09-JUL-2012
J'ai percé les morceaux constituants le manche du Lauri SS77 et j'ai collé quelques intercalaires en polypropylène à la cyanocrilate.
J'ai aussi commencé à imaginer un projet à partir de la lime-râpe Öberg. Mais j'ai surtout cherché la matière de cette lime-râpe tout en intensifiant mes connaissances des traitements thermiques:
Öberg: semble être une marque assez connue, de bonne qualité, faisant partie du groupe Bahco et utilisant des aciers Sandvik. J'ai même trouvé ce qui semble la composer avec assez de certitude (tout simplement sur un forum où un Norvégien cherchait de l'acier plat pour faire des couteaux et une variante qui lui fut proposée étaient de l'acier dit "Öberg") C 1,25 - Si 0,25 - Mn 0,40 - P max 0,020 - S max 0,020 - Cr 0,30.
TTH: M. Gobron (dit "Goburne"), mon prof en 92-94 aurait honte de moi. Je suis vraiment une tanche en TTH. Il semble que mon recuit de la première lime n'était pas le bon. J'ai pû trouver quelques sites (de sociétés) Allemand(e)s qui sont plus pragmatiques que les articles français de type wikipedia. Bref la métallurgie pour les Nuls. L'acier de la lime-râpe semble proche d'un 1.2002 (les teutons utilise un système de désignation numérique) ou d'un "Cryodur 2002". Et de préciser qu'il s'agit d'un acier dont on fait des limes, recuit à 700..720°C, trempe à 770..800°C fournissant 65 HRc en sortie et revenu de 100 à 400°C sortant 64 à 49 HRc. Bref demain je tente le recuit dans le four du boulot (autour de "AC1") avec refroidissement lent jusqu'au lendemain en fin de journée.
10-JUL-2012
J'ai mis la lime-râpe Öberg au four du boulot réglé à 720°C et affichant 723°C. Après fermeture j'ai réglé la consigne à 710°C (au milieu de l'intervalle 700-720°C). J'ai éteint le four 10 minutes plus tard. Pendant les 10 minutes la température n'aura fait que descendre lentement pour finir à 697°C. je récupère toute cela demain en fin de journée.
Le soir j'ai continué sur le projet de couteau à partir de la lime-râpe. Impression, collage sur du bristol et découpage pour voir la tenue en main. Je suis loin d'être satisfait. L'exercice consistant à dessiner un couteau dans une barre de 25 mm de largeur m'est plus difficile que prévu. J'ai l'impression qu'il faut au moins 27 à 30 mm de largeur pour une lame fixe à la taille d'une main adulte.
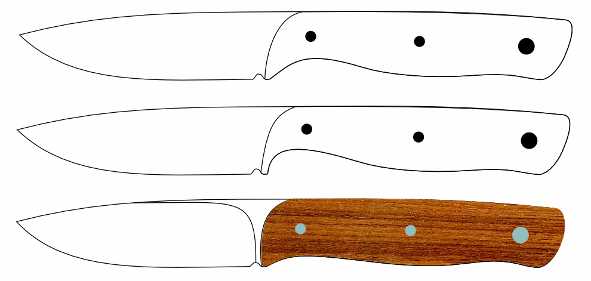
Vraiment pratique Inkscape... Je préfère esthétiquement les designs avec une garde pour l'index plus prononcée
mais une fois en main on se rend compte qu'il n'y pas assez de matière entre pouce sur le dos de la lame et index.
Du coup le design le plus pratique pour la vraie vie est le dernier, somme toute assez classique. Largeur 25 mm,
longueur 198 mm et lame de 85 mm. Je l'ai "habillé" de teck (vue que je compte amortir le niveau à bulle) et deux
rivets inox ou alu de 4 mm et un tube inox de 6 mm.
Pour finir j'ai collé le Lauri SS77. J'ai dû renoncer à coller les intercalaires en polypropylène restant à la cyanocrilate. En effet au contact de l'époxy, les colles forment des morceaux solides qu'il n'est plus possible de comprimer entre les divers composants du manche. Bref j'ai tout fini à l'époxy. J'ai encore une fois chauffé doucement le manche afin de faciliter la pénétration de l'époxy le long du manche. Ça marche bien. Comme la soie (la partie métallique du couteau dans le manche) était inattaquable à la lime (même la Vallorbe à 66 HRc) j'y ai fait de petite entailles à la Dremel munie d'un disque à tronçonner pour augmenter l'accroche de la colle. Avant collage j'ai aussi fini la face avant de la garde en Maillechort: P180 à 4000 puis cuir et pâte à polir 2 microns.

"Démoulage" dans 24 heures...
J'ai percé les morceaux constituants le manche du Lauri SS77 et j'ai collé quelques intercalaires en polypropylène à la cyanocrilate.
J'ai aussi commencé à imaginer un projet à partir de la lime-râpe Öberg. Mais j'ai surtout cherché la matière de cette lime-râpe tout en intensifiant mes connaissances des traitements thermiques:
Öberg: semble être une marque assez connue, de bonne qualité, faisant partie du groupe Bahco et utilisant des aciers Sandvik. J'ai même trouvé ce qui semble la composer avec assez de certitude (tout simplement sur un forum où un Norvégien cherchait de l'acier plat pour faire des couteaux et une variante qui lui fut proposée étaient de l'acier dit "Öberg") C 1,25 - Si 0,25 - Mn 0,40 - P max 0,020 - S max 0,020 - Cr 0,30.
TTH: M. Gobron (dit "Goburne"), mon prof en 92-94 aurait honte de moi. Je suis vraiment une tanche en TTH. Il semble que mon recuit de la première lime n'était pas le bon. J'ai pû trouver quelques sites (de sociétés) Allemand(e)s qui sont plus pragmatiques que les articles français de type wikipedia. Bref la métallurgie pour les Nuls. L'acier de la lime-râpe semble proche d'un 1.2002 (les teutons utilise un système de désignation numérique) ou d'un "Cryodur 2002". Et de préciser qu'il s'agit d'un acier dont on fait des limes, recuit à 700..720°C, trempe à 770..800°C fournissant 65 HRc en sortie et revenu de 100 à 400°C sortant 64 à 49 HRc. Bref demain je tente le recuit dans le four du boulot (autour de "AC1") avec refroidissement lent jusqu'au lendemain en fin de journée.
10-JUL-2012
J'ai mis la lime-râpe Öberg au four du boulot réglé à 720°C et affichant 723°C. Après fermeture j'ai réglé la consigne à 710°C (au milieu de l'intervalle 700-720°C). J'ai éteint le four 10 minutes plus tard. Pendant les 10 minutes la température n'aura fait que descendre lentement pour finir à 697°C. je récupère toute cela demain en fin de journée.
Le soir j'ai continué sur le projet de couteau à partir de la lime-râpe. Impression, collage sur du bristol et découpage pour voir la tenue en main. Je suis loin d'être satisfait. L'exercice consistant à dessiner un couteau dans une barre de 25 mm de largeur m'est plus difficile que prévu. J'ai l'impression qu'il faut au moins 27 à 30 mm de largeur pour une lame fixe à la taille d'une main adulte.
Vraiment pratique Inkscape... Je préfère esthétiquement les designs avec une garde pour l'index plus prononcée
mais une fois en main on se rend compte qu'il n'y pas assez de matière entre pouce sur le dos de la lame et index.
Du coup le design le plus pratique pour la vraie vie est le dernier, somme toute assez classique. Largeur 25 mm,
longueur 198 mm et lame de 85 mm. Je l'ai "habillé" de teck (vue que je compte amortir le niveau à bulle) et deux
rivets inox ou alu de 4 mm et un tube inox de 6 mm.
Pour finir j'ai collé le Lauri SS77. J'ai dû renoncer à coller les intercalaires en polypropylène restant à la cyanocrilate. En effet au contact de l'époxy, les colles forment des morceaux solides qu'il n'est plus possible de comprimer entre les divers composants du manche. Bref j'ai tout fini à l'époxy. J'ai encore une fois chauffé doucement le manche afin de faciliter la pénétration de l'époxy le long du manche. Ça marche bien. Comme la soie (la partie métallique du couteau dans le manche) était inattaquable à la lime (même la Vallorbe à 66 HRc) j'y ai fait de petite entailles à la Dremel munie d'un disque à tronçonner pour augmenter l'accroche de la colle. Avant collage j'ai aussi fini la face avant de la garde en Maillechort: P180 à 4000 puis cuir et pâte à polir 2 microns.
"Démoulage" dans 24 heures...
11-JUL-2012
J'ai récupéré la lime-râpe vers midi. Le four était encore à 43°C. Un petit coup de lime, ça prend bien. Cool! Le soir j'ai essayé d'aplanir un peu la lime-râpe car (déjà avant le recuit) elle a de légers défauts de forme. Pas moyen. J'ai affaire à une sorte de ressort. Je doute de l'éfficacité complète de mon recuit. Bon on verra bien. Demain je teste d'abord la trempabilité avant de poursuivre, histoire d'être sûr de pouvoir en faire un couteau.
J'ai façonné au combiné le Lauri SS77 pour commencer. Il est encore trop grossier. Comme toujours le bois dur qui jouxte "l'Elforyn" trop tendre provoque des discontinuités dans la ligne générale. A suivre...

J'ai récupéré la lime-râpe vers midi. Le four était encore à 43°C. Un petit coup de lime, ça prend bien. Cool! Le soir j'ai essayé d'aplanir un peu la lime-râpe car (déjà avant le recuit) elle a de légers défauts de forme. Pas moyen. J'ai affaire à une sorte de ressort. Je doute de l'éfficacité complète de mon recuit. Bon on verra bien. Demain je teste d'abord la trempabilité avant de poursuivre, histoire d'être sûr de pouvoir en faire un couteau.
J'ai façonné au combiné le Lauri SS77 pour commencer. Il est encore trop grossier. Comme toujours le bois dur qui jouxte "l'Elforyn" trop tendre provoque des discontinuités dans la ligne générale. A suivre...
12-JUL-2012:
la saint Olivier
Avec un chalumeau du boulot j'ai chauffé la queue de la lime-râpe au rouge (un peu trop, quasi jaune) et j'ai fait une trempe à l'eau. Tentative de casse nette. Pas de soucis, il semble y avoir du carbone à coeur. Les grains sont plus fins que sur la première lime mais encore trop gros selon moi. Ils sont assez fin au centre mais sur les bords on voit que le dard du chalumeau chauffe trop et trop vite.
J'ai réussi à bien redresser la la future lame sur une enclume avec de solides coups de marteau de 1.5 kg. J'ai poncé les deux faces pour faire un peu disparaitre les stries. J'ai collé la forme imprimée du couteau pour percer le manche. Pour finir j'ai façonné le contour du couteau sauf le dos de la lame que je ferai après émouture (pour avoir un dos qui s'affine vers la pointe) avec formation du dégagement pour l'affûtage au talon de la lame à la lime ronde. L'acier se laisse usiner plutôt bien même si on voit sent qu'il est de bien meilleure qualité que de l'E24 de base. Faudrait aussi lui trouver un nom autre que eX-FILEs-II (nom du fichier informatique).
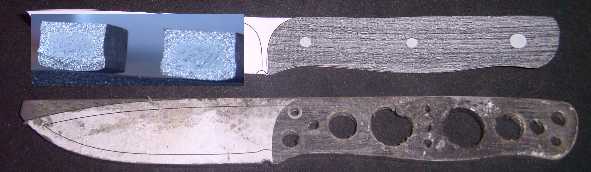
On est à 106 g.
Avec un chalumeau du boulot j'ai chauffé la queue de la lime-râpe au rouge (un peu trop, quasi jaune) et j'ai fait une trempe à l'eau. Tentative de casse nette. Pas de soucis, il semble y avoir du carbone à coeur. Les grains sont plus fins que sur la première lime mais encore trop gros selon moi. Ils sont assez fin au centre mais sur les bords on voit que le dard du chalumeau chauffe trop et trop vite.
J'ai réussi à bien redresser la la future lame sur une enclume avec de solides coups de marteau de 1.5 kg. J'ai poncé les deux faces pour faire un peu disparaitre les stries. J'ai collé la forme imprimée du couteau pour percer le manche. Pour finir j'ai façonné le contour du couteau sauf le dos de la lame que je ferai après émouture (pour avoir un dos qui s'affine vers la pointe) avec formation du dégagement pour l'affûtage au talon de la lame à la lime ronde. L'acier se laisse usiner plutôt bien même si on voit sent qu'il est de bien meilleure qualité que de l'E24 de base. Faudrait aussi lui trouver un nom autre que eX-FILEs-II (nom du fichier informatique).
On est à 106 g.
J'ai aussi
continué façonner le manche du Lauri SS77. Au
combiné au P100, 220 puis 400. A la cale souple avec une
finition (800, disques à polir) pour mieux voir les
défauts. Les successions durs-mous donnent de légers
défauts de forme inacceptables. Il faudra que je ponce encore
longuement à la main.

14-JUL-2012
Tôt le matin j'ai repris à la main le manche du Lauri SS77. J'ai d'abord coupé ce qui dépassait de la soie avec la Dremel. Puis long ponçage au P120, puis P180, puis P350 puis P800 et enfin P2500. Ce fut long. Le manche est beaucoup plus régulier, sans toutefois être parfait (faut absolument que j'arrête les successions dur/mou). Polissage aux disques avec les pâtes 40 et 2 microns. Nettoyage, masquage et passage des 6 couches d'huile CCL tout au long de la journée. Le soir j'ai collé le pommeau au cul du manche afin de pouvoir mater la soie demain.
En fin d'après-midi j'ai décidé de tenter l'émouture du couteau sur base de la lime-râpe de brocante. J'ai d'ailleurs choisi le nom de "Le Brocante" pour ce couteau qui sera également offert. Entre combiné avec une bande de 40 neuve, la lime bâtarde et à nouveau le combiné, je trouve que je ne m'en suis pas trop mal sorti pour ma seconde lame à émouture plate, entièrement faite à main levée. J'ai aussi fait des stries d'appui du pouce au dos de la lame. Par contre il reste encore énormément de travail de ponçage pour rattraper tous les défauts. Le Brocante est loin d'être fini.

Le Brocante est à 83 g à présent.
J'ai réglé le four du boulot sur 815°C en prévision de la chute de température à l'ouverture de la porte. Selon mes recherches l'acier du Brocante se trempe entre 770 et 800°C à l'eau ou à l'huile pour des diamètres inférieurs à 10 mm. Avec à peine 3.5 mm d'épaisseur je choisi de tremper à l'huile tiède. Pour cela j'introduis une pièce martyr dans le four dès son allumage.
A mon retour le four indique 817°C. J'ouvre la porte j'introduis le couteau tranchant vers le haut et je sors la pièce martyr. Je ferme la porte et je me sers du martyr pour préchauffer l'huile. Je règle alors le four à 790°C. Je ressors le couteau 16 minutes plus tard. La température n'aura fait que baisser pendant ce court laps de temps mais avec 776°C je suis encore au dessus de la limite basse.
De grosse plaques noires se sont formées à la surface du tranchant. J'ai l'impression qu'il est fissuré mais après un coup de toile éméri tout va bien. Pour gagner du temps j'avais préréglé la petite chambre climatique juste à côté du four de trempe pour le revenu, à 255°C (ce qui devrait donner environ 59 HRc). Las elle n'est qu'à 244°C et j'y introduis le couteau pour un peu plus d'une heure au programmateur.
Je ne l'a récupérerai que bien plus tard, pris par mon boulot. La chambre indique encore 101°C. La lame est bleue. bizarre selon mon tableau des couleurs de revenu cela indique plutôt 300°C. Aie aie aie. Alors on ne peut même plus faire confiance à une chambre de pro de chez Vötsch? Mon simple four de cuisine Siemens s'en sort mieux.
Le soir je ferai un second revenu à 255°C dans ma cuisine pendant 1 heure avec refroidissement à l'air suivi d'un troisième à 225°C pendant une heure avec refroidissement au four jusqu'au lendemain matin. Comme ce genre de séquence avait l'air de donner de bons résultats avec le "Patron" en XC75, j'en ai improvisé une avec ce semblant d'acier "125C1".
En parallèle, j'ai achevé le Lauri SS77: matage complet de la soie, démasquage, affûtage (vu que j'avais entamé très légèrement 7 mm de tranchant pendant le façonnage au combiné du manche) et cirage du manche à la cire de carnauba.

Ligne très simple et uniforme, mais le destinataire m'avait dit aimer ce genre de forme. J'espère que la surprise lui fera plaisir. Faut encore un étui.
71 g au total. Centre de gravité sous le premier intercalaire noir (entre bois sombre et Elforyn).
Tôt le matin j'ai repris à la main le manche du Lauri SS77. J'ai d'abord coupé ce qui dépassait de la soie avec la Dremel. Puis long ponçage au P120, puis P180, puis P350 puis P800 et enfin P2500. Ce fut long. Le manche est beaucoup plus régulier, sans toutefois être parfait (faut absolument que j'arrête les successions dur/mou). Polissage aux disques avec les pâtes 40 et 2 microns. Nettoyage, masquage et passage des 6 couches d'huile CCL tout au long de la journée. Le soir j'ai collé le pommeau au cul du manche afin de pouvoir mater la soie demain.
En fin d'après-midi j'ai décidé de tenter l'émouture du couteau sur base de la lime-râpe de brocante. J'ai d'ailleurs choisi le nom de "Le Brocante" pour ce couteau qui sera également offert. Entre combiné avec une bande de 40 neuve, la lime bâtarde et à nouveau le combiné, je trouve que je ne m'en suis pas trop mal sorti pour ma seconde lame à émouture plate, entièrement faite à main levée. J'ai aussi fait des stries d'appui du pouce au dos de la lame. Par contre il reste encore énormément de travail de ponçage pour rattraper tous les défauts. Le Brocante est loin d'être fini.
Le Brocante est à 83 g à présent.
15-JUL-2012
J'ai encore raccourci la soie du Lauri SS77 et j'ai commencé à la mater sur le pommeau.
J'ai continué à poncer le Brocante jusqu'à P320, histoire d'être prêt pour la trempe. Il se trouve que je serai à l'usine demain. Autant en profiter.
16-JUL-2012
J'ai encore raccourci la soie du Lauri SS77 et j'ai commencé à la mater sur le pommeau.
J'ai continué à poncer le Brocante jusqu'à P320, histoire d'être prêt pour la trempe. Il se trouve que je serai à l'usine demain. Autant en profiter.
16-JUL-2012
J'ai réglé le four du boulot sur 815°C en prévision de la chute de température à l'ouverture de la porte. Selon mes recherches l'acier du Brocante se trempe entre 770 et 800°C à l'eau ou à l'huile pour des diamètres inférieurs à 10 mm. Avec à peine 3.5 mm d'épaisseur je choisi de tremper à l'huile tiède. Pour cela j'introduis une pièce martyr dans le four dès son allumage.
A mon retour le four indique 817°C. J'ouvre la porte j'introduis le couteau tranchant vers le haut et je sors la pièce martyr. Je ferme la porte et je me sers du martyr pour préchauffer l'huile. Je règle alors le four à 790°C. Je ressors le couteau 16 minutes plus tard. La température n'aura fait que baisser pendant ce court laps de temps mais avec 776°C je suis encore au dessus de la limite basse.
De grosse plaques noires se sont formées à la surface du tranchant. J'ai l'impression qu'il est fissuré mais après un coup de toile éméri tout va bien. Pour gagner du temps j'avais préréglé la petite chambre climatique juste à côté du four de trempe pour le revenu, à 255°C (ce qui devrait donner environ 59 HRc). Las elle n'est qu'à 244°C et j'y introduis le couteau pour un peu plus d'une heure au programmateur.
Je ne l'a récupérerai que bien plus tard, pris par mon boulot. La chambre indique encore 101°C. La lame est bleue. bizarre selon mon tableau des couleurs de revenu cela indique plutôt 300°C. Aie aie aie. Alors on ne peut même plus faire confiance à une chambre de pro de chez Vötsch? Mon simple four de cuisine Siemens s'en sort mieux.
Le soir je ferai un second revenu à 255°C dans ma cuisine pendant 1 heure avec refroidissement à l'air suivi d'un troisième à 225°C pendant une heure avec refroidissement au four jusqu'au lendemain matin. Comme ce genre de séquence avait l'air de donner de bons résultats avec le "Patron" en XC75, j'en ai improvisé une avec ce semblant d'acier "125C1".
En parallèle, j'ai achevé le Lauri SS77: matage complet de la soie, démasquage, affûtage (vu que j'avais entamé très légèrement 7 mm de tranchant pendant le façonnage au combiné du manche) et cirage du manche à la cire de carnauba.
Ligne très simple et uniforme, mais le destinataire m'avait dit aimer ce genre de forme. J'espère que la surprise lui fera plaisir. Faut encore un étui.
71 g au total. Centre de gravité sous le premier intercalaire noir (entre bois sombre et Elforyn).
18-JUL-2012
Le soir j'ai un peu poncé la lame et le ricasso du "Brocante". Sous la croûte noire bleue, le métal avait un aspect jaune paille comme pour les revenus aux alentours des 230-250°C. J'ai voulu tester la dureté avec une lime au niveau du tranchant. J'ai les grosses boules. Sur la partie droite le métal semble à peine plus dur que de l'XC75 recuit et sur la partie arrondie c'est encore plus mou.
Que s'est-il passé? Soit j'ai foiré (je ne sais comment) la trempe (pas le revenu car même à 300°C il devrait rester au moins 49 HRc et je crois qu'on en est loin), soit l'acier n'est pas celui que je croyais mais un pauv' truc cémenté avec seulement du fer quasi pur au coeur. Que faire?
- recommencer ou
- tenter une pseudo cémentation (apport superficiel de carbone au four ou à coup de flamme jaune de chalumeau selon le vieux "trempeur" qui bosse à l'atelier de l'usine) ou
- rien du tout: genre je le fini ainsi, je le range et ça me fera une fois de plus de l'expérience apprise au prix fort mais qui se retient: celle due au travail perdu
Et surtout je laisse tomber les vieilles limes... Dommage j'aime bien le motif laissé du côté de la râpe. J'ai coupé par la suite un morceau de Teck dans le vieux niveau de la brocante auquel j'ai collé une chute du bois inconnu sombre et dense d'Afrique, après avoir poncé à plat leur interface.
19-JUL-2012
J'ai des problèmes de qualité sur le dos, du coup je suis à l'usine plus souvent qu'à mon tour. J'en ai profité pour exposer au vieux "trempeur" de l'atelier mon problème d'acier trop mou. La réponse n'était guère convaincante mais en substance "mon acier c'est de la merde, y vendent n'importe aux gens, t'as dû décarburer l'acier pendant ton recuit".
Perdu pour perdu je vais finir le "Brocante". Au pire ça fera un ouvre-lettres. Avec la copie de "Wicked Sharp" du collègue j'ai taillé le tranchant avec demi-angle au sommet de 20°. Puis j'ai coupé l'ongitudinalement mon bloc de Teck/Afrique. J'ai poncé à plat deux grandes faces et j'ai collé le tout sur de la fibre (rouge passée à la lumière) de 0.8 mm issue du vieux papier à joint encore en ma possession.
20-JUL-2012
J'ai sablé le manche du "Brocante" au boulot. Ce faisant j'ai trouvé des chutes de tiges inox de presque 4 mm, 3.80. Elles provenaient d'une grille support de chambre climatique qui a été découpée pour je ne sais qu'elle raison.
J'ai encore lu beaucoup de choses sur les limes et les râpes. Les râpes à bois sont traditioonnellement les moins dures (60 HRc "seulement") et par conséquent contiennent peu de carbone. On peut donc formuler l'hypothèse simple que croyant avoir affaire à un hyper eutectoïde (C>0.77%), je n'ai pas chauffé le couteau assez fort pour que le phénomène de trempe puisse avoir lieu (dilution du carbone bla bla). Bon ça vaut ce que ça vaut comme explication à deux balles. L'autre hic c'est évidemment que l'autre face de la lime était... Une lime (donc plus dure avec nécéssité de davantage de carbone). Qui peut le plus, peut le moins ou alors choix de faire un outil merdeux?
21-JUL-2012
J'ai continué le manche du "Brocante". Dégrossissage des plaquettes avec l'intercalaire déjà collé. Découpe des rivets et du tube de passage dragonne. Perçage des plaquettes, façonnage de la partie avant avec ponçage jusqu'à la pa^te à polir de 2 microns et pour finir collage.
Pendant divers montage à blanc, j'ai fait levier avec le SRM710 que je porte depuis le 01-JAN de l'année en cours. J'ai réussi à casser le tranchant sur 0.5 mm de profondeur et 3 mm de long à 8 mm de la pointe. Bravo... Va falloir affûter 3 plombes pour rattraper ça.
Pour finir j'ai fait un étui pour le Lauri SS77. Cuir chocolat de provenance automobile, fil blanc pour le contraste et pas de passage ceinture car le destinaitaire est plutôt du style épicurien que baroudeur. Certes je l'ai vu affronter des saucissons à mains nues, mais jamais ne serait-ce qu'une Morteau...

Pour le Karesuando dont le destinataire fait des treks, on tachera de teindre le fil en marron et
d'ajouter un passant pour la ceinture.
28-JUL-2012
Mes multiples essais pour teindre en marron le fil à coudre épais blanc dont je dispose n'ont rien donné de concluant: trop grosse variation de teinte le long du fil. Du coup j'ai cherché en mercerie. las rien de spécial cuir. Je me suis alors rabattu sur un épais fil de coton destiné à repriser les chaussettes et au crochet selon les dires de la vendeuse. J'ai commencé l'étui pour le Karesuando.
29-JUL-2012
J'ai fini l'étui du Karesuando. Impossible de filer un tranchant rasoir comme je les aime à cette lame. Ça rase mais bof. La loupe révèle la cause. Il y a en fait au bout du tranchant une micro arète secondaire de l'orde d'eniviron 20° de demi-angle au sommet. Tenter de l'éliminer prendrait des heures et des "tonnes" de métal à 57 HRc à enlever. Ça en fera un tranchant d'autant plus robuste pour l'outdoor que pratique le destinataire.

Etui cuir chocolat d'origine automobile pour port ceinture vertical en gaucher (vu que le pote est du côté de "Mémé Lenchon")
Le soir j'ai un peu poncé la lame et le ricasso du "Brocante". Sous la croûte noire bleue, le métal avait un aspect jaune paille comme pour les revenus aux alentours des 230-250°C. J'ai voulu tester la dureté avec une lime au niveau du tranchant. J'ai les grosses boules. Sur la partie droite le métal semble à peine plus dur que de l'XC75 recuit et sur la partie arrondie c'est encore plus mou.
Que s'est-il passé? Soit j'ai foiré (je ne sais comment) la trempe (pas le revenu car même à 300°C il devrait rester au moins 49 HRc et je crois qu'on en est loin), soit l'acier n'est pas celui que je croyais mais un pauv' truc cémenté avec seulement du fer quasi pur au coeur. Que faire?
- recommencer ou
- tenter une pseudo cémentation (apport superficiel de carbone au four ou à coup de flamme jaune de chalumeau selon le vieux "trempeur" qui bosse à l'atelier de l'usine) ou
- rien du tout: genre je le fini ainsi, je le range et ça me fera une fois de plus de l'expérience apprise au prix fort mais qui se retient: celle due au travail perdu
Et surtout je laisse tomber les vieilles limes... Dommage j'aime bien le motif laissé du côté de la râpe. J'ai coupé par la suite un morceau de Teck dans le vieux niveau de la brocante auquel j'ai collé une chute du bois inconnu sombre et dense d'Afrique, après avoir poncé à plat leur interface.
19-JUL-2012
J'ai des problèmes de qualité sur le dos, du coup je suis à l'usine plus souvent qu'à mon tour. J'en ai profité pour exposer au vieux "trempeur" de l'atelier mon problème d'acier trop mou. La réponse n'était guère convaincante mais en substance "mon acier c'est de la merde, y vendent n'importe aux gens, t'as dû décarburer l'acier pendant ton recuit".
Perdu pour perdu je vais finir le "Brocante". Au pire ça fera un ouvre-lettres. Avec la copie de "Wicked Sharp" du collègue j'ai taillé le tranchant avec demi-angle au sommet de 20°. Puis j'ai coupé l'ongitudinalement mon bloc de Teck/Afrique. J'ai poncé à plat deux grandes faces et j'ai collé le tout sur de la fibre (rouge passée à la lumière) de 0.8 mm issue du vieux papier à joint encore en ma possession.
20-JUL-2012
J'ai sablé le manche du "Brocante" au boulot. Ce faisant j'ai trouvé des chutes de tiges inox de presque 4 mm, 3.80. Elles provenaient d'une grille support de chambre climatique qui a été découpée pour je ne sais qu'elle raison.
J'ai encore lu beaucoup de choses sur les limes et les râpes. Les râpes à bois sont traditioonnellement les moins dures (60 HRc "seulement") et par conséquent contiennent peu de carbone. On peut donc formuler l'hypothèse simple que croyant avoir affaire à un hyper eutectoïde (C>0.77%), je n'ai pas chauffé le couteau assez fort pour que le phénomène de trempe puisse avoir lieu (dilution du carbone bla bla). Bon ça vaut ce que ça vaut comme explication à deux balles. L'autre hic c'est évidemment que l'autre face de la lime était... Une lime (donc plus dure avec nécéssité de davantage de carbone). Qui peut le plus, peut le moins ou alors choix de faire un outil merdeux?
21-JUL-2012
J'ai continué le manche du "Brocante". Dégrossissage des plaquettes avec l'intercalaire déjà collé. Découpe des rivets et du tube de passage dragonne. Perçage des plaquettes, façonnage de la partie avant avec ponçage jusqu'à la pa^te à polir de 2 microns et pour finir collage.
Pendant divers montage à blanc, j'ai fait levier avec le SRM710 que je porte depuis le 01-JAN de l'année en cours. J'ai réussi à casser le tranchant sur 0.5 mm de profondeur et 3 mm de long à 8 mm de la pointe. Bravo... Va falloir affûter 3 plombes pour rattraper ça.
Pour finir j'ai fait un étui pour le Lauri SS77. Cuir chocolat de provenance automobile, fil blanc pour le contraste et pas de passage ceinture car le destinaitaire est plutôt du style épicurien que baroudeur. Certes je l'ai vu affronter des saucissons à mains nues, mais jamais ne serait-ce qu'une Morteau...
Pour le Karesuando dont le destinataire fait des treks, on tachera de teindre le fil en marron et
d'ajouter un passant pour la ceinture.
22-JUL-2012
J'ai dit que j'arrêtais avec les limes... Ce matin j'étais à une brocante et j'ai pris deux râpes demi-rondes de 200 X 22 X 3 [mm]. En les testant avec une pointe de lime, l'acier a l'air assez mou et 22 mm de largeur, c'est peu pour une lame à plate semelle. Bon je les garde dans un coin, on ne sait jamais.
L'après-midi j'ai ramené l'épaisseur du manche du "Brocante" à 5 mm avec ma ponceuse à bande chinoise (relique de mon ex-mariage).
23-JUL-2012
J'ai encore fait des recherches sur les râpes. Il semble que ma lime-râpe Öberg soit un outil de maréchal ferrant (un côté sabot du cheval, l'autre pour le fer). Quant à mes râpes trouvées hier, dans la pluaprt des sources il s'agit de râpes de cordonniers destinées à rendre un cuir rugueux (collage?). Le faisceau d'indices tend à indiquer que tous ces outils sont en C45 (genre XC48) un bas carbone, qui ne durcira pas à l'extrême (max 58 HRc) et surtout en surface mais non pas à coeur. Bref ça ne vaut pas vraiment la peine de perdre du temps sur ces bouts de ferraille. Mieux vaut de bonnes vieilles limes (les râpes ont l'avantage d'être parfois larges et assez plates). Dans le cas du "Brocante", il me manquait au moins 30°C pour une trempe valable et mon revenu à 255°C était bien trop haut.
Au fait mon collègue coutelier amateur du boulot m'a vendu une petite enclume qu'il avait en trop (la sienne fait 120 kg). La mienne à présent fait 24 kg avec une table assez plane de 20 X 9.5 [cm] avec deux bigornes (carrée et ronde) ainsu qu'un trou et un accessoire contre étampe à y introduire. Elle est mimi comme tout.

J'ai rapidemment façonné la manche du "Brocante" sans aller trop dans les détails (à quoi bon pour un ouvre-lettre). Ponçage et huile CCL. L'autre leçon c'est que le Teck n'est passez dur ni dense à mon goût.
24-JUL-2012
J'ai ramené mes deux râpes de cordonnier au boulot pour leur faire un recuit. 20 minutes à 700..710°C avec refroidissement au four. Je les récupèrerai plus tard.
Un collègue de retour des Etats-Unis m'a ramené ma dernière acquisition: un Mike Snody 2012 Diamond Boss (honteusement acheté lors d'une promo pour la fête des pères et livré chez un collègue US de mon boulot). C'est mon unique couteau 100% fait main. Le "B.O.S.S." est le best-seller de Mike Snody, vendu pour une misère si on considère que c'est un 100% custom. L'examen de près révèle pourquoi il arrive encore à gagner de l'argent: la face arrière est laissée brute, il n'a qu'une émouture à faire, pas d'étui mais tout le reste me met sous le charme de ce petit bijou.

L'étui est de moi (chute de cuir de siège auto), faut bien protéger le tranchant de mon petit bijou.
J'ai dit que j'arrêtais avec les limes... Ce matin j'étais à une brocante et j'ai pris deux râpes demi-rondes de 200 X 22 X 3 [mm]. En les testant avec une pointe de lime, l'acier a l'air assez mou et 22 mm de largeur, c'est peu pour une lame à plate semelle. Bon je les garde dans un coin, on ne sait jamais.
L'après-midi j'ai ramené l'épaisseur du manche du "Brocante" à 5 mm avec ma ponceuse à bande chinoise (relique de mon ex-mariage).
23-JUL-2012
J'ai encore fait des recherches sur les râpes. Il semble que ma lime-râpe Öberg soit un outil de maréchal ferrant (un côté sabot du cheval, l'autre pour le fer). Quant à mes râpes trouvées hier, dans la pluaprt des sources il s'agit de râpes de cordonniers destinées à rendre un cuir rugueux (collage?). Le faisceau d'indices tend à indiquer que tous ces outils sont en C45 (genre XC48) un bas carbone, qui ne durcira pas à l'extrême (max 58 HRc) et surtout en surface mais non pas à coeur. Bref ça ne vaut pas vraiment la peine de perdre du temps sur ces bouts de ferraille. Mieux vaut de bonnes vieilles limes (les râpes ont l'avantage d'être parfois larges et assez plates). Dans le cas du "Brocante", il me manquait au moins 30°C pour une trempe valable et mon revenu à 255°C était bien trop haut.
Au fait mon collègue coutelier amateur du boulot m'a vendu une petite enclume qu'il avait en trop (la sienne fait 120 kg). La mienne à présent fait 24 kg avec une table assez plane de 20 X 9.5 [cm] avec deux bigornes (carrée et ronde) ainsu qu'un trou et un accessoire contre étampe à y introduire. Elle est mimi comme tout.
J'ai rapidemment façonné la manche du "Brocante" sans aller trop dans les détails (à quoi bon pour un ouvre-lettre). Ponçage et huile CCL. L'autre leçon c'est que le Teck n'est passez dur ni dense à mon goût.
24-JUL-2012
J'ai ramené mes deux râpes de cordonnier au boulot pour leur faire un recuit. 20 minutes à 700..710°C avec refroidissement au four. Je les récupèrerai plus tard.
Un collègue de retour des Etats-Unis m'a ramené ma dernière acquisition: un Mike Snody 2012 Diamond Boss (honteusement acheté lors d'une promo pour la fête des pères et livré chez un collègue US de mon boulot). C'est mon unique couteau 100% fait main. Le "B.O.S.S." est le best-seller de Mike Snody, vendu pour une misère si on considère que c'est un 100% custom. L'examen de près révèle pourquoi il arrive encore à gagner de l'argent: la face arrière est laissée brute, il n'a qu'une émouture à faire, pas d'étui mais tout le reste me met sous le charme de ce petit bijou.
L'étui est de moi (chute de cuir de siège auto), faut bien protéger le tranchant de mon petit bijou.
Par rapport aux
caractéristiques trouvées ici et là, ce couteau
est bien plus petit. Voici les mesures de mon exemplaire.
- longueur totale 177 mm
- longueur de lame 82 mm
- longueur curviligne du tranchant environ 82 mm
- longueur de la portion rectiligne du tranchant 48 mm
- longueur de la portion rectiligne du dos 36 mm
- épaisseur (à peine) 2.5 mm
- largeur de lame 24 mm
- hauteur de l'émouture creuse en ligne droite 15.5 mm (semble fait avec une roue de "backstand" de 5 pouces de diamètre)
- pointe à 13 mm de hauteur du tranchant
- largeur du manche nu 20 mm, avec la paracorde 24 mm
- masse avec dragonne à pompon: 67 g
- une arête du dos de la lame est arrondie
- l'émouture creuse est (impeccablement) polie miroir
- les autres faces du barreau de 154 CM sont brutes de laminage
- la paracorde a un insert rétro-réfléchissant et épouse le manche sur deux épaisseurs
- la paracorde est enduite d'une sorte de résine qui a un peu débordée au passage dragonne et au ricasso
- la paracorde a été parfumée (!!??) avec un agréable parfum (pour homme je dirai)
- j'ai dégagé la mini dragonne à pompon
- l'émouture arrive au tranchant (sans arête secondaire, à "zéro") avec environ 6..8°
- de l'autre côté le tranchant a un demi-angle au sommet d'environ 18..19° (cet angle donne la durabilité du tranchant; si on était à zéro ce couteau serait tout simplement un rasoir coupe-choux)
- rasage sans problème
- un bijou aussi beau qu'efficace livré avec certificat d'authencité
J'ai aussi passé les dernières couches de cire sur le "Brocante", qui plait beaucoup aux gens à qui je le montre (surtout le mariage Teck - bois d'Afrique; allez comprendre)

Finition volontairement très moyenne pour un outil sans aucune endurance de coupe.
- longueur totale 177 mm
- longueur de lame 82 mm
- longueur curviligne du tranchant environ 82 mm
- longueur de la portion rectiligne du tranchant 48 mm
- longueur de la portion rectiligne du dos 36 mm
- épaisseur (à peine) 2.5 mm
- largeur de lame 24 mm
- hauteur de l'émouture creuse en ligne droite 15.5 mm (semble fait avec une roue de "backstand" de 5 pouces de diamètre)
- pointe à 13 mm de hauteur du tranchant
- largeur du manche nu 20 mm, avec la paracorde 24 mm
- masse avec dragonne à pompon: 67 g
- une arête du dos de la lame est arrondie
- l'émouture creuse est (impeccablement) polie miroir
- les autres faces du barreau de 154 CM sont brutes de laminage
- la paracorde a un insert rétro-réfléchissant et épouse le manche sur deux épaisseurs
- la paracorde est enduite d'une sorte de résine qui a un peu débordée au passage dragonne et au ricasso
- la paracorde a été parfumée (!!??) avec un agréable parfum (pour homme je dirai)
- j'ai dégagé la mini dragonne à pompon
- l'émouture arrive au tranchant (sans arête secondaire, à "zéro") avec environ 6..8°
- de l'autre côté le tranchant a un demi-angle au sommet d'environ 18..19° (cet angle donne la durabilité du tranchant; si on était à zéro ce couteau serait tout simplement un rasoir coupe-choux)
- rasage sans problème
- un bijou aussi beau qu'efficace livré avec certificat d'authencité
J'ai aussi passé les dernières couches de cire sur le "Brocante", qui plait beaucoup aux gens à qui je le montre (surtout le mariage Teck - bois d'Afrique; allez comprendre)
Finition volontairement très moyenne pour un outil sans aucune endurance de coupe.
25-JUL-2012
J'ai récupéré mes râpes de cordonnier au four vers 14h00. Elles étaient encore à 40°C. Elles ont pris une teinte de poudre rose, surtout une.
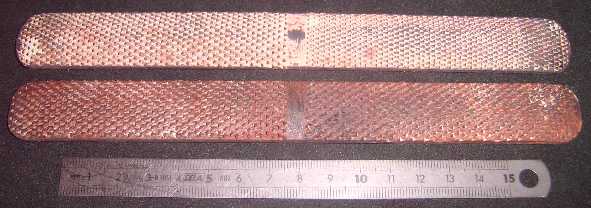
J'ai récupéré mes râpes de cordonnier au four vers 14h00. Elles étaient encore à 40°C. Elles ont pris une teinte de poudre rose, surtout une.
28-JUL-2012
Mes multiples essais pour teindre en marron le fil à coudre épais blanc dont je dispose n'ont rien donné de concluant: trop grosse variation de teinte le long du fil. Du coup j'ai cherché en mercerie. las rien de spécial cuir. Je me suis alors rabattu sur un épais fil de coton destiné à repriser les chaussettes et au crochet selon les dires de la vendeuse. J'ai commencé l'étui pour le Karesuando.
29-JUL-2012
J'ai fini l'étui du Karesuando. Impossible de filer un tranchant rasoir comme je les aime à cette lame. Ça rase mais bof. La loupe révèle la cause. Il y a en fait au bout du tranchant une micro arète secondaire de l'orde d'eniviron 20° de demi-angle au sommet. Tenter de l'éliminer prendrait des heures et des "tonnes" de métal à 57 HRc à enlever. Ça en fera un tranchant d'autant plus robuste pour l'outdoor que pratique le destinataire.
Etui cuir chocolat d'origine automobile pour port ceinture vertical en gaucher (vu que le pote est du côté de "Mémé Lenchon")
30-JUL-2012:
le jour où j'ai (presque) fait pleurer mon meilleur ami
Sous un faux prétexte je suis allé voir mon pote pour lui montrer le Karesuando et lui demander ce qu'il en pensait en finissant avec un "eh ben tant mieux parce qu'il est pour toi". A ma grande surprise, mon pote fut très ému. Il ne s'y attendait pas. Ce n'était pas l'effet recherché. Ça m'a fait très drôle aussi après environ 37 ans d'amitié (nos mères nous baladaient côte à côte dans nos landaus respectifs le long d'un chemin de halage de la Moselle; dur de faire mieux lorsqu'on a respectivement 39 et 40 ans).
Make or buy? Voilà un bout de temps que j'y songe. Je pense qu'un bon coutelier est celui qui a la maitrise de l'étape la plus importante à mes yeux: le traitement thermique. Je vous annonce donc qu'à partir de la rentrée, je vais tenter de fabriquer mon propre four de trempe, afin de dépasser les 1000°C. Pour me forcer, je vais tacher de ne plus faire la moindre lame avant d'avoir fini le four.
02-AOU-2012: D-Mo5!
Aujourd'hui un collègue de mon collègue de travail amateur de fabrication de couteau me raconte que Pete est train de faire un couteau à partir d'une lame de scie. On se verra plus tard et je découvre qu'il s'agit d'une scie circulaire alors que j'avais pensé à une sorte de scie à ruban en première approche.
Il s'agit de la vieille lame de la scie qui sert à débiter des profilés d'acier à l'atelier de maintenance. Elle est complètement émoussée et a volé à la poubelle. Ilaq tout taillé dans la masse. Je lui dis qu'avec un recuit ç'eut été plus facile, par contre pour faire la trempe plus tard sur un acier inconnu, évidemement c'est une autre paire de manche.
J'examine ce qui reste de la scie. Les inscriptions indiquent entre autres HSS D-Mo5. Je cherche sur mes différentes sources et Google. Bingo! C'est bien une désignation commerciale d'un outil en acier dit "rapide". Je trouve même facilement une fiche technique en ligne chez le fournisseur. Mazette! Jamais vu un acier aussi fortement allié en coutellerie: jusqu'à 65 HRc, du chrome, du vanadium, du cobalt et du tungstène en quantité incroyable. C'est donc que ça doit être super chiant à travailler car à part cela la fiche technique indique un excellent compromis dureté/résilience (bien que cet alliage soit l'entrée de gamme des aciers rapides) en faisant un candidat idéal pour la fabrication de couteaux.
Un autre point négatif c'est par exemple la température de trempe: plus de 1200°C! Revenu vers 550°C au moins 3 fois 2 heures... Le disque fait à peine 2.35 mm d'épaisseur. Un poil léger pour des grands couteaux mais sinon je suis sûr qu'il y a de quoi faire pour des 160-200 mm avec lame de 65 à 95 mm. Je lui ai dit de bien garder ce qui reste de la scie précieusement dans un coin. Moi je n'ai plus qu'à changer le cahier des charges du four maison: 1200°C... Ah punaise j'ai une envie irrépressible de faire une lame dans ce déchet exotique! Mais non je tiendrai bon, plus rien avant d'avoir fait un four de trempe. Ça me motivera.
27-AOU-2012
Aujourd'hui j'ai commandé sur ebay à Hong Kong le contrôleur pour mon four de trempe.
28-AOU-2012
Sur un site U.S., j'ai fait une demande de prix et de livraison de deux résistances chauffantes, une plaque isolante pour passer les connections et du fil haute température. En parallèle j'ai commandé sur un site français un thermocouple de type K (Ni/Cr/Ni) de 160 mm avec un domino et un corps de protection en céramique.
29-AOU-2012
J'ai eu l'offre de prix du site US et j'ai commandé les résistances chauffantes aujourd'hui. J'ai aussi emprunté la scie circulaire entamée par le collègue pour y dessiner des lames histoire de voir combien on peut en tailler dans ce disque de 275 mm de diamètre. J'en ai casé 6 sur un triangle équilatéral à raison de deux par côté.
31-AOU-2012
Je serai au SICAC le vendredi 21-SEP-2012. J'espère voir et y apprendre des choses intéressantes. J'ai pris mes billets de train aujourd'hui. Au courrier il y avait le thermocouple type K. C'est vrai qu'Hong-Kong ou l'oncle Sam c'est un peu plus loin.

160 mm avec un corps en une sorte de céramique, thermocouple dit "emperlé". Bon pour 1100°C
en permanence et 1300°C en pointe. type K avec un domino en céramique. Achat sur 1000 degres.com
pour 46.07 EUR port compris.
18-SEP-2012
Aujourd'hui un collègue de travail m'a ramené deux couteaux japonais avec la demande de bien vouloir les affûter. Ce sont des couteaux qu'il a eu pour son mariage. De marque Kai, un modèle DM-0700 (d'office je crois) et DM-0702 (un Santoku). Petite recherche sur le Net. Pas donnés les bestiaux, surtout le Santoku, la tante pétée de tunes s'est pas foutue des mariés. Je n'ai aucun couteau aussi cher. Il s'agit d'un sandwich de VG-10 à 61 HRc pris entre deux portions d'acier inox 410 HC damassé sur 16 couches.
Les tranchants sont très abimés, sans doute à cause de coupes contre des objets durs, comme des assiettes. Le métal a sauté de partout, car trop dur donc cassant. Résultat: des heures de travail pour rattraper tout cela. Deux leçons évidentes
- ne pas attendre qu'un tranchant soit trop abimé pour maintenir le fil. La réparation enlève beaucoup plus de métal que l'entretien
- mieux vaut un acier un peu moins cassant/dur dont le fil plie, ainsi le redresser "coûte" moins d'efforts et de matière.
Bon c'est fait, ce sont de vrai rasoirs ces machins! Le secret étant sans doute dans un demi-angle au sommet super fin, genre 10°.

Très joli Damas.
Sous un faux prétexte je suis allé voir mon pote pour lui montrer le Karesuando et lui demander ce qu'il en pensait en finissant avec un "eh ben tant mieux parce qu'il est pour toi". A ma grande surprise, mon pote fut très ému. Il ne s'y attendait pas. Ce n'était pas l'effet recherché. Ça m'a fait très drôle aussi après environ 37 ans d'amitié (nos mères nous baladaient côte à côte dans nos landaus respectifs le long d'un chemin de halage de la Moselle; dur de faire mieux lorsqu'on a respectivement 39 et 40 ans).
Make or buy? Voilà un bout de temps que j'y songe. Je pense qu'un bon coutelier est celui qui a la maitrise de l'étape la plus importante à mes yeux: le traitement thermique. Je vous annonce donc qu'à partir de la rentrée, je vais tenter de fabriquer mon propre four de trempe, afin de dépasser les 1000°C. Pour me forcer, je vais tacher de ne plus faire la moindre lame avant d'avoir fini le four.
02-AOU-2012: D-Mo5!
Aujourd'hui un collègue de mon collègue de travail amateur de fabrication de couteau me raconte que Pete est train de faire un couteau à partir d'une lame de scie. On se verra plus tard et je découvre qu'il s'agit d'une scie circulaire alors que j'avais pensé à une sorte de scie à ruban en première approche.
Il s'agit de la vieille lame de la scie qui sert à débiter des profilés d'acier à l'atelier de maintenance. Elle est complètement émoussée et a volé à la poubelle. Ilaq tout taillé dans la masse. Je lui dis qu'avec un recuit ç'eut été plus facile, par contre pour faire la trempe plus tard sur un acier inconnu, évidemement c'est une autre paire de manche.
J'examine ce qui reste de la scie. Les inscriptions indiquent entre autres HSS D-Mo5. Je cherche sur mes différentes sources et Google. Bingo! C'est bien une désignation commerciale d'un outil en acier dit "rapide". Je trouve même facilement une fiche technique en ligne chez le fournisseur. Mazette! Jamais vu un acier aussi fortement allié en coutellerie: jusqu'à 65 HRc, du chrome, du vanadium, du cobalt et du tungstène en quantité incroyable. C'est donc que ça doit être super chiant à travailler car à part cela la fiche technique indique un excellent compromis dureté/résilience (bien que cet alliage soit l'entrée de gamme des aciers rapides) en faisant un candidat idéal pour la fabrication de couteaux.
Un autre point négatif c'est par exemple la température de trempe: plus de 1200°C! Revenu vers 550°C au moins 3 fois 2 heures... Le disque fait à peine 2.35 mm d'épaisseur. Un poil léger pour des grands couteaux mais sinon je suis sûr qu'il y a de quoi faire pour des 160-200 mm avec lame de 65 à 95 mm. Je lui ai dit de bien garder ce qui reste de la scie précieusement dans un coin. Moi je n'ai plus qu'à changer le cahier des charges du four maison: 1200°C... Ah punaise j'ai une envie irrépressible de faire une lame dans ce déchet exotique! Mais non je tiendrai bon, plus rien avant d'avoir fait un four de trempe. Ça me motivera.
27-AOU-2012
Aujourd'hui j'ai commandé sur ebay à Hong Kong le contrôleur pour mon four de trempe.
28-AOU-2012
Sur un site U.S., j'ai fait une demande de prix et de livraison de deux résistances chauffantes, une plaque isolante pour passer les connections et du fil haute température. En parallèle j'ai commandé sur un site français un thermocouple de type K (Ni/Cr/Ni) de 160 mm avec un domino et un corps de protection en céramique.
29-AOU-2012
J'ai eu l'offre de prix du site US et j'ai commandé les résistances chauffantes aujourd'hui. J'ai aussi emprunté la scie circulaire entamée par le collègue pour y dessiner des lames histoire de voir combien on peut en tailler dans ce disque de 275 mm de diamètre. J'en ai casé 6 sur un triangle équilatéral à raison de deux par côté.
31-AOU-2012
Je serai au SICAC le vendredi 21-SEP-2012. J'espère voir et y apprendre des choses intéressantes. J'ai pris mes billets de train aujourd'hui. Au courrier il y avait le thermocouple type K. C'est vrai qu'Hong-Kong ou l'oncle Sam c'est un peu plus loin.
160 mm avec un corps en une sorte de céramique, thermocouple dit "emperlé". Bon pour 1100°C
en permanence et 1300°C en pointe. type K avec un domino en céramique. Achat sur 1000 degres.com
pour 46.07 EUR port compris.
03-SEP-2012
J'ai commandé en France les briques isolantes destinées à matérialiser les parois de mon four. A cause du poids, les frais de port sont élevés mais au total c'est ce que j'ai trouvé de mieux. En Allemagne les frais de port étaient ridicules mais le prix de chaque brique bien plus élevé.
J'ai commandé en France les briques isolantes destinées à matérialiser les parois de mon four. A cause du poids, les frais de port sont élevés mais au total c'est ce que j'ai trouvé de mieux. En Allemagne les frais de port étaient ridicules mais le prix de chaque brique bien plus élevé.
08-SEP-2012
De retour de l'étarnger pour déplacement professionnel, je découvre un colis contenant mes résistances.

Il y a deux résistances en "kanthal" de 60 pouces chacune, du fil électrique haute température et une
plaque isolante à travers laquelle je ferai passer les connections électriques. Le tout vient de chez
BCSsupply.com pour 99.74 EUR, frais de port inclus (environ 120 à 125 $).
De retour de l'étarnger pour déplacement professionnel, je découvre un colis contenant mes résistances.
Il y a deux résistances en "kanthal" de 60 pouces chacune, du fil électrique haute température et une
plaque isolante à travers laquelle je ferai passer les connections électriques. Le tout vient de chez
BCSsupply.com pour 99.74 EUR, frais de port inclus (environ 120 à 125 $).
12-SEP-2012
Pas la moindre trace du contrôleur de Hong Kong (mais bon c'est normal selon mon expérience) ni des briques réfractaires légères pourtant expédiées depuis la France le 04-SEP-2012. Je vais me renseigner auprès du fournisseur.
14-SEP-2012
Il parait que le service de livraison n'arrive pas à me joindre pour convenir d'un rendez-vous pour la livraison des briques réfractaires légères... Pas le moindre coup de fil pourtant. Je les appelle à mon tour après que le vendeur m'ait comuniqué leur numéro et me voilà enfin livré. Comble du hasard le contrôleur est arrivé le même jour.

17 briques légères isolantes 1300°C: 12 pour faire le four, 2 pour la porte, 1 pour la paroi arrière et 2 en rab. Avec 220X110X60 [mm] par brique,
la chambre fera 100X110X380 [mm]. Sur le côté un panneau de silicate de calcium pour face froide. J'ai préféré doubler la paroi et aussi limiter les
fuites d'air chaud sans cimenter l'ensemble. Le tout vient de chez Solargil pour 112.97 EUR (port 34.32 EUR) livré sous palette filmée.
Au centre un contôleur Rex C-400 "made in Japan" dont je ne sais toujours pas s'il s'agit d'une copie ou d'un original. J'ai d'ailleurs encore quelques
doutes au sujet de la justesse du modèle pour mon application, mais cela reste la pièce la moins chère de l'ensemble pour le moment: 14.40 EUR sur
ebay port compris depuis Hong-Kong.
16-SEP-2012
Contrairement à ce que dit la doc. RKC que j'avais téléchargée en ligne, impossible de modifier la plage de température du contôleur. Les menus sont également un peu différents. Si mon modèle n'est pas une copie, il s'agit d'un modèle d'entrée de gamme non-paramétrable (d'où son bas coût). Bref je ne peux rien faire avec le contrôleur actuel.
Le panneau de silicate est plus grand que prévu: au lieu de 1000 X 500 X 25 [mm], il fait 1000 X 610 X 25 [mm], ce qui m'arrange bien.
J'ai commencé à réfléchir au montage des briques. J'ai l'impression que les briques ne sont pas très jointives. Peut-être devrai-je tout de même les sceller au ciment réfractaire? J'ai peur que la dilatation face craquer les joints de toute façon. J'ai façonné les briques fermant le sommet du four pour leur donner une section en T.
17-SEP-2012
Je voulais discuté du concept de la structure avec mon ami soudeur mais las, il est en arrêt de travail pour cause de problème de dents. Ensuite il part en mission. Bref c'est pas demain que je vais recommencé les couteaux... J'ai calculé qu'il me faudra près de 5 m de cornière. Bon on verra bien. L'important c'est d'y aller tranquillement comme pour les couteaux, pas de précipitation, pas d'achat inutile avant l'heure, avant d'être bien sûr de la mailleure solution à retenir.
J'ai commandé un second contrôleur sur ebay. C'est du made in Taiwan cette fois (qui a copié qui?) mais il est en tout point identique au premier, à la plage de mesure près. Le kit inclus aussi un relais statique 25 A qu'il me fallait encore de toute façon ainsi qu'un thermocouple de type K mais dont l'isolation n'autorise qu'un fonctionnement jusqu'à 400°C. De plus les pièces sont en Allemagne (selon le vendeur), donc je devrai avoir tout cela très vite.
Pas la moindre trace du contrôleur de Hong Kong (mais bon c'est normal selon mon expérience) ni des briques réfractaires légères pourtant expédiées depuis la France le 04-SEP-2012. Je vais me renseigner auprès du fournisseur.
14-SEP-2012
Il parait que le service de livraison n'arrive pas à me joindre pour convenir d'un rendez-vous pour la livraison des briques réfractaires légères... Pas le moindre coup de fil pourtant. Je les appelle à mon tour après que le vendeur m'ait comuniqué leur numéro et me voilà enfin livré. Comble du hasard le contrôleur est arrivé le même jour.
17 briques légères isolantes 1300°C: 12 pour faire le four, 2 pour la porte, 1 pour la paroi arrière et 2 en rab. Avec 220X110X60 [mm] par brique,
la chambre fera 100X110X380 [mm]. Sur le côté un panneau de silicate de calcium pour face froide. J'ai préféré doubler la paroi et aussi limiter les
fuites d'air chaud sans cimenter l'ensemble. Le tout vient de chez Solargil pour 112.97 EUR (port 34.32 EUR) livré sous palette filmée.
Au centre un contôleur Rex C-400 "made in Japan" dont je ne sais toujours pas s'il s'agit d'une copie ou d'un original. J'ai d'ailleurs encore quelques
doutes au sujet de la justesse du modèle pour mon application, mais cela reste la pièce la moins chère de l'ensemble pour le moment: 14.40 EUR sur
ebay port compris depuis Hong-Kong.
16-SEP-2012
Contrairement à ce que dit la doc. RKC que j'avais téléchargée en ligne, impossible de modifier la plage de température du contôleur. Les menus sont également un peu différents. Si mon modèle n'est pas une copie, il s'agit d'un modèle d'entrée de gamme non-paramétrable (d'où son bas coût). Bref je ne peux rien faire avec le contrôleur actuel.
Le panneau de silicate est plus grand que prévu: au lieu de 1000 X 500 X 25 [mm], il fait 1000 X 610 X 25 [mm], ce qui m'arrange bien.
J'ai commencé à réfléchir au montage des briques. J'ai l'impression que les briques ne sont pas très jointives. Peut-être devrai-je tout de même les sceller au ciment réfractaire? J'ai peur que la dilatation face craquer les joints de toute façon. J'ai façonné les briques fermant le sommet du four pour leur donner une section en T.
17-SEP-2012
Je voulais discuté du concept de la structure avec mon ami soudeur mais las, il est en arrêt de travail pour cause de problème de dents. Ensuite il part en mission. Bref c'est pas demain que je vais recommencé les couteaux... J'ai calculé qu'il me faudra près de 5 m de cornière. Bon on verra bien. L'important c'est d'y aller tranquillement comme pour les couteaux, pas de précipitation, pas d'achat inutile avant l'heure, avant d'être bien sûr de la mailleure solution à retenir.
J'ai commandé un second contrôleur sur ebay. C'est du made in Taiwan cette fois (qui a copié qui?) mais il est en tout point identique au premier, à la plage de mesure près. Le kit inclus aussi un relais statique 25 A qu'il me fallait encore de toute façon ainsi qu'un thermocouple de type K mais dont l'isolation n'autorise qu'un fonctionnement jusqu'à 400°C. De plus les pièces sont en Allemagne (selon le vendeur), donc je devrai avoir tout cela très vite.
18-SEP-2012
Aujourd'hui un collègue de travail m'a ramené deux couteaux japonais avec la demande de bien vouloir les affûter. Ce sont des couteaux qu'il a eu pour son mariage. De marque Kai, un modèle DM-0700 (d'office je crois) et DM-0702 (un Santoku). Petite recherche sur le Net. Pas donnés les bestiaux, surtout le Santoku, la tante pétée de tunes s'est pas foutue des mariés. Je n'ai aucun couteau aussi cher. Il s'agit d'un sandwich de VG-10 à 61 HRc pris entre deux portions d'acier inox 410 HC damassé sur 16 couches.
Les tranchants sont très abimés, sans doute à cause de coupes contre des objets durs, comme des assiettes. Le métal a sauté de partout, car trop dur donc cassant. Résultat: des heures de travail pour rattraper tout cela. Deux leçons évidentes
- ne pas attendre qu'un tranchant soit trop abimé pour maintenir le fil. La réparation enlève beaucoup plus de métal que l'entretien
- mieux vaut un acier un peu moins cassant/dur dont le fil plie, ainsi le redresser "coûte" moins d'efforts et de matière.
Bon c'est fait, ce sont de vrai rasoirs ces machins! Le secret étant sans doute dans un demi-angle au sommet super fin, genre 10°.
Très joli Damas.
21-SEP-2012:
SICAC 2012
Histoire de rattraper des heures supplémentaires, j'ai pris congé pour le premier Salon International du Couteau d'Art et de Collection. Un rapide comparo train voiture m'a fait choisir le TGV. A une personne, c'est kif-kif en terme de prix mais le train me fait gagner 2h30 par voyage soit 5 heures sur la journée (sans bouchons éventuels).
Ce fut mon premier voyage en TGV. Une rame toute neuve avec des prestations comparables à l'aviation. "Bon c'est quand qu'on fait du 300 km/h?" Un regard sur un écran m'indique 317 km/h. Bigre je n'ai rien senti et en regardant par la fenêtre, je n'ai pas l'impression de bouffer la moindre Hayabusa...
Depuis mes années estudiantines (vers 1995), j'avais beaucoup évité le train et Paris, hormis deux visites avec la famille et les enfants. C'est ma première aventure parisienne pédi/TC/ferroviaire "seul" depuis longtemps. Et ça part sévère. C'est dingue le nombre de schtarbés qu'on croise. Dans le TGV la femme a côté de moi sentait fort. Bon d'habitude les manques à l'hygiène élémentaire sont couverts par des fragrances de supermarché, mais là, non. La dame poque, c'est tout. C'est comme ça après tout. Mais grace au TGV, le calvaire qui aurait duré 3h30 entre Metz et Paris-Est en 1995 est ramené à 1h30. Formidable progrès.
Ma bonne vieille gare de l'Est n'a pas changé sauf... Que c'est une galerie marchande. Boutique sur boutique partout. C'est marrant le capitalisme qui récupère le moindre mètre carré pour en faire une surface de vente. Et dehors, en attendant mon bus n°39 qui ne vint jamais (le premier ne s'est simplement pas arrêté; pas envie? En tout cas la vieille dame typiquement parisienne -Rosy Varte qui aurait mal vieillie- à l'arrêt avec moi m'a flingué l'oreille tellement elle m'a transformé cela en catastrophe nationale), je n'ai pu que constater que la misére et la précarité font leur chemin, insidieux. Dédé le clochemoutte de 95 est devenu un jeune homme de 22-26 ans avec un chien, de la boisson et des vêtements plus jeunes. Le même macadam cependant. Et que dire de ce Black sortant du bus n°38 avec deux valoches plus grosses que lui et un sac poubelle de 250 litres? Je me dis que toute sa vie doit être dans ses valoches... Et sa boutique éphémère dans le sac poubelle. Il est donc commerçant ou dans l'import export alors? En tout cas il doit être important car il a deux Smartphones. Un pour Tokyo, l'autre New-York.
Bon bref il m'aura fallu 1h15 pour aller en bus de la gare au musée du Louvre. En bus au lieu du métro pour "voir" Paris. Le bus... On y est malheureusement plus souvent à l'arrêt qu'en marche. Triste écologie. Faut vite me passer ça à lélectrique. En temps de voyage pur, j'y serai sans doute arrivé à pied en un temps similaire. J'avais rendez-vous avec Merlin, le "KTL" de la liste RT. 10 ans qu'on se connait et on ne s'est jamais vu ailleurs que par photo. Bon ben ça c'est fait aussi.
Direction la porte de Charenton. Je m'approche du n°327 et ça se voit car à la terrasse du café des jeunes gens admirent leurs nouveaux pliants. Il est 13h40, le salon ouvre à 13h00 et ils sont déjà sortis? 15 EUR l'entrée valable les deux jours et on peut entrer et sortir tant qu'on veut. C'est noir de monde. J'ai bien fait de "rater" l'ouverture à 13h00, la file d'attente devait être impressionnante.
Bon ben bilan. C'est beau, on peut s'en mettre plein les yeux. Parler avec la vaste majorité des coutelliers forts sympathiques. Hormis certains qui vous la joue dédaigneux ou secret type "truc exclusif mis au point par moi; achète le à 2000 EUR et tire-toi", tous sont sympas et heureux de parler de leur art. Ma seule grosse deception fut le boniment d'un type arguant de la supériorité du 12C27 "avec 4% de carbone soit un peu plus que dans l'XC 75"... ??!! Je suis vite parti. Mais c'est pas vrai y a des charlatans ici aussi? Bon on va supposer qu'il était vendeur et pas coutelier (du moins je l'espère). Pour info 12C27, 0.60% de carbone, à 4% ce serait une fonte et plus un acier! XC75 0.75% de carbone.
Loin de mon environnement professionnel international, je me rend compte de la chance que j'ai de maitriser l'anglais et l'allemand. Cela permet souvent de mettre de l'huile dans les relations diplomatiques entre un acheteur Allemand et un coutelier Français ou bien de tailler une bavette avec Pekka Tuominen. Ils sont souvent heureux de pouvoir enfin avoir une petite conversation nos couteliers étrangers.
Ce qui m'aura le plus marqué? De nombreux clients de couteaux artisanaux aux tarifs plutôt haut de gamme n'y connaissent absolument rien vues leurs questions. On a envie de leur dire: "attend tu vas acheter un truc à 300 EUR ou quasi le même à 550 EUR sur la table à côté et tu ne disposes d'aucun moyen de les comparer hormis le boniment du vendeur". Une chance sur deux de se faire plumer, non? Et comment apprécier à sa juste valeur l'objet, la plupart des pièces étant vendues sans le moindre petit carton résumant les caractéristiques.
Et puis il y a la disparité des tarifs. Le couteau le moins cher était un petit pliant japonais en O1. Beaucoup de choses de qualités et fort belles de 90 à 220 EUR, avec une concentration entre 160 et 220. Puis la zone 500 EUR qui à mes yeux s'explique avec des matériaux très nobles (ivoire, visserie plaquée or). Pour finir la zone 1000-1500 et 2000 EUR. Et malgré la justification du travail, des matériaux, de la marge qu'on s'octroie, j'ai vu ici ou là des dissonnances dont les explications ne m'ont pas convaincues. Par exemples des pliants français quasi identiques en taille, forme, matériaux (hormis l'acier mais le delta à l'achat est de moins de 10 EUR) et ajustement allant pour l'un de 250 EUR à 990 EUR sur l'autre table.
La discussion la plus interessante fut celle que j'ai eu avec Paulo Simoes, fort sympathique. Beaume au coeur: j'ai même vu de rares couteaux moins bien finis que les miens: lames à émouture décentrées, ajustement des manches olé olé, tranchant pourri (rattrapable). Et puis je vous ai pris quelques photos.

La salle est grande comme un gymnase et les tables plutôt petites. D'après mes renseignements,
c'est 600 EUR pour les deux jours.

Fred Perrin, Elsa Fantino, Bastinelli Créations (je ne connais pas son nom), Tony Lopes, Paulo Simoes et Pekka Tuominen. Pas forcément mon style,
mais des coutelliers forts sympatiques avec des prix, à mon sens, très honnêtes.

Sauf erreur la table de Shosui Takeda. Si on lui achète un couteau, il vous l'affûte... Et mieux vaut ne
pas avoir un train à prendre. Il passe 10 minutes à faire un tranchant rasoir avec ses pierres japonaises.
Je vous ai mis la photo floue pour vous montrer avec quelle ardeur, énergie et vitesse il essaie de rendre
son couteau parfait. C'est vraiment exceptionnelle cettte façon de voir les choses. Et il remercie son client
avec une telle joie non-dissimulée que c'en est gênant pour lui de n'avoir payé que 70 EUR pour tout
ce travail, couteau inclus. Les couteaux de cuisines sont forgés main et sont dans le même ordre de
prix que ceux que j'ai affûtés cette semaine.
Histoire de rattraper des heures supplémentaires, j'ai pris congé pour le premier Salon International du Couteau d'Art et de Collection. Un rapide comparo train voiture m'a fait choisir le TGV. A une personne, c'est kif-kif en terme de prix mais le train me fait gagner 2h30 par voyage soit 5 heures sur la journée (sans bouchons éventuels).
Ce fut mon premier voyage en TGV. Une rame toute neuve avec des prestations comparables à l'aviation. "Bon c'est quand qu'on fait du 300 km/h?" Un regard sur un écran m'indique 317 km/h. Bigre je n'ai rien senti et en regardant par la fenêtre, je n'ai pas l'impression de bouffer la moindre Hayabusa...
Depuis mes années estudiantines (vers 1995), j'avais beaucoup évité le train et Paris, hormis deux visites avec la famille et les enfants. C'est ma première aventure parisienne pédi/TC/ferroviaire "seul" depuis longtemps. Et ça part sévère. C'est dingue le nombre de schtarbés qu'on croise. Dans le TGV la femme a côté de moi sentait fort. Bon d'habitude les manques à l'hygiène élémentaire sont couverts par des fragrances de supermarché, mais là, non. La dame poque, c'est tout. C'est comme ça après tout. Mais grace au TGV, le calvaire qui aurait duré 3h30 entre Metz et Paris-Est en 1995 est ramené à 1h30. Formidable progrès.
Ma bonne vieille gare de l'Est n'a pas changé sauf... Que c'est une galerie marchande. Boutique sur boutique partout. C'est marrant le capitalisme qui récupère le moindre mètre carré pour en faire une surface de vente. Et dehors, en attendant mon bus n°39 qui ne vint jamais (le premier ne s'est simplement pas arrêté; pas envie? En tout cas la vieille dame typiquement parisienne -Rosy Varte qui aurait mal vieillie- à l'arrêt avec moi m'a flingué l'oreille tellement elle m'a transformé cela en catastrophe nationale), je n'ai pu que constater que la misére et la précarité font leur chemin, insidieux. Dédé le clochemoutte de 95 est devenu un jeune homme de 22-26 ans avec un chien, de la boisson et des vêtements plus jeunes. Le même macadam cependant. Et que dire de ce Black sortant du bus n°38 avec deux valoches plus grosses que lui et un sac poubelle de 250 litres? Je me dis que toute sa vie doit être dans ses valoches... Et sa boutique éphémère dans le sac poubelle. Il est donc commerçant ou dans l'import export alors? En tout cas il doit être important car il a deux Smartphones. Un pour Tokyo, l'autre New-York.
Bon bref il m'aura fallu 1h15 pour aller en bus de la gare au musée du Louvre. En bus au lieu du métro pour "voir" Paris. Le bus... On y est malheureusement plus souvent à l'arrêt qu'en marche. Triste écologie. Faut vite me passer ça à lélectrique. En temps de voyage pur, j'y serai sans doute arrivé à pied en un temps similaire. J'avais rendez-vous avec Merlin, le "KTL" de la liste RT. 10 ans qu'on se connait et on ne s'est jamais vu ailleurs que par photo. Bon ben ça c'est fait aussi.
Direction la porte de Charenton. Je m'approche du n°327 et ça se voit car à la terrasse du café des jeunes gens admirent leurs nouveaux pliants. Il est 13h40, le salon ouvre à 13h00 et ils sont déjà sortis? 15 EUR l'entrée valable les deux jours et on peut entrer et sortir tant qu'on veut. C'est noir de monde. J'ai bien fait de "rater" l'ouverture à 13h00, la file d'attente devait être impressionnante.
Bon ben bilan. C'est beau, on peut s'en mettre plein les yeux. Parler avec la vaste majorité des coutelliers forts sympathiques. Hormis certains qui vous la joue dédaigneux ou secret type "truc exclusif mis au point par moi; achète le à 2000 EUR et tire-toi", tous sont sympas et heureux de parler de leur art. Ma seule grosse deception fut le boniment d'un type arguant de la supériorité du 12C27 "avec 4% de carbone soit un peu plus que dans l'XC 75"... ??!! Je suis vite parti. Mais c'est pas vrai y a des charlatans ici aussi? Bon on va supposer qu'il était vendeur et pas coutelier (du moins je l'espère). Pour info 12C27, 0.60% de carbone, à 4% ce serait une fonte et plus un acier! XC75 0.75% de carbone.
Loin de mon environnement professionnel international, je me rend compte de la chance que j'ai de maitriser l'anglais et l'allemand. Cela permet souvent de mettre de l'huile dans les relations diplomatiques entre un acheteur Allemand et un coutelier Français ou bien de tailler une bavette avec Pekka Tuominen. Ils sont souvent heureux de pouvoir enfin avoir une petite conversation nos couteliers étrangers.
Ce qui m'aura le plus marqué? De nombreux clients de couteaux artisanaux aux tarifs plutôt haut de gamme n'y connaissent absolument rien vues leurs questions. On a envie de leur dire: "attend tu vas acheter un truc à 300 EUR ou quasi le même à 550 EUR sur la table à côté et tu ne disposes d'aucun moyen de les comparer hormis le boniment du vendeur". Une chance sur deux de se faire plumer, non? Et comment apprécier à sa juste valeur l'objet, la plupart des pièces étant vendues sans le moindre petit carton résumant les caractéristiques.
Et puis il y a la disparité des tarifs. Le couteau le moins cher était un petit pliant japonais en O1. Beaucoup de choses de qualités et fort belles de 90 à 220 EUR, avec une concentration entre 160 et 220. Puis la zone 500 EUR qui à mes yeux s'explique avec des matériaux très nobles (ivoire, visserie plaquée or). Pour finir la zone 1000-1500 et 2000 EUR. Et malgré la justification du travail, des matériaux, de la marge qu'on s'octroie, j'ai vu ici ou là des dissonnances dont les explications ne m'ont pas convaincues. Par exemples des pliants français quasi identiques en taille, forme, matériaux (hormis l'acier mais le delta à l'achat est de moins de 10 EUR) et ajustement allant pour l'un de 250 EUR à 990 EUR sur l'autre table.
La discussion la plus interessante fut celle que j'ai eu avec Paulo Simoes, fort sympathique. Beaume au coeur: j'ai même vu de rares couteaux moins bien finis que les miens: lames à émouture décentrées, ajustement des manches olé olé, tranchant pourri (rattrapable). Et puis je vous ai pris quelques photos.
La salle est grande comme un gymnase et les tables plutôt petites. D'après mes renseignements,
c'est 600 EUR pour les deux jours.
Fred Perrin, Elsa Fantino, Bastinelli Créations (je ne connais pas son nom), Tony Lopes, Paulo Simoes et Pekka Tuominen. Pas forcément mon style,
mais des coutelliers forts sympatiques avec des prix, à mon sens, très honnêtes.
Sauf erreur la table de Shosui Takeda. Si on lui achète un couteau, il vous l'affûte... Et mieux vaut ne
pas avoir un train à prendre. Il passe 10 minutes à faire un tranchant rasoir avec ses pierres japonaises.
Je vous ai mis la photo floue pour vous montrer avec quelle ardeur, énergie et vitesse il essaie de rendre
son couteau parfait. C'est vraiment exceptionnelle cettte façon de voir les choses. Et il remercie son client
avec une telle joie non-dissimulée que c'en est gênant pour lui de n'avoir payé que 70 EUR pour tout
ce travail, couteau inclus. Les couteaux de cuisines sont forgés main et sont dans le même ordre de
prix que ceux que j'ai affûtés cette semaine.
Ah oui... J'ai
l'impression que les couteliers pros n'apprécient guère
les hobbystes et autres couteliers à mi-temps. Je suppose que
c'est parce qu'ils "piquent" des parts de marché. J'ai ressenti
cela comme le fossé entre scooter et motos.
23-SEP-2012
Je crois que je vais rompre ma promesse. J'ai bien envie de refaire un petit couteau en attendant l'avancement du four. Cette fois dans ma barre de D2. Apparemment selon une fiche technique, la température d'austénisation du D2 est à 982°C, donc un truc faisable avec les 1000°C du boulot. En plus le D2 semble apprécier également la trempe cryogènique à -75°C... Bon on va bien voir. En attendant j'ai redécoupé 6 bandes de 12 X 7 [cm] de toile Denim pour refaire une plaquette de micarta maison.
23-SEP-2012
Je crois que je vais rompre ma promesse. J'ai bien envie de refaire un petit couteau en attendant l'avancement du four. Cette fois dans ma barre de D2. Apparemment selon une fiche technique, la température d'austénisation du D2 est à 982°C, donc un truc faisable avec les 1000°C du boulot. En plus le D2 semble apprécier également la trempe cryogènique à -75°C... Bon on va bien voir. En attendant j'ai redécoupé 6 bandes de 12 X 7 [cm] de toile Denim pour refaire une plaquette de micarta maison.