6 mm, dans
brise-vitre |
| étui | sans |
| poids seul / avec étui | 88
g
/ - g |
MAI-2015: un "Alluviaq", clone d'un Mike Snody "Menace" et "Coacoachou 2.0", clone à ma façon d'un CKC Hiker 2.0
Coacoachou 2.0
Petit morceau de ricasso forgé (par manque de largeur du plat), essai avec un manche en "Pertinax", finition entièrement sablée manche compris,
sauf émouture tirée en long.
Petit morceau de ricasso forgé (par manque de largeur du plat), essai avec un manche en "Pertinax", finition entièrement sablée manche compris,
sauf émouture tirée en long.
| type | couteau fixe à plate semelle |
| acier | T7Mo laminé à chaud grenaillé de Bonpertuis |
| épaisseur | 3
mm réduit à 2
mm par usinage |
| procédé d'obtention | forgeage du ricasso et usinage |
| austénisation | au
four
de trempe maison |
| trempe | entre plaques aluminium |
| revenu | au
four,
double |
| refroidissement en dessous de 0°C | triple -50°C, -18°C et -18°C |
| dureté |
au
moins
63
HRc (mesure par comparaison mais j'émets des
doutes sur
l'obtention d'une telle dureté avec du T7Mo) |
| longueur lame du talon à la pointe | 78 mm |
| longueur developpée de tranchant | 81 mm |
| finition | sablée
intégrale
"Steel Shot 0,1..0,2 mm" sauf émouture
tirée en long |
| longueur totale |
167 mm |
| hauteur de lame au ricasso | 25.4 mm |
| présence casse-goutte | OUI |
| émouture | scandinave
haute |
| β/2 ou demi-angle au sommet du tranchant | 12.5° |
| épaisseur de lame derrière le tranchant | 0,1
mm
(un poil trop fin) |
| logo | IMC T7Mo, gravure électrochimique |
| manche ou plaquettes | "Pertinax"
marron
(famille des micartas, à matrice papier et
résine
phénolique) |
| intercalaire | sans |
| épaisseur maximale du manche | 10.7 mm |
| forme de l'épaisseur du manche | épaisseur
constante |
| rivet(s) | 2 X Ø3,85 mm, inox |
| tube passage dragonne | 1 X Ø6 mm (intérieur 4 mm), aluminium |
| étui | Kydex
|
| poids seul / avec étui | 50
g
/ 64 g |
Alluviaq
Mon premier couteau à faux contre-tranchant et finition sablée. Le tranchant (0.7 mm) est un peu trop épais à mon goût
mais en revanche il est très robuste
| type | couteau fixe à plate semelle |
| acier | X46Cr13 laminé à froid |
| épaisseur | 2.5 mm |
| procédé d'obtention | usinage |
| austénisation | au
four
de trempe maison |
| trempe | entre plaques aluminium |
| revenu | au
four,
double |
| refroidissement en dessous de 0°C | triple -50°C, -18°C et -18°C |
| dureté |
approx. 60 HRc |
| longueur lame du talon à la pointe | 80 mm |
| longueur developpée de tranchant | 83 mm |
| finition | sablée
"Steel
Shot 0,1..0,2 mm" |
| longueur totale |
177 mm |
| hauteur de lame au ricasso | 25.4 mm |
| présence casse-goutte | NON |
| émouture | scandinave
et
faux contre-tranchant |
| β/2 ou demi-angle au sommet du tranchant | 15° |
| épaisseur de lame derrière le tranchant | 0,7 mm |
| logo | IMC X46Cr13, gravure électrochimique |
| manche ou plaquettes | G10
orange |
| intercalaire | sans |
| épaisseur maximale du manche | 9 mm |
| forme de l'épaisseur du manche | épaisseur
constante,
léger arrondi transversal |
| rivet(s) | 2 X Ø3,85 mm, inox |
| tube passage dragonne | 1 X Ø6 mm (intérieur 4 mm), aluminium |
| étui | Kydex
|
| poids seul / avec étui | 72
g
/ 86 g |
AVR-2015: Cliff Stamp "Mule" by Kyley Harris
Le "Mule" utilisé par Cliff Stamp pour ses recherches coutellières, dessiné par Kyley Harris.
Le montage à soie courte et la forme du manche sont de moi.
| type | couteau fixe à soie courte |
| acier | au
carbone,
inconnu, issu d'une sorte de râpe trouvée en
brocante |
| épaisseur | 2.9 mm |
| procédé d'obtention | usinage |
| austénisation | au
four
de trempe maison |
| trempe | sélective
au
goop |
| revenu | au
four,
double |
| refroidissement en dessous de 0°C | triple -50°C et 2 fois à -18°C |
| dureté |
approx.
58
HRc |
| longueur lame du talon à la pointe | 97 mm |
| longueur developpée de tranchant | 100 mm |
| finition | polie |
| longueur totale |
205 mm |
| hauteur de lame au ricasso | 30 mm |
| présence casse-goutte | NON |
| émouture | plate |
| β/2 ou demi-angle au sommet du tranchant | 15° |
| épaisseur de lame derrière le tranchant | 0,4 mm |
| logo | IMC, gravure électrochimique |
| manche ou plaquettes | cytise,
samba,
mélange époxy et sciure de cytise, finition
huile
de Tung et cire de carnauba |
| intercalaire | sans |
| épaisseur maximale du manche | 18,3 mm |
| forme de l'épaisseur du manche | "bouteille
de
Coca Cola" (fin, épais, fin, épais) |
| rivet(s) | 2 X Ø5 mm en acier, 2 X Ø6 mm en hêtre |
| tube passage dragonne | 1 X Ø6 mm, laiton (intérieur 4 mm) |
| étui | sans |
| poids seul / avec étui | 75
g
/ - g |
MAR-2015: second "Franquelin", "Gladel" et un couteau à pain customisé
Un couteau à pain trouvé en hypermarché avec manche merdeux mais lame de qualité qui m'a interpellé. Je l'ai un peu customisé: forme plus
arrondie et plus ergonomique du manche, finition polie, rivets remplacés par des modèles en inox massif, lame collée à la résine époxy. Il me sert
beaucoup en cuisine
| type | couteau à pain à soie courte |
| acier | inox
inconnu,
lame fabriquée dans le bassin Thiernois par la
société Tarrérias-Bonjean |
| épaisseur | 1.3 mm |
| procédé d'obtention | inconnu
(découpe?) |
| austénisation | inconnue |
| trempe | inconnue |
| revenu | inconnu |
| refroidissement en dessous de 0°C | inconnu
|
| dureté |
<
56..57
HRc, peut être 55 HRc? |
| longueur lame du talon à la pointe | 202 mm |
| longueur developpée de tranchant | 202 mm |
| finition | brute
de
rectification |
| longueur totale |
329 mm |
| hauteur de lame au ricasso | 30 mm |
| présence casse-goutte | NON |
| émouture | plate |
| β/2 ou demi-angle au sommet du tranchant | inconnu |
| épaisseur de lame derrière le tranchant | 0,5 mm |
| logo | IMC
par
gravure électrochimique et ACIER INOX THIERS-
FRANCE au laser |
| manche ou plaquettes | bois de rose (dalbergia frutescens ou variabilis, vraisemblablement), finition huile de Tung et cire de carnauba |
| intercalaire | SANS |
| épaisseur maximale du manche | 16.6 mm |
| forme de l'épaisseur du manche | épaisseur
constante |
| rivet(s) | 2 X Ø3.85 mm, inox |
| tube passage dragonne | SANS |
| étui | plastique
|
| poids seul / avec étui | 85
g
/ 116 g |
Gladel
Un Nakiri (-bocho ou hocho) que je me suis fait pour les gros légumes en cuisine et pour exploiter une lame de scie circulaire de la benne.
| type | couteau fixe à soie |
| acier | au
carbone,
inconnu, de type L6 sans doute |
| épaisseur | 1.5 mm |
| procédé d'obtention | usinage |
| austénisation | au
four
de trempe maison |
| trempe | intégrale
à
l'huile de colza |
| revenu | au
four,
simple |
| refroidissement en dessous de 0°C | double -18°C |
| dureté |
approx.
63
HRc |
| longueur lame du talon à la pointe | 170 mm |
| longueur developpée de tranchant | 170 mm |
| finition | polie |
| longueur totale |
186 mm |
| hauteur de lame au ricasso | 42 mm |
| présence casse-goutte | NON |
| émouture | plate |
| β/2 ou demi-angle au sommet du tranchant | 13° |
| épaisseur de lame derrière le tranchant | 0,3 mm |
| logo | IMC, gravure électrochimique |
| manche ou plaquettes | ébène
de
Macassar, cerisier de Mareau-aux-Prés
(Loiret), section
octogonale, finition vernis
tampon et cire de carnauba |
| intercalaire | sans |
| épaisseur maximale du manche | 17,8 mm |
| forme de l'épaisseur du manche | épaisseur constante |
| rivet(s) | 1 X Ø6 mm, en hêtre |
| tube passage dragonne | sans |
| étui | sans |
| poids seul / avec étui | 111
g
/ - g |
Un second "Franquelin" pour essayer un acier sandwich. Pour une raison inconnue, le 90MV8 (dit O2) n'a pas durci comme voulu.
J'ai fini par trouver la raison: il n'y a pas d'acier 90MV8 au bord du plat fourni (imaginer un sandwich: le jambon n'est pas aussi large que le pain)
On voit un peu le 90MV8 attaqué à l'acide au bas de l'image, il est un peu décentré et ne descend pas "jusqu'en bas".
| type | couteau fixe à plate semelle |
| acier | sandwich
90MV8/XC10,
manche rapporté en E24 |
| épaisseur | 2.8 mm |
| procédé d'obtention | usinage |
| austénisation | au
four
de trempe maison |
| trempe | intégrale à l'huile de colza |
| revenu | au
four,
double |
| refroidissement en dessous de 0°C | triple -50°C et 2 fois à -18°C |
| dureté |
approx.
54..55
HRc grand max (???) |
| longueur lame du talon à la pointe | 80 mm |
| longueur developpée de tranchant | 80 mm |
| finition | polie |
| longueur totale |
187 mm |
| hauteur de lame au ricasso | 24 mm |
| présence casse-goutte | OUI |
| émouture | sabre
haute
|
| β/2 ou demi-angle au sommet du tranchant | 15° |
| épaisseur de lame derrière le tranchant | 0,4 mm |
| logo | IMC O2/XC10, gravure électrochimique |
| manche ou plaquettes | cocobolo
du
Mexique (vraisemblablement), finition vernis
tampon et cire de
carnauba |
| intercalaire | Fibre vulcanisée noire de 0.8 mm |
| épaisseur maximale du manche | 14,7 mm |
| forme de l'épaisseur du manche | épaisseur quasi constante |
| rivet(s) | 1 X Ø4 mm, laiton et mosaïque maison Ø5 mm, cuivre et laiton |
| tube passage dragonne | 1 X Ø6 mm, laiton (intérieur 5 mm) |
| étui | sans |
| poids seul / avec étui | 74
g
/ - g |
DEC-2014: "Coulonge", "Coacoachou" et "Franquelin"
Franquelin. CE COUTEAU N'EST PLUS DISPONIBLE.
Un clone du Wahrncliffe Brute façon Kata-Ha de Murray Carter. Un acier bien inférieur à l'original mais ma première émouture
de type Kata-Ha c'est-à-dire sabre haute d'un côté et creuse de l'autre. J'apprécie beaucoup la forme.
| type | couteau fixe à plate semelle |
| acier | XC75
laminé
à froid |
| épaisseur | 3 mm |
| procédé d'obtention | usinage |
| austénisation | au
four
de trempe maison |
| trempe | sélective
au
goop |
| revenu | au
four,
double |
| refroidissement en dessous de 0°C | double -50°C et -18°C |
| dureté |
approx.
63
HRc coté biseau et 58 HRc côté creux (???) |
| longueur lame du talon à la pointe | 82 mm |
| longueur developpée de tranchant | 82 mm |
| finition | polie |
| longueur totale |
186 mm |
| hauteur de lame au ricasso | 24 mm |
| présence casse-goutte | NON |
| émouture | Kata-Ha:
sabre
haute
d'une part et creuse d'autre part |
| β/2 ou demi-angle au sommet du tranchant | 12,5°
du
côté sabre |
| épaisseur de lame derrière le tranchant | 0,4 mm |
| logo | IMC XC75, gravure électrochimique |
| manche ou plaquettes | wacapou,
finition
vernis tampon maison et cire de carnauba |
| intercalaire | ébène
de
3 mm |
| épaisseur maximale du manche | 14,1 mm |
| forme de l'épaisseur du manche | épaisseur constante |
| rivet(s) | 1 X Ø4 mm, laiton et mosaïque maison Ø5 mm, acier et laiton |
| tube passage dragonne | 1 X Ø6 mm (intérieur 5 mm), laiton |
| étui | Kydex |
| poids seul / avec étui | 83
g
/ 107 g |
Coulonge
Un modèle inspiré par une photo de revue d'un modèle de chez Moki. Mon premier couteau à semelle amincie.
| type | couteau fixe à plate semelle
amincie |
| acier | X46Cr13 laminé à froid |
| épaisseur | 2.5 mm |
| procédé d'obtention | usinage |
| austénisation | au
four
de trempe maison |
| trempe | entre plaques aluminium |
| revenu | au
four,
triple |
| refroidissement en dessous de 0°C | triple -50°C, -18°C et -18°C |
| dureté |
approx. 59 HRc |
| longueur lame du talon à la pointe | 70 mm |
| longueur developpée de tranchant | 71 mm |
| finition | tirée
en
long |
| longueur totale |
165 mm |
| hauteur de lame au ricasso | 22 mm |
| présence casse-goutte | NON |
| émouture | plate |
| β/2 ou demi-angle au sommet du tranchant | 15° |
| épaisseur de lame derrière le tranchant | 0,4 mm |
| logo | IMC X46Cr13, gravure électrochimique |
| manche ou plaquettes | cocobolo
du
Mexique (vraisemblablement), finition vernis
tampon et cire de
carnauba |
| intercalaire | Fibre
vulcanisée
kaki de 0.8 mm |
| épaisseur maximale du manche | 13,7 mm |
| forme de l'épaisseur du manche | double cône, croissant, décroissant |
| rivet(s) | 2 X Ø3,2 mm, aluminium |
| tube passage dragonne | 1 X Ø6 mm (intérieur 4 mm), aluminium |
| étui | sans
pour
le moment |
| poids seul / avec étui | 47
g
/ - |
Coacoachou
Un pur clone du Svord Hicker. Ce qui ne va pas du tout pour une main masculine et adulte c'est
le cul du manche, bien trop agressif avec la paume. Sinon très pratique, pour une femme aux petites
mains ou un enfant peut-être.
| type | couteau fixe à plate semelle |
| acier | X46Cr13 laminé à froid |
| épaisseur | 2.5 mm |
| procédé d'obtention | usinage |
| austénisation | au
four
de trempe maison |
| trempe | entre plaques aluminium |
| revenu | au
four,
triple |
| refroidissement en dessous de 0°C | triple -50°C, -18°C et -18°C |
| dureté |
approx. 59 HRc |
| longueur lame du talon à la pointe | 76 mm |
| longueur developpée de tranchant | 82 mm |
| finition | tirée
en
long |
| longueur totale |
154 mm |
| hauteur de lame au ricasso | 25 mm |
| présence casse-goutte | NON
mais
l'encoche de l'index remplit la même fonction |
| émouture | plate |
| β/2 ou demi-angle au sommet du tranchant | 15° |
| épaisseur de lame derrière le tranchant | 0,6 mm |
| logo | IMC X46Cr13, gravure électrochimique |
| manche ou plaquettes | 2
couches superposées de paracorde noire 550
sans les 7 fils
internes, stabilisée avec de la résine
polyester |
| intercalaire | SANS |
| épaisseur maximale du manche | 8,5 mm |
| forme de l'épaisseur du manche | épaisseur
constante |
| rivet(s) | SANS |
| tube passage dragonne | SANS
juste
un perçage Ø6 mm |
| étui | kydex |
| poids seul / avec étui | 52
g
/ 64 g |
OCT-2014: un second "Borel II" pliant à Friction pour le SFBA-2014
CE COUTEAU N'EST PLUS DISPONIBLE. (c'est mon couteau de poche)
Le morceau d'acier 52100 livré avec le kit était beaucoup trop épais. Je l'ai remplacé par la chute de 100Cr6 qu'il restait du "Dancelou".
Mon couteau à l'acier le plus dur à ce jour.
| type | couteau pliant à friction, avec
palette de type
piémontais |
| acier | 100Cr6, issu d'une bague extérieure de rlt à billes KBC |
| épaisseur | 1.75 mm |
| procédé d'obtention | usinage |
| austénisation | au
four
de trempe maison |
| trempe | huile de colza préchauffée |
| revenu | au
four,
double |
| refroidissement en dessous de 0°C | triple
-50°C,
-18°C et
-18°C |
| dureté |
approx. 62..63 HRc |
| longueur lame du talon à la pointe | 71 mm |
| longueur developpée de tranchant | 74 mm |
| finition | polie |
| longueur totale |
165 mm |
| hauteur de lame au ricasso | 24 mm |
| présence casse-goutte | OUI |
| émouture | plate |
| β/2 ou demi-angle au sommet du tranchant | 15° |
| épaisseur de lame derrière le tranchant | 0,4 mm |
| logo | IMC
100Cr6,
gravure électrochimique presque effacée |
| manche ou plaquettes | cotés
en
micarta canevas marron, entretoise micarta
maison sur base jean |
| intercalaire | SANS |
| épaisseur maximale du manche | 12,2 mm |
| forme de l'épaisseur du manche | épaisseur
constante |
| rivet(s) | axe
et
butée Ø3
mm acier inox et 2 X Ø2 mm
inox |
| tube passage dragonne | 1 X Ø6 mm (intérieur 4 mm), aluminium |
| étui | sans
à
ce jour |
| poids seul / avec étui | 41
g
/ - |
OCT-2014: un couteau d'office modifié, le "Coxipi"
Coxipi
Un couteau d'office trouvé en hypermarché dont le manche en olivier et la lame de qualité m'ont interpellé. Je l'ai un peu customisé: forme plus
arrondie et plus ergonomique du manche, finition polie, rivets remplacés par des modèles en inox massif, lame collée à la résine époxy. Il me sert
beaucoup en cuisine
| type | couteau d'office à soie courte |
| acier | inox inconnu, lame fabriquée dans le bassin Thiernois par la société Tarrérias-Bonjean |
| épaisseur | 1.2 mm |
| procédé d'obtention | inconnu
(découpe?) |
| austénisation | inconnue |
| trempe | inconnue |
| revenu | inconnu |
| refroidissement en dessous de 0°C | inconnu
|
| dureté |
<
56..57
HRc, peut être 55 HRc? |
| longueur lame du talon à la pointe | 86 mm |
| longueur developpée de tranchant | 87 mm |
| finition | brute
de
rectification |
| longueur totale |
194 mm |
| hauteur de lame au ricasso | 17 mm |
| présence casse-goutte | NON |
| émouture | plate |
| β/2 ou demi-angle au sommet du tranchant | inconnu |
| épaisseur de lame derrière le tranchant | 0,2 mm |
| logo | IMC
par
gravure électrochimique et ACIER INOX THIERS-
FRANCE au laser |
| manche ou plaquettes | olivier,
finition
cire de carnauba |
| intercalaire | SANS |
| épaisseur maximale du manche | 12 mm |
| forme de l'épaisseur du manche | épaisseur
constante |
| rivet(s) | 2 X Ø5 mm, inox |
| tube passage dragonne | SANS |
| étui | SANS
|
| poids seul / avec étui | 27
g
/ - |
SEP-2014: Le "Chukotat"
Un clone de mon propre "Black Diamond Boss 2012" de Mike Snody, avec un acier moins noble, une pointe moins marquée (involontaire) et
une autre émouture, symétrique celle-là. Un couteau peu épais, très discret et facile à emporter partout.
| type | couteau fixe à plate semelle |
| acier | X46Cr13 laminé à froid |
| épaisseur | 2.5 mm |
| procédé d'obtention | usinage |
| austénisation | au
four
de trempe maison |
| trempe | entre plaques aluminium |
| revenu | au
four,
triple |
| refroidissement en dessous de 0°C | triple -50°C, -18°C et -18°C |
| dureté |
approx. 59 HRc |
| longueur lame du talon à la pointe | 77 mm |
| longueur developpée de tranchant | 81 mm |
| finition | polie |
| longueur totale |
173 mm |
| hauteur de lame au ricasso | 25 mm |
| présence casse-goutte | OUI |
| émouture | sabre
haute
ou scandinave |
| β/2 ou demi-angle au sommet du tranchant | 15° |
| épaisseur de lame derrière le tranchant | 0,4 mm |
| logo | IMC X46Cr13, gravure électrochimique |
| manche ou plaquettes | 2
couches superposées de paracorde noire 550
sans les 7 fils
internes, stabilisée avec de la résine
polyester |
| intercalaire | SANS |
| épaisseur maximale du manche | 8,4 mm |
| forme de l'épaisseur du manche | épaisseur
constante |
| rivet(s) | SANS |
| tube passage dragonne | SANS
juste
un perçage Ø6 mm |
| étui | kydex |
| poids seul / avec étui | 61
g
/ 72 g |
SEP-2014: un troisième "Borel II"
CE COUTEAU N'EST PLUS DISPONIBLE.
| type | couteau fixe à plate semelle |
| acier | T7Mo
laminé
à chaud grenaillé de Bonpertuis |
| épaisseur | 3 mm |
| procédé d'obtention | usinage |
| austénisation | au
four
de trempe maison |
| trempe | entre plaques aluminium |
| revenu | au
four,
triple |
| refroidissement en dessous de 0°C | -70°C
(en chambre
climatique), triple |
| dureté |
approx. 60 HRc |
| longueur lame du talon à la pointe | 70 mm |
| longueur developpée de tranchant | 72 mm |
| finition | tirée
en
long |
| longueur totale |
162 mm |
| hauteur de lame au ricasso | 23 mm |
| présence casse-goutte | OUI |
| émouture | plate |
| β/2 ou demi-angle au sommet du tranchant | 15° |
| épaisseur de lame derrière le tranchant | 0,5 mm |
| logo | IMC T7Mo, gravure électrochimique |
| manche ou plaquettes | micarta
maison
sur base de jean |
| intercalaire | fibre vulcanisée rouge de 0,8 mm |
| épaisseur maximale du manche | 13,3 mm |
| forme de l'épaisseur du manche | épaisseur
quasi
constante, s'affine un peu vers l'avant |
| rivet(s) | 1 X Ø3,2 mm et 2 X Ø2 mm, aluminium |
| tube passage dragonne | 1 X Ø6 mm (intérieur 4 mm), aluminium |
| étui | kydex |
| poids seul / avec étui | 63
g
/ 74 g |
AOU-2014: un second "Checatica"
CE COUTEAU N'EST PLUS DISPONIBLE.
Je l'ai offert à Noel à une dame qui je l'espère s'en servira. Contrairement au premier à plate semelle, celui-ci a une soie même pas traversante.
Le tranchant est convexe avec des tangentes à 15° de part et d'autre.
| type | couteau de cuisine façon Santoku
ou Wa Bocho
à soie non traversante |
| acier | X46Cr13
laminé
à froid |
| épaisseur | 1,5 mm |
| procédé d'obtention | usinage |
| austénisation | au
four
de trempe maison |
| trempe | entre plaques aluminium |
| revenu | au
four,
double |
| refroidissement en dessous de 0°C | triple
-50°C,
-18°C et
-18°C |
| dureté |
approx. 60 HRc |
| longueur lame du talon à la pointe | 134 mm |
| longueur developpée de tranchant | 134 mm |
| finition | polie |
| longueur totale |
264 mm |
| hauteur de lame au ricasso | 43 mm |
| présence casse-goutte | NON |
| émouture | plate
et
micro convexe au tranchant |
| β/2 ou demi-angle au sommet du tranchant | 15° |
| épaisseur de lame derrière le tranchant | - |
| logo | IMC X46Cr13, gravure électrochimique |
| manche ou plaquettes | ferule
en
olivier, les côtés en ébène de Macassar
et le centre en
samba. Finition vernis tampon et cire de
carnauba |
| intercalaire | SANS |
| épaisseur maximale du manche | ? mm |
| forme de l'épaisseur du manche | épaisseur
constante |
| rivet(s) | SANS |
| tube passage dragonne | SANS |
| étui | sans,
juste
une protection du tranchant |
| poids seul / avec étui | 95
g
/ - |
J'avais un projet de couteau "normal" dans un roulement à billes. L'acier a cassé aux deux tiers de la bande plate que j'avais réussi à forger. J'ai aplati
davantage les deux tiers restants pour en faire un plat très fin. Très joli bois, ma première lame forgée avec les moyens du bord. Très bonne tenue de
coupe que l'acier à roulements.
| type | couteau d'office, fixe à plate
semelle |
| acier | 100Cr6,
issu
d'une bague extérieure de rlt à billes KBC |
| épaisseur | 1,6 mm |
| procédé d'obtention | forgeage puis usinage |
| austénisation | au
four
de trempe maison |
| trempe | huile
de
colza préchauffée |
| revenu | au
four,
double |
| refroidissement en dessous de 0°C | simple
-50°C |
| dureté |
approx. 60..61 HRc |
| longueur lame du talon à la pointe | 79 mm |
| longueur developpée de tranchant | 80 mm |
| finition | polie |
| longueur totale |
178 mm |
| hauteur de lame au ricasso | 24 mm |
| présence casse-goutte | NON |
| émouture | plate |
| β/2 ou demi-angle au sommet du tranchant | 10° |
| épaisseur de lame derrière le tranchant | 0,36 mm |
| logo | IMC 100Cr6, gravure électrochimique |
| manche ou plaquettes | galeux
d'orme
stabilisé, finition vernis tampon et cire de
carnauba |
| intercalaire | NON |
| épaisseur maximale du manche | 14,2 mm |
| forme de l'épaisseur du manche | double
cône,
croissant, décroissant |
| rivet(s) | 1
X Ø4
mm et 1 X Ø5 mm
(mosaïque maison), laiton |
| tube passage dragonne | 1 X Ø6 mm (intérieur 5 mm), laiton |
| étui | bois,
3
essences superposées, cocobolo, inconnue et
loupe de jarrah
selon un ébéniste, 3 aimants de retenue |
| poids seul / avec étui | 40
g
/ 49 g |
JUL-2014: Le "Buron Ultra slim"
Exploration d'une nouvelle forme, consommation du T508 en stock et mon premier rivet mosaïque maison.
| type | couteau fixe à plate semelle |
| acier | T508
laminé
à chaud grenaillé de Bonpertuis |
| épaisseur | 2,9 mm |
| procédé d'obtention | usinage |
| austénisation | au
four
de trempe maison |
| trempe | entre plaques aluminium |
| revenu | au
four,
double |
| refroidissement en dessous de 0°C | triple
-50°C,
-20°C et
-20°C |
| dureté |
approx. 61..62 HRc |
| longueur lame du talon à la pointe | 82 mm |
| longueur developpée de tranchant | 84 mm |
| finition | polie,
brute
de laminage sur les côtés |
| longueur totale |
177 mm |
| hauteur de lame au ricasso | 29 mm |
| présence casse-goutte | NON |
| émouture | plate |
| β/2 ou demi-angle au sommet du tranchant | 15° |
| épaisseur de lame derrière le tranchant | 0,5 mm |
| logo | IMC T508, gravure électrochimique |
| manche ou plaquettes | micarta
maison
sur base de jean |
| intercalaire | fibre vulcanisée rouge de 0,8 mm |
| épaisseur maximale du manche | 13,4 mm |
| forme de l'épaisseur du manche | double
cône,
croissant, décroissant |
| rivet(s) | mosaïque
maison Ø2 mm,
aluminium et acier |
| tube passage dragonne | 1 X Ø6 mm (intérieur 4 mm), aluminium |
| étui | kydex équipé de "shock cord" (sorte de paracorde élastique) |
| poids seul / avec étui | 82
g
/ 100 g |
JUN-2014: une variante du "Borel II", le "Borel IV"
CE COUTEAU N'EST PLUS DISPONIBLE.
Avec celui du "Brochant", mon plus bel étui. J'y ai fixé un clip maison avec une petite doublure intérieure en cuir fin pour éviter les frottements avec le
manche. Un de mes plus beaux couteaux à ce jour.
| type | couteau fixe à plate semelle |
| acier | T508
laminé
à chaud grenaillé de Bonpertuis |
| épaisseur | 2,9 mm |
| procédé d'obtention | usinage |
| austénisation | au
four
de trempe maison |
| trempe | entre plaques aluminium |
| revenu | au
four,
double |
| refroidissement en dessous de 0°C | triple
-50°C,
-20°C et
-20°C |
| dureté |
approx. 61..62 HRc |
| longueur lame du talon à la pointe | 73 mm |
| longueur developpée de tranchant | 74 mm |
| finition | polie |
| longueur totale |
164 mm |
| hauteur de lame au ricasso | 24 mm |
| présence casse-goutte | OUI |
| émouture | plate |
| β/2 ou demi-angle au sommet du tranchant | 15° |
| épaisseur de lame derrière le tranchant | 0,4 mm |
| logo | IMC T508, gravure électrochimique |
| manche ou plaquettes | wacapou
(vraisemblablement)
et loupe de thuya (sous réserve), finition
vernis tampon et cire de carnauba |
| intercalaire | fibre vulcanisée noire de 0,8 mm |
| épaisseur maximale du manche | 13,8 mm |
| forme de l'épaisseur du manche | double
cône,
croissant, décroissant |
| rivet(s) | 1
X Ø3,2
mm et 2 X Ø2 mm,
aluminium |
| tube passage dragonne | 1 X Ø6 mm (intérieur 4 mm), aluminium |
| étui | cuir
avec
clip ceinture métallique maison passé au
perchlo |
| poids seul / avec étui | 64
g
/ 98 g |
AVR-2014: mon premier pliant, à friction sur dessin de "Borel II"
Porteur de nombreux essais, j'ai fini par fissuré la lame à la dernière trempe.
| type | couteau pliant à friction, avec
palette de type
piémontais |
| acier | XC75
laminé
à froid |
| épaisseur | 3 mm |
| procédé d'obtention | usinage |
| austénisation | au
four
de trempe maison |
| trempe | sélective
avec
gangue réfractaire, eau de pluie |
| revenu | au
four,
double |
| refroidissement en dessous de 0°C | triple
-50°C,
-18°C et
-18°C |
| dureté |
approx. 57..58 HRc |
| longueur lame du talon à la pointe | 73 mm |
| longueur developpée de tranchant | 74 mm |
| finition | brunie
au
perchlorure de fer |
| longueur totale |
166 mm |
| hauteur de lame au ricasso | 24 mm |
| présence casse-goutte | OUI |
| émouture | plate |
| β/2 ou demi-angle au sommet du tranchant | 15° |
| épaisseur de lame derrière le tranchant | 0,2 mm |
| logo | IMC
XC75,
gravure électrochimique presque effacée |
| manche ou plaquettes | cotés
en
noyer, entretoise en samba, aimant de
rétention |
| intercalaire | SANS |
| épaisseur maximale du manche | 12,8 mm |
| forme de l'épaisseur du manche | épaisseur
constante |
| rivet(s) | axe
Ø3.8 mm acier à
ressort,
butée Ø3
mm acier doux et 2 X Ø2 mm
aluminium |
| tube passage dragonne | 1 X Ø6 mm (intérieur 4 mm), aluminium |
| étui | cuir
moulé
avec passant ceinture intégré |
| poids seul / avec étui | 34
g
/ 57 g |
MAR-2014: Le "Brochant" variante Marty, une commande
CE COUTEAU N'EST PLUS DISPONIBLE.
Un amateur de travail du bois m'a proposé de lui faire une lame à monter en échange de quelques
essences de joli bois. Un "Brochant" plus long le satisfaisait. J'ai donc allongé le dessin de la lame,
avec une soie traversante, le tout dans de l'X46Cr13 de 2.5 mm avec une épaisseur de tranchant
assez conservatrice car il voulait couper du saucisson et aller aux champignons. Je ne sais jamais
à quel point les gens peuvent "comprendre" le bon usage d'un couteau, du coup j'ai fait comme
l'industrie: assez costaud et pas trop dur. Résistance avant tout. La photo du bas vient du proprio
après montage en Puukko. Il maitrise le bois, non?
DEC-2013: Le "Chécatica"
Les temps sont durs dans ma tête, je me concentre sur ma cuisine, le lieu et la préparation de nourriture. Je me rends compte que mes couteaux de
cuisine sont bien trop épais, inadéquats. N'est-il pas vrai que c'est toujours le cordonnier le plus mal chaussé? Les trous devaient éviter à la matière
de coller. Mauvaise idée. Bien que cela marche pas mal avec des fruits, ils sont une plaie à nettoyer.
| type | couteau de cuisine façon Santoku
ou Wa Bocho
à plate semelle |
| acier | X46Cr13
laminé
à froid |
| épaisseur | 1,5 mm |
| procédé d'obtention | usinage |
| austénisation | au
four
de trempe maison |
| trempe | entre plaques aluminium |
| revenu | au
four,
double |
| refroidissement en dessous de 0°C | triple
-50°C,
-18°C et
-18°C |
| dureté |
approx. 60 HRc |
| longueur lame du talon à la pointe | 131 mm |
| longueur developpée de tranchant | 132 mm |
| finition | polie |
| longueur totale |
246 mm |
| hauteur de lame au ricasso | 43 mm |
| présence casse-goutte | NON |
| émouture | plate |
| β/2 ou demi-angle au sommet du tranchant | 15° |
| épaisseur de lame derrière le tranchant | 0,4 mm |
| logo | IMC X46Cr13, gravure électrochimique |
| manche ou plaquettes | matière
de
circuit imprimé: résine+fibre de verre |
| intercalaire | PET orange translucide de 0,2 mm |
| épaisseur maximale du manche | 12,6 mm |
| forme de l'épaisseur du manche | épaisseur
constante |
| rivet(s) | 2
X Ø3,2
mm,
aluminium |
| tube passage dragonne | 1 X Ø6 mm (intérieur 4 mm), aluminium |
| étui | sans,
juste
une protection du tranchant |
| poids seul / avec étui | 101
g
/ - |
JUL-2013: Le "Champlain"
Ici le but était d'obtenir un tranchant très dur façon couteau japonais vers 62..64 HRc. Hors trempe sélective, hors approvisionnement d'un acier
déjà laminé, hors possibilité de forge, impossible. J'ai donc dessiné une forme proche des couteaux de cou de Murray Carter autour d'une lame
Lauri PT 77. J'ai repris la forme de la lame en "drop point" et les émoutures scandinaves en plate d'un côté et convexe de l'autre en prenant soin
de ne pas "détremper" l'acier. J'ai recuit localement la soie afin de la percer. J'ai coupé de nombreux câbles en cuivre avec ce couteau, le
tranchant a une durabilité exceptionnelle.
| type | couteau fixe de type Puukko à soie
traversante |
| acier | Fe-C 0.81-Mn 0.56-Si 0.35-Cr 0.54-V 0.161-P 0.01-S 0.004 |
| épaisseur | 3.2
mm |
| procédé d'obtention | découpé,
émoutures
modifiées par ma pomme |
| austénisation | par
induction |
| trempe | huile
de
trempe spécifique CASTROL |
| revenu | ? |
| refroidissement en dessous de 0°C | ? |
| dureté |
63
HRc
au tranchant, 53 HRc au dos |
| longueur lame du talon à la pointe | 74 mm |
| longueur developpée de tranchant | 75 mm |
| finition | polie |
| longueur totale |
164 mm |
| hauteur de lame au ricasso | 20 mm |
| présence casse-goutte | NON |
| émouture | plate
d'un
côté, convexe de l'autre |
| β/2 ou demi-angle au sommet du tranchant | - |
| épaisseur de lame derrière le tranchant | - |
| logo | IMC Lauri PT77, gravure électrochimique |
| manche ou plaquettes | juxtaposition
de
nacre, os de chameau et olivier. La matière
manquante a été
remplacée par de la résine époxy armée de
poudre métallique |
| intercalaire | fibre vulcanisée noire de 0.8 mm |
| épaisseur maximale du manche | ? mm |
| forme de l'épaisseur du manche | épaisseur
quasi
constante, légère décroissance vers l'avant |
| rivet(s) | 5 X Ø2 mm, aluminium |
| tube passage dragonne | 1 X Ø6 mm (intérieur 4 mm), aluminium |
| étui | cuir tanné végétal moulé avec point sellier et fil spécial cuir |
| poids seul / avec étui | 53
g
/ 75 g |
JUN-2013: un outil à pissenlits
Réalisé dans une râpe de cordonnier issue des puces. J'ai creusé une face à la roue et arrondi l'autre, les bords sont légèrement amincis.
la fourche à l'avant doit "coiffer les racines.
Chauffe au four et trempe à l'huile de vidange, revenu simple, dureté approx. "beaucoup trop mou".
La lame est remontée à la trempe (dissymétrie de matière de chaque côté).
Manche en noyer avec fibre intercalaire en joint automibile. 3 rivets alu de 3.2 mm.
Dort au garage avec les autres outils de jardin.
JUN-2013: un second "Borel II"
Le manche est plus épais que le premier, tient mieux en main mais semble esthétiquement trop "lourd".
L'étui que j'ai fait trop juste a été endommagé par le couteau (trop tranchant...), je trouve le buis un peu ennuyeux tant il est uniforme.
| type | couteau fixe à plate semelle |
| acier | T7Mo laminé à chaud grenaillé de Bonpertuis |
| épaisseur | 3 mm |
| procédé d'obtention | usinage |
| austénisation | au
four
de trempe maison |
| trempe | entre plaques aluminium |
| revenu | au
four,
triple |
| refroidissement en dessous de 0°C | triple,
-50°C, -18 et
-18°C |
| dureté |
approx. 58..59 HRc |
| longueur lame du talon à la pointe | 71 mm |
| longueur developpée de tranchant | 73 mm |
| finition | polie |
| longueur totale |
164 mm |
| hauteur de lame au ricasso | 24 mm |
| présence casse-goutte | OUI |
| émouture | plate |
| β/2 ou demi-angle au sommet du tranchant | 15° |
| épaisseur de lame derrière le tranchant | 0,45 mm |
| logo | IMC T7Mo, gravure électrochimique |
| manche ou plaquettes | buis,
finition
vernis tampon et cire de carnauba |
| intercalaire | fibre
vulcanisée
noire de 0.8 mm |
| épaisseur maximale du manche | ? mm |
| forme de l'épaisseur du manche | double
cône
croissant décroissant très léger |
| rivet(s) | 2
X Ø2
mm et 1 X Ø3.2 mm,
aluminium |
| tube passage dragonne | 1 X Ø6 mm (intérieur 4 mm), aluminium |
| étui | cuir tanné végétal avec point sellier et fil spécial cuir |
| poids seul / avec étui | 55
g
/ 76 g |
JUN-2013: un second "Alluviaq"
Celui-là c'était pour tester cette résine acrylique qui pète, façon boule de bowling.
| type | couteau fixe à plate semelle |
| acier | T7Mo laminé à chaud grenaillé de Bonpertuis |
| épaisseur | 3 mm |
| procédé d'obtention | usinage |
| austénisation | au
four
de trempe maison |
| trempe | entre plaques aluminium |
| revenu | au
four,
triple |
| refroidissement en dessous de 0°C | triple,
-70°C en
chambre climatique |
| dureté |
approx. 58..59 HRc |
| longueur lame du talon à la pointe | 76 mm |
| longueur developpée de tranchant | 80 mm |
| finition | polie |
| longueur totale |
176 mm |
| hauteur de lame au ricasso | ? mm |
| présence casse-goutte | OUI |
| émouture | plate |
| β/2 ou demi-angle au sommet du tranchant | 20° |
| épaisseur de lame derrière le tranchant | 0,4 mm |
| logo | IMC T7Mo, gravure électrochimique |
| manche ou plaquettes | résine
acrylique |
| intercalaire | SANS |
| épaisseur maximale du manche | ? mm |
| forme de l'épaisseur du manche | épaisseur
constante |
| rivet(s) | 2
X Ø2
mm et 2 X Ø3.2 mm,
aluminium |
| tube passage dragonne | SANS |
| étui | pas
d'étui
à ce jour |
| poids seul / avec étui | 73
g
/ - |
MAI-2013: Le "Brochant"
PLUS DISPONIBLE MAIS L'ETUI CUIR L'EST ENCORE.
Un petit couteau très élégant et un de mes plus beaux étuis.
| type | couteau fixe à plate semelle |
| acier | T7Mo laminé à chaud grenaillé de Bonpertuis |
| épaisseur | 3 mm |
| procédé d'obtention | usinage |
| austénisation | au
four
de trempe maison |
| trempe | entre plaques aluminium |
| revenu | au
four,
triple |
| refroidissement en dessous de 0°C | triple,
-70°C en
chambre climatique |
| dureté |
approx. 58..59 HRc |
| longueur lame du talon à la pointe | 66 mm |
| longueur developpée de tranchant | 67 mm |
| finition | polie |
| longueur totale |
158 mm |
| hauteur de lame au ricasso | ? mm |
| présence casse-goutte | OUI |
| émouture | plate |
| β/2 ou demi-angle au sommet du tranchant | 20° |
| épaisseur de lame derrière le tranchant | 0,4 mm |
| logo | IMC T7Mo, gravure électrochimique |
| manche ou plaquettes | zébrano,
finition
vernis tampon et cire de carnauba |
| intercalaire | fibre
vulcanisée
noire de 0.8 mm |
| épaisseur maximale du manche | ? mm |
| forme de l'épaisseur du manche | épaisseur
constante |
| rivet(s) | 2
X Ø2
mm et 1 X Ø3.2 mm,
aluminium |
| tube passage dragonne | 1 X Ø6 mm (intérieur 4 mm), aluminium |
| étui | cuir tanné végétal avec point sellier et fil spécial cuir |
| poids seul / avec étui | 54
g
/ 77 g |
MAI-2013: Le "Bédard"
CE COUTEAU N'EST PLUS DISPONIBLE.
Réduction d'un Fallkniven TK-2 afin que le dessin "tienne" dans un plat de 24 mm de largeur. Massette en bout de manche.
Un très joli couteau, mon seul avec une garde doublée d'un intercalaire et un étui plutôt réussi. Il est dommage que sous l'encoche de l'index
le manque de matière m'ait obligé à combler les "trous" avec de la résine époxy.
| type | couteau fixe à plate semelle et
massette |
| acier | T7Mo laminé à chaud grenaillé de Bonpertuis |
| épaisseur | 3 mm |
| procédé d'obtention | usinage |
| austénisation | au
four
de trempe maison |
| trempe | entre plaques aluminium |
| revenu | au
four,
triple |
| refroidissement en dessous de 0°C | triple,
-70°C en
chambre climatique |
| dureté |
approx. 58..59 HRc |
| longueur lame du talon à la pointe | 85 mm |
| longueur developpée de tranchant | 86 mm |
| finition | polie |
| longueur totale |
191 mm |
| hauteur de lame au ricasso | 23.5 mm |
| présence casse-goutte | OUI |
| émouture | plate |
| β/2 ou demi-angle au sommet du tranchant | 15° |
| épaisseur de lame derrière le tranchant | 0,4 mm |
| logo | IMC T7Mo, gravure électrochimique |
| manche ou plaquettes | Micarta
canevas
ivoire, garde en aluminium collée rivée |
| intercalaire | fibre
vulcanisée
rouge de 0.8 mm |
| épaisseur maximale du manche | ? mm |
| forme de l'épaisseur du manche | épaisseur
constante |
| rivet(s) | 2
X Ø5 mm,
inox |
| tube passage dragonne | 1 X Ø6 mm (intérieur 4 mm), aluminium |
| étui | cuir tanné végétal avec point sellier et fil spécial cuir |
| poids seul / avec étui | 88
g
/ 113 g |
MAR-2013: Le "Brador"
Combinaison entre la lame d'un Becker BK-11 ou BK-14 avec un manche de longueur intermédiaire entre celles des manches ESEE Izula I et II.
A partir de ce modèle je me suis plus intensément concentré sur le travail du cuir: cuir du commerce, outils, fil à coudre, technique...
| type | couteau fixe à plate semelle et
massette |
| acier | T508 laminé à chaud grenaillé de Bonpertuis |
| épaisseur | 2.9 mm |
| procédé d'obtention | usinage |
| austénisation | au
four
de trempe maison |
| trempe | entre plaques aluminium |
| revenu | au
four,
triple |
| refroidissement en dessous de 0°C | triple,
-70°C en
chambre climatique |
| dureté |
approx. 59..60 HRc |
| longueur lame du talon à la pointe | 83 mm |
| longueur developpée de tranchant | 85 mm |
| finition | polie |
| longueur totale |
186 mm |
| hauteur de lame au ricasso | ? mm |
| présence casse-goutte | OUI |
| émouture | plate |
| β/2 ou demi-angle au sommet du tranchant | 15° |
| épaisseur de lame derrière le tranchant | 0,4 mm |
| logo | IMC T508, gravure électrochimique |
| manche ou plaquettes | poirier,
finition
vernis tampon et cire de carnauba |
| intercalaire | fibre
vulcanisée
rouge de 0.8 mm |
| épaisseur maximale du manche | ? mm |
| forme de l'épaisseur du manche | double
cône,
croissant, décroissant |
| rivet(s) | 2
X Ø2
mm, aluminium |
| tube passage dragonne | 1 X Ø6 mm, 1 X Ø12 mm, aluminium |
| étui | cuir tanné végétal avec point sellier et fil spécial cuir |
| poids seul / avec étui | 79
g
/ 103 g |
MAR-2013: Le "Borel II"
PLUS DISPONIBL MAIS L'ETUI KYDEX L'EST ENCORE.
J'entre ici dans mon ère "moderne". Outre le four, je dispose depuis ce moment d'un backstand acheté en Italie, un Titangrinder.
La forme basse du manche est obtenue à partir des roues de 250 et 25 mm de diamètre. Cela offre une bonne prise en main. La lame est une "simple"
forme dite "drop point".
| type | couteau fixe à plate semelle |
| acier | T7Mo laminé à chaud grenaillé de Bonpertuis |
| épaisseur | 3 mm |
| procédé d'obtention | usinage |
| austénisation | au
four
de trempe maison |
| trempe | entre plaques aluminium |
| revenu | au
four,
triple |
| refroidissement en dessous de 0°C | triple,
-70°C en
chambre climatique |
| dureté |
approx. 58..59 HRc |
| longueur lame du talon à la pointe | 71 mm |
| longueur developpée de tranchant | 73 mm |
| finition | polie |
| longueur totale |
165 mm |
| hauteur de lame au ricasso | ? mm |
| présence casse-goutte | OUI |
| émouture | plate |
| β/2 ou demi-angle au sommet du tranchant | 15° |
| épaisseur de lame derrière le tranchant | 0,35 mm |
| logo | IMC T7Mo, gravure électrochimique |
| manche ou plaquettes | G10
orange |
| intercalaire | fibre
vulcanisée
noire de 0.8 mm |
| épaisseur maximale du manche | 11 mm |
| forme de l'épaisseur du manche | épaisseur
constante |
| rivet(s) | 2
X Ø2
mm et 1 X Ø3.2 mm,
aluminium |
| tube passage dragonne | 1 X Ø6 mm (intérieur 4 mm), aluminium |
| étui | kydex équipé de "shock cord" depuis (sorte de paracorde élastique) |
| poids seul / avec étui | 56
g
/ 69 g |
JAN-2013: "Abbica"
CE COUTEAU N'EST PLUS DISPONIBLE.
C'est un modèle réduit du Bark river "Gunni", qui ressemble fort à leur modèle de couteau de cou "Necker". Le dessin est adapté afin de "tenir"
dans un plat de 24 mm de large (car c'est ainsi que le T7Mo est livré par Eurotechni). Je l'ai offert à mon collègue de travail de la maintenance
qui me file de nombreux petits coups de pouce, notamment en cas de soudure.
Acier T7Mo Bonpertuis de 3 mm.
Chauffe au four et trempe entre plaques alu puis "cryo", revenu triple, tous "cryo", dureté approx. 58..59 HRc.
Casse-goutte, longueur totale 177 mm. Plaquettes en olivier, 5 rivets et un tube passage dragonne en aluminium.
Intercalaire en fibre vulcanisée noire de 0.8 mm. Marquage aux lettres à frapper, remplacé par une gravure électrochimique depuis.
Etui en cuir issu de mon vieux cartable scolaire.
JAN-2013: "Alluviaq"
La forme de la lame est
inspirée par le modèle "Boss" de Mike Snody et le
manche
est une création à ma sauce.
Acier T7Mo Bonpertuis de 3 mm.
Chauffe au four et trempe entre plaques alu puis "cryo", revenu triple, tous "cryo", dureté approx. 58..59 HRc.
Emouture plate avec demi-angle au sommet de 15° légèrement convexe, épaisseur derrière le tranchant 0.5 mm.
Longueur de lame du talon à la pointe 78 mm, longueur developpée de tranchant 80 mm avec casse-goutte, longueur totale 177 mm.
Plaquettes en résine acrylique et composite résine fibre de verre (matière de circuit imprimé), 5 rivets et un tube passage dragonne en aluminium.
Intercalaire en fibre vulcanisée noire de 0.8 mm. Marquage aux lettres à frapper, remplacé par une gravure électrochimique depuis.
Etui en kydex équipé de "shock cord" depuis (sorte de paracorde élastique), poids seul 77 g, avec étui 95 g.
C'était un essai, le couteau a subi beaucoup d'affûtage et de modifs depuis la photo, une sorte de prototype pour diverses techniques.
La couleur rose c'était simplement pour recycler un morceau de résine offert par Brisa. Pas assez large, je lui ai adjoint la résine composite verte.
Le choix des couleurs est douteux, je répète que j'ai essayé diverses techniques. C'est malgré cela, un "putain" de bon couteau.
Acier T7Mo Bonpertuis de 3 mm.
Chauffe au four et trempe entre plaques alu puis "cryo", revenu triple, tous "cryo", dureté approx. 58..59 HRc.
Emouture plate avec demi-angle au sommet de 15° légèrement convexe, épaisseur derrière le tranchant 0.5 mm.
Longueur de lame du talon à la pointe 78 mm, longueur developpée de tranchant 80 mm avec casse-goutte, longueur totale 177 mm.
Plaquettes en résine acrylique et composite résine fibre de verre (matière de circuit imprimé), 5 rivets et un tube passage dragonne en aluminium.
Intercalaire en fibre vulcanisée noire de 0.8 mm. Marquage aux lettres à frapper, remplacé par une gravure électrochimique depuis.
Etui en kydex équipé de "shock cord" depuis (sorte de paracorde élastique), poids seul 77 g, avec étui 95 g.
C'était un essai, le couteau a subi beaucoup d'affûtage et de modifs depuis la photo, une sorte de prototype pour diverses techniques.
La couleur rose c'était simplement pour recycler un morceau de résine offert par Brisa. Pas assez large, je lui ai adjoint la résine composite verte.
Le choix des couleurs est douteux, je répète que j'ai essayé diverses techniques. C'est malgré cela, un "putain" de bon couteau.
JAN-2013: Le "Barnoin"
C'est un clone à ma
sauce du
modèle "Thrive" de Kyley Harris, un NéoZélandais.
Une vraie plaie à usiner, sans parler de la
calamine.
J'ai prété ce couteau à un collègue chasseur pour essai. Il a dépecé un marcassin et pas de feed back négatif. Les fibres
blanches ouvertes du jean ont absorbé un peu de sang, ce qui lui donne des teintes roses par endroits.
J'ai prété ce couteau à un collègue chasseur pour essai. Il a dépecé un marcassin et pas de feed back négatif. Les fibres
blanches ouvertes du jean ont absorbé un peu de sang, ce qui lui donne des teintes roses par endroits.
| type | couteau fixe à plate semelle |
| acier | D2
(K110
de chez Böhler) laminé à chaud,
grenaillé |
| épaisseur | 3 mm |
| procédé d'obtention | usinage |
| austénisation | au
four
de trempe maison |
| trempe | entre plaques aluminium |
| revenu | au
four,
triple |
| refroidissement en dessous de 0°C | triple,
-70°C, en
chambre climatique |
| dureté |
approx. 60..61 HRc |
| longueur lame du talon à la pointe | 95
mm |
| longueur developpée de tranchant | 98
mm |
| finition | polie |
| longueur totale |
205
mm |
| hauteur de lame au ricasso | 29
mm |
| présence casse-goutte | OUI |
| émouture | plate |
| β/2 ou demi-angle au sommet du tranchant | 20° |
| épaisseur de lame derrière le tranchant | 0.9
mm |
| logo | IMC D2, frappé |
| manche ou plaquettes | micarta
maison
sur base jean |
| intercalaire | fibre vulcanisée rouge de 0,8 mm |
| épaisseur maximale du manche | ? |
| forme de l'épaisseur du manche | épaisseur
constante |
| rivet(s) | 5
X Ø2
mm,
aluminium |
| tube passage dragonne | 1 X Ø6 mm (intérieur 4 mm), aluminium |
| étui | cuir
de
mon vieux cartable scolaire |
| poids seul / avec étui | 112
g
/ 144 g |
DEC-2012: Le "BabyKoubi"
CE COUTEAU N'EST PLUS DISPONIBLE. (LES DEUX DU HAUT).
Je parle du couteau tout en haut de la photo. J'ai essayé de placer le dessin d'un couteau de cou de Murray Carter dans une barre de 24 mm de
largeur. Je n'ai plus ce couteau, je l'ai offert à celle qui partageait ma vie. Elle n'en voulait pas d'abord. J'ai voulu un modèle en inox parce qu'on ne
peut attendre de tout le monde un soin particulier des couteaux. Je l'ai voulu un peu précieux et féminin: petit, pochon en cuir rouge, plaquettes
en os de chameau, rivet mosaïque en inox, autre rivet et tube passage dragonne en inox, intercalaire violet en polypropyplène de 0.8 mm. En
terme de coût, c'est mon couteau le plus cher en matériel à ce jour... Surtout si on songe que pour ce challenge il me fallait tremper de l'inox au
dessus de 1000°C. C'est à cause/grace à lui que je me suis lancé dans la fabrication de mon propre four de trempe. Depuis c'est avec ce four que je
trempe toutes mes lames. L'acier utilisé est du T7Mo de 3 mm de chez Bonpertuis, trempé, refroidit entre plaques aluminium puis à -70°C et avec
triple revenu, tous "cryo". Dureté inconnue mais vers 58..59 HRc sans doute (seul 0.49% des 0.7 de carbone sont dissous à 1100°C dans cet acier).
OCT-2012: le "M(a)ousse"
CE
COUTEAU N'EST PLUS
DISPONIBLE.
Toujours un couteau que je n'ai plus. Je l'ai offert à un très bon ami, Michel dit "Mousse", toujours là pour moi quand ça va mal. Il me considère comme
le petit frère qu'il n'a pas. Il est entier avec un coeur gros comme ça et si vous avez le fromage, il a le caractère.
C'est un de mes couteaux avec le moins de défauts. C'est un petit couteau, de cou. L'acier D2 est une vraie plaie à usiner, sans parler de la calamine.
Ma première lame maladroitement marquée IMC et D2, aux lettres à frapper.
Toujours un couteau que je n'ai plus. Je l'ai offert à un très bon ami, Michel dit "Mousse", toujours là pour moi quand ça va mal. Il me considère comme
le petit frère qu'il n'a pas. Il est entier avec un coeur gros comme ça et si vous avez le fromage, il a le caractère.
C'est un de mes couteaux avec le moins de défauts. C'est un petit couteau, de cou. L'acier D2 est une vraie plaie à usiner, sans parler de la calamine.
Ma première lame maladroitement marquée IMC et D2, aux lettres à frapper.
| type | couteau fixe à plate semelle |
| acier | D2
(K110
de chez Böhler) laminé à chaud,
grenaillé |
| épaisseur | 3 mm |
| procédé d'obtention | usinage |
| austénisation | au
four
de trempe professionnel |
| trempe | entre plaques aluminium |
| revenu | au
four,
triple |
| refroidissement en dessous de 0°C | SANS |
| dureté |
approx. 59..60 HRc |
| longueur lame du talon à la pointe | 75
mm |
| longueur developpée de tranchant | 75
mm |
| finition | polie |
| longueur totale |
175
mm |
| hauteur de lame au ricasso | 29
mm |
| présence casse-goutte | NON |
| émouture | ciseau |
| β/2 ou demi-angle au sommet du tranchant | 20° |
| épaisseur de lame derrière le tranchant | ? |
| logo | IMC D2, frappé |
| manche ou plaquettes | micarta
maison
sur base jean |
| intercalaire | fibre vulcanisée rouge de 0,8 mm |
| épaisseur maximale du manche | ? |
| forme de l'épaisseur du manche | épaisseur
constante |
| rivet(s) | 6
X Ø2
mm,
aluminium |
| tube passage dragonne | 1
trou Ø6 mm, percé dans le
brise-vitre |
| étui | cuir
de
siège automobile et kydex avec paracorde |
| poids seul / avec étui | ?
g / ? g / ? g |
JUL-2012: dans une vieille lime, le "ex-Files"
Couteau fixe à plate semelle. Dessin inspiré de rien du tout. Le couteau me sert dans le jardin et rouille gentiment dans le garage.
| type | couteau fixe à plate semelle |
| acier | lime
/râpe
de marque Öberg acheté aux puces |
| épaisseur | 3 mm |
| procédé d'obtention | usinage |
| austénisation | au
four
de trempe maison |
| trempe | huile
de
vidange |
| revenu | au
four,
simple |
| refroidissement en dessous de 0°C | SANS |
| dureté |
faible
et
inconnue (55..56 HRc?) |
| longueur lame du talon à la pointe | 88 mm |
| longueur developpée de tranchant | 89 mm |
| finition | polie |
| longueur totale |
200 mm |
| hauteur de lame au ricasso | ? mm |
| présence casse-goutte | OUI |
| émouture | plate |
| β/2 ou demi-angle au sommet du tranchant | 20° |
| épaisseur de lame derrière le tranchant | 0.6
mm |
| logo | SANS |
| manche ou plaquettes | teck d'un niveau à bulles des mêmes puces et grenadille |
| intercalaire | papier à joint rouge -qui a blanchi avec l'âge- de 1 mm |
| épaisseur maximale du manche | ? mm |
| forme de l'épaisseur du manche | épaisseur constante |
| rivet(s) | 2
X Ø4 mm, laiton |
| tube passage dragonne | 1
X Ø6 mm (intérieur 5
mm), laiton |
| étui | cuir
de
siège automobile |
| poids seul / avec étui | 101
g
/ 114 g |
JUL-2012: une lame Lauri SS77, le "Rictus"
CE COUTEAU N'EST PLUS DISPONIBLE.
Toujours un couteau que je n'ai plus. Je l'ai offert à un ami, Fred, perdu de vue, parce que dans la vie faut choisir, et choisir, ça veut dire dire non.
Fred est un épicurien, amateur de bon vin, bonne bouffe et bons cigares. D'où l'inox. N'ayant pas suffisamment confiance en mes réalisations à
l'époque j'ai préféré monter une lame du commerce. Une Lauri SS de 77 mm en inox montée en Puukko.
| type | couteau fixe de type Puukko à soie
traversante
matée sur un petit dôme métallique |
| acier | Fe-C 0.479-Mn 0.38-Si 0.37-Cr 14.53-Mo 0.51-Ni 0.09-P 0.019 |
| épaisseur | 3.2
mm |
| procédé d'obtention | ? |
| austénisation | ? |
| trempe | ? |
| revenu | ? |
| refroidissement en dessous de 0°C | ? |
| dureté |
? |
| longueur lame du talon à la pointe | 78 mm |
| longueur developpée de tranchant | 81 mm |
| finition | polie |
| longueur totale |
? mm |
| hauteur de lame au ricasso | ? mm |
| présence casse-goutte | NON |
| émouture | scandinave |
| β/2 ou demi-angle au sommet du tranchant | 9° |
| épaisseur de lame derrière le tranchant | SANS |
| logo | SANS |
| manche ou plaquettes | bois dur exotique inconnu, résine couleur ivoire (appelation commerciale "Juma") et olivier |
| intercalaire | en fibre vulcanisée noire et rouge de 0.8 mm, garde en maillechort |
| épaisseur maximale du manche | ? mm |
| forme de l'épaisseur du manche | épaisseur quasi constante |
| rivet(s) | SANS |
| tube passage dragonne | SANS |
| étui | cuir
de
siège automobile |
| poids seul / avec étui | ?
g / ? g |
JUL-2012: une lame Karesuando SS80, le "Mammouth"
CE COUTEAU N'EST PLUS DISPONIBLE.
Encore un couteau que je n'ai plus. Je l'ai offert à mon meilleur ami, Serge. C'est en comprenant qu'un des échantillons trouvé chez Brisa était une
molaire de mammouth fossilisée que je me suis dit qu'il fallait que j'en fasse un couteau pour Serge, grand amateur d'archéologie (entre autres) et de
treks dans les desserts du monde. J'ai donc incorporé la molaire dans un manche. N'ayant pas suffisamment confiance en mes réalisations à l'époque
(et si sa vie devait en dépendre) j'ai préféré monter une lame du commerce. Une Karesuando de 80 mm.
| type | couteau fixe de type Puukko à soie traversante matée sur un petit dôme métallique |
| acier | Sandvik 12C27 |
| épaisseur | 3.2
mm |
| procédé d'obtention | ? |
| austénisation | ? |
| trempe | ? |
| revenu | ? |
| refroidissement en dessous de 0°C | ? |
| dureté |
? |
| longueur lame du talon à la pointe | ~80 mm |
| longueur developpée de tranchant | ? |
| finition | polie |
| longueur totale |
? |
| hauteur de lame au ricasso | ? |
| présence casse-goutte | NON |
| émouture | scandinave |
| β/2 ou demi-angle au sommet du tranchant | ? |
| épaisseur de lame derrière le tranchant | SANS |
| logo | NON |
| manche ou plaquettes | résine
couleur
ivoire (appelation commerciale "Juma"),
molaire de mammouth fossilisée/bois dur exotique inconnu, olivier, finition vernis tampon et cire de carnauba |
| intercalaire | fibre vulcanisée rouge de 0.8 mm derrière une garde en maillechort |
| épaisseur maximale du manche | ? mm |
| forme de l'épaisseur du manche | épaisseur quasi constante |
| rivet(s) | SANS |
| tube passage dragonne | SANS |
| étui | cuir
de
siège automobile |
| poids seul / avec étui | ?
g / ? g |
JUN-2012: un Enzo Elver en kit
CE COUTEAU N'EST PLUS DISPONIBLE.
Un Enzo Elver en kit que j'ai assemblé pour l'offrir à mon frère. Ne l'ayant plus, je cite de mémoire.
Acier D2 60..61 HRc, 3.6 mm d'épaisseur. Emouture plate, demi-angle au sommet 26° (!).
Plaquettes amovibles en bouleau madré avec un compartiment creusé au centre. Tube passage
dragonne en inox. Intercalaire en polypropylène rouge de 0.8 mm. Etui cuir.
JUN-2012: Le "Patron"
Couteau fixe à plate semelle. Inspiré des gros modèles "Boss" de Mike Snody.
Le manche a été repris depuis la photo et il est beaucoup plus arrondi et fin (on le voit en page d'accueil).
| type | couteau fixe à plate semelle |
| acier | XC75
DNH7
de chez Bonpertuis laminé à chaud, grenaillé |
| épaisseur | 4
mm ramené à 3.2 mm à la rectifieuse plane |
| procédé d'obtention | usinage |
| austénisation | au
four
de trempe professionnel |
| trempe | huile
de
trempe spécifique |
| revenu | au
four,
simple |
| refroidissement en dessous de 0°C | SANS |
| dureté |
approx.
58
HRc |
| longueur lame du talon à la pointe | 91 mm |
| longueur developpée de tranchant | 92 mm |
| finition | polie |
| longueur totale |
200 mm |
| hauteur de lame au ricasso | ? mm |
| présence casse-goutte | NON |
| émouture | ciseau
(plate
d'un côté, scandinave de l'autre) |
| β/2 ou demi-angle au sommet du tranchant | 20° |
| épaisseur de lame derrière le tranchant | 0.8 mm |
| logo | SANS |
| manche ou plaquettes | composite résine-fibre de verre (c'est la matière des circuits imprimés) |
| intercalaire | PET orange transparent de 0.2 mm |
| épaisseur maximale du manche | ? mm |
| forme de l'épaisseur du manche | épaisseur constante |
| rivet(s) | 3
X Ø4 mm, laiton |
| tube passage dragonne | 1
X Ø6 mm (intérieur 5
mm), laiton |
| étui | cuir
de
siège automobile |
| poids seul / avec étui | 131
g
/ 147 g |
MAI-2012: "Zebra3", sur base de lame Lauri PT Skinner
Couteau fixe à soie traversante. Toujours un Puukko. Le nom rappelera Starsky et Hutch aux plus anciens.
La lame provient du commerce, c'est une Lauri PT (Progressive Tempering = trempe selective) Skinner.
Duretés du tranchant 63 HRc (c'est exceptionnel; pour le tranchant) et du dos 53 HRc (pour la résilience).
Le "Juma" est fissuré à deux endroits.
| type | couteau fixe de type Puukko à soie
traversante non
débouchante |
| acier | Fe-C 0.81-Mn 0.56-Si 0.35-Cr 0.54-V 0.161-P 0.01-S 0.004 |
| épaisseur | 3.2
mm |
| procédé d'obtention | découpé |
| austénisation | par
induction |
| trempe | huile
de
trempe spécifique CASTROL |
| revenu | ? |
| refroidissement en dessous de 0°C | ? |
| dureté |
63
HRc
au tranchant, 53 HRc au dos |
| longueur lame du talon à la pointe | 95 mm |
| longueur developpée de tranchant | 100 mm |
| finition | polie |
| longueur totale |
197 mm |
| hauteur de lame au ricasso | 27 mm |
| présence casse-goutte | NON |
| émouture | scandinave |
| β/2 ou demi-angle au sommet du tranchant | 9° |
| épaisseur de lame derrière le tranchant | SANS |
| logo | LpT,
frappé |
| manche ou plaquettes | résine couleur ivoire (appelation commerciale "Juma") et grenadille avec garde en maillechort de 3 mm |
| intercalaire | rouge en fibre vulcanisée de 0.8 mm |
| épaisseur maximale du manche | ? mm |
| forme de l'épaisseur du manche | épaisseur quasi constante |
| rivet(s) | SANS |
| tube passage dragonne | SANS |
| étui | cuir
de
siège automobile |
| poids seul / avec étui | 117
g
/ 136 g |
MAR-2012: une lame Lauri PT 77
Couteau fixe à soie traversante. C'est ce qu'on appelle un Puukko.
La lame provient du commerce, c'est une Lauri PT (Progressive Tempering = trempe selective) de 77 mm.
Duretés du tranchant 63 HRc (c'est exceptionnel; pour le tranchant) et du dos 53 HRc (pour la résilience).
| type | couteau fixe de type Puukko à soie
traversante |
| acier | Fe-C 0.81-Mn 0.56-Si 0.35-Cr 0.54-V 0.161-P 0.01-S 0.004 |
| épaisseur | 3.2
mm |
| procédé d'obtention | découpé |
| austénisation | par
induction |
| trempe | huile
de
trempe spécifique CASTROL |
| revenu | ? |
| refroidissement en dessous de 0°C | ? |
| dureté |
63
HRc
au tranchant, 53 HRc au dos |
| longueur lame du talon à la pointe | 78 mm |
| longueur developpée de tranchant | 81 mm |
| finition | polie |
| longueur totale |
184 mm |
| hauteur de lame au ricasso | ? mm |
| présence casse-goutte | NON |
| émouture | scandinave |
| β/2 ou demi-angle au sommet du tranchant | 9° |
| épaisseur de lame derrière le tranchant | SANS |
| logo | LpT,
frappé |
| manche ou plaquettes | résine acrylique, grenadille et olivier avec garde et talon de manche (non monté pour la photo mais visible sur la page d'accueil) en laiton de 3 mm |
| intercalaire | 3 intercalaires rouges en polypropylène de 0.4 mm |
| épaisseur maximale du manche | 20 mm |
| forme de l'épaisseur du manche | épaisseur quasi constante |
| rivet(s) | SANS |
| tube passage dragonne | SANS |
| étui | cuir
de
siège automobile |
| poids seul / avec étui | 72
g
/ 86 g |
MAR-2012: Le "Lancelot"
Couteau fixe à plate semelle. Inspiré du couteau pliant "Le Français" de l'Atelier Perceval. Sympa pour manger un steak, mais pas dans une assiette
à cause de la dureté de la céramique qui abîme vite les tranchants rasoir.
| type | couteau fixe à plate semelle |
| acier | XC75
DNH7
de chez Bonpertuis laminé à chaud, grenaillé |
| épaisseur | 4
mm ramené à 3 mm à la rectifieuse plane |
| procédé d'obtention | usinage |
| austénisation | au
four
de trempe professionnel |
| trempe | huile
de
trempe spécifique |
| revenu | au
four,
simple |
| refroidissement en dessous de 0°C | SANS |
| dureté |
approx.
58
HRc |
| longueur lame du talon à la pointe | 85 mm |
| longueur developpée de tranchant | 86 mm |
| finition | polie |
| longueur totale |
199 mm |
| hauteur de lame au ricasso | ? mm |
| présence casse-goutte | OUI |
| émouture | convexe |
| β/2 ou demi-angle au sommet du tranchant | 20° |
| épaisseur de lame derrière le tranchant | 1 mm |
| logo | SANS |
| manche ou plaquettes | résine
acrylique |
| intercalaire | SANS |
| épaisseur maximale du manche | ? mm |
| forme de l'épaisseur du manche | épaisseur constante |
| rivet(s) | 3
X Ø4 mm, laiton |
| tube passage dragonne | 1
X Ø6 mm (intérieur 5
mm), laiton |
| étui | cuir
de
siège automobile |
| poids seul / avec étui | 79
g
/ 91 g |
MAR-2012: Le "Youkaitradibushcraft"
Couteau fixe à plate semelle. Inspiré du couteau de Bushcraft britannique façon Woodlore. L'émouture scandinave n'a pas d'arête secondaire et
le couteau est très agressif, notamment sur du bois.
| type | couteau fixe à plate semelle |
| acier | XC75
DNH7
de chez Bonpertuis laminé à chaud, grenaillé |
| épaisseur | 4 mm |
| procédé d'obtention | usinage |
| austénisation | au
four
de trempe professionnel |
| trempe | huile
de
trempe spécifique |
| revenu | au
four,
simple |
| refroidissement en dessous de 0°C | SANS |
| dureté |
approx.
58
HRc |
| longueur lame du talon à la pointe | 98 mm |
| longueur developpée de tranchant | 100 mm |
| finition | polie |
| longueur totale |
209 mm |
| hauteur de lame au ricasso | ? mm |
| présence casse-goutte | OUI |
| émouture | scandinave |
| β/2 ou demi-angle au sommet du tranchant | 9° |
| épaisseur de lame derrière le tranchant | SANS |
| logo | SANS |
| manche ou plaquettes | hêtre
d'un
manche d'outil, démontable, compartiment
secret à
l'intérieur |
| intercalaire | joint
en
fibre de provenance automobile de 0.8 mm |
| épaisseur maximale du manche | ? mm |
| forme de l'épaisseur du manche | quadruple cône, décroisant, croissant, décroissant, croissant |
| rivet(s) | 2
entretoises filetée, laiton, 4 vis vis à tête
fraisée, inox |
| tube passage dragonne | 1
X Ø6 mm (intérieur 4
mm), en deux parties,
laiton |
| étui | cuir
de
siège automobile |
| poids seul / avec étui | 155
g
/ 177 g |
DEC-2011..JAN-2012: "Izumodi4", mon premier couteau
A vrai dire ce n'est pas mon tout à fait mon premier couteau. Le premier je l'ai fait vers 10 ans, en vacances chez ma grand-mère maternelle en Allemagne, avec un bout de bois et un morceau de fer blanc trouvés sur l'établi de feu mon grand-père. J'y avais dessiné des animaux et je jouais à l'indien d'Amérique dans le jardin, Winnetou pour les plus érudits parmi vous.
La lame reprend la forme général de l'Izula de ESEE avec 5 mm de plus. Le manche reprend la forme de nombreux "Bark River" avec une longueur
comprise entre celle de l'Izula et de l'Izula II.
| type | couteau fixe à plate semelle |
| acier | XC75
DNH7
de chez Bonpertuis laminé à chaud, grenaillé |
| épaisseur | 4 mm |
| procédé d'obtention | usinage |
| austénisation | à
la lampe à souder |
| trempe | huile
de
vidange |
| revenu | au
four,
double |
| refroidissement en dessous de 0°C | SANS |
| dureté |
inconnue,
trop
faible |
| longueur lame du talon à la pointe | 72 mm |
| longueur developpée de tranchant | 73 mm |
| finition | polie |
| longueur totale |
167 mm |
| hauteur de lame au ricasso | 25 mm |
| présence casse-goutte | OUI |
| émouture | plate |
| β/2 ou demi-angle au sommet du tranchant | 20° |
| épaisseur de lame derrière le tranchant | 1 mm |
| logo | SANS |
| manche ou plaquettes | micarta
maison
sur base jean, démontable, compartiment secret
à
l'intérieur |
| intercalaire | SANS |
| épaisseur maximale du manche | ? mm |
| forme de l'épaisseur du manche | double cône, croissant, décroissant |
| rivet(s) | 2
entretoises filetée, laiton, 4 vis vis à tête
fraisée, inox |
| tube passage dragonne | 1
X Ø6 mm (intérieur 4
mm), en deux parties,
laiton |
| étui | kydex |
| poids seul / avec étui | 92
g
/ 114 g |