23-MAI-2012
Nouveau jour, nouvelle tentative. Retour à la rectifieuse. Pour commencer la meule a été surfacée avec un outil diamant. Puis une première passe de 0.1 mm a été prise sur la face la plus amochée. Je remarque que la meule ne semble porter que par endroits. J'acquiers la certitude que sa génératrice n'est plus rectiligne. Le résultat confirmera mes soupçons. Il y a des stries sur la trajectoire de la meule lorsqu'elle balaie la surface du couteau.
Je fais reprendre une dernière passe de 0.04 mm mais les stries sont toujours là. Je retourne le couteau. Damned! Celui-ci est à nouveau courbé comme une banane. De l'autre côté je fais enlever 0.07 mm. Les stries apparaissent aussi mais le couteau s'est redressé sans être parfait. Bon il faut savoir arrêté. Tant pis. Il faudra que j'attende une meule neuve si je dois retourner à la rectifieuse.
Avec le trusquin à disposition à l'atelier je marque une ligne de 0.8 mm du côté gauche et sa médiane à 0.4 mm. Puis direction la grosse ponceuse à bande. C'est le truc sérieux, grosse puissance, bande de 2 pouces de large, P40. Ça arrache. Je me suis mis un petit récipient d'eau à côté. L'enlèvement de matière va assez vite mais il faut une autre "main" que celle que je me suis faite sur mon mini conbiné. Le résultat est plutôt mauvais mais surtout le rayon est trop grand pour bien faire une émouture creuse. Au contraire j'aurai plutôt quelque de convexe... Bref pour essayer d'en faire un couteau qui coupe au final (même avec des défauts), je crois que je vais y faire une émouture plate à la lime.

On voit bien les stries de la trajectoire de la meule. Le couteau fait alors entre 3.06 et 3.11 mm d'épaisseur pour un poids de 85 g.
2 bonnes heures de travail, mais bon ça donne un certain plaisir. J'ai encore redressé un peu la lame. Certaines grosses entailles ne disparaitront pas (trop de matière déjà enlevée). Ça ne sera jamais une perfection, alors à présent il faut se concentrer sur la préhension et une bonne dureté. J'ai vu par hasard une autre recommendation de revenu sur le Net pour le XC75. 2 séances de 1 heure à 200°C avec refroidissement au four, puis encore 1 heure à 170°C avec refroidissement au four. Il parait que ça donne une meilleure transformation de l'austénite résiduelle.
28-MAI-2012
J'ai utilisé des papiers Norton non imperméables (parce que je n'avais plus que ça) de 80, 120 puis 180 pour "sortir" les stries du couteau. Puis finition au papier imperméable de 400. Je vais tenter la trempe demain au boulot.

J'ai laissé tomber le peaufinage à outrance dans les parties cachées.
Nouveau jour, nouvelle tentative. Retour à la rectifieuse. Pour commencer la meule a été surfacée avec un outil diamant. Puis une première passe de 0.1 mm a été prise sur la face la plus amochée. Je remarque que la meule ne semble porter que par endroits. J'acquiers la certitude que sa génératrice n'est plus rectiligne. Le résultat confirmera mes soupçons. Il y a des stries sur la trajectoire de la meule lorsqu'elle balaie la surface du couteau.
Je fais reprendre une dernière passe de 0.04 mm mais les stries sont toujours là. Je retourne le couteau. Damned! Celui-ci est à nouveau courbé comme une banane. De l'autre côté je fais enlever 0.07 mm. Les stries apparaissent aussi mais le couteau s'est redressé sans être parfait. Bon il faut savoir arrêté. Tant pis. Il faudra que j'attende une meule neuve si je dois retourner à la rectifieuse.
Avec le trusquin à disposition à l'atelier je marque une ligne de 0.8 mm du côté gauche et sa médiane à 0.4 mm. Puis direction la grosse ponceuse à bande. C'est le truc sérieux, grosse puissance, bande de 2 pouces de large, P40. Ça arrache. Je me suis mis un petit récipient d'eau à côté. L'enlèvement de matière va assez vite mais il faut une autre "main" que celle que je me suis faite sur mon mini conbiné. Le résultat est plutôt mauvais mais surtout le rayon est trop grand pour bien faire une émouture creuse. Au contraire j'aurai plutôt quelque de convexe... Bref pour essayer d'en faire un couteau qui coupe au final (même avec des défauts), je crois que je vais y faire une émouture plate à la lime.
On voit bien les stries de la trajectoire de la meule. Le couteau fait alors entre 3.06 et 3.11 mm d'épaisseur pour un poids de 85 g.
Au fait en
trainant au container, j'avais remis la main sur une chute de
matière à PCB. Un collègue de l'atelier me demande
ce que j'en fais et je lui dis des manches de couteaux. Il me
répond que je devrai vraiment éviter cette
matière. Lui l'usine sur sa CNC et la poussière est
hautement cancérigène. Bref j'ai balancé la chute
et je crois qu'il va falloir trouver d'autres matériaux. Dommage
vues les quantités que mon usine balance parfois.
24-MAI-2012
A la DAO (Solid Edge 2D ST4: gratuiciel) j'ai fait quelques calculs. Pour que l'émouture creuse soit un tant soit peu visible et marquée, il faut une roue de 5". 10 c'est beaucoup trop grand. Sur la faible hauteur, l'arc se confond quasiment avec la corde. Je vous ai fait un petit schémà coté.

Lame large de 29 mm, épaisseur 3.1, 0.8 mm laissé au tranchant avant traitement thermique,
émouture haute de 16.5 mm, le rayon théorique donne la roue nécéssaire (120 mm soit environ 5").
L'émouture creuse a l'avantage de garder un tranchant très fin même si on affûte/use la lame
sur plus de10 mm de hauteur au cour des années.
Au boulot j'ai emprunté le support façon "Wicked Sharp" de mon collègue pour m'en servir de guide pour ma lime et ainsi tailler l'émouture du "Patron". Las il ne permet pas de faire des angles inférieurà 13..15° et ici il me faut 8°. J'ai donc limé l'émouture à main levée. Puis je suis passé au papier de 180 (c'est le plus gros que j'ai). La croûte qui restait sur la face gauche est partie à force de frotter mais les stries de la meule sont encore là. Je me demande si je ne vais pas les laisser pour donner un genre. Je crois que je vais aussi ajouter un dégagement au talon de la lame, pour l'affûtage.

J'ai aussi percé les plaquettes en matière cancérigène. Couteau seul 84 g, avec plaquettes 153 g.
24-MAI-2012
A la DAO (Solid Edge 2D ST4: gratuiciel) j'ai fait quelques calculs. Pour que l'émouture creuse soit un tant soit peu visible et marquée, il faut une roue de 5". 10 c'est beaucoup trop grand. Sur la faible hauteur, l'arc se confond quasiment avec la corde. Je vous ai fait un petit schémà coté.
Lame large de 29 mm, épaisseur 3.1, 0.8 mm laissé au tranchant avant traitement thermique,
émouture haute de 16.5 mm, le rayon théorique donne la roue nécéssaire (120 mm soit environ 5").
L'émouture creuse a l'avantage de garder un tranchant très fin même si on affûte/use la lame
sur plus de10 mm de hauteur au cour des années.
Au boulot j'ai emprunté le support façon "Wicked Sharp" de mon collègue pour m'en servir de guide pour ma lime et ainsi tailler l'émouture du "Patron". Las il ne permet pas de faire des angles inférieurà 13..15° et ici il me faut 8°. J'ai donc limé l'émouture à main levée. Puis je suis passé au papier de 180 (c'est le plus gros que j'ai). La croûte qui restait sur la face gauche est partie à force de frotter mais les stries de la meule sont encore là. Je me demande si je ne vais pas les laisser pour donner un genre. Je crois que je vais aussi ajouter un dégagement au talon de la lame, pour l'affûtage.
J'ai aussi percé les plaquettes en matière cancérigène. Couteau seul 84 g, avec plaquettes 153 g.
2 bonnes heures de travail, mais bon ça donne un certain plaisir. J'ai encore redressé un peu la lame. Certaines grosses entailles ne disparaitront pas (trop de matière déjà enlevée). Ça ne sera jamais une perfection, alors à présent il faut se concentrer sur la préhension et une bonne dureté. J'ai vu par hasard une autre recommendation de revenu sur le Net pour le XC75. 2 séances de 1 heure à 200°C avec refroidissement au four, puis encore 1 heure à 170°C avec refroidissement au four. Il parait que ça donne une meilleure transformation de l'austénite résiduelle.
28-MAI-2012
J'ai utilisé des papiers Norton non imperméables (parce que je n'avais plus que ça) de 80, 120 puis 180 pour "sortir" les stries du couteau. Puis finition au papier imperméable de 400. Je vais tenter la trempe demain au boulot.
J'ai laissé tomber le peaufinage à outrance dans les parties cachées.
J'ai aussi
retouché l'étui en kydex de "l'Izoumodi4" avec l'aide du
décapeur thermique, plus efficace que le four de cuisine.

29-MAI-2012
J'ai trempé le "Patron" au boulot. J'ai laissé le couteau 20 bonnes minutes à 830°C puis je l'ai trempé dans de l'huile préchauffée aux alentours de 50-60°C. Aucune déformation mais une belle croûte de calamine bien noire. En rentrant j'ai passé la lame à la paille de fer afin de voir la couleur du revenu.

J'ai mis la lame au four 1 heure à 200°C. Comme j'avais fait du pain juste avant, le four était encore environ à 160°C. Comme dicté par les recommandations lues, j'ai laissé la lame se refroidir au four. Mais 30 minutes seulement. On ne peut saisir la lame dans la main au bout de ce temps. Mais j'avais l'intention de finir le cycle avant d'aller me coucher. J'ai donc remis la lame à 200°C 1 heure suivi d'une heure de refroidissement au four. Au bout de ce temps la lame est chaude mais on peut la tenir en main si on est plombier, cuisinier ou boulanger (bref un micro poil trop chaud encore). J'ai fini avec 1 heure à 170°C et refroidissement au four pour le reste de la nuit.
Au bout de la première cuisson, le métal avait vraiment la couleur jaune paille. Le seul point d'interrogation c'est à quelle dureté vais-je être à la fin? Je suppose entre 59 et 60 HRc avec je l'espère peu d'austénite résiduelle comme le prétend l'auteur de ce cycle sur un forum du Net. Si je dois refaire un couteau avec plaquettes collées indémontables, il ne faut plus lui faire de grosse boutonnière pour gagner du poids mais plein de petit trous
- meilleure rigidité
- surface plus homogène (meilleure répartition) pour le collage.
En outre, dans les conditions idéales (et si les résultats du "Patron" sont positifs), mon traitement thermique pour l'XC75 tachera de se rapprocher du suivant à l'avenir
- chauffage à 830°C au moins 20 minutes
- trempe à l'huile préchauffée à 50..60°C
- aussi vite que possible après la trempe, un revenu d'une heure à 200°C en mettant le couteau au four froid directement sans préchauffage
- refroidissement du couteau dans le four (simple extinction du four) pendant 2 heures
- redémarrage du four à 200°C pendant une heure
- refroidissement du couteau dans le four (simple extinction du four) pendant 2 heures
- redémarrage du four à 170°C pendant une heure
- refroidissement du couteau dans le four (simple extinction du four) pendant 8 heures ou une nuit.
Pendant les opératons de "cuisine" j'ai fait un étui en cuir pour mon "Youkaytradibushcraft" avec les chutes de cuir de siège ayant le logo "RS". Bien qu'assez fin, la résistance du cuir au passage de l'aiguille fait mal aux doigts à la longue. Cette fois l'étui est assez (trop) grand. Le couteau n'est pas assez bien retenu.

29-MAI-2012
J'ai trempé le "Patron" au boulot. J'ai laissé le couteau 20 bonnes minutes à 830°C puis je l'ai trempé dans de l'huile préchauffée aux alentours de 50-60°C. Aucune déformation mais une belle croûte de calamine bien noire. En rentrant j'ai passé la lame à la paille de fer afin de voir la couleur du revenu.
J'ai mis la lame au four 1 heure à 200°C. Comme j'avais fait du pain juste avant, le four était encore environ à 160°C. Comme dicté par les recommandations lues, j'ai laissé la lame se refroidir au four. Mais 30 minutes seulement. On ne peut saisir la lame dans la main au bout de ce temps. Mais j'avais l'intention de finir le cycle avant d'aller me coucher. J'ai donc remis la lame à 200°C 1 heure suivi d'une heure de refroidissement au four. Au bout de ce temps la lame est chaude mais on peut la tenir en main si on est plombier, cuisinier ou boulanger (bref un micro poil trop chaud encore). J'ai fini avec 1 heure à 170°C et refroidissement au four pour le reste de la nuit.
Au bout de la première cuisson, le métal avait vraiment la couleur jaune paille. Le seul point d'interrogation c'est à quelle dureté vais-je être à la fin? Je suppose entre 59 et 60 HRc avec je l'espère peu d'austénite résiduelle comme le prétend l'auteur de ce cycle sur un forum du Net. Si je dois refaire un couteau avec plaquettes collées indémontables, il ne faut plus lui faire de grosse boutonnière pour gagner du poids mais plein de petit trous
- meilleure rigidité
- surface plus homogène (meilleure répartition) pour le collage.
En outre, dans les conditions idéales (et si les résultats du "Patron" sont positifs), mon traitement thermique pour l'XC75 tachera de se rapprocher du suivant à l'avenir
- chauffage à 830°C au moins 20 minutes
- trempe à l'huile préchauffée à 50..60°C
- aussi vite que possible après la trempe, un revenu d'une heure à 200°C en mettant le couteau au four froid directement sans préchauffage
- refroidissement du couteau dans le four (simple extinction du four) pendant 2 heures
- redémarrage du four à 200°C pendant une heure
- refroidissement du couteau dans le four (simple extinction du four) pendant 2 heures
- redémarrage du four à 170°C pendant une heure
- refroidissement du couteau dans le four (simple extinction du four) pendant 8 heures ou une nuit.
Pendant les opératons de "cuisine" j'ai fait un étui en cuir pour mon "Youkaytradibushcraft" avec les chutes de cuir de siège ayant le logo "RS". Bien qu'assez fin, la résistance du cuir au passage de l'aiguille fait mal aux doigts à la longue. Cette fois l'étui est assez (trop) grand. Le couteau n'est pas assez bien retenu.
Mon
collègue de travail Belge (celui qui a aussi une Octavia) a trouvé un Laguiole en
faisant son footing en forêt. Il m'a demandé si je pouvais
le retaper un peu. J'ai dit que j'allais essayer. Le couteau semble
d'origine Pakistanaise, vous savez ces nombreuses variantes de
qualité plutôt médiocre. Les platines laiton sont
déformées, les mitres sévèremment
oxydées, le ressort avec ses guillochage estampés
aussi, le tire-bouchon a du jeu à crever, la lame un peu et il
manque à cette dernière pas mal de matière au
tranchant, tranchant déjà souvent affûté de
façon plutôt sauvage. Le manche en bois stratifié
de couleurs rouge et verte a séduit mon collègue.

31-MAI-2012
Le soir j'ai un peu poncé le "Patron". J'ai commencé par le P400. Le métal me semble très dur. Pourvu que le couteau ne soit pas dur (et donc cassant). Au fil des grains plus fins, on s'aperçoit que l'état de surface présente des grains et d'autres stries plus profondes. Il va falloir que je reprenne le tout en commençant avec un abrasif plus grossier.
01-JUN-2012
J'ai longuement repris le Patron au papier de 80, 120, 180, 240, 400, 800, 1200, 2500 et 4000. Finition cuir et pâte à polir 2 microns (équivalent à un abrasif de type 9000 environ). Il reste malgré tout des stries que je n'arrive pas à sortir. J'ai décidé d'arrêter là. On se voit dans la lame mais ça et là, il reste de petits sillons.
Ensuite j'ai fait un petit dégagement à la base de la lame (au ricasso) histoire de pouvoir affûter sur toute la longueur. Je devrais plutôt écrire "j'ai essayé..." car ma lime ne mord absolument pas malgré sa qualité et mes efforts. C'est mon couteau en XC75 le plus dur jusqu'à présent, au point que je me demande si je n'ai pas foiré la trempe de tous les autres précédents. Je comprends aussi beaucoup mieux pourquoi mes abrasifs sont si lents à sortit la moindre rayure. J'ai peur que la réalisation de l'arète primaire soit impossible. Il faudra peut-être envisager de retourner au four pour un revenu un peu plus chaud (215°C?)

La photo rend mal la réalité: la lame est beaucoup plus lisse que ce qu'on croit deviner ici.
02-JUN-2012
En matinée j'ai taillé l'arète du "Patron" avec le support façon Wicked Sharp de mon collègue de travail. L'acier est très dur mais ça allait encore. Surtout, je me suis aperçu que je m'étais trompé dans l'angle. Au lieu de 20° de demi-angle au sommet je devais être aux environ de 15 (plus de matière à enlever!). J'ai rectifié le tir en cours de travail mais me voilà avec deux faces usinées au niveau du tranchant. Ce n'est pas joli.
Ensuite affûtage avec les pierres et le cuir pour finir. J'ai encore réussi à rayer la surface avec une pierre! C'est mon premier couteau où l'arète casse au lieu de plier. Je suis donc au dessus de la dureté optimale. Masi le bestiau tranche d'enfer. je m'arrêt là pour le moment. J'ai poursuivi en finissant l'avant des plaquettes, avant inaccessible une fois les plaquettes collées.
Pour finir tant que j'avais les outils sortis, j'ai rafraichi le Laguiole Pakistanais du collègue de travail. Brosse laiton, disque de feutre et pâte à polir 40 microns pour la lame, le bois et les mitres. La corrosion a laissé de profonds trous dans la lame. Une dernière passe avec un autre disque et de la pâte à 2 microns. Puis huile CCL pour le manche.
Ma dernière commande groupée Brisa est arrivée.

Inventaire de mes articles (le reste c'était encore des Lauri PT pour le collègue teuton)
- deux plaquettes de Makoré (bois d'Afrique; en promo "à vraiment pas cher")
- le tube inox de 6.4 mm pour l'Elver de mon frère que je vais enfin pouvoir finir
- une lame Lauri SS 77X20 (en inox 57 HRc propre à la marque, C0.479-Cr14.53-Mo0.51-Ni0.09-Mn0.38-Si0.37-P0.019), très tranchante
- Une lame Karesuando SS 80X21 (en inox Sandvik 12C27 à 57 HRc, lame fait 82 mm en réalité), moins tranchante que la Lauri SS
- deux gardes en nickel (une pour chaque lame ci-dessus)
- un petit embout pour retenir les lames de type Scandinave (j'abandonne le filetage pour ces deux modèles, je voudrai les offrir)
- 100 g de chutes pour complèter le colis à 500g: bien plus de chance cette fois-ci, des objets exploitables: intercalaires en
polypropylène noir et violet de 0.8 mm, un morceau de G10 orange, un morceau d'Elforyn ou de Juma Ivoire et un
carrelet entier de polyester rose (!) pour faire des stylos sans la moindre inclusion (d'où la mise au rebut)
04-JUN-2012
J'ai percé à 6.4 mm les plaquettes de l'Enzo Elver au niveau du passage dragonne. J'ai coupé mon tube inox de 6.4 mm avec un coupe-tube pour avoir une coupe propre. Mauvaise idée: le coupe-tube repousse un peu de métal et le tube ne passe plus dans le couteau. Du coup j'ai passé le fôret dans le couteau mais l'acier D2 est trop dur. J'ai tenté d'ébavurer le trou avec mes 4 ébavureurs à main. Rien à faire j'ai abîmé l'arête de chaque ébavureur. Du coup j'ai dû limer les tubes inox pour les ajuster. Idem pour les plaquettes. C'est comme s'il y avait eu un retour élastique de la matière après passage du fôret.

J'ai collé les tubes après la photo.
Le soir j'ai un peu poncé le "Patron". J'ai commencé par le P400. Le métal me semble très dur. Pourvu que le couteau ne soit pas dur (et donc cassant). Au fil des grains plus fins, on s'aperçoit que l'état de surface présente des grains et d'autres stries plus profondes. Il va falloir que je reprenne le tout en commençant avec un abrasif plus grossier.
01-JUN-2012
J'ai longuement repris le Patron au papier de 80, 120, 180, 240, 400, 800, 1200, 2500 et 4000. Finition cuir et pâte à polir 2 microns (équivalent à un abrasif de type 9000 environ). Il reste malgré tout des stries que je n'arrive pas à sortir. J'ai décidé d'arrêter là. On se voit dans la lame mais ça et là, il reste de petits sillons.
Ensuite j'ai fait un petit dégagement à la base de la lame (au ricasso) histoire de pouvoir affûter sur toute la longueur. Je devrais plutôt écrire "j'ai essayé..." car ma lime ne mord absolument pas malgré sa qualité et mes efforts. C'est mon couteau en XC75 le plus dur jusqu'à présent, au point que je me demande si je n'ai pas foiré la trempe de tous les autres précédents. Je comprends aussi beaucoup mieux pourquoi mes abrasifs sont si lents à sortit la moindre rayure. J'ai peur que la réalisation de l'arète primaire soit impossible. Il faudra peut-être envisager de retourner au four pour un revenu un peu plus chaud (215°C?)
La photo rend mal la réalité: la lame est beaucoup plus lisse que ce qu'on croit deviner ici.
02-JUN-2012
En matinée j'ai taillé l'arète du "Patron" avec le support façon Wicked Sharp de mon collègue de travail. L'acier est très dur mais ça allait encore. Surtout, je me suis aperçu que je m'étais trompé dans l'angle. Au lieu de 20° de demi-angle au sommet je devais être aux environ de 15 (plus de matière à enlever!). J'ai rectifié le tir en cours de travail mais me voilà avec deux faces usinées au niveau du tranchant. Ce n'est pas joli.
Ensuite affûtage avec les pierres et le cuir pour finir. J'ai encore réussi à rayer la surface avec une pierre! C'est mon premier couteau où l'arète casse au lieu de plier. Je suis donc au dessus de la dureté optimale. Masi le bestiau tranche d'enfer. je m'arrêt là pour le moment. J'ai poursuivi en finissant l'avant des plaquettes, avant inaccessible une fois les plaquettes collées.
Pour finir tant que j'avais les outils sortis, j'ai rafraichi le Laguiole Pakistanais du collègue de travail. Brosse laiton, disque de feutre et pâte à polir 40 microns pour la lame, le bois et les mitres. La corrosion a laissé de profonds trous dans la lame. Une dernière passe avec un autre disque et de la pâte à 2 microns. Puis huile CCL pour le manche.
Ma dernière commande groupée Brisa est arrivée.
Inventaire de mes articles (le reste c'était encore des Lauri PT pour le collègue teuton)
- deux plaquettes de Makoré (bois d'Afrique; en promo "à vraiment pas cher")
- le tube inox de 6.4 mm pour l'Elver de mon frère que je vais enfin pouvoir finir
- une lame Lauri SS 77X20 (en inox 57 HRc propre à la marque, C0.479-Cr14.53-Mo0.51-Ni0.09-Mn0.38-Si0.37-P0.019), très tranchante
- Une lame Karesuando SS 80X21 (en inox Sandvik 12C27 à 57 HRc, lame fait 82 mm en réalité), moins tranchante que la Lauri SS
- deux gardes en nickel (une pour chaque lame ci-dessus)
- un petit embout pour retenir les lames de type Scandinave (j'abandonne le filetage pour ces deux modèles, je voudrai les offrir)
- 100 g de chutes pour complèter le colis à 500g: bien plus de chance cette fois-ci, des objets exploitables: intercalaires en
polypropylène noir et violet de 0.8 mm, un morceau de G10 orange, un morceau d'Elforyn ou de Juma Ivoire et un
carrelet entier de polyester rose (!) pour faire des stylos sans la moindre inclusion (d'où la mise au rebut)
Le soir j'ai
collé les plaquettes du "Patron". J'ai réussi à
essuyer tout l'excès de colle au ricasso avec des cotons tiges
et de l'alcool. 4 serre-joints et quelques douilles pour éviter
les rivets laiton.

03-JUN-2012
Le matin j'ai passé une couche de cire de carnauba sur le mache du Laguiole, de la pâte à polir les chromes sur les mitres et la lame puis une couche de cire automobile. Un petit coup d'huile aux axes et un morceau de liège contre le ressort là où le tranchant vient s'appuyer à la fermeture. J'ai tenté de rattraper le tranchant, avec du mal. Il manque trop de matière mais ça coupe à nouveau. Le métal semble de très mauvaise qualité (tu penses un inox qui rouille avec des trous plus gros que sur un vieil Opinel), mais surtout la dureté est trop faible. L'affûtage ne necessitait que très peu de passes pour enlever beaucoup de matière. Je table sur du 53-55 HRc grand maximum. Même à très faible prix, je déconseille l'achat de ce type de Laguiole venant de très loin. Bon si c'est un cadeau (d'entreprise...)

Le matin j'ai passé une couche de cire de carnauba sur le mache du Laguiole, de la pâte à polir les chromes sur les mitres et la lame puis une couche de cire automobile. Un petit coup d'huile aux axes et un morceau de liège contre le ressort là où le tranchant vient s'appuyer à la fermeture. J'ai tenté de rattraper le tranchant, avec du mal. Il manque trop de matière mais ça coupe à nouveau. Le métal semble de très mauvaise qualité (tu penses un inox qui rouille avec des trous plus gros que sur un vieil Opinel), mais surtout la dureté est trop faible. L'affûtage ne necessitait que très peu de passes pour enlever beaucoup de matière. Je table sur du 53-55 HRc grand maximum. Même à très faible prix, je déconseille l'achat de ce type de Laguiole venant de très loin. Bon si c'est un cadeau (d'entreprise...)
L'après-midi j'ai façonné le "Patron". Bande de
50, 100, 220 et 400 au combiné et éponge Norton pour les
arrondis des zones inaccessibles. C'est à peu près fini
mais il reste beaucoup de travail de finition pour un manche bien
uniforme et une "tranche" de plate semelle polie mirroir.

On est à 132 g. C'est ma plus lourde création malgré le manche squelette La "matière à circuit imprimé"
est assez dense.
On est à 132 g. C'est ma plus lourde création malgré le manche squelette La "matière à circuit imprimé"
est assez dense.
04-JUN-2012
J'ai percé à 6.4 mm les plaquettes de l'Enzo Elver au niveau du passage dragonne. J'ai coupé mon tube inox de 6.4 mm avec un coupe-tube pour avoir une coupe propre. Mauvaise idée: le coupe-tube repousse un peu de métal et le tube ne passe plus dans le couteau. Du coup j'ai passé le fôret dans le couteau mais l'acier D2 est trop dur. J'ai tenté d'ébavurer le trou avec mes 4 ébavureurs à main. Rien à faire j'ai abîmé l'arête de chaque ébavureur. Du coup j'ai dû limer les tubes inox pour les ajuster. Idem pour les plaquettes. C'est comme s'il y avait eu un retour élastique de la matière après passage du fôret.
J'ai collé les tubes après la photo.
06-JUN-2012
Hier j'ai découvert par hasard un gratuiciel qui se prête à merveille au dessin de couteaux. Il s'agit d'Inkscape. L'outil le plus pratique concerne les courbes de Béziers. Il permet des dessins très continus du contour du couteau.
Mais surtout le logiciel permet aussi de charger la photo d'un couteau et d'en recopier la forme en tout ou partie en y superposant une courbe de Béziers. Il y a des tutoriels video et l'usage est assez instinctif.
Le top c'est qu'en y intégrant les matériaux des manches, puis en y découpant des contours, on peut avoir une bonne idée du résultat final. Résultat qu'on peut affiner en jouant avec les ombres ce qui permet de lui donner du relief.

Bon le rivet est de la mauvaise couleur, je n'ai réussi à mettre la garde, ni les ombres.
Je voudrai faire un couteau pour mon ami d'enfance, passionné d'archéologie. J'ai pensé
que ce serait le meilleur moyen d'utiliser ma chute de molaire de mammouth.
Hier j'ai découvert par hasard un gratuiciel qui se prête à merveille au dessin de couteaux. Il s'agit d'Inkscape. L'outil le plus pratique concerne les courbes de Béziers. Il permet des dessins très continus du contour du couteau.
Mais surtout le logiciel permet aussi de charger la photo d'un couteau et d'en recopier la forme en tout ou partie en y superposant une courbe de Béziers. Il y a des tutoriels video et l'usage est assez instinctif.
Le top c'est qu'en y intégrant les matériaux des manches, puis en y découpant des contours, on peut avoir une bonne idée du résultat final. Résultat qu'on peut affiner en jouant avec les ombres ce qui permet de lui donner du relief.
Bon le rivet est de la mauvaise couleur, je n'ai réussi à mettre la garde, ni les ombres.
Je voudrai faire un couteau pour mon ami d'enfance, passionné d'archéologie. J'ai pensé
que ce serait le meilleur moyen d'utiliser ma chute de molaire de mammouth.
07-JUN-2012
Le soir j'ai fait un rapide (et médiocre) étui pour le "Patron" avec un des morceaux de cuir "RS" que j'ai encore. Le couteau a encore besoin de finition et je manque de motivation. Il faut au moins que je puisse le ranger en toute sécurité.
08-JUN-2012
J'ai encore poncé à la main le manche du "Patron" pour augmenter le rayon des plaquettes aux bords. Mais pas longtemps. Motivation, motivation. J'ai aussi commencé à retoucher au combiné le manche en bouleau de l'Enzo Elver pour le frérot. Je suis vite passé en mode manuel avec une cale à poncer souple ("éponge") Norton. Là aussi il y a encore du travail.

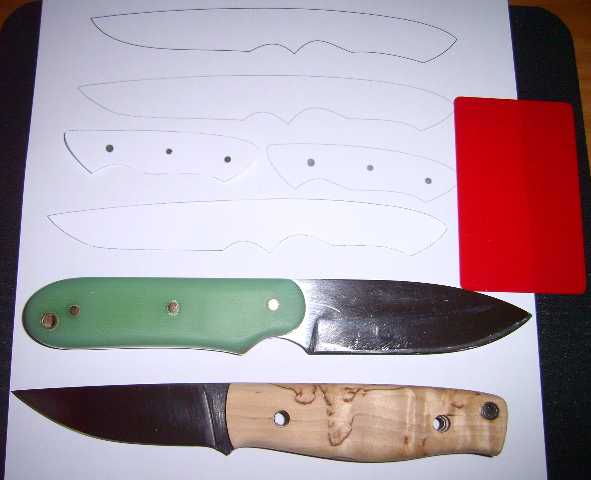
Tubes inox du passage dragonne ramenés à zéro, arètes vives arrondies, surplus du manche éliminé.
Le bouleau madré a des imperfections qui avec les reflets donnent l'impression d'irrégularités dans la
surface. En bas l'étui douteux mais fonctionnel du "Patron" au manche blanchi par mon ponçage.
Le soir j'ai fait un rapide (et médiocre) étui pour le "Patron" avec un des morceaux de cuir "RS" que j'ai encore. Le couteau a encore besoin de finition et je manque de motivation. Il faut au moins que je puisse le ranger en toute sécurité.
08-JUN-2012
J'ai encore poncé à la main le manche du "Patron" pour augmenter le rayon des plaquettes aux bords. Mais pas longtemps. Motivation, motivation. J'ai aussi commencé à retoucher au combiné le manche en bouleau de l'Enzo Elver pour le frérot. Je suis vite passé en mode manuel avec une cale à poncer souple ("éponge") Norton. Là aussi il y a encore du travail.
Tubes inox du passage dragonne ramenés à zéro, arètes vives arrondies, surplus du manche éliminé.
Le bouleau madré a des imperfections qui avec les reflets donnent l'impression d'irrégularités dans la
surface. En bas l'étui douteux mais fonctionnel du "Patron" au manche blanchi par mon ponçage.
****************************************
Quelque part entre ces 2 dates j'ai fait un
étui pour mon Lauri PT77 avec manche en acrylique turquoise,
ébène du Mozambique et olivier. Toujours dans le cuir
"RS" sur le modèle de l'étui du "Patron". C'était
aussi pour s'entrainer et améliorer mon style. Ce second
étui est un peu mieux réussi (rétention du couteau
et régularité des coutures) que le premier.
****************************************
12-JUN-2012
Je suis un peu comme les enfants gâtés ou Dom Juan, dès que j'ai quelque chose, cela m'intéresse moins et je passe déjà à autre chose. Alors que je dois finir le "Patron" et l'Enzo Elver et réaliser 2 nouveaux couteaux sur base de Lauri SS77 et Karesuando SS80, je songe déjà à un autre projet...
J'ai un intéret renouvelé pour les petits couteaux de cou type Izula. J'ai lu des articles sur le travail de certains couteliers japonais. Une de leur recette consiste à souder à la forge un acier carbone entre deux couches d'acier inox. L'acier carbone est trempé très dur (63 HRc) et l'inox lui fait un sandwich qui lui donne de la résistance au choc tandis que sa relative molesse facilite l'affûtage (matière sur les côtés plus facile à enlever).
Bref je jouai avec Inkscape et une photo récupérée sur le Net et au moment de l'impression du dessin à une échelle trop faible, j'ai eu la révélation. Une soudaine furieuse envie de faire ce couteau de cou mais en version encore plus petite.
Evidemment j'adorerai savoir et pouvoir forger un tel couteau en aciers laminés entre eux mais c'est impossible. Alors en le voyant je me suis dit que je pourrai en réalisé un à partir d'une lame Lauri PT. Cela me permettrait au moins d'avoir aussi les 63 HRc au tranchant. J'avais beau tourner le profil papier dans tous les sens au dessus de la lame Lauri SS77 que j'ai encore, rien à faire.
Au fil des jours je me suis dit que je devrai essayer avec un acier assez noble. Tiens du D2 de chez Bonpertuis en vente sur le Net? Ben oui pourquoi pas? Mécaniquement c'est supérieur au bon vieil XC75 et avec le four du boulot, le traitement thermique est encore jouable, sans compter les 12% de chrome qui aide bien contre la corrosion. Ou alors du RWL-34? Un métal fritté encore bien supérieur au D2 et vraiment inox. Oui mais il est cher et puis le traitement thermique sera difficile pour moi, d'autant que pour ne pas le bâcler, il faudrait faire des trempes et des revenus "cryo"... A moins de pouvoir se procurer de la glace carbonique (et cela juste à temps), cela revient à investir beaucoup (de travail!) pour un résultat probablement très médiocre. Au pire la sous-traitance mais c'est me priver du plaisir de la réalisation. Et vous l'avez compris, comme en moto où le plaisir réside dans le voyage et non pas dans la destination, mon hobby de coutellier amateur à 2 balles me procure plus de plaisir à la réalisation qu'à l'usage ultérieur.
A moins de faire un avant-projet (avant le D2) avec un inox bon marché? Un truc qui ne demande pas obligatoirement de la trempe "cryo" (c'est toujours mieux avec mais sur certaines nuances on peut s'en passer et malgré tout obtenir un vrai couteau). Bref tout cela pour vous dire que j'ai commandé aujourd'hui deux barres de 3 mm d'épaisseur de T7Mo Bonpertuis (24X1000 [mm]) et de D2 Böhler Uddeholm (30X1000) chez Euro Techni. On verra bien. L'ensemble m'a couté autant que mon unique barre de XC75 DNH7 Bonpertuis (4X60X1000).
En haut le nouveau profil, un très petit couteau, réalisé sous Inkscape. D'après Google, "cou" se dit
"Kubi"en japonais, je le baptise donc ce nouveau modèle, "Baby Koubi". En rouge des supports de
badge de ma boîte. Plastique rouge vif de 0.77 mm trouvé par hasard en me servant de mon badge
spécial aujourd'hui. Je vais essayer d'en faire un intercalaire sur un des prochains Scandinaves. En
bas le "Patron" et l'Enzo Elver après polissage des chants.
Le soir j'ai
continué le polissage
- du "Patron". Trop dur. J'ai enlevé au mieux les grosses rayures et basta. Faut savoir s'arrêter. J'ai d'autres chats à fouetter et ce couteau est 100% fonctionnel.
- de l'Enzo Elver. Son acier D2 donné pour 60..61 HRc était plus mou que l'XC75 du "Patron". Là aussi j'ai fait au mieux et je vais passer à la finition afin d'enfin pouvoir l'offrir à mon frère. Les plaquettes de bouleau ont l'air de s'être incurvées. Je comprends mieux pourquoi c'est collé dans 99% des cas. Je verrai avec l'interessé. Mais bon, condamner le logement central après tant de travail pour le réaliser... Merde.
13-JUN-2012
J'ai poli au P800 le manche en bouleau madré de l'Enzo Elver. Puis je l'ai poli avec un disque enduit de pâte 40 microns. Le beau bois blanc est devenu très sombre. Aie aie aie. J'ai continué avec un autre disque et de la pâte 2 microns (celle du cuir pour l'affûtage). Au final j'ai tout nettoyé avec un produit dit "décireur" sur l'emballage. C'est juste de l'essence de térébenthine et cela a très bien marché. Une fois sec j'ai passé les diverses couches d'huile CCL.
Sur le chantier du Karesuando SS80, j'ai aplani au papier P80 la garde en nickel. J'ai ensuite limé des chanfreins afin que celle-ci puisse aller s'appuyer sur la lame (ces gardes sont toujours un peu juste pour qu'on puisse les rendre le plus jointive possible). Ensuite j'ai aplani et rendu parallèles (à l'oeil) les deux plus grandes surfaces d'une chute d'Elforyn reçue dans la dernière commande. Ensuite au tour de future fac intérieure du morceau de molaire de mammouth, P80 puis P120. Pour finir j'ai coupé dans une chute de bois dense et sombre africain (appelation inconnue), don du menuisier du collègue de travail, un morceau de la même taille que la molaire de mammouth fossilisée. Idem ponçage d'une face au P80 puis P120.

L'étape suivant consistera à percer l'Elforyn et à tailler une rainure d'environ 2 mm de profondeur dans le bois et la molaire fain d eprendre la lame en sandwich. C'est la seule construction que j'ai trouvé pour ne pas gâcher la chute de molaire et mettre en valeur son "veinage".
14-JUN-2012
Message sur le portable: c'est le service de livarison chois par Euro Techni. Le gars ne trouve pas la rue de l'adresse de facturation dans le village de l'adresse de livraison. Et ben bonne chance mon gars! Z'ont mélangé les adresses! Du coup j'aurai mes barres de T7Mo et de D2 seulement demain. J'te jure...
Sur le Karesuando SS80 j'ai juste percé le morceau frontal d'Elforyn et découpé le passage du manche dans l'intercalaire en fibre rouge.
Sur l'Enzo Elver j'ai passé plusieurs fines couches de cire de carnauba, remplacé les vis cruci par des vis CHC que j'ai dû raccourcir et adapté 4 rondelles à mettre sous les têtes des vis. C'est enfin fini, le manche brille admirablement (en profondeur) et le couteau va enfin rejoindre son propriétaire, sans doute dimanche prochain.

La photo est de mauvaise qualité et ne rend pas justice à la beauté du manche.
- du "Patron". Trop dur. J'ai enlevé au mieux les grosses rayures et basta. Faut savoir s'arrêter. J'ai d'autres chats à fouetter et ce couteau est 100% fonctionnel.
- de l'Enzo Elver. Son acier D2 donné pour 60..61 HRc était plus mou que l'XC75 du "Patron". Là aussi j'ai fait au mieux et je vais passer à la finition afin d'enfin pouvoir l'offrir à mon frère. Les plaquettes de bouleau ont l'air de s'être incurvées. Je comprends mieux pourquoi c'est collé dans 99% des cas. Je verrai avec l'interessé. Mais bon, condamner le logement central après tant de travail pour le réaliser... Merde.
13-JUN-2012
J'ai poli au P800 le manche en bouleau madré de l'Enzo Elver. Puis je l'ai poli avec un disque enduit de pâte 40 microns. Le beau bois blanc est devenu très sombre. Aie aie aie. J'ai continué avec un autre disque et de la pâte 2 microns (celle du cuir pour l'affûtage). Au final j'ai tout nettoyé avec un produit dit "décireur" sur l'emballage. C'est juste de l'essence de térébenthine et cela a très bien marché. Une fois sec j'ai passé les diverses couches d'huile CCL.
Sur le chantier du Karesuando SS80, j'ai aplani au papier P80 la garde en nickel. J'ai ensuite limé des chanfreins afin que celle-ci puisse aller s'appuyer sur la lame (ces gardes sont toujours un peu juste pour qu'on puisse les rendre le plus jointive possible). Ensuite j'ai aplani et rendu parallèles (à l'oeil) les deux plus grandes surfaces d'une chute d'Elforyn reçue dans la dernière commande. Ensuite au tour de future fac intérieure du morceau de molaire de mammouth, P80 puis P120. Pour finir j'ai coupé dans une chute de bois dense et sombre africain (appelation inconnue), don du menuisier du collègue de travail, un morceau de la même taille que la molaire de mammouth fossilisée. Idem ponçage d'une face au P80 puis P120.
L'étape suivant consistera à percer l'Elforyn et à tailler une rainure d'environ 2 mm de profondeur dans le bois et la molaire fain d eprendre la lame en sandwich. C'est la seule construction que j'ai trouvé pour ne pas gâcher la chute de molaire et mettre en valeur son "veinage".
14-JUN-2012
Message sur le portable: c'est le service de livarison chois par Euro Techni. Le gars ne trouve pas la rue de l'adresse de facturation dans le village de l'adresse de livraison. Et ben bonne chance mon gars! Z'ont mélangé les adresses! Du coup j'aurai mes barres de T7Mo et de D2 seulement demain. J'te jure...
Sur le Karesuando SS80 j'ai juste percé le morceau frontal d'Elforyn et découpé le passage du manche dans l'intercalaire en fibre rouge.
Sur l'Enzo Elver j'ai passé plusieurs fines couches de cire de carnauba, remplacé les vis cruci par des vis CHC que j'ai dû raccourcir et adapté 4 rondelles à mettre sous les têtes des vis. C'est enfin fini, le manche brille admirablement (en profondeur) et le couteau va enfin rejoindre son propriétaire, sans doute dimanche prochain.
La photo est de mauvaise qualité et ne rend pas justice à la beauté du manche.