15-JUN-2012
J'ai eu ma ferraille. En parallèle je lis tout ce que je peux trouver sur le Net concernant les traitements thermiques avec trempe dite "à l'air" et "cryo". Me demande si je ne me suis pas lancé dans un truc trop complexe pour mes faibles moyens...

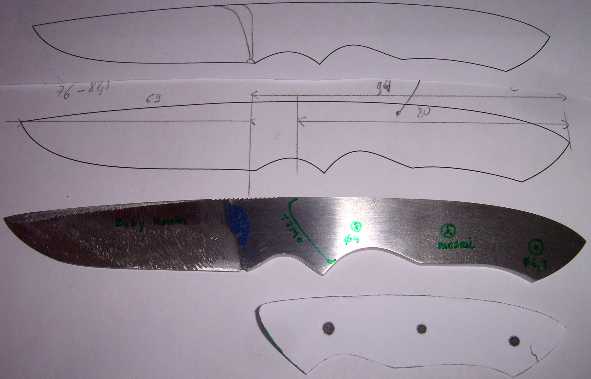
En haut une barre de Z160CDV12 ("D2") de 1000X30X3 [mm].
En bas une barre de T7Mo de 1000X24X3 [mm] sur laquelle j'ai collé (colle néoprène en aérosol)
le profil du "Baby Koubi" pensant que c'est plus facile que la découpe avec traçage du contour.
Le tout est livré "filmé" sur une plaque de sapin, plaque me servant à y coller du cuir pour en
faire des affûtoirs.
J'ai eu ma ferraille. En parallèle je lis tout ce que je peux trouver sur le Net concernant les traitements thermiques avec trempe dite "à l'air" et "cryo". Me demande si je ne me suis pas lancé dans un truc trop complexe pour mes faibles moyens...
En haut une barre de Z160CDV12 ("D2") de 1000X30X3 [mm].
En bas une barre de T7Mo de 1000X24X3 [mm] sur laquelle j'ai collé (colle néoprène en aérosol)
le profil du "Baby Koubi" pensant que c'est plus facile que la découpe avec traçage du contour.
Le tout est livré "filmé" sur une plaque de sapin, plaque me servant à y coller du cuir pour en
faire des affûtoirs.
16-JUN-2012:
samedi pluvieux, coutellier hobbyiste heureux
Le matin j'ai creusé au ciseau à bois la pièce de bois dense africain pour le Karesuando SS80.
Ensuite j'ai scié et façonné le "Baby Koubi". A noter que j'ai utilisé la dernière lame de scie à métaux neuve qu'il me restait: une bi-métal de chez Bahco (suédois) mais à 32 dents par pouce (tandis que toutes les autres étaient des 24 dents par pouce). Est-ce l'acier T7Mo ou la lame? Je ne sais pas mais la coupe fut très facile. J'ai façonné le contour au combiné avec une bande de P40 neuve. Là aussi assez facile, bonne progression. J'ai fini au P100, P220 et P400 au combiné. Les encoches pour les doigts ont été travaillé à la Dremel avec un petit tambour abrasif. Tout le contour a été fini à la fin jusqu'à P800.
Pour du cochonium, le T7Mo se travaille aussi bien que l'XC75 à la scie ou au combiné selon moi. Il n'y a qu'au papier à la main que ce dernier semble un peu glisser sur le métal. L'état de surface à la livraison est bien meilleur que pour l'XC75. Quasi absence de croûte de laminage et épaisseur finale très régulière: entre 3.00 et 3.02 mm d'épaisseur partout alors que l'XC 75 est à 4.2. Pour un amateur il y a beaucoup moins de travail de polissage des faces à faire.
J'ai fait quelques stries d'appui du pouce au dos et un dégagement d'affûtage au ricasso. J'ai tracé les émoutures pour les travailler à main levée à la lime batârde. Là aussi la lime "mord" bien le métal. Dans mon projet de départ, je voulais faire une semelle conique (épaisseur du métal du manche qui diminue vers l'arrière) mais j'ai abandonné cette idée pour le moment. L'intersection entre le plan de la lame et celui du manche devrait donner une ligne où il faudrait exactement qu'arrive la plaquette. Ça sent les difficultés à plein nez. Par contre je vais percer le manche pour alléger l'ensemble. Je compte utiliser un manche blanc, un intercalaire rouge, 3 rivets inox, diamètre 4 devant, un pin mosaïque au milieu (si possible avec un rappel de rouge) et un tube inox de 6.4 mm derrière pour un passage dragonne. Etui en kydex pour port autour du cou.
Comme toujours, j'ai laissé 0.8 mm au tranchant. Dans cet état on est à 56 g.
Le matin j'ai creusé au ciseau à bois la pièce de bois dense africain pour le Karesuando SS80.
Ensuite j'ai scié et façonné le "Baby Koubi". A noter que j'ai utilisé la dernière lame de scie à métaux neuve qu'il me restait: une bi-métal de chez Bahco (suédois) mais à 32 dents par pouce (tandis que toutes les autres étaient des 24 dents par pouce). Est-ce l'acier T7Mo ou la lame? Je ne sais pas mais la coupe fut très facile. J'ai façonné le contour au combiné avec une bande de P40 neuve. Là aussi assez facile, bonne progression. J'ai fini au P100, P220 et P400 au combiné. Les encoches pour les doigts ont été travaillé à la Dremel avec un petit tambour abrasif. Tout le contour a été fini à la fin jusqu'à P800.
Pour du cochonium, le T7Mo se travaille aussi bien que l'XC75 à la scie ou au combiné selon moi. Il n'y a qu'au papier à la main que ce dernier semble un peu glisser sur le métal. L'état de surface à la livraison est bien meilleur que pour l'XC75. Quasi absence de croûte de laminage et épaisseur finale très régulière: entre 3.00 et 3.02 mm d'épaisseur partout alors que l'XC 75 est à 4.2. Pour un amateur il y a beaucoup moins de travail de polissage des faces à faire.
J'ai fait quelques stries d'appui du pouce au dos et un dégagement d'affûtage au ricasso. J'ai tracé les émoutures pour les travailler à main levée à la lime batârde. Là aussi la lime "mord" bien le métal. Dans mon projet de départ, je voulais faire une semelle conique (épaisseur du métal du manche qui diminue vers l'arrière) mais j'ai abandonné cette idée pour le moment. L'intersection entre le plan de la lame et celui du manche devrait donner une ligne où il faudrait exactement qu'arrive la plaquette. Ça sent les difficultés à plein nez. Par contre je vais percer le manche pour alléger l'ensemble. Je compte utiliser un manche blanc, un intercalaire rouge, 3 rivets inox, diamètre 4 devant, un pin mosaïque au milieu (si possible avec un rappel de rouge) et un tube inox de 6.4 mm derrière pour un passage dragonne. Etui en kydex pour port autour du cou.
Comme toujours, j'ai laissé 0.8 mm au tranchant. Dans cet état on est à 56 g.
17-JUN-2012
Le matin, à main levée avec les limes plates demi-douce, douce et aiguille plate taille 2, j'ai affiné les émoutures. Puis je suis allé de P180 à P800 enpassant par P240 et P400. A noter que les feuilles abrasives semblent mieux marcher à sec sur le T7Mo, contrairement à l'XC75.
Le soir constatant que le tranchant du "Baby Koubi" faisait encore 1.12 mm au lieu de 0.8 et que les émoutures étaient trop épaisses, j'ai repris ces dernières, ruinant par la même mes jolis états de surface du matin.

55 g.
J'ai aussi
creusé une rainure dans le morceau de molaire de mammouth
fossilisé et stabilisé pour le Karesuando SS80. Difficile
cette matière. Même stabilisée, elle risque de
fissurer à tout instant. Il faut encore les coller ensemble et
faire une face avant plane.

Je ne crois pas que je vais percer latéralement pour fixer un rivet. Trop risqué de louper le trou, en aveugle.
Je préfére collé d'abord le sandwich pour bien aplanir ensemble la face avant.
Je ne crois pas que je vais percer latéralement pour fixer un rivet. Trop risqué de louper le trou, en aveugle.
Je préfére collé d'abord le sandwich pour bien aplanir ensemble la face avant.
18-JUN-2012
En journée, j'ai craqué à nouveau. J'ai commandé un couteau entièrement fait main chez un célèbre coutelier du Texas. Le prix est super abordable à cause d'une méga remise (pour la fête des pères) sur un prix plancher et un Euro encore avantageux. Livraison seulement aux US. Du coup j'ai tenté de m'arranger avec un collègue aux Etats-Unis. Il devrait me le ramener à son prochain voyage à la maison mère. Problème: faudra être patient, ça pourrait être dans plus de 6 mois.
Sinon perçage et nouveau polissage jusqu'à P800 du "Baby Koubi". Je me suis aussi posé des questions sur l'angle de l'émouture plate. D'habitude elles ont environ 6.5° d'angle au sommet. Avec la réduction d'échelle du couteau tout en gardant un dos de lame à 3 mm, je me retrouve à environ 10° d'angle au sommet. J'ai l'impression que c'est trop épais (difficulté de pénétration profonde dans la matière, comme du bois par exemple). Puis je me suis rassuré en me disant que les émoutures du type scandinaves n'avaient qu'un seul angle de tranchant à 18° d'angle au sommet et qu'elles tranchent très bien. Bon demain je tente le traitement thermique avec tout le toutim: papillotte inox pour éviter l'oxydation, trempe à 1060°C entre plaques alu pour faire vite et rester droit, suivi d'un séjour d'une heure au moins à la température la plus basse trouvable à l'usine (-40°C environ) et deux revenus de 45 minutes à une heure à 150°C pour viser les 59 HRc.

Les trous ont été faits à l'oeil (et ça se voit!) sauf les 3 centraux pour les rivets et le tube de passage
dragonne. On est à 51 g.
En journée, j'ai craqué à nouveau. J'ai commandé un couteau entièrement fait main chez un célèbre coutelier du Texas. Le prix est super abordable à cause d'une méga remise (pour la fête des pères) sur un prix plancher et un Euro encore avantageux. Livraison seulement aux US. Du coup j'ai tenté de m'arranger avec un collègue aux Etats-Unis. Il devrait me le ramener à son prochain voyage à la maison mère. Problème: faudra être patient, ça pourrait être dans plus de 6 mois.
Sinon perçage et nouveau polissage jusqu'à P800 du "Baby Koubi". Je me suis aussi posé des questions sur l'angle de l'émouture plate. D'habitude elles ont environ 6.5° d'angle au sommet. Avec la réduction d'échelle du couteau tout en gardant un dos de lame à 3 mm, je me retrouve à environ 10° d'angle au sommet. J'ai l'impression que c'est trop épais (difficulté de pénétration profonde dans la matière, comme du bois par exemple). Puis je me suis rassuré en me disant que les émoutures du type scandinaves n'avaient qu'un seul angle de tranchant à 18° d'angle au sommet et qu'elles tranchent très bien. Bon demain je tente le traitement thermique avec tout le toutim: papillotte inox pour éviter l'oxydation, trempe à 1060°C entre plaques alu pour faire vite et rester droit, suivi d'un séjour d'une heure au moins à la température la plus basse trouvable à l'usine (-40°C environ) et deux revenus de 45 minutes à une heure à 150°C pour viser les 59 HRc.
Les trous ont été faits à l'oeil (et ça se voit!) sauf les 3 centraux pour les rivets et le tube de passage
dragonne. On est à 51 g.
Pour finir j'ai
collé le bois d'Afrique et la molaire de mammouth à
l'époxy. Puis j'ai continué d'aplanir la garde du
Karesaundo SS80. C'est long même au P80 qui fait du copeau. Je
n'ai pas fini. L'emboutissage de cette garde lui donne de gros
congés aux bords, hauts de plusieurs dixièmes de
millimètre.
19-JUN-2012
Ah là là mes amis et fidèles lecteurs, je suis malheureux comme les pierres. Sur le papier tout est réuni pour un plan sans accroc et dans la réalité ça coince à un détail. C'en est à se couper les roupettes et les bouffer en vinaigrette! Notez que "[...]je connais mes classiques, toutes les grandes affaires basées sur la confiance ont foiré; de Napoléon se faisant repasser à Waterloo[...]"
Bref j'ai plein de feraille que je ne peux tremper. Tous les aciers un peu nobles se trempent juste au dessus de 1000°C, souvent entre 1020 et 1060°C. Le four de la boîte indique sur deux plaquettes distinctes: Tmax:1100°C. Eh ben non, pas moyen d'aller plus haut que 1000°C! Du coup pas de température d'austénisation et donc pas de trempe, pas d'acier dur, pas de tranchant, pas de couteau, adieu "Baby Koubi"

Impossible de mettre plus de 1000°C de consigne au contrôleur!
Et dire que j'avais de quoi faire une papillote inox et deux gros blocs
d'aluminium bien plats pour la trempe sous plaque!

J'avais même trouvé une chambre climatique (libre!!!) capable d'aller jusqu'à
-70°C, bref c'était trop beau.
20-JUN-2012
Je ne sais pas si c'est la quarantaine, juste ma personnalité et moi, mais bon vous aussi vous avez des jours comme ça? Bon je devrai me la fermer et remercier le ciel d'avoir un toit, un boulot etc... Oui bref je vais le faire c'est mieux et puis ma petite vie égoïste, on s'en tape.
Revenons à la coutellerie amateur. Pour le four c'est sûr c'est râpé. La limite de 1000°C est donnée par le contrôleur et non pas le four ou sa résistance. Et dans le contrôleur, il y a une... EEPROM! Donc adieu le four du boulot pour mes aciers fortement alliés (au moins un élément d'addition avec plus de 5% en masse; cours de Première E). Mais il doit y avoir une autre solution. je cogite.
Sinon j'ai fait de la route pour trouver du pin mosaïque inox avec fond rouge en diamètre 4.15 mm (pour le "Baby Koubi" percé à 4.20). Tintin! "Ah ben non on n'en a pas... Peut-être qu'on en avait si on l'a mis en photo sur notre site en mettant que c'est dispo... Oui ben 2 heures de route... Au revoir".
Pour me détendre avant un barbecue sous un ciel menaçant, j'ai coupé un morceau d'olivier pour finir le manche du Karesuando SS80. L'ensemble garde+intercalaire+Elforyn était sec. J'ai aussi affiné la queue de la lame pour y passer la petite rondelle à sertir et j'y ai fait des entailles pour augmenter l'accroche de la colle époxy.

Notez que je m'y suis pris comme un manche, j'ai inversé de l'insert en molaire de mammouth.
19-JUN-2012
Ah là là mes amis et fidèles lecteurs, je suis malheureux comme les pierres. Sur le papier tout est réuni pour un plan sans accroc et dans la réalité ça coince à un détail. C'en est à se couper les roupettes et les bouffer en vinaigrette! Notez que "[...]je connais mes classiques, toutes les grandes affaires basées sur la confiance ont foiré; de Napoléon se faisant repasser à Waterloo[...]"
Bref j'ai plein de feraille que je ne peux tremper. Tous les aciers un peu nobles se trempent juste au dessus de 1000°C, souvent entre 1020 et 1060°C. Le four de la boîte indique sur deux plaquettes distinctes: Tmax:1100°C. Eh ben non, pas moyen d'aller plus haut que 1000°C! Du coup pas de température d'austénisation et donc pas de trempe, pas d'acier dur, pas de tranchant, pas de couteau, adieu "Baby Koubi"
Impossible de mettre plus de 1000°C de consigne au contrôleur!
Et dire que j'avais de quoi faire une papillote inox et deux gros blocs
d'aluminium bien plats pour la trempe sous plaque!
J'avais même trouvé une chambre climatique (libre!!!) capable d'aller jusqu'à
-70°C, bref c'était trop beau.
C'est le coeur
lourd que j'ai remisé le "Baby Koubi" (mais je n'ai pas dit mon
dernier mot) et que j'ai continué le Karesuando SS80 pour mon
vieux copain Serge. J'ai bien aplani la garde, au P120 en final du
côté à coller et P9000 (cuir+pâte 2
microns=poli mirroir) du c'oté visible. le bloc bois+molaire de
mammouth était bien collé. J'ai aplani la surface venant
contre l'Elforyn au P120 en final, puis j'ai coupé en biais la
partie abîmée. Pareil j'ai aplani qu P120 en final la
nouvelle face ainsi obtenue. La molaire est très fragile.
J'espère qu'elle ne pètera pas à la fin, au
façonnage. Plus tard j'ai collé
garde+intercalaire+Elforyn.

Les flèches indiquent les surfaces polies.
Les flèches indiquent les surfaces polies.
20-JUN-2012
Je ne sais pas si c'est la quarantaine, juste ma personnalité et moi, mais bon vous aussi vous avez des jours comme ça? Bon je devrai me la fermer et remercier le ciel d'avoir un toit, un boulot etc... Oui bref je vais le faire c'est mieux et puis ma petite vie égoïste, on s'en tape.
Revenons à la coutellerie amateur. Pour le four c'est sûr c'est râpé. La limite de 1000°C est donnée par le contrôleur et non pas le four ou sa résistance. Et dans le contrôleur, il y a une... EEPROM! Donc adieu le four du boulot pour mes aciers fortement alliés (au moins un élément d'addition avec plus de 5% en masse; cours de Première E). Mais il doit y avoir une autre solution. je cogite.
Sinon j'ai fait de la route pour trouver du pin mosaïque inox avec fond rouge en diamètre 4.15 mm (pour le "Baby Koubi" percé à 4.20). Tintin! "Ah ben non on n'en a pas... Peut-être qu'on en avait si on l'a mis en photo sur notre site en mettant que c'est dispo... Oui ben 2 heures de route... Au revoir".
Pour me détendre avant un barbecue sous un ciel menaçant, j'ai coupé un morceau d'olivier pour finir le manche du Karesuando SS80. L'ensemble garde+intercalaire+Elforyn était sec. J'ai aussi affiné la queue de la lame pour y passer la petite rondelle à sertir et j'y ai fait des entailles pour augmenter l'accroche de la colle époxy.
Notez que je m'y suis pris comme un manche, j'ai inversé de l'insert en molaire de mammouth.
21-JUN-2012
J'ai percé au mieux au diamètre 4 le manche en olivier. J'ai fait un biseau devant et l'arrondi derrière. J'ai déjà fait la finition de l'arrondi jusqu'au disque et la pâte à polir 2 microns. Je nourris quelques craintes pour liaison plane sans jour des biseaux. Je vais peut-être coller le manche en deux temps: d'abord l'Efloryn et la molaire afin d'avoir une butée bien immobile et enfin y ajuster au mieux l'olivier. Et puis j'ai bien envie d'essayer de percer latéralement un trou borgne dans le bois africain afin de loger une goupille dans le manche, histoire de solidifier la liaison au maximum.

J'ai percé au mieux au diamètre 4 le manche en olivier. J'ai fait un biseau devant et l'arrondi derrière. J'ai déjà fait la finition de l'arrondi jusqu'au disque et la pâte à polir 2 microns. Je nourris quelques craintes pour liaison plane sans jour des biseaux. Je vais peut-être coller le manche en deux temps: d'abord l'Efloryn et la molaire afin d'avoir une butée bien immobile et enfin y ajuster au mieux l'olivier. Et puis j'ai bien envie d'essayer de percer latéralement un trou borgne dans le bois africain afin de loger une goupille dans le manche, histoire de solidifier la liaison au maximum.
Après mûre réflexion, à la vue de tout cet assemblage déjà hyperstatique à crever, j'ai préféré ne pas percer de trou latéral. Du coup rien ne s'opposait à un premier collage. J'ai étanché la garde sur la lame avec un chewing-gum (goût fraise; très important). J'ai exercé une pression très faible avec une petite pince serre-joint. J'ai mis du papier sulfurisé entre pince et bois/molaire pour éviter un éventuel collage. J'avais un peu chauffé le métal pour faciliter l'écoulement de la colle le long du manche.

Quant on n'a pas de pâte à modeler, on peut tenter le coup avec un chewing-gum.
22-JUN-2012
J'ai "démoulé" le Karesuando. Le chewing-gum s'est montré étonnamment étanche: pas la moindre coulure d'époxy. Idem pour le papier sulfurisé, démoulage impec'. Seules des surépaisseurs de colle au niveau de l'interface entre biseaux posaient problème. J'ai peu tout enlever avec un ciseau à bois fin. Ensuite rebelote
- préparation de l'époxy (mélanger au moins 1 minute pour un mélange très homogène)
- enduction des faces, du manche, remplissage de l'olivier
Pour tester le serrage j'avais fait des montages à blanc. C'est avec 2 serre-joints ajustés l'un après l'autre en 3 passes successives que j'ai eu le meilleur résultat d'interfaces le plus jointives possibles.

J'ai "démoulé" le Karesuando. Le chewing-gum s'est montré étonnamment étanche: pas la moindre coulure d'époxy. Idem pour le papier sulfurisé, démoulage impec'. Seules des surépaisseurs de colle au niveau de l'interface entre biseaux posaient problème. J'ai peu tout enlever avec un ciseau à bois fin. Ensuite rebelote
- préparation de l'époxy (mélanger au moins 1 minute pour un mélange très homogène)
- enduction des faces, du manche, remplissage de l'olivier
Pour tester le serrage j'avais fait des montages à blanc. C'est avec 2 serre-joints ajustés l'un après l'autre en 3 passes successives que j'ai eu le meilleur résultat d'interfaces le plus jointives possibles.
24-JUN-2012
En matinée j'ai fait une brocante/vide grenier. J'ai repéré une perceuse à main Peugeot tout à fait fonctionnelle (10 EUR), une lime demi-douce de 300 mm (1 EUR), une presse à cigares (5 EUR), 2 petits affûtoirs en cuir pour rasoir (3 EUR les 2), deux haches (chacune à 5 EUR) et un petit étau (3 EUR).
Au final je ne suis parti qu'avec la lime (pour en faire un couteau) et l'étau. Après grattage de la rouille, la lime montre les inscriptions MAGO et RDS sur le manche et mesure 300 X 29,4 X 7,5 [mm]. On verra ce que j'en ferai. L'étau à fixation par serre-joint a une course de 60 mm et est d'une précision de guidage étonnante. Du beau matos. Je l'ai brossé aussi (inscription FRANCE) et je le sablerai à l'occase au boulot. Ça fera peut-être un joli cadeau pratique pour mon frère qui vit en appartement "à la ville" et qui doit souvent bricoler ses guitares.
La presse à cigare j'en aurai fait une presse à Kydex. Les affûtoirs je les aurai regarni de cuir. La perceuse c'était pour faire des trous en absence d'électricité (on ne sait jamais). Quant aux haches, essayer de trouver un tel outil en acier de qualité de nos jours. C'est hors de prix. Avec un bon manche neuf, un coin et un bon affûtage je suis persuadé que la hache peut-être repartie pour 50 ans de bons et loyaux services.
L'après-midi j'ai façonné un peu le manche du Karesuando. La molaire part en petits blocs ce qui génèrent des trous et par endroits, un manque de matière. L'Elforyn juste à côté est encore trop mou. Du coup je crois que j'ai encore un peu foiré la forme. J'ai du sacrément entamer la fornme de la garde. Bref ça ne sera pas encore un chef d'oeuvre. J'espère le sauver suffisamment pour qu'il plaise à mon pote.

Au moins mes blocs sont bien jointifs.
25-JUN-2012
J'ai continué le ponçage à la main (papier de 80) du Karesuando SS80. Je crois que certains manques de matière de-ci de-là ne seront plus rattrapables, hélàs.
26-JUN-2012
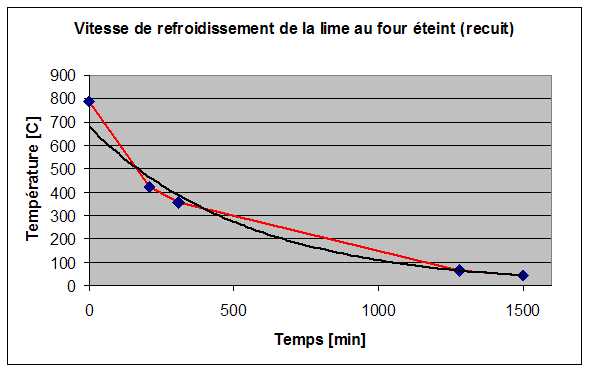
A cause de la vieille lime de la brocante, j'ai beaucoup lu sur le Net. J'ai ramené la lime au boulot afin de lui faire subir un recuit d'adoucissement. Il s'agit "d'ôter" la dureté de la trempe afin d'autoriser l'usinage le plus facile possible. Pour cela il faut amener l'acier à sa température d'austénisation et le laisser refroidir le plus lentement possible. La température est évidemment fonction du taux de carbone. Comme selon mes lectures la plupart des limes ont un fort taux de carbone (de l'ordre de 1%), j'ai réglé le four à 820°C. Deux heures plus tard j'ai mis la lime au four. Au bout de 11..12 minutes j'ai éteins le four et j'ai ouvert la porte pour redescendre un peu sous la température d'austénisation. Si on y reste trop longtemps à cette dernière, le grain risque de grossir (c'est du moins ce que j'ai cru comprendre) et ce n'est pas ce qu'on veut. Puis fermeture de la porte afin de laisser tout cela refroidir tranquillement avec le four. 3h30 plus tard, il y avait encore 425°C au thermomètre et 345°C au bout de 5 heures. Je la récupérerai demain.

Juste à l'ouverture de la porte du four après 12 minutes à 820°C. Au fait, non loin du four j'ai trouvé
des chutes de baguettes d'alu de 2 et 3.2 mm (pour du TIG?). Ça pourra faire des rivets légers et brillants.
J'ai collé à l'époxy la petite rondelle de retenue de la lame au cul du Karesuando.
30-JUN-2012
J'ai poncé le cul de la lame du Karesuando SS80 pour qu'il ne dépasse plus qu'un millimètre de la rondelle de retenue. Puis j'ai longuement martelé ce qui dépassait pour lui donner une forme de champignon. Encore un nettoyage du manche et j'ai passé au fur et à mesure 5 couches d'huile CCL.
01-JUL-2012
Dernière couche d'huile CCL, polissage à la cire de carnauba et un affûtage (car le tranchant était déformé d'origine à la livraison) et c'est fini. Bon faut encore songer à l'étui.

C'est loin de la perfection mais avec l'huile CCL tout cela semble plutôt bien se marier ensemble.
J'ai continué le ponçage à la main (papier de 80) du Karesuando SS80. Je crois que certains manques de matière de-ci de-là ne seront plus rattrapables, hélàs.
26-JUN-2012
A cause de la vieille lime de la brocante, j'ai beaucoup lu sur le Net. J'ai ramené la lime au boulot afin de lui faire subir un recuit d'adoucissement. Il s'agit "d'ôter" la dureté de la trempe afin d'autoriser l'usinage le plus facile possible. Pour cela il faut amener l'acier à sa température d'austénisation et le laisser refroidir le plus lentement possible. La température est évidemment fonction du taux de carbone. Comme selon mes lectures la plupart des limes ont un fort taux de carbone (de l'ordre de 1%), j'ai réglé le four à 820°C. Deux heures plus tard j'ai mis la lime au four. Au bout de 11..12 minutes j'ai éteins le four et j'ai ouvert la porte pour redescendre un peu sous la température d'austénisation. Si on y reste trop longtemps à cette dernière, le grain risque de grossir (c'est du moins ce que j'ai cru comprendre) et ce n'est pas ce qu'on veut. Puis fermeture de la porte afin de laisser tout cela refroidir tranquillement avec le four. 3h30 plus tard, il y avait encore 425°C au thermomètre et 345°C au bout de 5 heures. Je la récupérerai demain.
Juste à l'ouverture de la porte du four après 12 minutes à 820°C. Au fait, non loin du four j'ai trouvé
des chutes de baguettes d'alu de 2 et 3.2 mm (pour du TIG?). Ça pourra faire des rivets légers et brillants.
Mais ce que j'ai
surtout lu c'est qu'il existe des limes cémentées. Il
faut comprendre que seule la surface de la lime a reçu du
carbone capable de la durcir. Carbone éliminé dès
le moindre enlèvement de matière. Donc il ne faut surtout
pas investir de travail dans la lime tant qu'on est pas sûr
qu'elle soit trempable. Comment faire? Il faut chauffer au rouge cerise
la queue de la lime et la tremper brutalement (à l'eau par
exemple) pour obtenir une dureté maximale. Puis essayer de
briser nette la queue. Si elle casse, bingo c'est bien un acier
trempable, si elle plie, pas de bol, pas assez de carbone au coeur pour
en faire un couteau digne de ce nom. Poubelle.
Autre réflexion: l'acier de qualité pour faire des couteaux de hobbyistes est plutôt bon marché et surtout parfaitement connu. Pourquoi investir des heures de boulot dans un truc qu'on n'arrivera peut-être pas à durcir comme il convient? Oui idée stupide. Moi j'ai juste envie d'essayer si j'en ai l'occasion, c'est tout. Une sorte de passe-temps. L'autre chose qui me plait bien dans la coutellerie c'est qu'on peut recycler un tas de choses pour en faire une pièce de couteau. Ça me plait beaucoup l'idée de faire vivre un morceau d'acier destiné à la poubelle dans un autre objet qui servira encore.
Pour changer de sujet, j'ai continué à poncer et façonner le manche du Karesuando SS80. J'ai aussi acheté 10 cm de pin mosaïque inox de 4.15 mm de diamètre avec un fond bleu.
27-JUN-2012
J'ai récupéré ma lime vers 11h30 (à 47°C) car à 8h00 elle était encore à 64°C. Pour la peine j'ai fait un petit diagramme de la température en fonction du temps. J'y ai ajouté une courbe de tendance (exponentielle; car il me semble que cette courbe est la solution d'une équation différentielle en première approche). Un coup de lime sur la lime: c'est usinable, pas mou à crever mais ça ira. Demain je ferai le test de trempe.
J'ai reçu une petite commande que j'avais faite chez un coutelier Allemand, Wolf Borger. Il y a surtout diverses barres et tube en inox et deux plaquettes fines en os de chameau ainsi qu'une grosse et longue plaquette de micarta blanc.
J'ai terminé le façonnage du Karesuando SS80. Ce n'est pas parfait mais il faut que j'arrête avant qu'il n'y ait plus de matière sur le manche. Encore une fois l'alternance de matières dures et moins dures provoque des "vagues" (tendance des abrasifs à enlever plus de matière molle que dure). J'ai poli le manche de façon classique: jusqu'à P1000 puis disques à polir avec pâtes 40 et 2 microns. Puis j'ai tenté de faire tenir la rondelle à l'arrière du manche en martelant l'extrémité qui dépasse du couteau. L'inox est trop dur. Il faudra que je reprenne plus tard. J'ai arrêté là.
28-JUN-2012
J'ai utilisé le chalumeau oxyacétilène du boulot pour chauffer vite fait bien fait la queue de la lime recuite. Trop chaude, le métal était déjéà jaune. Plaf dans un seau d'eau froide. Puis j'ai coincé la queue froide dans un étau et coup d emarteau léger. Rupture nette. le grain était très gros. Alors j'ai recommencé plus haut. Pareil mais le grain était déjà plus fin. Je pense que cette lime n'est pas seulement cémentée et peut être façonné en un autre objet trempable à coeur.

Même dans la seconde section moins chaude, le grain est très gros. La surchauffe a fait grossir le
grain. J'espère que la casse vient bien de la trempe et pas de ma surchauffe. Ce serait ballot de
façonner 4 plombes la lime pour se rendre compte qu'elle n'est pas trempable.
Autre réflexion: l'acier de qualité pour faire des couteaux de hobbyistes est plutôt bon marché et surtout parfaitement connu. Pourquoi investir des heures de boulot dans un truc qu'on n'arrivera peut-être pas à durcir comme il convient? Oui idée stupide. Moi j'ai juste envie d'essayer si j'en ai l'occasion, c'est tout. Une sorte de passe-temps. L'autre chose qui me plait bien dans la coutellerie c'est qu'on peut recycler un tas de choses pour en faire une pièce de couteau. Ça me plait beaucoup l'idée de faire vivre un morceau d'acier destiné à la poubelle dans un autre objet qui servira encore.
Pour changer de sujet, j'ai continué à poncer et façonner le manche du Karesuando SS80. J'ai aussi acheté 10 cm de pin mosaïque inox de 4.15 mm de diamètre avec un fond bleu.
27-JUN-2012
J'ai récupéré ma lime vers 11h30 (à 47°C) car à 8h00 elle était encore à 64°C. Pour la peine j'ai fait un petit diagramme de la température en fonction du temps. J'y ai ajouté une courbe de tendance (exponentielle; car il me semble que cette courbe est la solution d'une équation différentielle en première approche). Un coup de lime sur la lime: c'est usinable, pas mou à crever mais ça ira. Demain je ferai le test de trempe.
J'ai reçu une petite commande que j'avais faite chez un coutelier Allemand, Wolf Borger. Il y a surtout diverses barres et tube en inox et deux plaquettes fines en os de chameau ainsi qu'une grosse et longue plaquette de micarta blanc.
J'ai terminé le façonnage du Karesuando SS80. Ce n'est pas parfait mais il faut que j'arrête avant qu'il n'y ait plus de matière sur le manche. Encore une fois l'alternance de matières dures et moins dures provoque des "vagues" (tendance des abrasifs à enlever plus de matière molle que dure). J'ai poli le manche de façon classique: jusqu'à P1000 puis disques à polir avec pâtes 40 et 2 microns. Puis j'ai tenté de faire tenir la rondelle à l'arrière du manche en martelant l'extrémité qui dépasse du couteau. L'inox est trop dur. Il faudra que je reprenne plus tard. J'ai arrêté là.
28-JUN-2012
J'ai utilisé le chalumeau oxyacétilène du boulot pour chauffer vite fait bien fait la queue de la lime recuite. Trop chaude, le métal était déjéà jaune. Plaf dans un seau d'eau froide. Puis j'ai coincé la queue froide dans un étau et coup d emarteau léger. Rupture nette. le grain était très gros. Alors j'ai recommencé plus haut. Pareil mais le grain était déjà plus fin. Je pense que cette lime n'est pas seulement cémentée et peut être façonné en un autre objet trempable à coeur.
Même dans la seconde section moins chaude, le grain est très gros. La surchauffe a fait grossir le
grain. J'espère que la casse vient bien de la trempe et pas de ma surchauffe. Ce serait ballot de
façonner 4 plombes la lime pour se rendre compte qu'elle n'est pas trempable.
J'ai aussi
changé le manche du marteau qui m'a servi à tenter de
déformer plastiquement l'extrémité du couteau qui
dépasse du manche. Ce marteau est dans ma famille depuis les
environs de 1944, jour lointain où un paysan bavarois l'a
filé à mon futur parrain, petit garçon de la Saar
évacué dans cette région loin des bombardemenst
alliés. Mon grand père réparait des chaussures
avec, ma grand mère enfonçait les clous des cadres aux
murs. depuis quelques années c'est moi qui ai la garde de cette
sainte relique. Mais le bois du manche est pourri (est-il d'origine? Je
ne crois pas vue la forme et le coin servant à le faire tenir.
Sans doute une bricole de mon grand-père). Le voici donc
prêt à retaper de tout son saoul.
29-JUN-2012
J'ai collé à l'époxy la petite rondelle de retenue de la lame au cul du Karesuando.
30-JUN-2012
J'ai poncé le cul de la lame du Karesuando SS80 pour qu'il ne dépasse plus qu'un millimètre de la rondelle de retenue. Puis j'ai longuement martelé ce qui dépassait pour lui donner une forme de champignon. Encore un nettoyage du manche et j'ai passé au fur et à mesure 5 couches d'huile CCL.
01-JUL-2012
Dernière couche d'huile CCL, polissage à la cire de carnauba et un affûtage (car le tranchant était déformé d'origine à la livraison) et c'est fini. Bon faut encore songer à l'étui.
C'est loin de la perfection mais avec l'huile CCL tout cela semble plutôt bien se marier ensemble.
03-JUL-2012
Avec le logiciel Inkscape j'ai commencé à travailler le projet du Lauri SS77 pour l'autre pote. Au détour d'un étalage de mes couteaux, il m'a dit aimer les modèles très fins. J'ai donc fait un manche assez lisse. Sa paume fait environ 9.5 cm de largeur. J'ai fait un manche de 10 cm seulement de peur que la lame de 77 mm ne semble trop disproportionnée.

Excusez les intercalaires noirs qui dépassent un peu... (je débute)
Avec le logiciel Inkscape j'ai commencé à travailler le projet du Lauri SS77 pour l'autre pote. Au détour d'un étalage de mes couteaux, il m'a dit aimer les modèles très fins. J'ai donc fait un manche assez lisse. Sa paume fait environ 9.5 cm de largeur. J'ai fait un manche de 10 cm seulement de peur que la lame de 77 mm ne semble trop disproportionnée.
Excusez les intercalaires noirs qui dépassent un peu... (je débute)
07-JUL-2012
Je ne suis rentré que cet après-midi d'un voyage professionnel non prévu: "[Mercredi dernier]tiens M'sieur i4, si vous alliez faire le kakou à l'autre bout de l'Europe? Quand? Mais derechef...". Chaleur implacable, 8 heures de sommeil en 3 jours. Autant dire que mon programme du reste de la journée allait être tout ce qu'il y a de plus "light." Pas moyen de dormir, alors j'ai continué un peu le Lauri SS77:
- ajustage à la lime de la garde en Maillechort
- ponçage des deux faces de la garde
- découpe des morceaux de bois d'Afrique inconnu, de Juma et d'olivier.
- ponçage plan de toutes les interfaces (pour le collage je me limite toujours à du P120 pour favoriser l'accroche de la colle)
- découpe des intercalaires noirs (polypropylène* de 0.8 mm; reçu dans un lot de chutes de chez Brisa) et rouge brun passé au soleil (0.8 mm aussi; origine automobile; papier à joint)
* à coller avec de la cyanocrilate selon le site Brisa

L'intercalaire entre les deux morceaux d'olivier n'est pas le rouge vif du commerce mais un joint en
papier d'origine automobile dont le brun devrait assez bien s'accorder avec le bois plus clair.
Je ne suis rentré que cet après-midi d'un voyage professionnel non prévu: "[Mercredi dernier]tiens M'sieur i4, si vous alliez faire le kakou à l'autre bout de l'Europe? Quand? Mais derechef...". Chaleur implacable, 8 heures de sommeil en 3 jours. Autant dire que mon programme du reste de la journée allait être tout ce qu'il y a de plus "light." Pas moyen de dormir, alors j'ai continué un peu le Lauri SS77:
- ajustage à la lime de la garde en Maillechort
- ponçage des deux faces de la garde
- découpe des morceaux de bois d'Afrique inconnu, de Juma et d'olivier.
- ponçage plan de toutes les interfaces (pour le collage je me limite toujours à du P120 pour favoriser l'accroche de la colle)
- découpe des intercalaires noirs (polypropylène* de 0.8 mm; reçu dans un lot de chutes de chez Brisa) et rouge brun passé au soleil (0.8 mm aussi; origine automobile; papier à joint)
* à coller avec de la cyanocrilate selon le site Brisa
L'intercalaire entre les deux morceaux d'olivier n'est pas le rouge vif du commerce mais un joint en
papier d'origine automobile dont le brun devrait assez bien s'accorder avec le bois plus clair.
08-JUL-2012
Je suis passé en coup de vent à un marché aux puces local, histoire de dégôter des bricoles coutellières. J'ai pu chiner une vieille râpe-lime de la taille idéale pour en faire un couteau à savoir 200X25X3.65 [mm]. Elle est de marque Öberg. J'ai aussi ramené un vieux niveau à bulle de marque Lereglo pour en récupérer le teck. C'est un peu dommage car il est plutôt en bon état mais je ne voulais pas sacrifier le vieux niveau en teck de mon grand-père (pourtant en plus mauvais état).

Je vais même pouvoir réutiliser le manche en plastique sur une autre lime.
Je suis passé en coup de vent à un marché aux puces local, histoire de dégôter des bricoles coutellières. J'ai pu chiner une vieille râpe-lime de la taille idéale pour en faire un couteau à savoir 200X25X3.65 [mm]. Elle est de marque Öberg. J'ai aussi ramené un vieux niveau à bulle de marque Lereglo pour en récupérer le teck. C'est un peu dommage car il est plutôt en bon état mais je ne voulais pas sacrifier le vieux niveau en teck de mon grand-père (pourtant en plus mauvais état).
Je vais même pouvoir réutiliser le manche en plastique sur une autre lime.