01-FEV-2012
Le soir j'ai découpé avec la scie circulaire (qui m'avait surtout servi pour la construction de la bicoque) deux plaquettes d'environ 115 X 35 X 15 [mm] dans un des morceaux de chêne. C'était assez "chaud" point de vue sécurité. Ensuite j'ai poncé une des grandes faces sur une planche bien droite (une porte en rab de ma cuisine IKEA) avec une feuille de papier de verre. Soit je m'y prends mal, soit la planche n'est pas assez plane mais impossible d'avoir des faces bein planes, elles sont (très) légèrement convexes quoi que je fasse.
Comme j'ai pour projet de mettre un petit intercalaire esthétique entre manche et plaquette, j'ai fait des essais avec du papier à joint que je possède depuis fort longtemps. Le premier de couleur rouge bien décolorée qui fait environ 1 mm d'épaisseur (0.96 mm en fait) et un vert en meilleur état mais de 0.5 mm (0.56):
- l'intercalaire classique en coutellerie est une matière vulcanisée et teintée dans la masse
- idéalement elle fait 0.8 mm d'épaisseur
- un rouge qui "pète" contraste bien avec une matière de plaquettes sombres (comme sur l'Enzo Trapper)
- alors que je trouve un vert asseez joli avec un bois clair
Ici mon chêne est assez claire donc je privilégierai plutôt l'intercalaire vert mais il est trop fin. De plus une fois imbibé de durcisseur, le chêne devrait avoir une couleur de bois mouillé. Ça donnera quoi? Et puis est-ce assez solide du papier à joint? Certainement pas... Bref je me tâte encore...

Mes vieux papiers à joint, les plaquettes de chêne recto et verso, le couteau à son stade actuel. Notez
le reflet de l'objectif dans l'émouture polie miroir. Hé hé...
Le soir j'ai découpé avec la scie circulaire (qui m'avait surtout servi pour la construction de la bicoque) deux plaquettes d'environ 115 X 35 X 15 [mm] dans un des morceaux de chêne. C'était assez "chaud" point de vue sécurité. Ensuite j'ai poncé une des grandes faces sur une planche bien droite (une porte en rab de ma cuisine IKEA) avec une feuille de papier de verre. Soit je m'y prends mal, soit la planche n'est pas assez plane mais impossible d'avoir des faces bein planes, elles sont (très) légèrement convexes quoi que je fasse.
Comme j'ai pour projet de mettre un petit intercalaire esthétique entre manche et plaquette, j'ai fait des essais avec du papier à joint que je possède depuis fort longtemps. Le premier de couleur rouge bien décolorée qui fait environ 1 mm d'épaisseur (0.96 mm en fait) et un vert en meilleur état mais de 0.5 mm (0.56):
- l'intercalaire classique en coutellerie est une matière vulcanisée et teintée dans la masse
- idéalement elle fait 0.8 mm d'épaisseur
- un rouge qui "pète" contraste bien avec une matière de plaquettes sombres (comme sur l'Enzo Trapper)
- alors que je trouve un vert asseez joli avec un bois clair
Ici mon chêne est assez claire donc je privilégierai plutôt l'intercalaire vert mais il est trop fin. De plus une fois imbibé de durcisseur, le chêne devrait avoir une couleur de bois mouillé. Ça donnera quoi? Et puis est-ce assez solide du papier à joint? Certainement pas... Bref je me tâte encore...
Mes vieux papiers à joint, les plaquettes de chêne recto et verso, le couteau à son stade actuel. Notez
le reflet de l'objectif dans l'émouture polie miroir. Hé hé...
02-FEV-2012
J'ai percé les trous dans les plaquettes. Le passage dragonne au fôret à bois de daimètre 8 mm. le trou est bien triop grand pour mes tubes. Bizarre. Je mélangerai donc un peu sciure avec la colle époxy au moment de leur collage pour combler le vide. Pour les inserts filetés, j'ai percé à 6.4 avec le foret à métal. Ici le trou est un peu trop petit, les inserts ne passaient pas. J'ai dû repasser plusieurs fois le fôret. Au passage ce chêne est si dur qu'il se laisse très bien usiner, infiniment mieux que le pin par exemple.
Avec le lapidaire du combiné j'ai essayé de façonner des parallélépipèdes à peu près d'équerre. Puis avec les inserts en place j'ai tracé le contour du manche. Contour que j'ai façonné avec une bande neuve de 50 en laissant environ 0.5 mm de surplus tout autour. Attention la bande est très gourmande. On a vite fait de retirer trop de bois. J'ai ensuite mis les deux plaquettes ensemble afin de les mettre à la même longueur à l'avant du manche. A cet endroit j'ai alors fait deux chanfreins à 45°.

Plaquettes façonnées au contour avec 0.5 mm de matière en trop, une longueur identique à l'avant
et sans les chanfreins à cet endroit.
J'ai ensuite
tracé un contour grossier au crayon de papier. Contour que j'ai
façonné grossièrement à main levée.
Là je suis tombé sur un noeud qui revèle une
vilaine trace sur la plaquette gauche sur 3/4 de la longueur totale.
J'ai poursuivi le dégrossissage à la bande de 120.
Là j'ai encore fait une connerie. A un petit endroit j'ai
"bouffé" trop de bois. On voit le manche. Ah bravo. En attendant
mieux j'ai fini un peu le tout à la bande de 400. Tout cela
n'est encore assez arrondi.

Les catastrophes sont sur l'autre plaquette. Dois-je en refaire une? Dans l'état: 157 g.
Manque de matière.
Au cours de la journée, j'ai aussi montré à plusieurs personnes mes intercalaires vert et rouge passé. Tout le monde trouve mon vert immonde. Je dois vraiment avoir un goût de chiotte.
03-FEV-2012
Bon c'est décidé, je refais deux plaquettes mais en frêne blanc. En y regardant de plus près, je me suis aperçu qu'il n'y a pas de manche de couteau en chêne. Pourquoi? Hypothèse perso suite à de saines lectures: il semble que le chêne ait une propension à se fendre à la longue.
Mes morceaux de frêne blanc issus du manche de la bêche Senlis et déjà imbibés de durcisseur à bois ne sont pas encore suffisamment plan. Comme j'ai eu toutes les difficultés de monde à aplanir de façon acceptable une face des plaquettes en chêne, que faire? J'ai tout essayé sauf encore à changer d'abrasif. Mon papier à poncer le bois est de qualité sans doute médiocre puisque c'est un lot complet que je possède depuis longtemps.
Après le boulot un crochet chez Casto. Y a du premier prix qui ressemble étrangement au mien, de la marque distributeur et du Norton, très cher. Un type passant par le rayon se plaint du prix exorbitant du papier à poncer les carrosseries. On discute et il me recommande aussi d'essayer une petite cale souple de chez Norton. A 1.85 EUR, face aux 5.50 à 7.15 EUR des lots de 3 feuilles Norton, je ne suis plus à ça près.

80, 120 et 180 et la petite cale. 22 EUR passés.
Les catastrophes sont sur l'autre plaquette. Dois-je en refaire une? Dans l'état: 157 g.
Manque de matière.
Au cours de la journée, j'ai aussi montré à plusieurs personnes mes intercalaires vert et rouge passé. Tout le monde trouve mon vert immonde. Je dois vraiment avoir un goût de chiotte.
03-FEV-2012
Bon c'est décidé, je refais deux plaquettes mais en frêne blanc. En y regardant de plus près, je me suis aperçu qu'il n'y a pas de manche de couteau en chêne. Pourquoi? Hypothèse perso suite à de saines lectures: il semble que le chêne ait une propension à se fendre à la longue.
Mes morceaux de frêne blanc issus du manche de la bêche Senlis et déjà imbibés de durcisseur à bois ne sont pas encore suffisamment plan. Comme j'ai eu toutes les difficultés de monde à aplanir de façon acceptable une face des plaquettes en chêne, que faire? J'ai tout essayé sauf encore à changer d'abrasif. Mon papier à poncer le bois est de qualité sans doute médiocre puisque c'est un lot complet que je possède depuis longtemps.
Après le boulot un crochet chez Casto. Y a du premier prix qui ressemble étrangement au mien, de la marque distributeur et du Norton, très cher. Un type passant par le rayon se plaint du prix exorbitant du papier à poncer les carrosseries. On discute et il me recommande aussi d'essayer une petite cale souple de chez Norton. A 1.85 EUR, face aux 5.50 à 7.15 EUR des lots de 3 feuilles Norton, je ne suis plus à ça près.
80, 120 et 180 et la petite cale. 22 EUR passés.
04-FEV-2012
Je ponce la face plate des morceaux de frêne avec une première feuille de 120 posée sur ma porte de cuisine IKEA blanche laquée en rab. Preuve est encore faite que les bons outils font toute la différence: en 30 secondes de ponçage la face est plate, bien mieux que tout ce que j'ai pu obtenir sur le chêne. Un petit coup de finition à 180 et on n'en parle plus. C'est plié. Une rigolade de 5 minutes dont 4 minutes ont servi à préparer et ranger le matos. Le papier Norton Expert semble avoir un rendement surprenant (taux de matière enlevée).
Du coup j'enquille directement sur le perçage. Cette fois j'ai pris aussi un foret à métal de 8 mm pour le demi-tube du passage dragonne suite au trou désastreux du fôret à bois sur les premières plaquettes en chêne. Vue la géométrie des plaquettes en frêne, il m'a fallu ruser: comment faire un trou perpendiculaire à la face plane posée sur la table en attaquant une surface arrondie? La solution m'est finalement venue: il suffit de retourner la table!

Il m'a fallu un second serre-joint. Ici la pince sert uniqement pour les besoins de la photo.
Je ponce la face plate des morceaux de frêne avec une première feuille de 120 posée sur ma porte de cuisine IKEA blanche laquée en rab. Preuve est encore faite que les bons outils font toute la différence: en 30 secondes de ponçage la face est plate, bien mieux que tout ce que j'ai pu obtenir sur le chêne. Un petit coup de finition à 180 et on n'en parle plus. C'est plié. Une rigolade de 5 minutes dont 4 minutes ont servi à préparer et ranger le matos. Le papier Norton Expert semble avoir un rendement surprenant (taux de matière enlevée).
Du coup j'enquille directement sur le perçage. Cette fois j'ai pris aussi un foret à métal de 8 mm pour le demi-tube du passage dragonne suite au trou désastreux du fôret à bois sur les premières plaquettes en chêne. Vue la géométrie des plaquettes en frêne, il m'a fallu ruser: comment faire un trou perpendiculaire à la face plane posée sur la table en attaquant une surface arrondie? La solution m'est finalement venue: il suffit de retourner la table!
Il m'a fallu un second serre-joint. Ici la pince sert uniqement pour les besoins de la photo.
Il semble que le
durcisseur ait tout de même un peu pénétré
le frêne malgré l'absence de coloration en profondeur: au
perçage la chaleur fait ressortir l'odeur très prenante
du toluène (ou un truc dont votre instinct/blaire vous dit
immédiatement que c'est très mauvais pour votre
santé).
Le premier trou me sert à positionner la plaquette sur le manche avec l'aide du centrage court du demi-tube en laiton. Je me sers ensuite du couteau pour guider les deux autres perçage. Ensuite dans la seconde plaquette dont le passage dragonne a été percé en premier lieu je fais chevaucher un demi tube entre les deux plaquettes et je me sers des trous de la première comme guide pour percer ceux de la seconde.
05-FEV-2012
J'ai façonné les nouvelles plaquettes en frêne balnc au combiné. Bande de 50, puis 120. Pour l'instant il reste de la matière. Pas facile de "voir" la forme définitive dans la plaquette. Il faut souvent s'arrêter pour contrôler, observer. C'est dur pour quelqu'un de si impatient que moi. Etant arrivé plus en profondeur dans le bois, l'odeur du durcisseur est toujours présente. Alors peut-être n'est-il pas allé en masse jusqu'au coeur mais nul doute qu'une certaine quantité de durcisseur y soit arrivé. Avant de poursuivre de façon plus fine, j'ai collé les plaquettes sur les morceaux de papier à joint de 1 mm d'épaisseur, de couleur rouge passé, limite rose ou brique.

Après le premier façonnage de la forme du contour du manche et un début d'arrondi ainsi que le
chanfrein à 45° à l'avant.

Le premier trou me sert à positionner la plaquette sur le manche avec l'aide du centrage court du demi-tube en laiton. Je me sers ensuite du couteau pour guider les deux autres perçage. Ensuite dans la seconde plaquette dont le passage dragonne a été percé en premier lieu je fais chevaucher un demi tube entre les deux plaquettes et je me sers des trous de la première comme guide pour percer ceux de la seconde.
05-FEV-2012
J'ai façonné les nouvelles plaquettes en frêne balnc au combiné. Bande de 50, puis 120. Pour l'instant il reste de la matière. Pas facile de "voir" la forme définitive dans la plaquette. Il faut souvent s'arrêter pour contrôler, observer. C'est dur pour quelqu'un de si impatient que moi. Etant arrivé plus en profondeur dans le bois, l'odeur du durcisseur est toujours présente. Alors peut-être n'est-il pas allé en masse jusqu'au coeur mais nul doute qu'une certaine quantité de durcisseur y soit arrivé. Avant de poursuivre de façon plus fine, j'ai collé les plaquettes sur les morceaux de papier à joint de 1 mm d'épaisseur, de couleur rouge passé, limite rose ou brique.
Après le premier façonnage de la forme du contour du manche et un début d'arrondi ainsi que le
chanfrein à 45° à l'avant.
Après une phase de
façonnage plus fin. Collage et serrage. La plaque est ma vieille
porte de cuisine
Ikea, recouverte de papier sulfurisé en cas de débordement de la colle époxy.
Ikea, recouverte de papier sulfurisé en cas de débordement de la colle époxy.
06-FEV-2012
Pas fait grand chose, juste découpé grossièrement le papier qui dépassait des plaquettes. Malgré un couteau très affûté, le papier est extrêmement résistant. Il tiendra peut-être mieux que ce à quoi je m'attends.
07-FEV-2012
Aujourd'hui j'ai trouvé des chutes de matériel intéressant à l'usine. D'abord de grosses plaques de 5 mm d'épaisseur dans la même matière que les circuits imprimés. C'est très plan et très dur. Je ne sais quand quelqu'un a fait à partir de ces plaques des espèces de sous-main avec des picots métalliques afin d'y empiler des feuilles de prise de notes en réunion. Sans doute obsolètes, ils ont fini à la poubelle. Je songe à en faire de la matière d'oeuvre pour des plaquettes. J'ai aussi trouvé une feuille de plastique rouge de 0.33 mm d'épaisseur dans la poubelle de la photocopieuse. Un intercalaire éventuel? Hop dans la besace! Ensuite sachez que dans ma boîte on imprime des encres conductrices par sérigraphie. Le racloir qui sert à forcer l'encre à passer à travers l'écran de sérigraphie est en plastique jaune de type caoutchouc/élastomère. Taillé dans une barre, il y a toujours des chutes. Il y a différentes nuances de jaune et des duretés Shore A allant de 65 à 85. Encore de la matière à faire des plaquettes ou peut-être au moins une sorte de gomme pour nettoyer les bandes abrasives du combiné ponceur. Et pour finir j'ai trouvé une feuille de Macrofol (BASF, Bayer?), un plastique orange fluo transparent de 0.3 mm. Encore un intercalaire peut-être.

En rentrant j'ai fait un essai de ponçade dudit élastomère jaune. La vache! Ça se ponce comme un rêve avec un chouette état de surface! Génial! Ensuite j'ai poncé à la machine les plaquettes en frêne blanc du "Youkaytradibushcraft". D'abord à la bande de 220 pour dégager le surplus de papier à joint. Le papier est très résistant, au point qu'il sent le brûlé et noircit. J'ai ensuite continué au papier de 400, qui est ce que j'ai de plus fin pour ne pas trop vité "bouffer" le frêne en cas de geste malheureux.
Un petit morceau à sauter près du trou pour le demi-tube du passage dragonne. J'aurai dû d'abord collé les demi-tubes. C'est cher l'apprentissage. Ensuite j'ai dû mal monter les plaquettes avec les douilles filetées sensées me donner un centrage et une répétabilité de montage/démontage parfaite. Il manque à présent de la matière à une plaquette mais je pense que c'est encore rattrapable.
J'ai collé à la colle à bois à prise rapide le petit morceau qui avait sauté et deux heures plus tard j'ai collé à l'époxy les demi-tubes en prenant soin de graisser les extrémités afin qu'elles ne collent pas au manche. J'ai mélangé à l'époxy de la sciure de frêne pour combler l'espace car les trous du passage des demi-tubes ne sont pas parfaits. Résultat demain.

Le petit morceau qui a sauté après recollage et juste avant serrage.

Pour bien aligner les demi-tubes collés au mélange sciure/époxy, j'ai passé un fôret de 6 mm au travers.
08-FEV-2012
J'ai coupé le plus gros des demi-tubes à la scie, puis j'ai repris l'ensemble au combiné avec abrasif de 100, 220 et 400. Il faudra finir à la main les zones trop gauches pour être faites au combiné. le moprceau de bois recollé a bien tenu à l'usinage. Sur tout le contour j'avais laissé environ 0.5 mm de matière pour le façonnage final de l'ensemble monté. Bonne pioche.

On s'approche de la fin mais le périmètre du manche est un peu trop gros pour ma main: cette dernière
est un peu trop ouverte. Mais il vaut mieux que je m'arrête là je pense.
Pas fait grand chose, juste découpé grossièrement le papier qui dépassait des plaquettes. Malgré un couteau très affûté, le papier est extrêmement résistant. Il tiendra peut-être mieux que ce à quoi je m'attends.
07-FEV-2012
Aujourd'hui j'ai trouvé des chutes de matériel intéressant à l'usine. D'abord de grosses plaques de 5 mm d'épaisseur dans la même matière que les circuits imprimés. C'est très plan et très dur. Je ne sais quand quelqu'un a fait à partir de ces plaques des espèces de sous-main avec des picots métalliques afin d'y empiler des feuilles de prise de notes en réunion. Sans doute obsolètes, ils ont fini à la poubelle. Je songe à en faire de la matière d'oeuvre pour des plaquettes. J'ai aussi trouvé une feuille de plastique rouge de 0.33 mm d'épaisseur dans la poubelle de la photocopieuse. Un intercalaire éventuel? Hop dans la besace! Ensuite sachez que dans ma boîte on imprime des encres conductrices par sérigraphie. Le racloir qui sert à forcer l'encre à passer à travers l'écran de sérigraphie est en plastique jaune de type caoutchouc/élastomère. Taillé dans une barre, il y a toujours des chutes. Il y a différentes nuances de jaune et des duretés Shore A allant de 65 à 85. Encore de la matière à faire des plaquettes ou peut-être au moins une sorte de gomme pour nettoyer les bandes abrasives du combiné ponceur. Et pour finir j'ai trouvé une feuille de Macrofol (BASF, Bayer?), un plastique orange fluo transparent de 0.3 mm. Encore un intercalaire peut-être.
En rentrant j'ai fait un essai de ponçade dudit élastomère jaune. La vache! Ça se ponce comme un rêve avec un chouette état de surface! Génial! Ensuite j'ai poncé à la machine les plaquettes en frêne blanc du "Youkaytradibushcraft". D'abord à la bande de 220 pour dégager le surplus de papier à joint. Le papier est très résistant, au point qu'il sent le brûlé et noircit. J'ai ensuite continué au papier de 400, qui est ce que j'ai de plus fin pour ne pas trop vité "bouffer" le frêne en cas de geste malheureux.
Un petit morceau à sauter près du trou pour le demi-tube du passage dragonne. J'aurai dû d'abord collé les demi-tubes. C'est cher l'apprentissage. Ensuite j'ai dû mal monter les plaquettes avec les douilles filetées sensées me donner un centrage et une répétabilité de montage/démontage parfaite. Il manque à présent de la matière à une plaquette mais je pense que c'est encore rattrapable.
J'ai collé à la colle à bois à prise rapide le petit morceau qui avait sauté et deux heures plus tard j'ai collé à l'époxy les demi-tubes en prenant soin de graisser les extrémités afin qu'elles ne collent pas au manche. J'ai mélangé à l'époxy de la sciure de frêne pour combler l'espace car les trous du passage des demi-tubes ne sont pas parfaits. Résultat demain.
Le petit morceau qui a sauté après recollage et juste avant serrage.
Pour bien aligner les demi-tubes collés au mélange sciure/époxy, j'ai passé un fôret de 6 mm au travers.
08-FEV-2012
J'ai coupé le plus gros des demi-tubes à la scie, puis j'ai repris l'ensemble au combiné avec abrasif de 100, 220 et 400. Il faudra finir à la main les zones trop gauches pour être faites au combiné. le moprceau de bois recollé a bien tenu à l'usinage. Sur tout le contour j'avais laissé environ 0.5 mm de matière pour le façonnage final de l'ensemble monté. Bonne pioche.
On s'approche de la fin mais le périmètre du manche est un peu trop gros pour ma main: cette dernière
est un peu trop ouverte. Mais il vaut mieux que je m'arrête là je pense.
09-FEV-2012
J'ai repris les contours de l'Izula sur mon plastique jaune du boulot. Puis j'y ai collé une feuille rouge de 0.33 mm. Je vais faire un essai de plaquette ces jours-ci. Après quelques recherches, ce plastique est un polyuréthane. Le nom commercial de chez Bayer est Vulkollan. Le site Bayer vante ses qualités et ses domaines d'application. Pas de manche de couteau référencé, bizarre, non?
Ensuite j'ai juste un peu poncé le bois du manche du "Youkay" derrière le Ricasso.
13-FEV-2012
J'ai percé mes plaquettes jaunes pour le passage des vis et la dragonne. J'ai aussi commandé un peu de matos chez Brisa.fi, notamment une lame de Lauri PT de 77 mm. Je pense que PT signifie "Partial Tempering" car ces lames ont une trempe sélective: le dos est à 53 HRc et le tranchant à... 63 HRc!
14-FEV-2012
Très inspiré par un couteau pliant Français à platine bloquante et aux lignes très épurées, j'ai dessiné sa variante à la lame fixe. Je le baptise "Lancelot" (peut-être que cela vous aidera à trouver l'inspirateur initial de ce petit projet). J'ai fait découpé un contour que j'ai reporté sur une chute de mon XC75 de 4 mm. J'ai sorti le profil à la scie, puis je l'ai façonné au combiné avec une bande de 50 non neuve. Avec la même bande j'ai essayé de descendre une première plaquette jaune à 5 mm mais j'ai arrêté à 8.5. C'est très long malgré une relative bonne usinabilité. A chaque jour suffit sa peine. J'ai encore un meuble à monter.

199 mm, lame de 90 mm, 17 mm de largeur. Petit dégagement de 2 mm de diamètre, plate semelle, émouture plate. Epaisseur de 3 mm
3 trous pour rivets en laiton de 4 mm, les autres pour l'allègement. Je prévois un manche bois fonction de l'arrivage avec un intercalaire
sans doute rouge de 0.33 mm. Je vise encore 58 HRc. Nulle doute qu'il va encore un peu changer. 57 g nu en première estimation.

Voilà le contour et la première ébauche que je souhaite faire descendre à 3.2 mm d'épaisseur par
la rectifieuse du boulot. Puis je vais tenter de faire l'émouture à la lime.
J'ai repris les contours de l'Izula sur mon plastique jaune du boulot. Puis j'y ai collé une feuille rouge de 0.33 mm. Je vais faire un essai de plaquette ces jours-ci. Après quelques recherches, ce plastique est un polyuréthane. Le nom commercial de chez Bayer est Vulkollan. Le site Bayer vante ses qualités et ses domaines d'application. Pas de manche de couteau référencé, bizarre, non?
Ensuite j'ai juste un peu poncé le bois du manche du "Youkay" derrière le Ricasso.
13-FEV-2012
J'ai percé mes plaquettes jaunes pour le passage des vis et la dragonne. J'ai aussi commandé un peu de matos chez Brisa.fi, notamment une lame de Lauri PT de 77 mm. Je pense que PT signifie "Partial Tempering" car ces lames ont une trempe sélective: le dos est à 53 HRc et le tranchant à... 63 HRc!
14-FEV-2012
Très inspiré par un couteau pliant Français à platine bloquante et aux lignes très épurées, j'ai dessiné sa variante à la lame fixe. Je le baptise "Lancelot" (peut-être que cela vous aidera à trouver l'inspirateur initial de ce petit projet). J'ai fait découpé un contour que j'ai reporté sur une chute de mon XC75 de 4 mm. J'ai sorti le profil à la scie, puis je l'ai façonné au combiné avec une bande de 50 non neuve. Avec la même bande j'ai essayé de descendre une première plaquette jaune à 5 mm mais j'ai arrêté à 8.5. C'est très long malgré une relative bonne usinabilité. A chaque jour suffit sa peine. J'ai encore un meuble à monter.
199 mm, lame de 90 mm, 17 mm de largeur. Petit dégagement de 2 mm de diamètre, plate semelle, émouture plate. Epaisseur de 3 mm
3 trous pour rivets en laiton de 4 mm, les autres pour l'allègement. Je prévois un manche bois fonction de l'arrivage avec un intercalaire
sans doute rouge de 0.33 mm. Je vise encore 58 HRc. Nulle doute qu'il va encore un peu changer. 57 g nu en première estimation.
Voilà le contour et la première ébauche que je souhaite faire descendre à 3.2 mm d'épaisseur par
la rectifieuse du boulot. Puis je vais tenter de faire l'émouture à la lime.
15-FEV-2012
Ma barre d'XC75 fait environ 4.20 mm d'épaisseur. J'écris environ à cause de la croûte résultante du procédé d'obtention qu'est le laminage à chaud. Malgré un grenaillage (d'après la doc Bonpertuis), cette croûte présente un relief assez accidenté. J'ai fait enlever à la rectifieuse plane du boulot (merci Dominique) 0.5 mm de chaque côté. L'ébauche fait à présent 3,16..3,18 mm. J'ai laissé volontairement 0.2 mm de surplus de matière en pensant à une éventuelle rectification après traitement thermique.
Mais ici déjà une surprise. Malgré l'arrosage généreux de la rectifieuse et donc un refroidissement efficace, l'ébauche s'est légèrement courbée. Libération de contraintes internes? La flèche au centre de l'arc fait environ 1 à 2 dixièmes de millimètres mais c'est visible à l'oeil en incidence rasante. Ensuite j'ai profité encore une fois du trusquin et du fluide de marquage de l'atelier pour délimiter un tranchant résiduel de 0.8 mm avant traitement thermique.

J'ai incliné la ligne d'attaque de l'émouture côté ricasso, déplacé un peu le dégagement pour gagner en
longueur de tranchant et ajouté un passage dragonne pour un tube de 6 mm.
Ma barre d'XC75 fait environ 4.20 mm d'épaisseur. J'écris environ à cause de la croûte résultante du procédé d'obtention qu'est le laminage à chaud. Malgré un grenaillage (d'après la doc Bonpertuis), cette croûte présente un relief assez accidenté. J'ai fait enlever à la rectifieuse plane du boulot (merci Dominique) 0.5 mm de chaque côté. L'ébauche fait à présent 3,16..3,18 mm. J'ai laissé volontairement 0.2 mm de surplus de matière en pensant à une éventuelle rectification après traitement thermique.
Mais ici déjà une surprise. Malgré l'arrosage généreux de la rectifieuse et donc un refroidissement efficace, l'ébauche s'est légèrement courbée. Libération de contraintes internes? La flèche au centre de l'arc fait environ 1 à 2 dixièmes de millimètres mais c'est visible à l'oeil en incidence rasante. Ensuite j'ai profité encore une fois du trusquin et du fluide de marquage de l'atelier pour délimiter un tranchant résiduel de 0.8 mm avant traitement thermique.
J'ai incliné la ligne d'attaque de l'émouture côté ricasso, déplacé un peu le dégagement pour gagner en
longueur de tranchant et ajouté un passage dragonne pour un tube de 6 mm.
16-FEV-2012
Aujourd'hui j'ai reçu ma commande de chez Brisa.
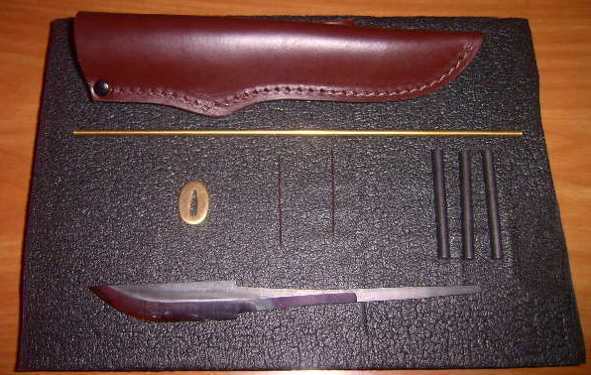
De la mousse spéciale haute température pour former du Kydex (29 X 20 X 2 [cm]), une barre de
250 mm de laiton de 4 mm de diamètre, 3 tiges de ferrocium 65 X 6.4 que je compte emmancher
sur du bois et offrir, deux grosses aiguilles (pas encore assez à mon goût) pour coudre du cuir, un étui
pour lame de 125 mm, trop grand mais en superpromo (récupération de pièces?), une lame Lauri PT
de 77 mm et une garde adaptée en laiton.
Aujourd'hui j'ai reçu ma commande de chez Brisa.
De la mousse spéciale haute température pour former du Kydex (29 X 20 X 2 [cm]), une barre de
250 mm de laiton de 4 mm de diamètre, 3 tiges de ferrocium 65 X 6.4 que je compte emmancher
sur du bois et offrir, deux grosses aiguilles (pas encore assez à mon goût) pour coudre du cuir, un étui
pour lame de 125 mm, trop grand mais en superpromo (récupération de pièces?), une lame Lauri PT
de 77 mm et une garde adaptée en laiton.
Au sujet de la
lame Lauri PT 77 mm: l'émouture scandinave a un demi-angle au
sommet
(mesuré par mes soins) de 9°, mais surtout elle tranche
comme un laser! Rien d'étonnant avec un angle au sommet de
18° me direz-vous. Par contre la garde adaptée est
plutôt
"à adapter". L'encoche de 3.24 mm est trop fine pour y faire
passer la
lame de 3,29 mm. Il faudra diminuer un peu son épaisseur.
J'espère réussir à fileter la queue de la lame.
17-FEV-2012
En parlant polissage avec un collègue en Bandit 1200, celui-ci m'a ramené le kit de polissage basique de Louis que je comptais acheter pour récupérer les disques de feutre. On va voir ce que je vais pouvoir faire avec. 15 EUR d'économisés.
21-FEV-2012
J'ai commandé un peu de bois et d'autres matériaux sur un site de "menuiserie".
23-FEV-2012
J'ai reçu ma petite commande. Moi qui trouvait le chêne dure et dense, l'olivier et l'ébène sont une classe au dessus!

Un carrelet d'olivier paraffiné 40 X 40 X 350
Un carrelet d'ébène du Mozambique 20 X 20 X 152
2 carrelets de résine décorative 20 X 20 X127
De la pâte abrasive 40 microns (cassée durant le transport)
5 feuilles d'abrasif corindon P320
J'ai repris le Lancelot. J'ai fait le dégagement à la base de la lame avec une lime ronde. Puis j'ai posé l'ébauche à plat sur un morceau de bois coincé dans l'étau. J'ai bridé le tout avec deux serrre-joints par l'intermédiaire de deux petits morceaux de bois dont un me servant aussi de guide pour le ricasso.

2 heures passées dans le garage, à limer. On ne voit pas le temps passé lorsqu'on s'amuse.
17-FEV-2012
En parlant polissage avec un collègue en Bandit 1200, celui-ci m'a ramené le kit de polissage basique de Louis que je comptais acheter pour récupérer les disques de feutre. On va voir ce que je vais pouvoir faire avec. 15 EUR d'économisés.
21-FEV-2012
J'ai commandé un peu de bois et d'autres matériaux sur un site de "menuiserie".
23-FEV-2012
J'ai reçu ma petite commande. Moi qui trouvait le chêne dure et dense, l'olivier et l'ébène sont une classe au dessus!
Un carrelet d'olivier paraffiné 40 X 40 X 350
Un carrelet d'ébène du Mozambique 20 X 20 X 152
2 carrelets de résine décorative 20 X 20 X127
De la pâte abrasive 40 microns (cassée durant le transport)
5 feuilles d'abrasif corindon P320
J'ai repris le Lancelot. J'ai fait le dégagement à la base de la lame avec une lime ronde. Puis j'ai posé l'ébauche à plat sur un morceau de bois coincé dans l'étau. J'ai bridé le tout avec deux serrre-joints par l'intermédiaire de deux petits morceaux de bois dont un me servant aussi de guide pour le ricasso.
2 heures passées dans le garage, à limer. On ne voit pas le temps passé lorsqu'on s'amuse.
J'ai limé
à main levée l'émouture avec ma lime batarde Facom
made in Switzerland. Ça marche plutôt bien et c'est aussi
rapide qu'au combiné. Par contre on contrôle mieux l'angle
et l'acier ne chauffe pas. Inconvénient: ça demande plus
d'énergie musculaire. La lime laisse de très profondes
marques que même de la toile émeri de 60 ne parvient
à effacer qu'au prix d'un très long travail. Il me
faudrait une lime demi-douce pour la passe intermédiaire.
L'ébauche est grossière mais l'émouture bien
marquée. Il faudra sans doute encore un peu de ponçage
car il reste de grosses marques, bien visibles lorsque on passe
l'abrasif de 400. Je n'ai plus de papier de 180.
25-FEV-2012
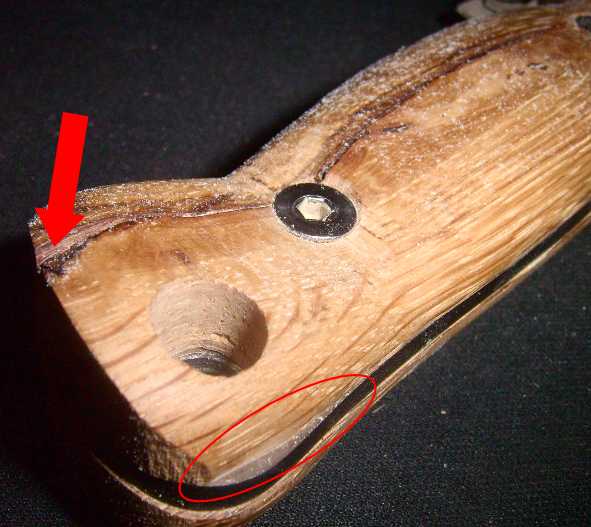
J'ai continué le ponçage de l'émouture du Lancelot. A la fin j'ai utilisé un peu le combiné avec une bande 400 pour essayer de mieux marquer le bord d'attaque du ricasso et d'affiner la pointe. Avec la partie de la bande n'ayant pas de support derrière elle j'ai même donné sans le vouloir un début d'émouture convexe. Il reste encore de profondes stries sur la lame. Il va falloir que j'y retourne.
J'ai arrondi la partie avant d'un carrelet de résine au combiné (de 50 en passant par 100, 220 et 400; inutile: commencer par 100 et passer à 400 directement). Puis je l'ai poncé à la main au P800, 2500 et enfin au cuir. Cette matière s'usine très bien et finit par briller. Il faut finir au moins cette partie, car une fois sur le couteau on n'y a plus accès. Ensuite j'ai scié le carrelet en deux à la scie à ruban. Puis j'ai encore réduit l'épaisseur au combiné et augmenté la rugosité des faces qui serviront au collage avec du papier de 80 sur une planche pour bien conserver la planéité.

Cercle: la zone à finir entièrement avant collage.
Pour finir j'ai fait un nouveau support pour ma petite barre de ferrocium. Le support que j'avais moulé en résine du boulot et qui sert à noyer des électroniques n'est pas assez stable dimensionnellement parlant (cette résine absorbe l'humidité de l'air à la longue). J'ai donc copié à main levée avec plus ou moins de réussite un des supports du commerce dans un morceau de frêne blanc qu'il me restait du manche de la bêche Senlis. Un trou pour y coller la barre et un autre pour un passage dragonne. Il s'agit aussi d'une répétition générale pour les 3 autres barres que je veux personnaliser et offrir. J'ai fini le bois en le mouillant pour redresser les fibres une fois séché avec un ponçage consécutif à la paille de fer. J'ai fait cette opération 3 fois puis j'ai enduit le bois avec de la cire (pour cuir avec beaucoup de cire d'abeille parce que je n'avais que cela) que j'ai fait pénétrer avec un sèche cheveux: dilatation des pores et liquifaction de la cire. Cela ne fait ressortir que très peu les veines du bois. La cire pour cuir n'est pas un truc à retenir, donc!
26-FEV-2012
J'ai repris l'émouture du Lancelot au combiné. Je le décrète prêt pour le traitement thermique et tant pis si ce n'est pas le cas.
Avec le support qui transforme une Dremel en défonceuse (emprunté à mon frère) j'ai enfin creusé les compartiments secrets dans les plaquettes de l'Izoumodi4 et du Youkaytradibushcraft. Un vrai massacre! Ce n'est pas très beau mais c'est fonctionnel. Encore une leçon: il fallait le faire avant de coller les demi-tubes et de faire des ergots de centrage car cela gêne à l'usinage.

25-FEV-2012
J'ai continué le ponçage de l'émouture du Lancelot. A la fin j'ai utilisé un peu le combiné avec une bande 400 pour essayer de mieux marquer le bord d'attaque du ricasso et d'affiner la pointe. Avec la partie de la bande n'ayant pas de support derrière elle j'ai même donné sans le vouloir un début d'émouture convexe. Il reste encore de profondes stries sur la lame. Il va falloir que j'y retourne.
J'ai arrondi la partie avant d'un carrelet de résine au combiné (de 50 en passant par 100, 220 et 400; inutile: commencer par 100 et passer à 400 directement). Puis je l'ai poncé à la main au P800, 2500 et enfin au cuir. Cette matière s'usine très bien et finit par briller. Il faut finir au moins cette partie, car une fois sur le couteau on n'y a plus accès. Ensuite j'ai scié le carrelet en deux à la scie à ruban. Puis j'ai encore réduit l'épaisseur au combiné et augmenté la rugosité des faces qui serviront au collage avec du papier de 80 sur une planche pour bien conserver la planéité.
Cercle: la zone à finir entièrement avant collage.
Pour finir j'ai fait un nouveau support pour ma petite barre de ferrocium. Le support que j'avais moulé en résine du boulot et qui sert à noyer des électroniques n'est pas assez stable dimensionnellement parlant (cette résine absorbe l'humidité de l'air à la longue). J'ai donc copié à main levée avec plus ou moins de réussite un des supports du commerce dans un morceau de frêne blanc qu'il me restait du manche de la bêche Senlis. Un trou pour y coller la barre et un autre pour un passage dragonne. Il s'agit aussi d'une répétition générale pour les 3 autres barres que je veux personnaliser et offrir. J'ai fini le bois en le mouillant pour redresser les fibres une fois séché avec un ponçage consécutif à la paille de fer. J'ai fait cette opération 3 fois puis j'ai enduit le bois avec de la cire (pour cuir avec beaucoup de cire d'abeille parce que je n'avais que cela) que j'ai fait pénétrer avec un sèche cheveux: dilatation des pores et liquifaction de la cire. Cela ne fait ressortir que très peu les veines du bois. La cire pour cuir n'est pas un truc à retenir, donc!
26-FEV-2012
J'ai repris l'émouture du Lancelot au combiné. Je le décrète prêt pour le traitement thermique et tant pis si ce n'est pas le cas.
Avec le support qui transforme une Dremel en défonceuse (emprunté à mon frère) j'ai enfin creusé les compartiments secrets dans les plaquettes de l'Izoumodi4 et du Youkaytradibushcraft. Un vrai massacre! Ce n'est pas très beau mais c'est fonctionnel. Encore une leçon: il fallait le faire avant de coller les demi-tubes et de faire des ergots de centrage car cela gêne à l'usinage.