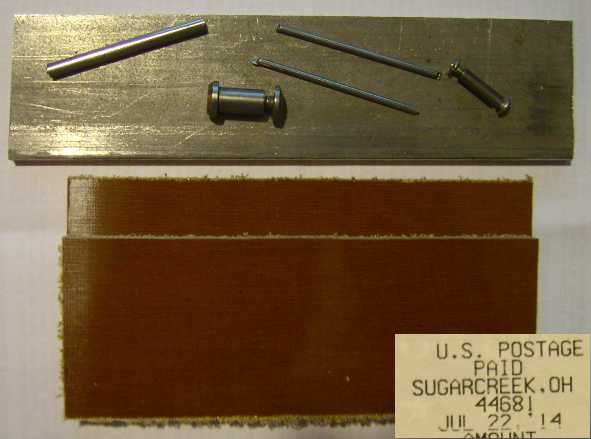
Expédiés le 22-JUL-2014: deux plaquettes de micarta marron de 105 X 40 X 5 [mm], deux rivets aciers
de 1/16" X 40 mm, un rivet acier de 1/8" X 40 mm, 1 vis pivot de 3/16" X 3/8", 1 autre de 1/8" X 3/8"
et un plat d'acier inconnu de 130 X 32 X 4.65 [mm]. Que voulez que je fasse d'un bout de ferraille de
presque 5 mm d'épaisseur dans un pliant à friction? Je suppose que c'est pour pouvoir découper une
entretoise dans une chute du micarta de 5 mm qu'on pourra réduire à l'épaisseur du plat d'acier.

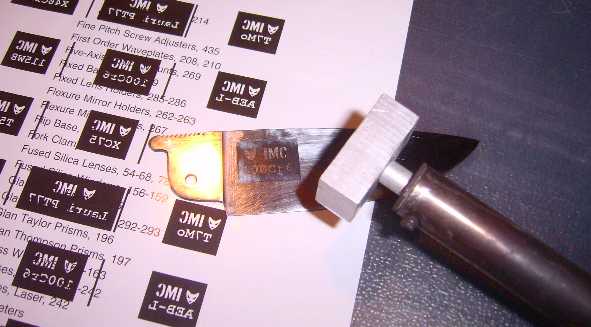
Dans la bague extérieure d'un roulement, j'avais tenté de forger un plat pour en faire un couteau d'office.
Une chauffe un instant trop long au chalumeau oxyacétylénique et un morceau s'en était détaché (en
vignette en haut à droite). Je l'ai forgé pour obtenir un plat approximatif moins épais que celui du kit.
Brut, il fait environ 3 mm au niveau du talon de la lame (au pivot) et s'amincit vers 2 mm.

Je repars sur un projet de "Borel II" mais cette fois la palette/lentille sera beaucoup plus courte et arrondie pour ne pas abîmer les vêtements ou
blesser le porteur à la couenne. Je compte aussi intégrer un ou plusieurs petits aimants pour assurer un peu la position fermée en cas de jeu au
pivot (bien que rattrapable à cause des vis).

Report du contour sur une plaquette.

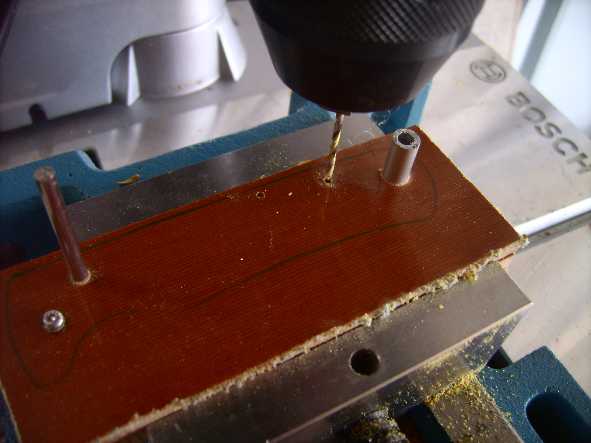
Maintien des deux plaquettes ensemble par pince étaut et perçage du trou d'axe (le pivot).

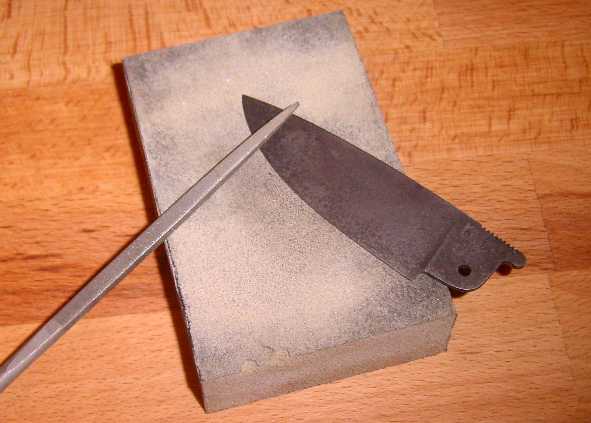
Puisque forgée ma lame est légèrement "conique". Elle fait 1.97 mm d'épaisseur au niveau du pivot.

Et 1.25 mm à la pointe.

(1.97-1.25)/2=0.72/2=0.36 mm. J'ai cherché quelque chose de cette épaisseur approximative.
En l'occurence trois couches de vieille papillotte inox.
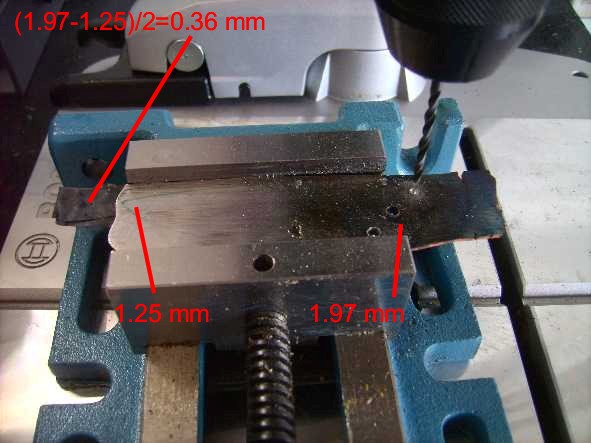
J'ai donc réhaussé l'avant de la lame de 0.36 mm afin que les trous soitent bien perpendiculaires
au plan médian de la lame.

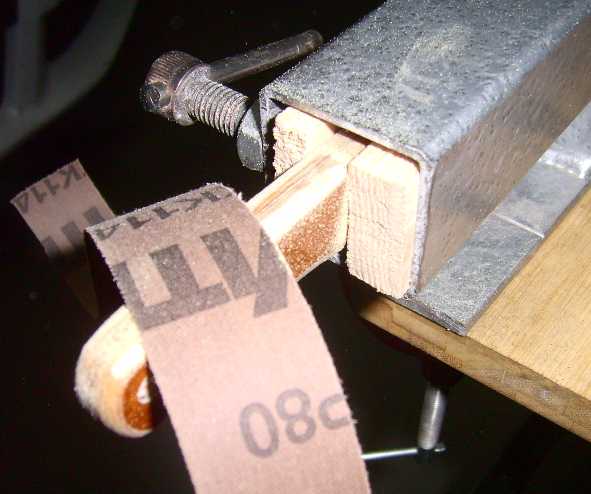
Avec un axe de 1/8" placé dans les plaquettes et la lame, je me suis servi de la lame comme guide
de perçage pour le trou de la butée de fin de course dans les plaquettes.
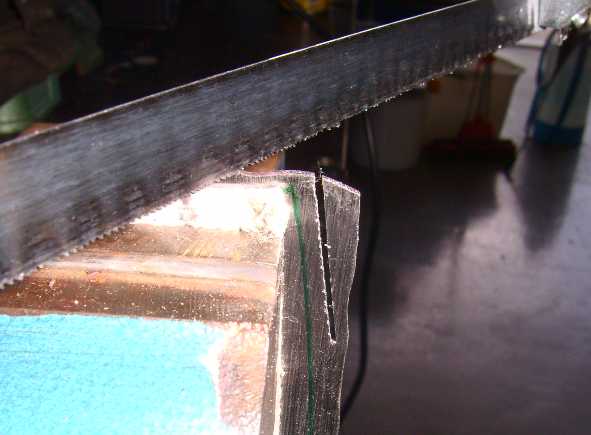
Dégrossissage de la lame à la scie à métaux.

Voilà le résultat.

Façonnage plus fin du contour au bac à P36, 100 et 220. J'ai gardé la palette longue pour avoir un
point d'appui lors de l'émouture.

Axe et butée placées dans les plaquettes pincées par la pince étau, j'ai percé le trou du tube de
passage de la dragonne...
Et celui des deux rivets (sans pince car le tube maintient les deux plaquettes immobiles l'une par par
rapport à l'autre)

En gardant l'axe et la butée sur une plaquette, on peut tracer la limite de l'entretoise.

Nouveau dessin du contour des plaquettes en se servant des positions réelles des trous.
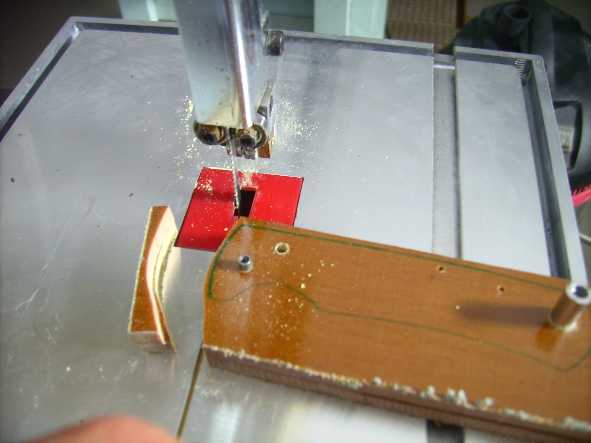
Les deux plaquettes sont positionnées grace à l'axe et au tube puis dégrossies à la scie à ruban.

Elles sont façonnée au back au P100.

Un gros chanfrein est fait à la main afin de gagner du temps lors de la confection des congés.

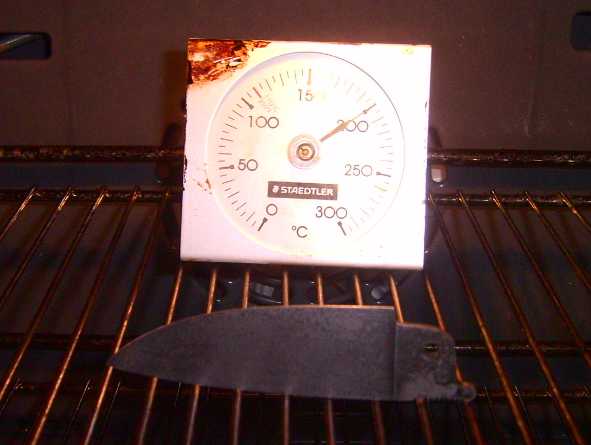
Emouture plate de part et d'autre au P60, 100, 220 et 400 en vue de la trempe (plus les rayures
sont fines, plus les amorces de rupture qu'elles sont auront un faible impact au refroidissement brutal
du métal)

Maintenant que je n'ai plus besoin de la palette pour la fixation sur mon guide improvisé pour l'émouture,
je la scie. Comme écrit ailleurs, la palette de mon premier pliant est trop agressive pour la couenne
et les vêtements.

Un arrondi est réalisé au back.

Pour faciliter l'ouverture malgré la disparition du "levier" bien pratique que représente la palette,
J'ai limé des stries avec ma lime spéciale.

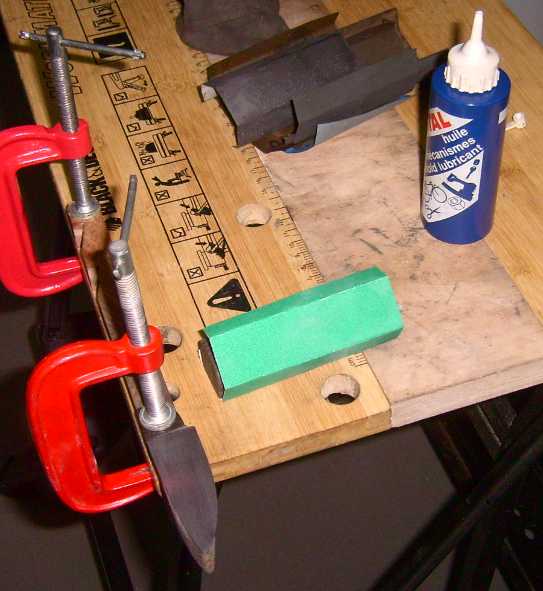
N'ayant aucune matière pour faire l'entretoise et après une revue des couleurs suceptibles de se marier
harmonieusement avec le "brown canvas micarata", j'ai décidé de faire une petite plaque de 2 mm
de micarta maison sur base jean. On voit les 3 couches de jean dans le coin de ma presse copiée sur
celle de Guy Noble et deux petites cales en aluminium de 2 mm afin d'avoir une hauteur constante
lors de la mise sous presse. La cartouche de butane vide retournée sur la balance me sert seulement
de receptacle pour le mélange de la résine polyester. Je n'ai pas filmé le processus parce que c'est
une véritable couchonnerie pour les doigts et que le temps de prise de la résine est rapide.