09-DEC-2012:
Travail des plaquettes et découpes des rivets, tubes de passage dragonne et rivet mosaïque aujourd'hui.
- J'ai soigneusement poncé à plat mes deux plaquettes d'os de chameau pour le "Babycoubi".
- J'ai soigneusement poncé à plat les deux faces de mon bloc rose et vert pour "l'Alluviaq", puis
- Je l'ai coupé en deux longitudinalement.
- J'ai découpé deux plaquettes dans mon reste d'olivier, puis
- Je les ai soigneusement poncé à plat pour "l'Abbica".
- J'ai scié une tige inox de 4 mm, un rivet mosaïque inox de 4.2 mm et un tube inox de 6 mm pour le "Babycoubi".
- J'ai scié 10 rivets alu de 2 mm et 2 tubes alu de 6 mm pour les deux autres couteaux.
- J'ai collé les intercalaires en polypropylène* sur les plaquettes. Pour cela j'ai suivi les conseils du site Brisa et utilisé de la colle cyanocrylate.
* Il s'agit de chutes vendues en lot chez Brisa: j'ai pris du mauve pour le "Babycoubi" et du noir pour les deux autres. Je ventile le stock, quoi.
10-DEC-2012
Sacré journée pour mon intégrité physique. J'ai tout même réussi à m'ouvrir la paume droite avec la pointe du "Babycoubi", la gauche avec une pointe de graveur électrique, l'index gauche avec un fôret et pour finir une bande 40 du combiné m'a explosé à la figure...
- la pointe du "Babycoubi" étant plus ou moins absente, rien de grave, une broutille
- la pointe du graveur n'est entrée que de peu, broutille,
- la coupure de l'index est superficielle, mais déjà plus douloureuse (à cause des nombreuses terminaisons nerveuses je suppose), une broutille
- la bande ne m'a rien fait grace aux faits que je remonte chaque fois le capotage et que je porte des protections oculaires
Bref j'ai percé les plaquettes mais aujourd'hui le dieu du bricolage propre et précis n'est pas avec moi. Presque tous les trous ne sont pas d'équerre et pour rattraper j'ai dû faire des trous un peu oblongs. Ça va fortement gâcher la finition, les plaquettes n'étant plus parfaitement jointes avec les rivets et autres tubes. Et en plus j'y ai passé un temps fou.
Dans un étau j'ai réussi à aplatir le "cher" rivet mosaïque...
Avec un trace-lettres ISO35 et un graveur électrique à impact j'ai marqué les trois lames de ma marque de fabrique et de la désignation du métal "T7Mo". Ce n'est guère mieux qu'avec les lettres à frapper: toujours pas droit, trait trop fin, lettres espacées aléatoirement, ratés dû à une glissade (graver l'émouture inclinée de 3° et super dure n'est pas simple).
Plus tard j'ai fini la partie avant des plaquettes en olivier de "l'Abbica" avant de les coller, toujours à la cyanocrylate à cause du polypropylène des intercalaires. Je dois avouer que je n'ai pas très confiance en cette liaison (par rapport à l'époxy) mais cela m'a l'air plus solide que je ne croyais. En effet j'ai collé les rivets et le tube plus tard avec de l'époxy en les introduisant au marteau. Les plaquettes n'ont pas bougé.
Petite consolation: pas de traces de cyano au ricasso. Tant mieux, je ne sais pas comment on l'enlève...
11-DEC-2012
En journée j'ai récupéré mon plat de D2 pour le "Barnoin" à l'atelier. Comme l'autre fois déjà, pas eu le temps de le faire. Bref je pourrai le laisser 3 semaines de plus que cela ne changerait rien. Autant que je continue tranquillement pendant les vacances de Noel. Donc j'ai commencé par décaper le bout avec une brosse rotative à poils en plastique. Le métal devient gris, la calamine s'en va mais l'état de surface est une cata. Il y a comme deux niveaux, comme des plaques.
Plus tard et comme hier, j'ai fini la partie avant des plaquettes en résine acrylique/PCB de "l'Alluviaq" avant de les coller à la cyanocrylate. J'ai collé les rivets et le tube plus tard avec de l'époxy en les introduisant à la pince. Les plaquettes n'ont pas bougé. J'ai oublié de précisé hier que j'ai -comme aujourd'hui- fait des stries à la pince dans les rivets et le tube afin d'augmenter l'accroche de la colle.
12-DEC-2012
J'ai fini la partie avant des plaquettes en os de chameau du "Babycoubi" avant de les coller à la cyanocrylate. J'ai collé le rivet inox, le rivet mosaïque et le tube plus tard avec de l'époxy en les introduisant au marteau. Une plaquette ne joint plus au niveau du ricasso, une vraie galère, la finition en prend un coup!
13-DEC-2012
Des contretemps m'obligent à lever le pied. J'ai juste réussi à m'occuper du "Barnoin"
- perçage du manche
- découpe grossière des évidements du manche
- petit coup de lime dans les évidements
- découpe grossière de la forme extérieure pour gagner du temps au combiné plus tard.
14-DEC-2012
J'ai commencé à façonner le manche de "l'Alluviaq". Il est encore trop gros au "cul" du manche. La zone pour l'index est difficile d'accès. Il y a des "trous" autour de certaines zones des rivets ou du tube (à cause des trous trop grands; résultat de mes perçage non perpendiculaires). On voit même les stries que j'avais fait dans les rivets. Il ne faut que les poncer, pas les marquer à la pince, c'est trop.
Et surtout il faut laisser tomber les intercalaires en polypropylène. Leur seul avantage est la couleur qui ressort vraiment bien. Mais sinon à cause de la finesse de la couche de colle, le "joint" avec le métal est mauvais. On le voit après ponçage car la poussière claire, quasi blanche, se logeant partout, elle fait bien ressortir les faibles fissures de-ci de-là, même si elles ne font que 0.1 mm. Demain étant un autre jour, je vais tacher de minimiser tout cela en reprenant le tout avant les ultimes finitions.
15-DEC-2012
En matinée et l'après-midi, j'ai façonné les manches des trois couteaux. Travailler en série offre l'avantage d'aller un peu plus vite. Par contre ça a tendance à me mettre la pression et baisser mon envie de bien faire. Il ne faut donc plus que je ne fasse qu'un couteau à la fois. Mauvais pour le rendement ça, mais faire du pipi de chat c'est mauvais pour le moral.
Bref les trois couteaux ont des manches finis. Disons que je ne vais plus y toucher plutôt. Mais il y a des défauts partout. Il reste des traces de ponçage par ci par là (sur le manche ou l'acier), l'état de surface agresse l'oeil dans les détails. L'intercalaire en polypropylène ne semble pas "joindre" aussi bien que celui en fibre. Pas top quoi, limite la honte. Pour l'instant mon couteau le mieux fini et le plus abouti, c'est sans doute le M(a)ousse.
16-DEC-2012
En début d'après-midi, j'ai façonné le contour du "Barnoin", créé l'encoche à la base de la lame et la ligne d'attaque de l'émouture de part et d'autre de la lame. Je vais tacher de faire l'émouture et le traitement thermique cette semaine.
17-DEC-2012
J'ai passé une drôle de journée. Le coeur d'un collègue de travail apprécié de tous s'est arrêté de battre dimanche matin. 46 ans, 3 mômes, le quatrième en route, toujours le mot pour rire. Et dire que je trouvais que j'avais passé un week-end de merde. Ça relativise...
Et en plus devant ma boîte flotte le drapeau de la République Populaire de Chine. Apparemment les actionnaires ont trouvé un client à qui fourguer le bébé. On verra bien.
Bon back to knives. Ce soir émoutures du "Barnoin". C'est là que je vois la limite de mon combiné. Il n'est simplement pas assez puissant pour des lames un peu plus sérieuses: 95 mm de D2 et ça devient très laborieux. Mais surtout, mes 4 dernières bandes de 40 ont toutes laché à la jonction. Bizzare, non? Me voilà sans abrasifs. Les bandes sont OK mais ouvertes. Peut-être arriverai-je à les recoller? J'ai malgré tout pu finir les émoutures mais la lame est un peu épaisse près de la partie arrondie (normal). Je devrai peut-être reprendre tout cela?
J'ai aussi fini le contour jusqu'à P400 et limé les stries d'appui du pouce. N'oublions pas que le but est le traitement thermique (TTH) ce jeudi.
J'ai aussi dessiné le projet coupant suivant. Il s'appellera le "Bédard". T7Mo et je vais y tenter une garde rapportée en aluminium. Mais ce sera pour 2013.
18-DEC-2012
Comme mes derniers marquages se sont révélés catastrophiques aussi bien avec des lettres à frapper indivuduelles de 3 mm qu'avec un graveur électrique associé à un trace-lettres, j'ai emprunté au boulot des lettres à frapper de 4 mm, mais que l'on peut monter sur un support. C'est toujours pas ça, mais c'est de loin la solution la plus propre jusqu'à ce que je trouve mieux.
A propos boulot, j'ai parlé de coutellerie avec un collègue automaticien et on en est venu à mon four. Selon lui sa "relative" lenteur par rapport au modèle similaire vu sur le Net pourrait provenir de mes paramètres PID. Le hic c'est leur dénomination et les unités. Tout cela ne ressemble à rien de connu (traduction approximative du chinois ver l'anglais? Mais je crois que je vais voir cela de plus près après le "Barnoin" et avant le "Bédard".
Le soir j'ai repris les émoutures afin d'affiner un peu le tranchant avant trempe. Il doit rester environ 1 mm de métal au tranchant au lieu de mes classiques 0.8 mm. Mais bon tant pis. S'il faut je remettrai un coup de combiné après TTH. A ce sujet j'ai pu réparer une bande 40 avec de la colle époxy 90s (prise ultra rapide). Elle a bien tenu mais a cédé juste à la fin. Je vais toutes les coller ainsi et on verra bien. C'est mieux que de les jeter alors qu'elles sont toutes en bon état. Pour finir j'ai poli la partie du manche juste après le ricasso, partie encore visible après montage du manche. Autant le faire avant trempe. Ah et en toute fin, j'ai déjà préparé ma papillotte inox pour la trempe.
20-DEC-2012
Concernant le contrôleur PID du four, j'ai pu trouver le mode d'emploi plus complet d'un produit (très) similaire. Il dit d'abord que ce type de contrôleur fait appel à la logique floue et que par conséquent les paramètres P, I et D n'étaient pas les mêmes que les traditionnels d'où également des unités différentes
- le paramètre M50 dit "Integral" en °C est le I
- le paramètre P dit "Differential" en s/°C est l'équivalent du P
- le paramètre t dit "Hysteresis time" en s est le D
Mais par exemple la valeur du "P" ici est de croissance/décroissance inverse à celle du "P" traditionnel. Pour un Ptradi qui diminue, le Pfuzzy augmente. Bref on s'en tape. Aujourd'hui j'ai recommencé un cycle d'auto apprentissage mais en partant des valeurs PID de 1000-622-14 au lieu des 500-1000-120 par défaut. La montée en température ne me semble guère plus rapide mais les valeurs finales de PID sont passées à 84-622-16 au lieu des 74-622-14 du premier essai.
J'ai réglé le four à 1050°C. Après introduction du couteau, il a fallu 2 minutes et 20 secondes au four pour remonter les 35°C perdus à l'ouverture de la porte. J'ai laissé le couteau environ 17 minutes supplémentaires avant de le sortir pour le tremper pendant une minute entre deux plaques alu chargées avec 20 kg. Ensuite j'ai refroidi la lame dans un seau d'eau froide avant de l'introduire - 70°C pendant 35 minutes.
N'ayant aucune source de production de 300°C, j'ai dû attendre que le four de trempe refroidisse suffisamment. Pour éviter de "garder" des contraintes trop longtemps dans la lame, je l'ai introduite dans un four à 240°C le temps de pouvoir en obtenir 300 avec le four de trempe. Deux heures plus tard, une fois les 300°C atteints, j'ai passé la lame directement de 240 à 300°C pour une heure supplémentaire.
J'ai peut-être fait une bétise à la sortie des 300°C: j'ai accéléré le refroidissement dans un seau d'eau avec un joli "pschitt" afin d'aller vite faire un petit séjour de 5 minutes à -70°C. Puis retour 1 heure à 300°C suivi d'un dernier refroidissement à -70°C. La lame est restée bien droite, sans fissure apparente. Elle n'a pas noirci contrairement au M(a)ousse (qui avait deux morceaux de papier dans la papillotte) mais a changé de couleur après le revenu. Après trempe seul le tranchant avait pris des couleurs arc en ciel, sans doute parce que c'est la zone qui refroidit le moins vite, n'étant pas contact direct avec les plaques alu.
Sans mesure cela ne vaut rien, mais en théorie on devrait être entre 59 et 60 HRc avec environ 6% de Cr et 0.9% de C dissout dans l'austénite, le reste ayant formé des carbures de chrome en surface, rendant l'acier très résistant à l'usure par abrasion. Reste "plus" qu'à finir l'émouture et lui faire un manche...
22-DEC-2012
En matinée j'ai acheté un peu de fil rouge en mercerie et le soir j'ai fait un étui pour le "Babycoubi". Noel approche...
23-DEC-2012
Avec le combiné j'ai tenté de mieux finir les contours du nouvel l'étui, en cuir un peu plus épais que d'habitude et que j'ai dû coller à la cyanocrylate (faute à un tube de néoprène complètement HS) résultant en quelque chose de plus difficile à couper aux ciseaux.
J'ai aussi mis un angle d'environ 18° au "Babykoubi" avec le combiné et de la bande usagée de 100. J'ai fini l'ensemble avec ma pierre Norton, puis ma pierre Belge et finalement au cuir. L'acier me semble très dur. Je ne dois pas être trop loin de la dureté que je visais. Le grain est resté bien fin ce qui donne un joli fil au tranchant. Très prometteur ce T7Mo avec mon petit TTH maison...
Pour finir j'ai passé 6 couches d'huile CCL (dont 3 avec l'huile de lin du second flacon) sur le manche en olivier de "l'Abbica".

Travail des plaquettes et découpes des rivets, tubes de passage dragonne et rivet mosaïque aujourd'hui.
- J'ai soigneusement poncé à plat mes deux plaquettes d'os de chameau pour le "Babycoubi".
- J'ai soigneusement poncé à plat les deux faces de mon bloc rose et vert pour "l'Alluviaq", puis
- Je l'ai coupé en deux longitudinalement.
- J'ai découpé deux plaquettes dans mon reste d'olivier, puis
- Je les ai soigneusement poncé à plat pour "l'Abbica".
- J'ai scié une tige inox de 4 mm, un rivet mosaïque inox de 4.2 mm et un tube inox de 6 mm pour le "Babycoubi".
- J'ai scié 10 rivets alu de 2 mm et 2 tubes alu de 6 mm pour les deux autres couteaux.
- J'ai collé les intercalaires en polypropylène* sur les plaquettes. Pour cela j'ai suivi les conseils du site Brisa et utilisé de la colle cyanocrylate.
* Il s'agit de chutes vendues en lot chez Brisa: j'ai pris du mauve pour le "Babycoubi" et du noir pour les deux autres. Je ventile le stock, quoi.
10-DEC-2012
Sacré journée pour mon intégrité physique. J'ai tout même réussi à m'ouvrir la paume droite avec la pointe du "Babycoubi", la gauche avec une pointe de graveur électrique, l'index gauche avec un fôret et pour finir une bande 40 du combiné m'a explosé à la figure...
- la pointe du "Babycoubi" étant plus ou moins absente, rien de grave, une broutille
- la pointe du graveur n'est entrée que de peu, broutille,
- la coupure de l'index est superficielle, mais déjà plus douloureuse (à cause des nombreuses terminaisons nerveuses je suppose), une broutille
- la bande ne m'a rien fait grace aux faits que je remonte chaque fois le capotage et que je porte des protections oculaires
Bref j'ai percé les plaquettes mais aujourd'hui le dieu du bricolage propre et précis n'est pas avec moi. Presque tous les trous ne sont pas d'équerre et pour rattraper j'ai dû faire des trous un peu oblongs. Ça va fortement gâcher la finition, les plaquettes n'étant plus parfaitement jointes avec les rivets et autres tubes. Et en plus j'y ai passé un temps fou.
Dans un étau j'ai réussi à aplatir le "cher" rivet mosaïque...
Avec un trace-lettres ISO35 et un graveur électrique à impact j'ai marqué les trois lames de ma marque de fabrique et de la désignation du métal "T7Mo". Ce n'est guère mieux qu'avec les lettres à frapper: toujours pas droit, trait trop fin, lettres espacées aléatoirement, ratés dû à une glissade (graver l'émouture inclinée de 3° et super dure n'est pas simple).
Plus tard j'ai fini la partie avant des plaquettes en olivier de "l'Abbica" avant de les coller, toujours à la cyanocrylate à cause du polypropylène des intercalaires. Je dois avouer que je n'ai pas très confiance en cette liaison (par rapport à l'époxy) mais cela m'a l'air plus solide que je ne croyais. En effet j'ai collé les rivets et le tube plus tard avec de l'époxy en les introduisant au marteau. Les plaquettes n'ont pas bougé.
Petite consolation: pas de traces de cyano au ricasso. Tant mieux, je ne sais pas comment on l'enlève...
11-DEC-2012
En journée j'ai récupéré mon plat de D2 pour le "Barnoin" à l'atelier. Comme l'autre fois déjà, pas eu le temps de le faire. Bref je pourrai le laisser 3 semaines de plus que cela ne changerait rien. Autant que je continue tranquillement pendant les vacances de Noel. Donc j'ai commencé par décaper le bout avec une brosse rotative à poils en plastique. Le métal devient gris, la calamine s'en va mais l'état de surface est une cata. Il y a comme deux niveaux, comme des plaques.
Plus tard et comme hier, j'ai fini la partie avant des plaquettes en résine acrylique/PCB de "l'Alluviaq" avant de les coller à la cyanocrylate. J'ai collé les rivets et le tube plus tard avec de l'époxy en les introduisant à la pince. Les plaquettes n'ont pas bougé. J'ai oublié de précisé hier que j'ai -comme aujourd'hui- fait des stries à la pince dans les rivets et le tube afin d'augmenter l'accroche de la colle.
12-DEC-2012
J'ai fini la partie avant des plaquettes en os de chameau du "Babycoubi" avant de les coller à la cyanocrylate. J'ai collé le rivet inox, le rivet mosaïque et le tube plus tard avec de l'époxy en les introduisant au marteau. Une plaquette ne joint plus au niveau du ricasso, une vraie galère, la finition en prend un coup!
13-DEC-2012
Des contretemps m'obligent à lever le pied. J'ai juste réussi à m'occuper du "Barnoin"
- perçage du manche
- découpe grossière des évidements du manche
- petit coup de lime dans les évidements
- découpe grossière de la forme extérieure pour gagner du temps au combiné plus tard.
14-DEC-2012
J'ai commencé à façonner le manche de "l'Alluviaq". Il est encore trop gros au "cul" du manche. La zone pour l'index est difficile d'accès. Il y a des "trous" autour de certaines zones des rivets ou du tube (à cause des trous trop grands; résultat de mes perçage non perpendiculaires). On voit même les stries que j'avais fait dans les rivets. Il ne faut que les poncer, pas les marquer à la pince, c'est trop.
Et surtout il faut laisser tomber les intercalaires en polypropylène. Leur seul avantage est la couleur qui ressort vraiment bien. Mais sinon à cause de la finesse de la couche de colle, le "joint" avec le métal est mauvais. On le voit après ponçage car la poussière claire, quasi blanche, se logeant partout, elle fait bien ressortir les faibles fissures de-ci de-là, même si elles ne font que 0.1 mm. Demain étant un autre jour, je vais tacher de minimiser tout cela en reprenant le tout avant les ultimes finitions.
15-DEC-2012
En matinée et l'après-midi, j'ai façonné les manches des trois couteaux. Travailler en série offre l'avantage d'aller un peu plus vite. Par contre ça a tendance à me mettre la pression et baisser mon envie de bien faire. Il ne faut donc plus que je ne fasse qu'un couteau à la fois. Mauvais pour le rendement ça, mais faire du pipi de chat c'est mauvais pour le moral.
Bref les trois couteaux ont des manches finis. Disons que je ne vais plus y toucher plutôt. Mais il y a des défauts partout. Il reste des traces de ponçage par ci par là (sur le manche ou l'acier), l'état de surface agresse l'oeil dans les détails. L'intercalaire en polypropylène ne semble pas "joindre" aussi bien que celui en fibre. Pas top quoi, limite la honte. Pour l'instant mon couteau le mieux fini et le plus abouti, c'est sans doute le M(a)ousse.
16-DEC-2012
En début d'après-midi, j'ai façonné le contour du "Barnoin", créé l'encoche à la base de la lame et la ligne d'attaque de l'émouture de part et d'autre de la lame. Je vais tacher de faire l'émouture et le traitement thermique cette semaine.
17-DEC-2012
J'ai passé une drôle de journée. Le coeur d'un collègue de travail apprécié de tous s'est arrêté de battre dimanche matin. 46 ans, 3 mômes, le quatrième en route, toujours le mot pour rire. Et dire que je trouvais que j'avais passé un week-end de merde. Ça relativise...
Et en plus devant ma boîte flotte le drapeau de la République Populaire de Chine. Apparemment les actionnaires ont trouvé un client à qui fourguer le bébé. On verra bien.
Bon back to knives. Ce soir émoutures du "Barnoin". C'est là que je vois la limite de mon combiné. Il n'est simplement pas assez puissant pour des lames un peu plus sérieuses: 95 mm de D2 et ça devient très laborieux. Mais surtout, mes 4 dernières bandes de 40 ont toutes laché à la jonction. Bizzare, non? Me voilà sans abrasifs. Les bandes sont OK mais ouvertes. Peut-être arriverai-je à les recoller? J'ai malgré tout pu finir les émoutures mais la lame est un peu épaisse près de la partie arrondie (normal). Je devrai peut-être reprendre tout cela?
J'ai aussi fini le contour jusqu'à P400 et limé les stries d'appui du pouce. N'oublions pas que le but est le traitement thermique (TTH) ce jeudi.
J'ai aussi dessiné le projet coupant suivant. Il s'appellera le "Bédard". T7Mo et je vais y tenter une garde rapportée en aluminium. Mais ce sera pour 2013.
18-DEC-2012
Comme mes derniers marquages se sont révélés catastrophiques aussi bien avec des lettres à frapper indivuduelles de 3 mm qu'avec un graveur électrique associé à un trace-lettres, j'ai emprunté au boulot des lettres à frapper de 4 mm, mais que l'on peut monter sur un support. C'est toujours pas ça, mais c'est de loin la solution la plus propre jusqu'à ce que je trouve mieux.
A propos boulot, j'ai parlé de coutellerie avec un collègue automaticien et on en est venu à mon four. Selon lui sa "relative" lenteur par rapport au modèle similaire vu sur le Net pourrait provenir de mes paramètres PID. Le hic c'est leur dénomination et les unités. Tout cela ne ressemble à rien de connu (traduction approximative du chinois ver l'anglais? Mais je crois que je vais voir cela de plus près après le "Barnoin" et avant le "Bédard".
Le soir j'ai repris les émoutures afin d'affiner un peu le tranchant avant trempe. Il doit rester environ 1 mm de métal au tranchant au lieu de mes classiques 0.8 mm. Mais bon tant pis. S'il faut je remettrai un coup de combiné après TTH. A ce sujet j'ai pu réparer une bande 40 avec de la colle époxy 90s (prise ultra rapide). Elle a bien tenu mais a cédé juste à la fin. Je vais toutes les coller ainsi et on verra bien. C'est mieux que de les jeter alors qu'elles sont toutes en bon état. Pour finir j'ai poli la partie du manche juste après le ricasso, partie encore visible après montage du manche. Autant le faire avant trempe. Ah et en toute fin, j'ai déjà préparé ma papillotte inox pour la trempe.
20-DEC-2012
Concernant le contrôleur PID du four, j'ai pu trouver le mode d'emploi plus complet d'un produit (très) similaire. Il dit d'abord que ce type de contrôleur fait appel à la logique floue et que par conséquent les paramètres P, I et D n'étaient pas les mêmes que les traditionnels d'où également des unités différentes
- le paramètre M50 dit "Integral" en °C est le I
- le paramètre P dit "Differential" en s/°C est l'équivalent du P
- le paramètre t dit "Hysteresis time" en s est le D
Mais par exemple la valeur du "P" ici est de croissance/décroissance inverse à celle du "P" traditionnel. Pour un Ptradi qui diminue, le Pfuzzy augmente. Bref on s'en tape. Aujourd'hui j'ai recommencé un cycle d'auto apprentissage mais en partant des valeurs PID de 1000-622-14 au lieu des 500-1000-120 par défaut. La montée en température ne me semble guère plus rapide mais les valeurs finales de PID sont passées à 84-622-16 au lieu des 74-622-14 du premier essai.
J'ai réglé le four à 1050°C. Après introduction du couteau, il a fallu 2 minutes et 20 secondes au four pour remonter les 35°C perdus à l'ouverture de la porte. J'ai laissé le couteau environ 17 minutes supplémentaires avant de le sortir pour le tremper pendant une minute entre deux plaques alu chargées avec 20 kg. Ensuite j'ai refroidi la lame dans un seau d'eau froide avant de l'introduire - 70°C pendant 35 minutes.
N'ayant aucune source de production de 300°C, j'ai dû attendre que le four de trempe refroidisse suffisamment. Pour éviter de "garder" des contraintes trop longtemps dans la lame, je l'ai introduite dans un four à 240°C le temps de pouvoir en obtenir 300 avec le four de trempe. Deux heures plus tard, une fois les 300°C atteints, j'ai passé la lame directement de 240 à 300°C pour une heure supplémentaire.
J'ai peut-être fait une bétise à la sortie des 300°C: j'ai accéléré le refroidissement dans un seau d'eau avec un joli "pschitt" afin d'aller vite faire un petit séjour de 5 minutes à -70°C. Puis retour 1 heure à 300°C suivi d'un dernier refroidissement à -70°C. La lame est restée bien droite, sans fissure apparente. Elle n'a pas noirci contrairement au M(a)ousse (qui avait deux morceaux de papier dans la papillotte) mais a changé de couleur après le revenu. Après trempe seul le tranchant avait pris des couleurs arc en ciel, sans doute parce que c'est la zone qui refroidit le moins vite, n'étant pas contact direct avec les plaques alu.
Sans mesure cela ne vaut rien, mais en théorie on devrait être entre 59 et 60 HRc avec environ 6% de Cr et 0.9% de C dissout dans l'austénite, le reste ayant formé des carbures de chrome en surface, rendant l'acier très résistant à l'usure par abrasion. Reste "plus" qu'à finir l'émouture et lui faire un manche...
22-DEC-2012
En matinée j'ai acheté un peu de fil rouge en mercerie et le soir j'ai fait un étui pour le "Babycoubi". Noel approche...
23-DEC-2012
Avec le combiné j'ai tenté de mieux finir les contours du nouvel l'étui, en cuir un peu plus épais que d'habitude et que j'ai dû coller à la cyanocrylate (faute à un tube de néoprène complètement HS) résultant en quelque chose de plus difficile à couper aux ciseaux.
J'ai aussi mis un angle d'environ 18° au "Babykoubi" avec le combiné et de la bande usagée de 100. J'ai fini l'ensemble avec ma pierre Norton, puis ma pierre Belge et finalement au cuir. L'acier me semble très dur. Je ne dois pas être trop loin de la dureté que je visais. Le grain est resté bien fin ce qui donne un joli fil au tranchant. Très prometteur ce T7Mo avec mon petit TTH maison...
Pour finir j'ai passé 6 couches d'huile CCL (dont 3 avec l'huile de lin du second flacon) sur le manche en olivier de "l'Abbica".
De haut en bas,
- l'étui en cuir rouge de provenance automobile pour le Babykoubi (j'ai essayé de faire des lignes féminines; oui bon on se passe de vos commentaires...)
- le Babykoubi en T7Mo de 3 mm, plaquettes en os de chameau, intercalaires polypropylène mauve, rivets dont un mosaïque et tube inox
- l'Abbica en T7Mo de 3 mm non affûté, plaquettes en olivier, intercalaire poly noir, rivets et tube alu et
- l'Alluviaq en T7Mo de 3 mm non affûté, plaquettes en résine acrylique et matière à circuit imprimé, intercalaire poly noir, rivets et tube alu
- l'étui en cuir rouge de provenance automobile pour le Babykoubi (j'ai essayé de faire des lignes féminines; oui bon on se passe de vos commentaires...)
- le Babykoubi en T7Mo de 3 mm, plaquettes en os de chameau, intercalaires polypropylène mauve, rivets dont un mosaïque et tube inox
- l'Abbica en T7Mo de 3 mm non affûté, plaquettes en olivier, intercalaire poly noir, rivets et tube alu et
- l'Alluviaq en T7Mo de 3 mm non affûté, plaquettes en résine acrylique et matière à circuit imprimé, intercalaire poly noir, rivets et tube alu
27-DEC-2012
Le soir j'ai collé mes 8 couches de jean avec ma vieille résine polyester. Elle pue toujours autant mais elle est encore plus épaisse que lorsque j'ai fait le M(a)ousse. Il faut vraiment que j'arrête avec le reste du flacon et que je le jette. Bref dans un gobelet, j'ai mélangé 100 g de résine avec environ 120-130 gouttes de durcisseur. Long mélange avec un abaisse langue issue d'une glace Magnum et enduction des multiples couches.
Avec le résultat du M(a)ousse j'étais arrivé à une épaisseur de théorique de 6.36 mm avec les 8 couches. Cela correspond à peu près à la hauteur d'un écrou M8. Afin d'éviter les variations d'épaisseur dues à des efforts de serre-joint inégaux, je me suis servi des écrous comme butée aux quatre coins de ma plaquette. Peine perdue, aucun contact avec la planche suppérieure. Je me suis alors limité à un seul serre-joint au milieu.
Le reste de la résine était très chaud et dur après à peine une heure. On dirait que la résine devient meilleure en vieillissant. A moins que cela ne soit le froid ambiant (environ 12°C dans le garage) ou surtout le taux élevé d'humidité (pluie incessante de puis de nombreux jours).
28-DEC-2012
J'ai démoulé mon cake, pardon mon micarta vers midi. Il était quasi parfait: épaisseur quasi constante, bonne planéité et parallélisme des faces. L'épaisseur est à environ 6.49 mm, donc pas loin des 6.36 mm théoriques prévus.
L'après-midi j'ai repassé l'émouture au combiné afin d'affiner le tranchant, resté à 1 mm. Peine perdu. Après presque 30 minutes de P120, il ne semble manquer aucun atome à l'émouture. Saloperie de D2 trempé va!
Plus tard j'ai grossièremment scié les plaquettes, puis j'en ai grossièrement toujours, façonné le contour avant d'aplanir une face au 80 puis 120 sur une planche. Pour finir j'ai collé l'ensemble sur de la fibre intercalaire rouge de 0.8 mm.
Tiens au fait pourquoi est-ce que je laisse toujours 0.8 mm de matière au tranchant avant TTH? Tout simplement parce que je l'ai lu. C'est une épaisseur qui semble suffire pour éviter des déformations à la trempe tout en autorisant ultérieurement un tranchant assez fin. Pourquoi ne pas mesurer cette valeur sur différents couteaux à émouture plate? Il suffit de mesurer au pied à coulisse l'épaisseur du métal juste derrière l'arête de coupe.
Enzo Birk en S30V: 0.66 mm
DPX H.E.S.T. en 1095: 1.20 mm
ESEE-3 en 1095: 0.87 mm
Izula en 1095: 0.73 mm
Izula II en 1095: 0.89 mm
Enzo Trapper en D2: 0.60 mm
Becker BK-14 en 1095 Cro Van: 0.63 mm
Spyderco Tenacious en 8Cr13MoV: 0.56 mm
Alsacien d'un coutelier thiernois en "peut-être XC75": 0.31 mm
C'est vrai qu'avec 0.8 mm on a l'air pas mal. Mais j'ai bien envie d'essayer dans le futur de descendre en dessous afin de privilégier la coupe au détriment de la robustesse. Après tout un couteau doit couper avant tout, pas faire levier.
31-DEC-2012
J'ai sorti le "Barnoin" des serre-joints aujourd'hui. Il faut croire que les plaquettes n'étaient pas assez planes puisqu'à la loupe on peut voir que l'intercalaire ne joint pas parfaitement tout autour du contour. J'ai grossièrement façonné le manche au P40, P80 et P100 afin de le laisser assez brut puisque la personne à qui je veux le donner en test souhaite avoir beaucoup de traction. Cela ressemble enfin à un couteau. Je me suis aussi aperçu que la pointe n'est pas dans le plan médian de la lame. Encore une belle imperfection.
Je vais en laisser pour 2013: finition, affûtage, étui... Je vous souhaite une bonne année et je vais me préparer à guincher moi aussi. Il est presque 18h00...
01-JAN-2013
P'tain fait mal au cul leur vin... Meuh non j'déconne, je ne bois jamais (ou presque) et bien que levé après 12h00, je ne suis pas en 4 épisodes. J'ai longuement repris la finition du "Barnoin" tout en laissant le manche aussi rugueux que possible. Je publie beaucoup moins de photos car il n'y a rien de nouveau sous le soleil chez moi. Toutes les opérations dont je parle ici ont toutes déjà été photographiées au moins une fois dans ces pages.
Pour 2013 je vais créer un site spécifique afin de séparer l'activité coutellerie du reste de ma production cybernétique. Faire des couteaux ça me botte vraiment. Mais je suis toujours insatisfait des résultats. Il faut que j'acquiers plus de savoir faire et cela ne peut s'obtenir qu'en remettant son ouvrage sur le métier maintes et maintes fois. Peut-être finirai-je par me lasser. C'est presque sûr.
En attendant peut-être que certains de mes couteaux vous en rappellent d'autres? C'est normal je m'en inspire parfois pour en faire des variantes ou des "mariages/combinaisons". Je n'ai jamais cité les vrais noms pour éviter de me faire remarquer. Mais pour 2013 je vais changer cela. Après tout qu'est-ce que je risque?
- Il ne s'agit pas de copies pures et dures
- je ne les vends pas mais je les garde ou je les offre, je n'en fais pas commerce
- et surtout je ne les produit pas en série, chaque modèle ayant été unique pour le moment.
C'est sans doute une forme d'apprentissage. Au moyen-âge, il arrivait que des peintres célèbres signaient les toiles de leurs élèves les copiant lorsqu'ils jugeaient l'oeuvre réussi. Bon bref j'espère que je ne fâche personne, sinon qu'il m'écrive.
Voici la liste de mes inspirateurs et une grande partie du mérite de la conception leur revient
- mon premier couteau, "l'Izoumodi4" à une lame d'inspiration ESEE "Izula" et un manche d'inspiration Bark River. J'ai changé des dimensions, des angles, les matières.
- mon "Youkaytradibushcraft" s'inspire du couteau Bushcraft traditionnel anglais. Un bon exemple en est le Bushlore signé Ray Mears ou le même type de chez Condor Knives and Tools. Là aussi je n'ai jamais eu le couteau en main, j'ai tout fait avec des patrons, des découpes, d'autres maériaux
- mon "Lancelot" était destiné en premier lieu à voir à quoi ressemblerait la résine acyrlique sur un manche. Il me fallait un design fin. Un modèle pliant proche pour la forme, pas les matières, ni les dimensions est le modèle "Le Français" des Ateliers Perceval
- mon "Patron" s'inspire de nombreux modèles similaires pour le manche (un ergot pour l'index et la courbure pour le reste de la main). Mike Snody en fait beaucoup de toutes tailles, pliant ou fixe souvent appeler "Boss quelquechose". Son émouture de type ciseau à bois était également un chemin à explorer. Sur mon "Patron", aucune dimension ni matière ne devraient correspondre à quelquechose d'existant
- mes "Rictus" et "Mammouth" à lames Scandinaves du commerce sont de pures créations, mais on leur trouvera toujours des ressemblances je suppose
- le "Babykoubi" s'inspire d'un couteau de cou de Murray Carter. Hormis la forme générale et le pin mosaïque du milieu, rien ne devrait correspondre et surtout pas la taille, la matière et le procéde d'obtention.
- le "M(a)ousse" est une pure création. S'il ressemble à de l'existant, c'est une pure coïncidence.
- "l'Abbica" s'inspire des dessins des Bark River Bravo, surtout le Necker II: autres angles, autres dimensions, autres matières, autre émouture.
- "l'Alluviaq"s'inspire encore une fois des Snody "Boss quelquechose", toujours à une autre échelle avec des proportions longueur de lame ou de manche différentes, d'autres matières. C'est la ligne qui me semble la plus adaptée à la main. Il existe des dizaines de couteaux sur le marché qui ont cette ligne générale
- le "Barnoin" est une variante du "cKc Thrive" de Kyley Harris. Outre les dimensions et les matières c'est sans doute ma plus grosse "copie". Kyley semble avoir bien étudié la prise en main. Afin de ventiler mon stock de D2, j'ai voulu faire un couteau de chasse à faire tester par mon collègue de travail chasseur*. C'était aussi le moment de tester mon four de trempe maison avec du D2. Le manche en jean c'est parce qu'il aimait le grip de ma toute première version de plaquettes faites pour mon BK-14.
- le "Bédard" est d'inspiration Fallkniven "TK2": Autres dimensions et matières. On verra le résultat.
* J'ai encore 3-4 ans avant qu'il parte en retraite, afin de trouver et réaliser son couteau "parfait"
Voilà j'espère avoir rendu à César ce qui appartient à César. Je n'ai voulu voler la propriété intellectuelle de personne. La coutellerie est une passion sous forme de hobby, pas du commerce. Elle me permet de me passer de psy au cour de l'année. Elle lie en moi une forme d'art, de maîtrise de la métallurgie et de recherche de la perfection.
Ah oui pour finir, Abbica, Alluviaq, Barnoin, Bédard... Ce sont des noms de cours d'eau du Québec dont j'ai trouvé la liste par hasard sur le Net. Ça sonne plus français qu'en France. Je trouvais cela sympa pour des noms de baptême de couteaux.
Ah non, pour finir à présent. Je n'exclue pas vendre certains de mes couteaux du commerces qui encombrent mes tiroirs et dont je ne me sers jamais. Je tire plus de plaisir de la réalisation que de la possession. Les offrir déclenche aussi un certain plaisir en moi. C'est pour cela que je me tâte au sujet du Fallkniven F1, de l'Enzo Birk, de l'Izula II, de quelques SRM. Si je m'y résouds je créerai une section "à vendre". Et pourquoi ne pas y mettre aussi certaines de mes créations si je les en juge digne (le tiroir déborde et l'allocation d'un second espace de rangement m'a été refusé).
Et merde... Pour en finir pour de bon: un bilan du SRM 710 porté un an dans la poche. Bon petit couteau dont la courbure de la lame est plus versatile que celle du GB-763 de 2011. J'ai réussi à casser un morceau du tranchant pour cause d'abus mais j'ai pu le remettre vite à niveau avec la partie grossière de ma pierre Norton. Un acier facilement affûtable donc. Avec environ un tiers de la course du verrou engagé sous la lame en janvier 2012, l'usure a bien progressé en un an. On doit être à 2/3 ou 3/4 environ. Donc peut-être 2 à 3 ans de durée de vie en poche pour la vie "normale" de tous les jours. Je regrette le poids du GB-763 car la finition "tout métal" du SRM 710 me l'a fait beaucoup remarqué au début, puis on s'y fait (c'est comme pour une alliance si on a jamais porté de bague avant). Il a bien usé certaines de mes poches de jean, il y a même eu un trou, une fois. Je crois l'avoir affûté 2 fois en 2012. Et encore c'est juste parce j'aime que mes couteaux soient très tranchants pour des travaux de précisions. Bref pour le prix, un bon choix c'est sûr. Que vais-je porter tous les jours en 2013? Il faudrait que j'essaie sur le long terme mes pièces en T7Mo pour voir ce que vaut le TTH. Mais en fixe ce n'est pas évident...
L'usure du verrou (platine bloquante) du SRM 710 après un an d'usage.
Toujours pas fini: le soir j'ai mouillé un morceau de cuir issu des soufflets d'un vieux cartable offert par feue ma tante afin de le mettre sous une planche pour la nuit dans l'espoir qu'il redevienne plat. Ce cuir a au moins 30 ans. Beau recyclage vous ne trouvez pas?
02-JAN-2013
La matin j'ai dessiné le patron de l'étui du "Barnoin" et j'ai découpé un morceau de cuir de la même forme. Le cuir est encore très mouillé mais il se conforme bien. Je l'ai plié avec des pinces pour le laisser sécher en tentant de lui donner la forme définitive. Le seul petit hic c'est que les faces du cuir sont traversées par les anciennes coutures, mais bon, je veux avant tout du fonctionnel.
Aujourd'hui j'avais le Spyderco Tenacious en poche. Si je ne change pas d'avis ce sera mon EDC pour l'année à venir.
Le soir j'ai commencé les coutures. Comme le cuir est bien épais (comme il se doit pour un vrai étui afin qu'en cas d'accident le couteau ne le traverse pas; ce qui est le risque avec tous mes étuis actuels taillés dans un cuir fin et souple de siège auto) j'ai utilisé ma perceuse à colonne pour faire les trous des coutures. Un fôret de 1.5 mm de diamètre me semblait déjà trop gros mais je crois à présent que 2 mm seraient même mieux. Je tacherai de finir l'étui demain.
03-JAN-2013
Je me suis levé tôt pour finir les coutures de l'étui du "Barnoin". Ensuite j'ai découpé le contour pour dégrossir la forme générale. Ce vieux cuir se laisse bien façonner au combiné, avec une vieille bande de 40. De cette façon j'ai pu obtenir une jolie ligne, harmonieuse et continue. Pour finir, afin de conformer le cuir, je l'ai trempé 10 minutes dans de l'eau chaude avec du produit vaisselle (afin de casser la tension superficielle et augmenter la mouillabilité du cuir). J'ai pu également constater que le trou d'évacuation de l'eau fonctionne bien. J'ai envellopé le couteau dans du film étirable pour aliments et je l'ai forcé dans l'étui. Reste plus qu'à attendre un séchage (lent de préférence). J'ai l'intention de tenter une coloration brune de ce vieux cuir avec ensuite une grosse couche de cire à base de cire d'abeille (issue de mes produits d'entretien pour cuirs moto) afin de redonner souplesse et un aspect moins sec.
Note pour plus tard: en cas de 3 couches de cuir de 1.5 mm chacune à percer, préférer des trous de 2 mm espacés de 5 mm (au lieu de 1.5 et 4 mm; une galère dont on ne voit pas le bout avec l'aiguille à la main malgré l'utilisation d'un pince)
Au Carrefour Market du coin j'ai trouvé de la teinture couleur chocolat pour tissus de marque Ideal. Aucune mention de cuir. 2.98 EUR. Contient un récipient de teinture et un autre de sel fixateur, tous deux toxiques et irritants. Il faut mettre tout cela en machine avec 500 g de sel de table ou dans 5 à 7 litres d'eau et 400 g de sel pour une teinture à la main dans de l'eau très chaude. Je me suis dit qu'un truc pareil devrait bien aussi réussir à salir de façon permanente du cuir. J'ai stocké les produits dans des flacons réutilisables (au total 47 g de teinture et 51 de sel fixateur) et j'ai préparé une petite quantité de mixture
- 1 cm3 de teinture
- 1 g de sel fixateur
- 7 g de sel
- et juste assez d'eau chaude pour diluer tous les sels
Sûr qu'avec une seul tâche de ce truc votre pantalon est ruiné... Et bien sur mon vieux cuir préalablement poncé cela ne marche quasiment pas. Le cuir boit et dès qu'il sèche un peu, la teinte est quasi celle d'origine. Dommage.

Les petits récipients viennent de la pharmacie du coin (je précise qu'ils n'ont jamais servi; il s'agit en
l'occurence du grand modèle destiné à la coproculture...), la boîte d'origine pour info, un bocal de
petits pois carotte de midi ayant servi au premier mélange et à l'avant, le morceau de soufflet d'origine
avec l'étui à peine plus sombre.
Une apartée qui n'a rien à faire ici mais après tout il s'agit d'un outil coupant. Voilà quelques temps que je cherche une serpe de type italien ou suisse (parait qu'on dit comme ça) avec un manche en rondelles de cuir pour élaguer quelques branches. En gros ça ressemble à une machette en taille sauf que la pointe est courbée comme une faux. Ces produits sont faits dans des tôles de 3 à 4 mm d'épaisseur et ont une finition sommaire. J'en ai trouvé une de marque par hasard aujourd'hui dans le petit Magasin Vert près de chez moi pour 21.85 EUR les 430 mm (ce qui est bien moins cher que tout ce que j'ai vu y compris sur le Net). Bref j'embarque.
Ce soir en passant les couches de teinture sur l'étui du "Barnoin" j'ai sorti ma serpe de son sachet plastique. Elle est de marque Stihl. Ça devrait inspirer confiance. Elle possède un crochet au bout du manche dont j'ai demandé la fonction au magasin: "c'est pour l'accrocher à la ceinture". Eh bien c'est bizarre car on peut faire comme on veut mais la pointe du biniou finit toujours par vouloir vous tailler des jambons. Si quelqu'un sait comment cela se porte, qu'il m'écrive. Une étiquette indique: "n'aiguiser qu'à l'eau ou avec une lime, pas de meule etc" peur de crâmer le tranchant je suppose. Une autre étiquette donne une adresse en Allemagne mais la lame porte la gravure "Ariete garantito". D'après Google "Ariete" c'est de l'espagnol et ça veut dire bélier tandis que "garantito" est italien... Là aussi si un linguiste peut éclairer ma lanterne, qu'il m'écrive. Bien entendu on suppose que le message ici est "acier garanti" genre "bien trempé mes amis, vous pouvez y aller c'est du sans soucis etc".
Mais ce qui motive ce paragraphe c'est le retrait de la protection du tranchant: catastrophe! Le tranchant est plié vers la gauche ou la droite sur toute la lame et dans le creux de la partie arrondie il y a une profonde marque. C'est honteux, on achète un outil de marque dont le but premier est de couper et on peut juste manger de la soupe avec (car comme dit le coutelier français, "si ça ne coupe pas, c'est une cuillère"). Bon évidemment avec beaucoup d'énergie cinétique ce truc coupera mais l'effort sera 10 fois celui nécessaire avec un tranchant affûté et surtout cela rend cet outil dangereux. Bref va encore falloir que je m'en mêle...

Tranchant plié, entaille, acier crâmé (mou?) Faudra sans doute enlever un bon millimètre de matière
avant de retrouver du métal sain un tant soit peu résistant.
04-JAN-2013
J'ai tenté une dernière couche de teinture pure cette fois. Cela ne pénètre quasiment pas. J'ai donc laissé tomber afin d'enduire l'étui de produits d'entretien pour cuirs afin de lui rendre un peu de souplesse.
En début d'après-midi j'ai tenté de faire un étui en kydex pour mon "Alluviaq" que je souhaite porter en EDC pour 2013 à la place du Tenacious. Il s'agit au plus vite de savoir ce que vaut mon TTH sur le T7Mo. Eh ben le kydex c'est un métier. Entre le four de 90 à 120°C, mes planches recouvertes de mousse, le décapeur thermique, dur dur d'avoir un truc valable. Ce qui semble marcher le mieux c'est le four à 120°C (au moins 10 minutes pour que tout soit bien mou) puis mettre l'ensemble sous presse (aussi au moins 10 minutes) avec une pression de fou. C'est ce qui semble le mieux conformer le kydex. J'avais mis les rivets creux avant et j'ai façonné ensuite au combiné avec une vieille bande de 40.
Ensuite avec un petit support-guide en bois à 15° j'ai fait les tranchants sur le "Barnoin" et "l'Alluviaq" au combiné avec une bande 120. A cause du tranchant épais et de son inaptitude à l'usinage une fois trempé ce fut long avec le D2 du "Barnoin". Ce dernier a donc un demi angle au sommet de 17.3° (15+2.3) et "l'Alluviaq" 18° (15+3).
Je suis ensuite passé à l'affûtage manuel avec 2 pierres et le cuir. J'ai bricolé il y a un peu un petit dispositif à installer sur l'évier de la cuisine afin d'avoir une source d'eau et un bon endroit: c'est le haut du corps qui travaille et pas le bras.

- A gauche l'étui du "Barnoin" et "l'Alluviaq" dans son étui,
- au milieu le "Barnoin" et ma peirre Norton "India combination" sur une poutre datant d ela construction de la maison. JY ai taillé un petit receptacle
au ciseau à bois et un autre morceau de bois de la largeur de l'evier vissé en dessous de la poutre cale l'ensemble et
- à gauche ma pierre belge, un marqueur et mon cuir enduit de pâte 2 microns.
Le soir j'ai collé mes 8 couches de jean avec ma vieille résine polyester. Elle pue toujours autant mais elle est encore plus épaisse que lorsque j'ai fait le M(a)ousse. Il faut vraiment que j'arrête avec le reste du flacon et que je le jette. Bref dans un gobelet, j'ai mélangé 100 g de résine avec environ 120-130 gouttes de durcisseur. Long mélange avec un abaisse langue issue d'une glace Magnum et enduction des multiples couches.
Avec le résultat du M(a)ousse j'étais arrivé à une épaisseur de théorique de 6.36 mm avec les 8 couches. Cela correspond à peu près à la hauteur d'un écrou M8. Afin d'éviter les variations d'épaisseur dues à des efforts de serre-joint inégaux, je me suis servi des écrous comme butée aux quatre coins de ma plaquette. Peine perdue, aucun contact avec la planche suppérieure. Je me suis alors limité à un seul serre-joint au milieu.
Le reste de la résine était très chaud et dur après à peine une heure. On dirait que la résine devient meilleure en vieillissant. A moins que cela ne soit le froid ambiant (environ 12°C dans le garage) ou surtout le taux élevé d'humidité (pluie incessante de puis de nombreux jours).
28-DEC-2012
J'ai démoulé mon cake, pardon mon micarta vers midi. Il était quasi parfait: épaisseur quasi constante, bonne planéité et parallélisme des faces. L'épaisseur est à environ 6.49 mm, donc pas loin des 6.36 mm théoriques prévus.
L'après-midi j'ai repassé l'émouture au combiné afin d'affiner le tranchant, resté à 1 mm. Peine perdu. Après presque 30 minutes de P120, il ne semble manquer aucun atome à l'émouture. Saloperie de D2 trempé va!
Plus tard j'ai grossièremment scié les plaquettes, puis j'en ai grossièrement toujours, façonné le contour avant d'aplanir une face au 80 puis 120 sur une planche. Pour finir j'ai collé l'ensemble sur de la fibre intercalaire rouge de 0.8 mm.
Tiens au fait pourquoi est-ce que je laisse toujours 0.8 mm de matière au tranchant avant TTH? Tout simplement parce que je l'ai lu. C'est une épaisseur qui semble suffire pour éviter des déformations à la trempe tout en autorisant ultérieurement un tranchant assez fin. Pourquoi ne pas mesurer cette valeur sur différents couteaux à émouture plate? Il suffit de mesurer au pied à coulisse l'épaisseur du métal juste derrière l'arête de coupe.
Enzo Birk en S30V: 0.66 mm
DPX H.E.S.T. en 1095: 1.20 mm
ESEE-3 en 1095: 0.87 mm
Izula en 1095: 0.73 mm
Izula II en 1095: 0.89 mm
Enzo Trapper en D2: 0.60 mm
Becker BK-14 en 1095 Cro Van: 0.63 mm
Spyderco Tenacious en 8Cr13MoV: 0.56 mm
Alsacien d'un coutelier thiernois en "peut-être XC75": 0.31 mm
C'est vrai qu'avec 0.8 mm on a l'air pas mal. Mais j'ai bien envie d'essayer dans le futur de descendre en dessous afin de privilégier la coupe au détriment de la robustesse. Après tout un couteau doit couper avant tout, pas faire levier.
31-DEC-2012
J'ai sorti le "Barnoin" des serre-joints aujourd'hui. Il faut croire que les plaquettes n'étaient pas assez planes puisqu'à la loupe on peut voir que l'intercalaire ne joint pas parfaitement tout autour du contour. J'ai grossièrement façonné le manche au P40, P80 et P100 afin de le laisser assez brut puisque la personne à qui je veux le donner en test souhaite avoir beaucoup de traction. Cela ressemble enfin à un couteau. Je me suis aussi aperçu que la pointe n'est pas dans le plan médian de la lame. Encore une belle imperfection.
Je vais en laisser pour 2013: finition, affûtage, étui... Je vous souhaite une bonne année et je vais me préparer à guincher moi aussi. Il est presque 18h00...
01-JAN-2013
P'tain fait mal au cul leur vin... Meuh non j'déconne, je ne bois jamais (ou presque) et bien que levé après 12h00, je ne suis pas en 4 épisodes. J'ai longuement repris la finition du "Barnoin" tout en laissant le manche aussi rugueux que possible. Je publie beaucoup moins de photos car il n'y a rien de nouveau sous le soleil chez moi. Toutes les opérations dont je parle ici ont toutes déjà été photographiées au moins une fois dans ces pages.
Pour 2013 je vais créer un site spécifique afin de séparer l'activité coutellerie du reste de ma production cybernétique. Faire des couteaux ça me botte vraiment. Mais je suis toujours insatisfait des résultats. Il faut que j'acquiers plus de savoir faire et cela ne peut s'obtenir qu'en remettant son ouvrage sur le métier maintes et maintes fois. Peut-être finirai-je par me lasser. C'est presque sûr.
En attendant peut-être que certains de mes couteaux vous en rappellent d'autres? C'est normal je m'en inspire parfois pour en faire des variantes ou des "mariages/combinaisons". Je n'ai jamais cité les vrais noms pour éviter de me faire remarquer. Mais pour 2013 je vais changer cela. Après tout qu'est-ce que je risque?
- Il ne s'agit pas de copies pures et dures
- je ne les vends pas mais je les garde ou je les offre, je n'en fais pas commerce
- et surtout je ne les produit pas en série, chaque modèle ayant été unique pour le moment.
C'est sans doute une forme d'apprentissage. Au moyen-âge, il arrivait que des peintres célèbres signaient les toiles de leurs élèves les copiant lorsqu'ils jugeaient l'oeuvre réussi. Bon bref j'espère que je ne fâche personne, sinon qu'il m'écrive.
Voici la liste de mes inspirateurs et une grande partie du mérite de la conception leur revient
- mon premier couteau, "l'Izoumodi4" à une lame d'inspiration ESEE "Izula" et un manche d'inspiration Bark River. J'ai changé des dimensions, des angles, les matières.
- mon "Youkaytradibushcraft" s'inspire du couteau Bushcraft traditionnel anglais. Un bon exemple en est le Bushlore signé Ray Mears ou le même type de chez Condor Knives and Tools. Là aussi je n'ai jamais eu le couteau en main, j'ai tout fait avec des patrons, des découpes, d'autres maériaux
- mon "Lancelot" était destiné en premier lieu à voir à quoi ressemblerait la résine acyrlique sur un manche. Il me fallait un design fin. Un modèle pliant proche pour la forme, pas les matières, ni les dimensions est le modèle "Le Français" des Ateliers Perceval
- mon "Patron" s'inspire de nombreux modèles similaires pour le manche (un ergot pour l'index et la courbure pour le reste de la main). Mike Snody en fait beaucoup de toutes tailles, pliant ou fixe souvent appeler "Boss quelquechose". Son émouture de type ciseau à bois était également un chemin à explorer. Sur mon "Patron", aucune dimension ni matière ne devraient correspondre à quelquechose d'existant
- mes "Rictus" et "Mammouth" à lames Scandinaves du commerce sont de pures créations, mais on leur trouvera toujours des ressemblances je suppose
- le "Babykoubi" s'inspire d'un couteau de cou de Murray Carter. Hormis la forme générale et le pin mosaïque du milieu, rien ne devrait correspondre et surtout pas la taille, la matière et le procéde d'obtention.
- le "M(a)ousse" est une pure création. S'il ressemble à de l'existant, c'est une pure coïncidence.
- "l'Abbica" s'inspire des dessins des Bark River Bravo, surtout le Necker II: autres angles, autres dimensions, autres matières, autre émouture.
- "l'Alluviaq"s'inspire encore une fois des Snody "Boss quelquechose", toujours à une autre échelle avec des proportions longueur de lame ou de manche différentes, d'autres matières. C'est la ligne qui me semble la plus adaptée à la main. Il existe des dizaines de couteaux sur le marché qui ont cette ligne générale
- le "Barnoin" est une variante du "cKc Thrive" de Kyley Harris. Outre les dimensions et les matières c'est sans doute ma plus grosse "copie". Kyley semble avoir bien étudié la prise en main. Afin de ventiler mon stock de D2, j'ai voulu faire un couteau de chasse à faire tester par mon collègue de travail chasseur*. C'était aussi le moment de tester mon four de trempe maison avec du D2. Le manche en jean c'est parce qu'il aimait le grip de ma toute première version de plaquettes faites pour mon BK-14.
- le "Bédard" est d'inspiration Fallkniven "TK2": Autres dimensions et matières. On verra le résultat.
* J'ai encore 3-4 ans avant qu'il parte en retraite, afin de trouver et réaliser son couteau "parfait"
Voilà j'espère avoir rendu à César ce qui appartient à César. Je n'ai voulu voler la propriété intellectuelle de personne. La coutellerie est une passion sous forme de hobby, pas du commerce. Elle me permet de me passer de psy au cour de l'année. Elle lie en moi une forme d'art, de maîtrise de la métallurgie et de recherche de la perfection.
Ah oui pour finir, Abbica, Alluviaq, Barnoin, Bédard... Ce sont des noms de cours d'eau du Québec dont j'ai trouvé la liste par hasard sur le Net. Ça sonne plus français qu'en France. Je trouvais cela sympa pour des noms de baptême de couteaux.
Ah non, pour finir à présent. Je n'exclue pas vendre certains de mes couteaux du commerces qui encombrent mes tiroirs et dont je ne me sers jamais. Je tire plus de plaisir de la réalisation que de la possession. Les offrir déclenche aussi un certain plaisir en moi. C'est pour cela que je me tâte au sujet du Fallkniven F1, de l'Enzo Birk, de l'Izula II, de quelques SRM. Si je m'y résouds je créerai une section "à vendre". Et pourquoi ne pas y mettre aussi certaines de mes créations si je les en juge digne (le tiroir déborde et l'allocation d'un second espace de rangement m'a été refusé).
Et merde... Pour en finir pour de bon: un bilan du SRM 710 porté un an dans la poche. Bon petit couteau dont la courbure de la lame est plus versatile que celle du GB-763 de 2011. J'ai réussi à casser un morceau du tranchant pour cause d'abus mais j'ai pu le remettre vite à niveau avec la partie grossière de ma pierre Norton. Un acier facilement affûtable donc. Avec environ un tiers de la course du verrou engagé sous la lame en janvier 2012, l'usure a bien progressé en un an. On doit être à 2/3 ou 3/4 environ. Donc peut-être 2 à 3 ans de durée de vie en poche pour la vie "normale" de tous les jours. Je regrette le poids du GB-763 car la finition "tout métal" du SRM 710 me l'a fait beaucoup remarqué au début, puis on s'y fait (c'est comme pour une alliance si on a jamais porté de bague avant). Il a bien usé certaines de mes poches de jean, il y a même eu un trou, une fois. Je crois l'avoir affûté 2 fois en 2012. Et encore c'est juste parce j'aime que mes couteaux soient très tranchants pour des travaux de précisions. Bref pour le prix, un bon choix c'est sûr. Que vais-je porter tous les jours en 2013? Il faudrait que j'essaie sur le long terme mes pièces en T7Mo pour voir ce que vaut le TTH. Mais en fixe ce n'est pas évident...
L'usure du verrou (platine bloquante) du SRM 710 après un an d'usage.
Toujours pas fini: le soir j'ai mouillé un morceau de cuir issu des soufflets d'un vieux cartable offert par feue ma tante afin de le mettre sous une planche pour la nuit dans l'espoir qu'il redevienne plat. Ce cuir a au moins 30 ans. Beau recyclage vous ne trouvez pas?
02-JAN-2013
La matin j'ai dessiné le patron de l'étui du "Barnoin" et j'ai découpé un morceau de cuir de la même forme. Le cuir est encore très mouillé mais il se conforme bien. Je l'ai plié avec des pinces pour le laisser sécher en tentant de lui donner la forme définitive. Le seul petit hic c'est que les faces du cuir sont traversées par les anciennes coutures, mais bon, je veux avant tout du fonctionnel.
Aujourd'hui j'avais le Spyderco Tenacious en poche. Si je ne change pas d'avis ce sera mon EDC pour l'année à venir.
Le soir j'ai commencé les coutures. Comme le cuir est bien épais (comme il se doit pour un vrai étui afin qu'en cas d'accident le couteau ne le traverse pas; ce qui est le risque avec tous mes étuis actuels taillés dans un cuir fin et souple de siège auto) j'ai utilisé ma perceuse à colonne pour faire les trous des coutures. Un fôret de 1.5 mm de diamètre me semblait déjà trop gros mais je crois à présent que 2 mm seraient même mieux. Je tacherai de finir l'étui demain.
03-JAN-2013
Je me suis levé tôt pour finir les coutures de l'étui du "Barnoin". Ensuite j'ai découpé le contour pour dégrossir la forme générale. Ce vieux cuir se laisse bien façonner au combiné, avec une vieille bande de 40. De cette façon j'ai pu obtenir une jolie ligne, harmonieuse et continue. Pour finir, afin de conformer le cuir, je l'ai trempé 10 minutes dans de l'eau chaude avec du produit vaisselle (afin de casser la tension superficielle et augmenter la mouillabilité du cuir). J'ai pu également constater que le trou d'évacuation de l'eau fonctionne bien. J'ai envellopé le couteau dans du film étirable pour aliments et je l'ai forcé dans l'étui. Reste plus qu'à attendre un séchage (lent de préférence). J'ai l'intention de tenter une coloration brune de ce vieux cuir avec ensuite une grosse couche de cire à base de cire d'abeille (issue de mes produits d'entretien pour cuirs moto) afin de redonner souplesse et un aspect moins sec.
Note pour plus tard: en cas de 3 couches de cuir de 1.5 mm chacune à percer, préférer des trous de 2 mm espacés de 5 mm (au lieu de 1.5 et 4 mm; une galère dont on ne voit pas le bout avec l'aiguille à la main malgré l'utilisation d'un pince)
Au Carrefour Market du coin j'ai trouvé de la teinture couleur chocolat pour tissus de marque Ideal. Aucune mention de cuir. 2.98 EUR. Contient un récipient de teinture et un autre de sel fixateur, tous deux toxiques et irritants. Il faut mettre tout cela en machine avec 500 g de sel de table ou dans 5 à 7 litres d'eau et 400 g de sel pour une teinture à la main dans de l'eau très chaude. Je me suis dit qu'un truc pareil devrait bien aussi réussir à salir de façon permanente du cuir. J'ai stocké les produits dans des flacons réutilisables (au total 47 g de teinture et 51 de sel fixateur) et j'ai préparé une petite quantité de mixture
- 1 cm3 de teinture
- 1 g de sel fixateur
- 7 g de sel
- et juste assez d'eau chaude pour diluer tous les sels
Sûr qu'avec une seul tâche de ce truc votre pantalon est ruiné... Et bien sur mon vieux cuir préalablement poncé cela ne marche quasiment pas. Le cuir boit et dès qu'il sèche un peu, la teinte est quasi celle d'origine. Dommage.
Les petits récipients viennent de la pharmacie du coin (je précise qu'ils n'ont jamais servi; il s'agit en
l'occurence du grand modèle destiné à la coproculture...), la boîte d'origine pour info, un bocal de
petits pois carotte de midi ayant servi au premier mélange et à l'avant, le morceau de soufflet d'origine
avec l'étui à peine plus sombre.
Une apartée qui n'a rien à faire ici mais après tout il s'agit d'un outil coupant. Voilà quelques temps que je cherche une serpe de type italien ou suisse (parait qu'on dit comme ça) avec un manche en rondelles de cuir pour élaguer quelques branches. En gros ça ressemble à une machette en taille sauf que la pointe est courbée comme une faux. Ces produits sont faits dans des tôles de 3 à 4 mm d'épaisseur et ont une finition sommaire. J'en ai trouvé une de marque par hasard aujourd'hui dans le petit Magasin Vert près de chez moi pour 21.85 EUR les 430 mm (ce qui est bien moins cher que tout ce que j'ai vu y compris sur le Net). Bref j'embarque.
Ce soir en passant les couches de teinture sur l'étui du "Barnoin" j'ai sorti ma serpe de son sachet plastique. Elle est de marque Stihl. Ça devrait inspirer confiance. Elle possède un crochet au bout du manche dont j'ai demandé la fonction au magasin: "c'est pour l'accrocher à la ceinture". Eh bien c'est bizarre car on peut faire comme on veut mais la pointe du biniou finit toujours par vouloir vous tailler des jambons. Si quelqu'un sait comment cela se porte, qu'il m'écrive. Une étiquette indique: "n'aiguiser qu'à l'eau ou avec une lime, pas de meule etc" peur de crâmer le tranchant je suppose. Une autre étiquette donne une adresse en Allemagne mais la lame porte la gravure "Ariete garantito". D'après Google "Ariete" c'est de l'espagnol et ça veut dire bélier tandis que "garantito" est italien... Là aussi si un linguiste peut éclairer ma lanterne, qu'il m'écrive. Bien entendu on suppose que le message ici est "acier garanti" genre "bien trempé mes amis, vous pouvez y aller c'est du sans soucis etc".
Mais ce qui motive ce paragraphe c'est le retrait de la protection du tranchant: catastrophe! Le tranchant est plié vers la gauche ou la droite sur toute la lame et dans le creux de la partie arrondie il y a une profonde marque. C'est honteux, on achète un outil de marque dont le but premier est de couper et on peut juste manger de la soupe avec (car comme dit le coutelier français, "si ça ne coupe pas, c'est une cuillère"). Bon évidemment avec beaucoup d'énergie cinétique ce truc coupera mais l'effort sera 10 fois celui nécessaire avec un tranchant affûté et surtout cela rend cet outil dangereux. Bref va encore falloir que je m'en mêle...
Tranchant plié, entaille, acier crâmé (mou?) Faudra sans doute enlever un bon millimètre de matière
avant de retrouver du métal sain un tant soit peu résistant.
04-JAN-2013
J'ai tenté une dernière couche de teinture pure cette fois. Cela ne pénètre quasiment pas. J'ai donc laissé tomber afin d'enduire l'étui de produits d'entretien pour cuirs afin de lui rendre un peu de souplesse.
En début d'après-midi j'ai tenté de faire un étui en kydex pour mon "Alluviaq" que je souhaite porter en EDC pour 2013 à la place du Tenacious. Il s'agit au plus vite de savoir ce que vaut mon TTH sur le T7Mo. Eh ben le kydex c'est un métier. Entre le four de 90 à 120°C, mes planches recouvertes de mousse, le décapeur thermique, dur dur d'avoir un truc valable. Ce qui semble marcher le mieux c'est le four à 120°C (au moins 10 minutes pour que tout soit bien mou) puis mettre l'ensemble sous presse (aussi au moins 10 minutes) avec une pression de fou. C'est ce qui semble le mieux conformer le kydex. J'avais mis les rivets creux avant et j'ai façonné ensuite au combiné avec une vieille bande de 40.
Ensuite avec un petit support-guide en bois à 15° j'ai fait les tranchants sur le "Barnoin" et "l'Alluviaq" au combiné avec une bande 120. A cause du tranchant épais et de son inaptitude à l'usinage une fois trempé ce fut long avec le D2 du "Barnoin". Ce dernier a donc un demi angle au sommet de 17.3° (15+2.3) et "l'Alluviaq" 18° (15+3).
Je suis ensuite passé à l'affûtage manuel avec 2 pierres et le cuir. J'ai bricolé il y a un peu un petit dispositif à installer sur l'évier de la cuisine afin d'avoir une source d'eau et un bon endroit: c'est le haut du corps qui travaille et pas le bras.
- A gauche l'étui du "Barnoin" et "l'Alluviaq" dans son étui,
- au milieu le "Barnoin" et ma peirre Norton "India combination" sur une poutre datant d ela construction de la maison. JY ai taillé un petit receptacle
au ciseau à bois et un autre morceau de bois de la largeur de l'evier vissé en dessous de la poutre cale l'ensemble et
- à gauche ma pierre belge, un marqueur et mon cuir enduit de pâte 2 microns.
Je ne sais pas
pourquoi mais le "Barnoin" coupe très bien mais rase très
mal. La loupe ne révèle rien. Grains trop gros?
D'après le ressenti à l'affûtage, l'acier est
très dur.

Micarta maison sur base Levi's 501 laissé rugueux, rivets et tube en alu, intercalaire en fibre, étui issu d'un vieux cartable de l'auteur.
144 g avec l'étui, 111 g seul.
Micarta maison sur base Levi's 501 laissé rugueux, rivets et tube en alu, intercalaire en fibre, étui issu d'un vieux cartable de l'auteur.
144 g avec l'étui, 111 g seul.
Pour "l'Alluviaq"
c'est tout le contraire. J'ai réussi à bien m'entailler
l'index alors que j'en étais à la pierre de coticule. Le
machin coupe de façon démoniaque et rase "au poil". Le
T7Mo semble opposé moins de résistance à
l'affûtage. La lame a été bien rayée par le
kydex à deux endroits. J'ai pu constater cela déjà
sur de nombreux couteaux. Comment un vulgaire plastique arrive t-il
à rayer un acier?

94 g avec l'étui, 77 g seul.
On peut sans doute gagner beaucoup de poids en changeant la matière du manche et en le façonnant de façon un peu plus fine.
94 g avec l'étui, 77 g seul.
On peut sans doute gagner beaucoup de poids en changeant la matière du manche et en le façonnant de façon un peu plus fine.
05-JAN-2013
Aujourd'hui je dois être dans un trip cuir... En deux temps trois mouvements j'ai fait un petit étui pour "l'Abbica", toujours avec le cuir de mon vieux cartable: trous de 2 mm espacés de 5 mm et hop. A l'heure où j'écris il sèche sur mon poele. Je viens de lire mes mails et cela m'a mis de bonne humeur: un petit coucou à la Nouvelle Calédonie qui me lit aussi!

Etui fortement mouillé avec de l'eau très chaude, couteau protégé par du
film plastique alimentaire et des pinces un peu partout pour forcer l'étui à
sécher avec une forme donnée.
Aujourd'hui je dois être dans un trip cuir... En deux temps trois mouvements j'ai fait un petit étui pour "l'Abbica", toujours avec le cuir de mon vieux cartable: trous de 2 mm espacés de 5 mm et hop. A l'heure où j'écris il sèche sur mon poele. Je viens de lire mes mails et cela m'a mis de bonne humeur: un petit coucou à la Nouvelle Calédonie qui me lit aussi!
Etui fortement mouillé avec de l'eau très chaude, couteau protégé par du
film plastique alimentaire et des pinces un peu partout pour forcer l'étui à
sécher avec une forme donnée.
06-JAN-2013
L'étui de "l'Abbica" est fini. Il a passé la nuit avec plusieurs couches de crème pour cuir. Je crois que je n'aurais pas dû tenter de teindre l'étui du "Barnoin". Ce second étui me semble mieux "nature" et "dans son jus" que le premier teinté à coups d'essais foireux. J'ai affûté le couteau qui est finalement terminé. Quant à "l'Alluviaq" (dont le rose du manche choque tout le monde; pour ne pas dire autre chose), il y a encore un soucis de tranchant et d'étui kydex. Comme avec l'étui d'origine du BK-14, la sortie et l'introduction du couteau dans l'étui semble lui faire perdre rapidement son tranchant. Ça doit frotter quelque part...

85g avec l'étui, 66 g seul. La lame semble un poil trop longue par rapport à la longueur du manche (en termes esthétiques).
L'étui de "l'Abbica" est fini. Il a passé la nuit avec plusieurs couches de crème pour cuir. Je crois que je n'aurais pas dû tenter de teindre l'étui du "Barnoin". Ce second étui me semble mieux "nature" et "dans son jus" que le premier teinté à coups d'essais foireux. J'ai affûté le couteau qui est finalement terminé. Quant à "l'Alluviaq" (dont le rose du manche choque tout le monde; pour ne pas dire autre chose), il y a encore un soucis de tranchant et d'étui kydex. Comme avec l'étui d'origine du BK-14, la sortie et l'introduction du couteau dans l'étui semble lui faire perdre rapidement son tranchant. Ça doit frotter quelque part...
85g avec l'étui, 66 g seul. La lame semble un poil trop longue par rapport à la longueur du manche (en termes esthétiques).
08-JAN-2013
Pas super pratique le port EDC de "l'Alluviaq" dans son étui, dans une poche arrière ou avant de pantalon. J'ai ajouté une petite rampe à l'étui pour l'appui du pouce afin de faciliter l'extraction.
09-JAN-2013
J'ai découpé le brut du "Bédard" dans ce qu'il me reste de T7Mo. Avec le manche micarta blanc, la garde en alu, les deux rivets inox de 5 mm et le passage dragonne en alu que j'ai prévu, j'ai l'impression que le manche va être assez lourd. Il faudra que je tâche de l'ajourer au maximum pour contenir le poids total.
10-JAN-2013
J'ai demandé à l'atelier du bureau (à ne pas confondre avec l'atelier de l'usine; c'est ailleurs) de me faire une garde selon mes plans pour le Bédard et de m'usiner une petite rainure précise dans mon plat de T7Mo. Evidemment je preferai faire cela moi-même mais je me suis fait attraper fin 2012 à utiliser la petite fraiseuse pour ajourer le manche du "Barnoin". Et bien sûr je n'y suis pas autorisé etc. D'où problèmes et je vous passe les détails avec les pisse-froid. J'ai fait mon hypocrite en faisant amende honorable (surtout pour que mes "complices" n'aient pas d'ennuis) et au final après la tempête, le calme est revenu avec l'énoncé suivant (maladroitement traduit de l'allemand) à mon grand étonnement: "si t'as besoin d'un truc t'as qu'à nous demander, personne ne te dira jamais non. Ce ne sera pas fait tout de suite mais..."
Bref aujourd'hui j'ai demandé. On verra bien ce que ça donne mais ça ne pourra être pire qu'avec l'atelier de l'usine qui n'a pas réussi à me rectifier les faces du "M(a)ousse" en presque 3 semaines. Au pire je ferai la garde à la main mais cela me prendra beaucoup de temps.
J'ai aussi filé le "Barnoin" à mon collègue et complice chasseur pour essai ce week-end, en cas de sanglier etc. Ça me fait un peu drôle de penser que ce couteau risque de découper un animal vivant encore 5 minutes avant mais bon... Si je veux savoir ce que vaut mon travail, rien de tel que des tests en situation.
11-JAN-2013
Ayant pu percr les trous dans le manche du "Bédard" avant que mon "collègue" n'usine la rainure pour le montage de la garde, j'ai pu lui demander de profiter de la fraiseuse (lorsque le moment sera venu) pour m'ajourer davantage le manche. Il m'a ramené le brut juste après la pause de midi. Un peu grossier, un peu maladroit (garde 0.5 mm trop en arrière) mais ça ira très bien puisque les plaquettes cacheront tout. Le soir j'ai adouci tout cela à la lime.

Le plat avec le patron juste en dessous. La rainure au milieu doit servir à recevoir la future garde.
Pas super pratique le port EDC de "l'Alluviaq" dans son étui, dans une poche arrière ou avant de pantalon. J'ai ajouté une petite rampe à l'étui pour l'appui du pouce afin de faciliter l'extraction.
09-JAN-2013
J'ai découpé le brut du "Bédard" dans ce qu'il me reste de T7Mo. Avec le manche micarta blanc, la garde en alu, les deux rivets inox de 5 mm et le passage dragonne en alu que j'ai prévu, j'ai l'impression que le manche va être assez lourd. Il faudra que je tâche de l'ajourer au maximum pour contenir le poids total.
10-JAN-2013
J'ai demandé à l'atelier du bureau (à ne pas confondre avec l'atelier de l'usine; c'est ailleurs) de me faire une garde selon mes plans pour le Bédard et de m'usiner une petite rainure précise dans mon plat de T7Mo. Evidemment je preferai faire cela moi-même mais je me suis fait attraper fin 2012 à utiliser la petite fraiseuse pour ajourer le manche du "Barnoin". Et bien sûr je n'y suis pas autorisé etc. D'où problèmes et je vous passe les détails avec les pisse-froid. J'ai fait mon hypocrite en faisant amende honorable (surtout pour que mes "complices" n'aient pas d'ennuis) et au final après la tempête, le calme est revenu avec l'énoncé suivant (maladroitement traduit de l'allemand) à mon grand étonnement: "si t'as besoin d'un truc t'as qu'à nous demander, personne ne te dira jamais non. Ce ne sera pas fait tout de suite mais..."
Bref aujourd'hui j'ai demandé. On verra bien ce que ça donne mais ça ne pourra être pire qu'avec l'atelier de l'usine qui n'a pas réussi à me rectifier les faces du "M(a)ousse" en presque 3 semaines. Au pire je ferai la garde à la main mais cela me prendra beaucoup de temps.
J'ai aussi filé le "Barnoin" à mon collègue et complice chasseur pour essai ce week-end, en cas de sanglier etc. Ça me fait un peu drôle de penser que ce couteau risque de découper un animal vivant encore 5 minutes avant mais bon... Si je veux savoir ce que vaut mon travail, rien de tel que des tests en situation.
11-JAN-2013
Ayant pu percr les trous dans le manche du "Bédard" avant que mon "collègue" n'usine la rainure pour le montage de la garde, j'ai pu lui demander de profiter de la fraiseuse (lorsque le moment sera venu) pour m'ajourer davantage le manche. Il m'a ramené le brut juste après la pause de midi. Un peu grossier, un peu maladroit (garde 0.5 mm trop en arrière) mais ça ira très bien puisque les plaquettes cacheront tout. Le soir j'ai adouci tout cela à la lime.
Le plat avec le patron juste en dessous. La rainure au milieu doit servir à recevoir la future garde.
Je n'arrive
toujours pas à aller en ligne sur mon nouveau site
isatis.coutellerie.free.fr. Je ne sais pas pourquoi. Voilà 2
semaines déjà que j'ai tout déclenché sur
la plate forme client Free. Réponse du binioui: "Votre espace
Pages perso a déjà été crée, il sera
activé prochainement". Alors j'ai essayé avec un autre
compte: isatis.couteaux.free.fr. Là c'est encore pire car
même l'adresse e-mail associé n'a pas été
créée. D'autant que je comptais prendre en photo toutes
les étapes de la création du "Bédard" afin
d'ajouter une petite rubrique parallèle, histoire
d'étoffer un peu le site.
12-JAN-2013
Le matin j'ai commandé un peu de matos pour manches: bois français, G10 et fibre intercalaire. Ensuite j'ai voulu refaire mon stock de T7Mo et j'ai trouvé un nouvel acier dans les produits d'Eurotechni. Il s'agit du T508 de Bonpertuis. Bon dans les faits cela ne semble pas casser des briques mais cet acier est bon marché et surtout il est vendu en plat de 2.9 X 62 [mm]. Cela me laisserait plus de liberté de dessin pour certaines lames fines. Actuellement avec le plat de 24 mm de T7Mo je suis obligé de "caser" le dessin du couteau dans un bande de 24 mm maximum. Ça freine beaucoup mes possibilités de dessins.
Bon le site est peu loquace. T508: 0.5 à 0.55% C, 8 à 9% de Cr et 0.3 à 0.5% de Mn. Bien entendu il DOIT contenir du Si (sans doute du même ordre que le Mn) et des traces de P et S (c'est obligé). C' est livré recuit à 97 HRb (~230 HB, 20 HRc) pour faire des lames de pliant. Ils vendent cela comme un compromis entre les purs carbones et les inox. Et de préciser: austéniser à 1020°C, dureté après trempe 60..62 HRc et revenu à 200°C pour avoir 57 HRc à la fin. Bon c'est pas trop mal pour faire un couteau, surtout si on peut aider avec une trempe cryo.
Selon le "Verhoeven" (la Bible métallique du petit hobbyste, page 28), Mf (fin de transformation de l'austénite en martensite) se situe entre -50 et -150°C pour un pur acier carbone à environ 0.5%. Bref un T508 ne peut que "bénéficier" d'une trempe cryo, je ne vois pas d'inconvénient. Alors regardons un peu où se situe le T508 sur le diagramme ternaire Fe-C-Cr qu'on trouve aussi dans le même ouvrage.
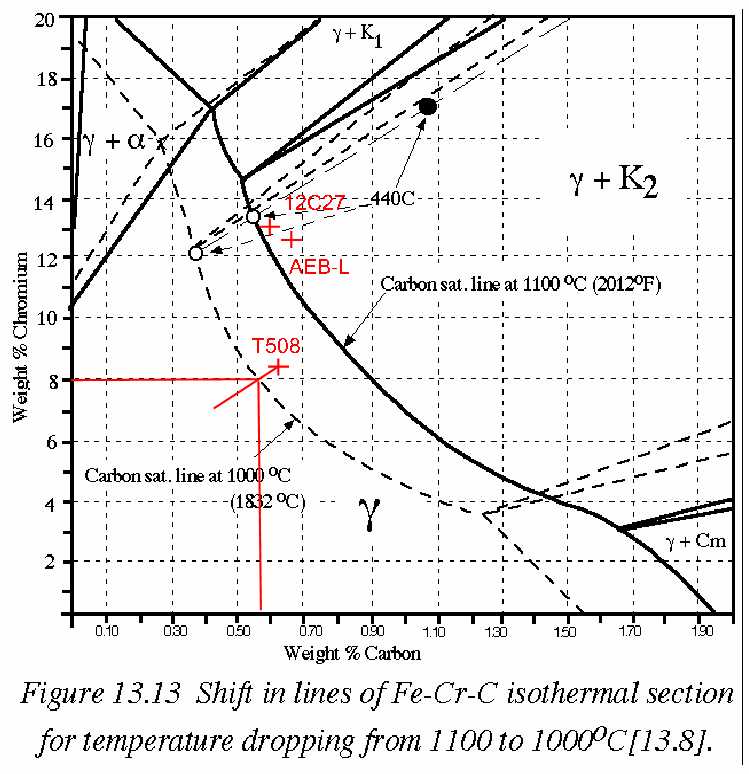
Je vous y ai collé en plus du T508 (valeurs moyennes: C-0.525%, Cr-8.5%), deux de mes favoris sur le papier, à savoir le
12C27 et mon "number one", l'AEB-L.
Entre les lignes de saturation aux joints de grains à 1000 et 1100°C, on imagine bien que le T508 -en cas de
concentrations maxi (0.55% C et 9% Cr)- se situe sur une ligne vers 1020°C. J'en conclue donc
- que puisque Bonpertuis recommande d'austéniser à 1020°C, le but est de ne former aucun carbure de chrome
- que dans cet état, le T508 devrait très bien s'affûter
Evidemment je regrette fortement l'absence de molybdène et d'un poil de vanadium pour garder le grain bien fin. Peut-être
en contient-il? Ce serait trop beau...
12-JAN-2013
Le matin j'ai commandé un peu de matos pour manches: bois français, G10 et fibre intercalaire. Ensuite j'ai voulu refaire mon stock de T7Mo et j'ai trouvé un nouvel acier dans les produits d'Eurotechni. Il s'agit du T508 de Bonpertuis. Bon dans les faits cela ne semble pas casser des briques mais cet acier est bon marché et surtout il est vendu en plat de 2.9 X 62 [mm]. Cela me laisserait plus de liberté de dessin pour certaines lames fines. Actuellement avec le plat de 24 mm de T7Mo je suis obligé de "caser" le dessin du couteau dans un bande de 24 mm maximum. Ça freine beaucoup mes possibilités de dessins.
Bon le site est peu loquace. T508: 0.5 à 0.55% C, 8 à 9% de Cr et 0.3 à 0.5% de Mn. Bien entendu il DOIT contenir du Si (sans doute du même ordre que le Mn) et des traces de P et S (c'est obligé). C' est livré recuit à 97 HRb (~230 HB, 20 HRc) pour faire des lames de pliant. Ils vendent cela comme un compromis entre les purs carbones et les inox. Et de préciser: austéniser à 1020°C, dureté après trempe 60..62 HRc et revenu à 200°C pour avoir 57 HRc à la fin. Bon c'est pas trop mal pour faire un couteau, surtout si on peut aider avec une trempe cryo.
Selon le "Verhoeven" (la Bible métallique du petit hobbyste, page 28), Mf (fin de transformation de l'austénite en martensite) se situe entre -50 et -150°C pour un pur acier carbone à environ 0.5%. Bref un T508 ne peut que "bénéficier" d'une trempe cryo, je ne vois pas d'inconvénient. Alors regardons un peu où se situe le T508 sur le diagramme ternaire Fe-C-Cr qu'on trouve aussi dans le même ouvrage.
Je vous y ai collé en plus du T508 (valeurs moyennes: C-0.525%, Cr-8.5%), deux de mes favoris sur le papier, à savoir le
12C27 et mon "number one", l'AEB-L.
Entre les lignes de saturation aux joints de grains à 1000 et 1100°C, on imagine bien que le T508 -en cas de
concentrations maxi (0.55% C et 9% Cr)- se situe sur une ligne vers 1020°C. J'en conclue donc
- que puisque Bonpertuis recommande d'austéniser à 1020°C, le but est de ne former aucun carbure de chrome
- que dans cet état, le T508 devrait très bien s'affûter
Evidemment je regrette fortement l'absence de molybdène et d'un poil de vanadium pour garder le grain bien fin. Peut-être
en contient-il? Ce serait trop beau...
Je vous remets
aussi le diagramme ternaire Fe-C-Cr avec 0.8% Mo parce que je l'avais
remis à jour sans le diffuser.
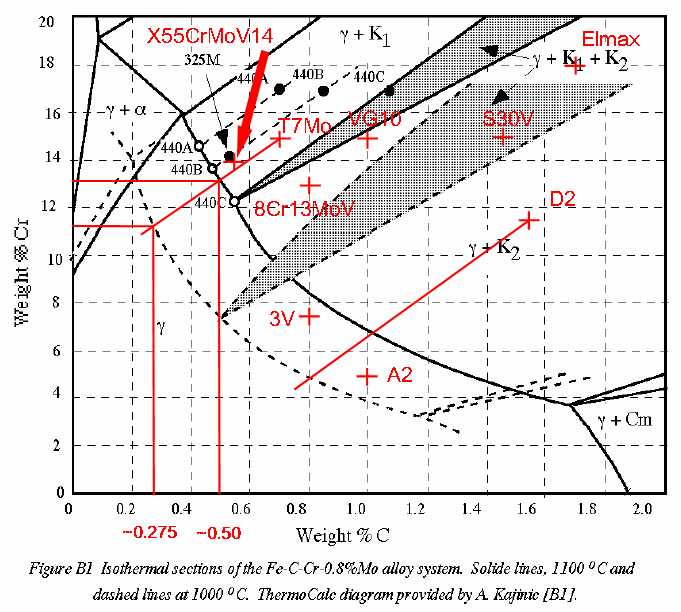
On peut y placer tous les alliages contenant du chrome et un peu de molybdène comme
- X55CrMoV14 (présent dans les couteaux Suisse de chez Victorinox)
- 8Cr13MoV dans la vaste majorité des bons couteaux Chinois de chez SRM, Ganzo, Bee etc
- D2 (même en austénisant à 1100°C, voyez la quantité de carbures restant! Voilà pourquoi sa résistance à l'usure est si elevée!)
- A2
- J'ai mis les 3V, VG10, S30V et Elmax pour référence mais leur taux élevé de vanadium ou la présence de cobalt
les rend un peu hors contexte sur ce diagramme
- Comme le 12C27 et l'AEB-L ne contiennent aucun Mo, ils ne seraient pas à la bonne place ici (même si les différences
entre les deux diagrammes sont faibles)
On peut y placer tous les alliages contenant du chrome et un peu de molybdène comme
- X55CrMoV14 (présent dans les couteaux Suisse de chez Victorinox)
- 8Cr13MoV dans la vaste majorité des bons couteaux Chinois de chez SRM, Ganzo, Bee etc
- D2 (même en austénisant à 1100°C, voyez la quantité de carbures restant! Voilà pourquoi sa résistance à l'usure est si elevée!)
- A2
- J'ai mis les 3V, VG10, S30V et Elmax pour référence mais leur taux élevé de vanadium ou la présence de cobalt
les rend un peu hors contexte sur ce diagramme
- Comme le 12C27 et l'AEB-L ne contiennent aucun Mo, ils ne seraient pas à la bonne place ici (même si les différences
entre les deux diagrammes sont faibles)
J'ai fini par
remettre ma commande d'acier à plus tard. Pour contenir les prix
(à cause du port), il faudrait que j'en prenne plus qu'à
mon habitude. je vais y réfléchir. J'ai ensuite
continué à travailler sur divers variantes de
"l'Alluviaq". Une version 2.0, 2.1, 3.0 et 3.1. La version 3.2 est si
différente que je crois pouvoir en faire un autre couteau . Hop
un coup d'oeil sur ma liste de cours d'eau du Québec: ce
sera le "Borel" alors!
Que je vous explique un peu le raisonnement: je reste dans une bande de 24 mm (vous avez compris pourquoi). Lorsque qu'on tient "l'Alluviaq" en main, on a l'impression que la lame remonte. Je comprends à présent mieux la raison d'être des "drop point". Bref Si je case un profil "drop point" dans la bande de 24 mm de largeur, le dessin s'affine davantage. Pour retrouver une certaine harmonie esthétique il faut donc que je raccourcisse le couteau. Plus court en main, j'ai changé la forme arrière du manche. Et voilà. Mais le dessin me fait penser à quelque chose de déjà vu mais je ne sais pas quoi. Bon on va laisser mijoter encore un peu.
Action! En début d'après-midi j'ai attaqué le façonnage du contour du "Bédard". J'ai à nouveau pété mes 4 bandes de 40 que j'avais recollées. Je n'ai plus aucune bande neuve. Je me suis rabattu sur de vieilles bandes. Il m'a fallu 2h30 de travail avec mon petit combiné pour
- façonner le contour jusqu'à P400
- tailler les émoutures jusqu'à P400 (en plus je ne m'améliore pas: la pointe n'est toujours pas au milieu, le tranchant est plus épais dans la partie arrondie - bon c'est "géométriquement" normal, mais j'ai du mal à corriger cela à main levée)
- faire les stries d'appui du pouce
- arrondir le dos de la lame
- poncer le manche à P40 (meilleure accroche de la colle)
- poncer le ricasso devant la future garde à P400

J'enrage de ne pouvoir mettre isatis.coutellerie.free.fr en ligne.
Devrai-je essayer avec un autre hébergeur?
Que je vous explique un peu le raisonnement: je reste dans une bande de 24 mm (vous avez compris pourquoi). Lorsque qu'on tient "l'Alluviaq" en main, on a l'impression que la lame remonte. Je comprends à présent mieux la raison d'être des "drop point". Bref Si je case un profil "drop point" dans la bande de 24 mm de largeur, le dessin s'affine davantage. Pour retrouver une certaine harmonie esthétique il faut donc que je raccourcisse le couteau. Plus court en main, j'ai changé la forme arrière du manche. Et voilà. Mais le dessin me fait penser à quelque chose de déjà vu mais je ne sais pas quoi. Bon on va laisser mijoter encore un peu.
Action! En début d'après-midi j'ai attaqué le façonnage du contour du "Bédard". J'ai à nouveau pété mes 4 bandes de 40 que j'avais recollées. Je n'ai plus aucune bande neuve. Je me suis rabattu sur de vieilles bandes. Il m'a fallu 2h30 de travail avec mon petit combiné pour
- façonner le contour jusqu'à P400
- tailler les émoutures jusqu'à P400 (en plus je ne m'améliore pas: la pointe n'est toujours pas au milieu, le tranchant est plus épais dans la partie arrondie - bon c'est "géométriquement" normal, mais j'ai du mal à corriger cela à main levée)
- faire les stries d'appui du pouce
- arrondir le dos de la lame
- poncer le manche à P40 (meilleure accroche de la colle)
- poncer le ricasso devant la future garde à P400
J'enrage de ne pouvoir mettre isatis.coutellerie.free.fr en ligne.
Devrai-je essayer avec un autre hébergeur?
La roulette du
tendeur de bande de mon combiné ne tourne plus vraiment rond.
Commence à clamser le biniou. Je crois que je ferai mieux de me
trouver un vrai backstand de coutelier si je poursuis dans mon hobby.
Et si je tentais de vendre sur ce site quelques couteaux de ma
fabrication pour en amortir le coût?
Je viens juste de vérifier l'existence de mes pages persos sous Free: ça marche enfin! Internénette, me voilà!
14-JAN-2013
Voilà plusieurs semaines que je songe à la gravure chimique pour marquer mes lames. C'est une technique somme toute faisable avec pas mal de moyen du bord. Mon plus gros problème c'était le stencil jusqu'à ce que je trouve enfin une solution sur le Net, enfin presque.
Flashback: la gravure électrochimique consiste à faire passer du courant à travers un électrolyte en contact avec la lame. De cette façon le métal est rongé. Pour diriger le courant il faut masquer la partie que l'on veut protéger. Avec un courant continu, on enlève du métal. Avec du courant alternatif on enlève du métal puis on le renvoie, etc. Cela permet de donner une couleur noire à la gravure. Une alimentation en 9V semble suffire. L'électrolyte peut être de la simple eau salée. Reste le masque, le patron, le stencil quoi!
Le petit texte que je veux graver ne peut être découper proprement dans un "masque" car trop petit. On peut aussi recouvrir la surface à protéger de vernis à ongles et graver le texte à main levée avec une aiguille, en grattant localement le vernis. Mais moi je voulais un truc très propre. Reste le vrai stencil que certaines sociétés peuvent faire. Là il s'agit d'une très fine grille qu'on "débouche" chimiquement à l'endroit où l'on veut le texte, dessin etc.
Mais hier sur YouTube, à force de chercher, je suis tombé sur une video australienne. Et là c'est le coup de génie! Enfin je ne sais pas qui a trouvé cela, mais c'est tout bonnement génial! J'esssplique...
- on fait son logo au PC, tout ce qu'on veut. Pour moi une petite tête de renard symbolisée, les lettres IMC et XC75 par exemple en fonction de l'acier
- on tourne le texte selon un axe vertical (comme dans un miroir) et on passe le tout en négatif (video inverse qu'on disait dans les années Hebdogiciel, l'HHHEEEEBDO!)
- et là ça devient terrible: on imprime au laser ou à la photocopieuse (l'important c'est que l'encre soit du Toner, un plastique noir en poudre thermofusible) sur un papier de type catalogue c'est-à-dire super fin et avec une finition satinée ou brillante
- on découpe l'impression et on l'applique au fer à repasser sur la lame: le Toner fond à nouveau et colle à la lame
- on élimine le papier en le gorgeant d'eau puis en le pelant délicatement au doigt
- reste le stencil sur la lame TADAAAA!
- et après on grave.
Bref j'ai tenté le coup ce soir. Je n'ai pas réussi. Pas encore...
- Mon rectangle de video inverse est trop grand.
- j'ai pris un couteau déjà fini (le Patron)
-> j'avais oublié que je l'avais protégé de la corrosion avec de la cire auto: ça colle super mal. Acétone, nouvel essai
-> à cause du manche je n'arrive pas à exercer localement suffisamment de pression sur le fer, qui même au maxi semble un poil trop froid
-> le papier que j'ai trouvé ne semble pas idéal non plus: faut-il quelquechose de plus fin ou de plus gros et plus "glossy"?
Mais ça à l'air possible:

Après mon troisième et dernier essai de la soirée. Je continue encore les essais avant de laisser tomber.
Avouez que c'est génial ce truc!
Je viens juste de vérifier l'existence de mes pages persos sous Free: ça marche enfin! Internénette, me voilà!
14-JAN-2013
Voilà plusieurs semaines que je songe à la gravure chimique pour marquer mes lames. C'est une technique somme toute faisable avec pas mal de moyen du bord. Mon plus gros problème c'était le stencil jusqu'à ce que je trouve enfin une solution sur le Net, enfin presque.
Flashback: la gravure électrochimique consiste à faire passer du courant à travers un électrolyte en contact avec la lame. De cette façon le métal est rongé. Pour diriger le courant il faut masquer la partie que l'on veut protéger. Avec un courant continu, on enlève du métal. Avec du courant alternatif on enlève du métal puis on le renvoie, etc. Cela permet de donner une couleur noire à la gravure. Une alimentation en 9V semble suffire. L'électrolyte peut être de la simple eau salée. Reste le masque, le patron, le stencil quoi!
Le petit texte que je veux graver ne peut être découper proprement dans un "masque" car trop petit. On peut aussi recouvrir la surface à protéger de vernis à ongles et graver le texte à main levée avec une aiguille, en grattant localement le vernis. Mais moi je voulais un truc très propre. Reste le vrai stencil que certaines sociétés peuvent faire. Là il s'agit d'une très fine grille qu'on "débouche" chimiquement à l'endroit où l'on veut le texte, dessin etc.
Mais hier sur YouTube, à force de chercher, je suis tombé sur une video australienne. Et là c'est le coup de génie! Enfin je ne sais pas qui a trouvé cela, mais c'est tout bonnement génial! J'esssplique...
- on fait son logo au PC, tout ce qu'on veut. Pour moi une petite tête de renard symbolisée, les lettres IMC et XC75 par exemple en fonction de l'acier
- on tourne le texte selon un axe vertical (comme dans un miroir) et on passe le tout en négatif (video inverse qu'on disait dans les années Hebdogiciel, l'HHHEEEEBDO!)
- et là ça devient terrible: on imprime au laser ou à la photocopieuse (l'important c'est que l'encre soit du Toner, un plastique noir en poudre thermofusible) sur un papier de type catalogue c'est-à-dire super fin et avec une finition satinée ou brillante
- on découpe l'impression et on l'applique au fer à repasser sur la lame: le Toner fond à nouveau et colle à la lame
- on élimine le papier en le gorgeant d'eau puis en le pelant délicatement au doigt
- reste le stencil sur la lame TADAAAA!
- et après on grave.
Bref j'ai tenté le coup ce soir. Je n'ai pas réussi. Pas encore...
- Mon rectangle de video inverse est trop grand.
- j'ai pris un couteau déjà fini (le Patron)
-> j'avais oublié que je l'avais protégé de la corrosion avec de la cire auto: ça colle super mal. Acétone, nouvel essai
-> à cause du manche je n'arrive pas à exercer localement suffisamment de pression sur le fer, qui même au maxi semble un poil trop froid
-> le papier que j'ai trouvé ne semble pas idéal non plus: faut-il quelquechose de plus fin ou de plus gros et plus "glossy"?
Mais ça à l'air possible:
Après mon troisième et dernier essai de la soirée. Je continue encore les essais avant de laisser tomber.
Avouez que c'est génial ce truc!
15-JAN-2013
Je ne sais pas si je vous l'ai déjà dit mais ma boîte imprime des encres conductrices sur des films plastiques. C'est ainsi que nous faisons des capteurs de 0.4 mm d'épaisseur. Bref le coeur du métier c'est imprimeur. Et il se trouve qu'à l'usine, au process (moi ch'ui plutôt la prod tendance fabrication) j'ai un vieux collègue français, noyé au milieu des Allemands qui cumule au moins 20 ans d'imprimerie. Pour ne rien gâcher, il s'appelle Olivier comme moi et je mange souvent avec lui vu qu'on est peu à pratiquer la langue de Molière.
Bref notre autre olive est un technicien fort cultivé en de nombreux domaines, surtout que le bonhomme à de nombreux hobby: modèles radio commandés, électronique et j'en passe. Comme il n'est jamais avare pour partager ses connaissances, après avoir rédigé le paragarphe ci-dessus hier soir, j'ai songé que je lui parlerai de mes petits essais.
Alors apparemment le truc de l'imprimante laser et du transfert à chaud c'est archi connu, mais surtout pour les électroniciens amateurs. Notre bonhomme par exemple fait tous ses circuits imprimés ainsi, gardeant de vieux catalogues, en poussant le noir à fond sur une imprimante dont la cartouche est récente..
Donc on a parlé papier et température. Mon papier n'est pas assez glacé peut-être, mais le plus gros facteur c'est la température et la pression. Selon son expérience le fer à repasser à toc c'est tout juste suffisant. Lui travaille à 200°C avec son système maison. Il me recommande aussi d'interposer une sorte de patin mou afin de bien avoir la pression sur le logo si d'aventure tout n'est pas parfaitement plan.
Bref nouveau papier, nouvel essai ce soir en appuyant fort et longtemps avec le fer le plus chaud possible. J'ai songé à chauffer un petit morceau d'alu mais je n'avais rien sous la main. Par exemple on peut se bricoler quelque chose avec un fer à souder dont la panne serait de la taille du logo. Voici le résultat du seul essai:

Et oui pas mal du tout! Le museau du renard et le bas du X c'est moi avec une aiguille. L'endroit ne
se dégageait pas. Le plus simple est de prendre un lettrage plus épais pour l'acier et de remonter un peu
le museau. Pour info, "IMC" fait 3.5 mm de haut et "XC75", 2.5.
Je ne sais pas si je vous l'ai déjà dit mais ma boîte imprime des encres conductrices sur des films plastiques. C'est ainsi que nous faisons des capteurs de 0.4 mm d'épaisseur. Bref le coeur du métier c'est imprimeur. Et il se trouve qu'à l'usine, au process (moi ch'ui plutôt la prod tendance fabrication) j'ai un vieux collègue français, noyé au milieu des Allemands qui cumule au moins 20 ans d'imprimerie. Pour ne rien gâcher, il s'appelle Olivier comme moi et je mange souvent avec lui vu qu'on est peu à pratiquer la langue de Molière.
Bref notre autre olive est un technicien fort cultivé en de nombreux domaines, surtout que le bonhomme à de nombreux hobby: modèles radio commandés, électronique et j'en passe. Comme il n'est jamais avare pour partager ses connaissances, après avoir rédigé le paragarphe ci-dessus hier soir, j'ai songé que je lui parlerai de mes petits essais.
Alors apparemment le truc de l'imprimante laser et du transfert à chaud c'est archi connu, mais surtout pour les électroniciens amateurs. Notre bonhomme par exemple fait tous ses circuits imprimés ainsi, gardeant de vieux catalogues, en poussant le noir à fond sur une imprimante dont la cartouche est récente..
Donc on a parlé papier et température. Mon papier n'est pas assez glacé peut-être, mais le plus gros facteur c'est la température et la pression. Selon son expérience le fer à repasser à toc c'est tout juste suffisant. Lui travaille à 200°C avec son système maison. Il me recommande aussi d'interposer une sorte de patin mou afin de bien avoir la pression sur le logo si d'aventure tout n'est pas parfaitement plan.
Bref nouveau papier, nouvel essai ce soir en appuyant fort et longtemps avec le fer le plus chaud possible. J'ai songé à chauffer un petit morceau d'alu mais je n'avais rien sous la main. Par exemple on peut se bricoler quelque chose avec un fer à souder dont la panne serait de la taille du logo. Voici le résultat du seul essai:
Et oui pas mal du tout! Le museau du renard et le bas du X c'est moi avec une aiguille. L'endroit ne
se dégageait pas. Le plus simple est de prendre un lettrage plus épais pour l'acier et de remonter un peu
le museau. Pour info, "IMC" fait 3.5 mm de haut et "XC75", 2.5.
16-JAN-2013
J'ai grossi le lettrage de l'acier et déplacé les yeux et la truffe du renard vers l'intérieur afin d'augmenter la distance entre eux et les bords. Impression, découpage et tentative de transfert. Le fer à repasser étant en service, j'ai dû m'y reprendre à 3 fois. Il semble que lorsque ce dernier contient de l'eau, le fer n'est pas aussi chaud et la vapeur ramollit le papier. Je me suis aidé avec un petit plat d'aluminium chauffé à la lampe à souder.
Le papier davantage glacé s'ôte plus mal sous l'eau. C'est peut-être aussi dû à la température cette fois trop élevée du morceau d'alu. En tout état de cause, j'ai dû retirer à l'aiguille de petits morceaux de fibres de papier pris à l'extrémité du "5" et dans une oreille du renard. Mais le négatif était net. Je l'ai donc masqué sur les bords avec du ruban adhésif d'électricien. J'ai aussi parfait l'étanchéité avec du vernis à ongle comme recommandé par l'auteur australien.
Puis avec ma petite alimentation continue universelle 1.5-12V, j'ai mis le couteau au plus et un coton-tige imbibé d'eau salée au moins (avec une pince croco). La solution d'eau salée était saturée en sel. Il en faut très peu. Transfo sur 12 V, ça n'a d'abord rien donné. Faux contact? J'ai bougé la pince sur la lame et là j'ai vu petit à petit les lettres noircir. J'ai alors esssayé avec 9 V (car le transfo met alors 1100 mA à disposition au lieu de 1000 à 12 V) et la réaction était beaucoup plus rapide. On voit, sent et entend une petite effervescence tandis que le coton tige noircit rapidement.
Comme je voulais une gravure profonde j'ai tamponné régulièrement la surface au moins 3 minutes au lieu des 3 petits passages (30 secondes?) de l'Australien dans sa video. Ce fut peut-être la seule erreur. En effet un peu de métal est également parti sous la partie protégée par le Toner. Ce dernier ne doit pas former une couche absolument étanche. Ce faisant un bord du ruban adhésif s'est aussi décollé sans que je m'en aperçoive. La solution saline avec la fée électricité ont alors aussi légèrement attaqué les bords du cadre de Toner. Nettoyage final à l'acétone.

Les petits piqûres sur la zone protégée et au bord droit de l'image la zone où le ruban adhésif s'est
soulevé. Mais avouez qu'avec les moyens du bord ce n'est pas trop mal...
J'ai grossi le lettrage de l'acier et déplacé les yeux et la truffe du renard vers l'intérieur afin d'augmenter la distance entre eux et les bords. Impression, découpage et tentative de transfert. Le fer à repasser étant en service, j'ai dû m'y reprendre à 3 fois. Il semble que lorsque ce dernier contient de l'eau, le fer n'est pas aussi chaud et la vapeur ramollit le papier. Je me suis aidé avec un petit plat d'aluminium chauffé à la lampe à souder.
Le papier davantage glacé s'ôte plus mal sous l'eau. C'est peut-être aussi dû à la température cette fois trop élevée du morceau d'alu. En tout état de cause, j'ai dû retirer à l'aiguille de petits morceaux de fibres de papier pris à l'extrémité du "5" et dans une oreille du renard. Mais le négatif était net. Je l'ai donc masqué sur les bords avec du ruban adhésif d'électricien. J'ai aussi parfait l'étanchéité avec du vernis à ongle comme recommandé par l'auteur australien.
Puis avec ma petite alimentation continue universelle 1.5-12V, j'ai mis le couteau au plus et un coton-tige imbibé d'eau salée au moins (avec une pince croco). La solution d'eau salée était saturée en sel. Il en faut très peu. Transfo sur 12 V, ça n'a d'abord rien donné. Faux contact? J'ai bougé la pince sur la lame et là j'ai vu petit à petit les lettres noircir. J'ai alors esssayé avec 9 V (car le transfo met alors 1100 mA à disposition au lieu de 1000 à 12 V) et la réaction était beaucoup plus rapide. On voit, sent et entend une petite effervescence tandis que le coton tige noircit rapidement.
Comme je voulais une gravure profonde j'ai tamponné régulièrement la surface au moins 3 minutes au lieu des 3 petits passages (30 secondes?) de l'Australien dans sa video. Ce fut peut-être la seule erreur. En effet un peu de métal est également parti sous la partie protégée par le Toner. Ce dernier ne doit pas former une couche absolument étanche. Ce faisant un bord du ruban adhésif s'est aussi décollé sans que je m'en aperçoive. La solution saline avec la fée électricité ont alors aussi légèrement attaqué les bords du cadre de Toner. Nettoyage final à l'acétone.
Les petits piqûres sur la zone protégée et au bord droit de l'image la zone où le ruban adhésif s'est
soulevé. Mais avouez qu'avec les moyens du bord ce n'est pas trop mal...
17-JAN-2013
Aujourd'hui le collègue m'a rendu le "Barnoin". Il a juste découpé partiellement un petit sanglier. Comme je le craignais les fibres en coton qui dépassent des couches de résine ont absorbé un peu de sang. Le manche est donc un peu tâché. J'ai proposé qu'il le garde encore mais il ne veut pas transporter plus de 2 couteaux: un grand avec au moins 20 cm de lame pour atteindre les poumons d'un sanglier et un petit pliant pour la découpe. Sinon il le trouve très bien...
Le soir j'ai percé les trous d'allègement dans le manche du futur "Borel". Je vais encore tenter de faire retirer de petits morceaux à la fraiseuse par mon collègue de travail de l'autre fois.
Je songe de plus en plus à acheter un backstand pour tailler mes lames. Outre les modèles américains quasiment non importables et coûtent un bras, il reste
- le très sérieux modèle de Paulo Simoes à partir de 2000 EUR
- les modèles en profilés alu de Wolf Borger (en 380 V!!!) que je trouve déjà trop cher
- le radiusmaster d'Australie (c'est loin l'Australie...) hors de prix et en plus aux bandes de longueur absolument pas standard
- et un modèle cité par mon correspondant de Nouvelle Calédonie.
C'est chez ce dernier fournisseur que j'ai envoyé aujourd'hui des questions... En italien avec l'aide d'un collègue de travail dudit pays et de Google Translate. Bon euh c'est pas donné non plus si on prend le modèle le plus complet mais c'est de loin ce qu'il y a de meilleur marché: moteur 2 CV 220V, variateur dans les deux sens de rotation, roue de 250 mm, table, petites roues pour les encoches, capot (!), peinture poudre epoxy et le tout super bien léché. Pour sûr du très beau matos. Vais-je casser la tirelire???
Et pour finir j'ai reçu ma petite commande de matos pour manche avec en cadeau un morceau de bois dense, très veiné et inconnu.

Poirier, buis, olivier, zebrano et peut-être du cocobolo ou du bois de violette.
Fibres noire et rouge, G10 orange et noir-bleu, résine acrylique bleue noire avec filets rouge blanc.
Me suis amusé à mesurer les densités: ici l'olivier est plus dense que le buis, contrairement à ce qui est
dans les livres. Contiennent-ils de l'eau, la densité* varie t-elle entre le coeur et l'aubier (sans doute),
mais bon l'olivier est donné pour 850 g/dm3 et ici il est à 1050 tandis que le buis devrait être à
1100 et il ne fait "que" 850. Poirier et zebrano sont eux dans les clous.
Aujourd'hui le collègue m'a rendu le "Barnoin". Il a juste découpé partiellement un petit sanglier. Comme je le craignais les fibres en coton qui dépassent des couches de résine ont absorbé un peu de sang. Le manche est donc un peu tâché. J'ai proposé qu'il le garde encore mais il ne veut pas transporter plus de 2 couteaux: un grand avec au moins 20 cm de lame pour atteindre les poumons d'un sanglier et un petit pliant pour la découpe. Sinon il le trouve très bien...
Le soir j'ai percé les trous d'allègement dans le manche du futur "Borel". Je vais encore tenter de faire retirer de petits morceaux à la fraiseuse par mon collègue de travail de l'autre fois.
Je songe de plus en plus à acheter un backstand pour tailler mes lames. Outre les modèles américains quasiment non importables et coûtent un bras, il reste
- le très sérieux modèle de Paulo Simoes à partir de 2000 EUR
- les modèles en profilés alu de Wolf Borger (en 380 V!!!) que je trouve déjà trop cher
- le radiusmaster d'Australie (c'est loin l'Australie...) hors de prix et en plus aux bandes de longueur absolument pas standard
- et un modèle cité par mon correspondant de Nouvelle Calédonie.
C'est chez ce dernier fournisseur que j'ai envoyé aujourd'hui des questions... En italien avec l'aide d'un collègue de travail dudit pays et de Google Translate. Bon euh c'est pas donné non plus si on prend le modèle le plus complet mais c'est de loin ce qu'il y a de meilleur marché: moteur 2 CV 220V, variateur dans les deux sens de rotation, roue de 250 mm, table, petites roues pour les encoches, capot (!), peinture poudre epoxy et le tout super bien léché. Pour sûr du très beau matos. Vais-je casser la tirelire???
Et pour finir j'ai reçu ma petite commande de matos pour manche avec en cadeau un morceau de bois dense, très veiné et inconnu.
Poirier, buis, olivier, zebrano et peut-être du cocobolo ou du bois de violette.
Fibres noire et rouge, G10 orange et noir-bleu, résine acrylique bleue noire avec filets rouge blanc.
Me suis amusé à mesurer les densités: ici l'olivier est plus dense que le buis, contrairement à ce qui est
dans les livres. Contiennent-ils de l'eau, la densité* varie t-elle entre le coeur et l'aubier (sans doute),
mais bon l'olivier est donné pour 850 g/dm3 et ici il est à 1050 tandis que le buis devrait être à
1100 et il ne fait "que" 850. Poirier et zebrano sont eux dans les clous.
* Souvenir scolaire: ce me semble que
la densité est un nombre adimensionnel tandis qu'on parle de
masse volumique lorsqu'on y claque des unités derrière.
L'Education Nationale ne me tiendra pas rigueur je l'espère de
malmener les deux.
18-JAN-2013
J'ai écrit au fournisseur de bois pour lui demander quel était le bois que j'ai reçu en cadeau. Très gentiment, il m'a demandé une photo et sa réponse fut qu'il hésite entre cocobolo et bois de violette. J'ai corrigé le texte dans la photo ci-dessus. Selon lui si les reflets sont plus orangés c'est du cocobolo, si c'est plus violet c'est du bois de violette. Les reflets sont ici clairement orangés. Par contre il a des fissures ce qui est plus caractéristique du bois de violette, très "fendif". Pour finir la masse volumique mesurée est à 1053 g/dm3. Cocobolo 1000 à 1200, bois de violette 900. Mais lorsqu'on voit que mon morceua d'olivier est à 1050 pour 850 "in ze book", on reste perplexe. Bon alors basé sur les reflets, on part sur cocobolo à 70% et bois de violette à 30%.
19-JAN-2013
En matinée j'ai attaqué la gravure de "l'Alluviaq". Comme l'étui kydex a rayé la lame j'ai d'abord repris les deux faces au P180, 220, 320, 400, 500, 600, 800, 1000, 1200, 2500 et 4000. J'ai insisté sur la face du logo frappé afin d'essayer de l'effacer. "T7Mo" est parti mais on devine encore le "M" dans "IMC". Auparavant j'avais laissé la lame "brute" de P400 du combiné puisque je comptais m'en servir et qu'un poli miroir aurait été ruiné dès les premiers usages. Travail inutile donc. Néanmoins ce fut une bonne façon de tester à nouveau l'aptitude au polissage du T7Mo. Je dirais que c'est du même ordre que l'XC75. Un bon résultat s'obtient assez facilement. En comparaison, le D2 c'est du cochonium avec quasi impossibilité (pour moi) d'obtenir un poli miroir.
J'ai dû m'y reprendre à deux fois avant de réussir à transférer mon logo. Vernis à ongle en premier, masquage au ruban adhésif d'électricien ensuite. Toujours avec 9 V (et 1100 mA dispo au maximum). Cette fois j'ai à peine mouillé le coton-tige. Le T7Mo ne noircit pas mais jaunit temporairement avant de redevenir gris métal. J'ai moins insisté qu'avec l'XC75 du "Patron". C'est mieux...

Petit logo avec "IMC" en 3 mm et "T7Mo" en 2.5. On devine le "M" restant de la lettre à frapper.
Toujours des piqûres parasites... Il faudrait que je puisse augmenter l'épaisseur de Toner. Et pour le
transfert à chaud, il faut également une solution plus efficace. Quant au papier, il est tellement glacé
qu'il boit très mal l'eau pour le retrait. Arriverai-je un jour à un résultat digne d'un stencil?
J'ai écrit au fournisseur de bois pour lui demander quel était le bois que j'ai reçu en cadeau. Très gentiment, il m'a demandé une photo et sa réponse fut qu'il hésite entre cocobolo et bois de violette. J'ai corrigé le texte dans la photo ci-dessus. Selon lui si les reflets sont plus orangés c'est du cocobolo, si c'est plus violet c'est du bois de violette. Les reflets sont ici clairement orangés. Par contre il a des fissures ce qui est plus caractéristique du bois de violette, très "fendif". Pour finir la masse volumique mesurée est à 1053 g/dm3. Cocobolo 1000 à 1200, bois de violette 900. Mais lorsqu'on voit que mon morceua d'olivier est à 1050 pour 850 "in ze book", on reste perplexe. Bon alors basé sur les reflets, on part sur cocobolo à 70% et bois de violette à 30%.
19-JAN-2013
En matinée j'ai attaqué la gravure de "l'Alluviaq". Comme l'étui kydex a rayé la lame j'ai d'abord repris les deux faces au P180, 220, 320, 400, 500, 600, 800, 1000, 1200, 2500 et 4000. J'ai insisté sur la face du logo frappé afin d'essayer de l'effacer. "T7Mo" est parti mais on devine encore le "M" dans "IMC". Auparavant j'avais laissé la lame "brute" de P400 du combiné puisque je comptais m'en servir et qu'un poli miroir aurait été ruiné dès les premiers usages. Travail inutile donc. Néanmoins ce fut une bonne façon de tester à nouveau l'aptitude au polissage du T7Mo. Je dirais que c'est du même ordre que l'XC75. Un bon résultat s'obtient assez facilement. En comparaison, le D2 c'est du cochonium avec quasi impossibilité (pour moi) d'obtenir un poli miroir.
J'ai dû m'y reprendre à deux fois avant de réussir à transférer mon logo. Vernis à ongle en premier, masquage au ruban adhésif d'électricien ensuite. Toujours avec 9 V (et 1100 mA dispo au maximum). Cette fois j'ai à peine mouillé le coton-tige. Le T7Mo ne noircit pas mais jaunit temporairement avant de redevenir gris métal. J'ai moins insisté qu'avec l'XC75 du "Patron". C'est mieux...
Petit logo avec "IMC" en 3 mm et "T7Mo" en 2.5. On devine le "M" restant de la lettre à frapper.
Toujours des piqûres parasites... Il faudrait que je puisse augmenter l'épaisseur de Toner. Et pour le
transfert à chaud, il faut également une solution plus efficace. Quant au papier, il est tellement glacé
qu'il boit très mal l'eau pour le retrait. Arriverai-je un jour à un résultat digne d'un stencil?
J'ai
nettoyé l'étui kydex de "l'Alluviaq" à grande eau
et après séchage, j'ai enduit la lame de WD40 avant de
l'enfiler. Peine perdue les 3 rayures du côté logo et la
seule de l'autre côté sont déjà de retour.
Tant pis, c'est un couteau qui doit servir, pas une pièce de
musée. Je dois avouer que je le trouve très réussi
cet "Alluviaq" depuis que je le porte en EDC. Le gros
inconvénient c'est l'encombrement puisque c'est un fixe et que
je ne vis pas dans la jungle. Il me gêne au cou, dans la poche
avant, dans la poche arrière ou dans les poches "cargo" au
niveau des cuisses sur un de mes pantalons.
C'est pour cela que le "Borel" est né. Plus court avec 165 mm au lieu de 177, les encoches pour les mains sont plus généreuses afin d'améliorer la prise et le confort, le manche sera évidé davantage, les plaquettes seront plus fines (G10 orange de 3.2 mm avec fibre noire), 3 rivets et un tube passage dragonne, tous en alu. Toujours en T7Mo de 3 mm, la lame fera 70 mm et sa forme, bien que proche de "l'Alluviaq" (Mike Snody la baptise "utility spear point"), sera un classique "drop point" de type couteau de chasse. Avec 12 mm de moins et un net gain de poids espéré, on verra ce que ça donne en EDC.
20-JAN-2013
Neige et verglas. J'ai de nouveaux projet de couteaux plein la tête. C'est horrible je n'ai pas fini les 2..3 courants que je songe déjà au suivant. Ça devient carrément chiant, au secours! Un p'tit Borel en damas inox avec un manche en bois prenant en sandwich la semelle rapportée, façon manche japonais? Bon faut que je me calme...
J'ai profité de l'après-midi pour casser davantage les angles des plaquettes du "Patron". Ensuite j'ai rapidement poli à la main l'ensemble du couteau jusqu'à P2500. Le but était surtout de nettoyer la lame qui s'était un eu patinée depuis les tentatives de gravure (eau salée...). J'ai fini avec le disque à polir et la pâte 2 microns. Et 3 bonnes couches de cire auto. Il est à présent plus agréable en main. Le fil de l'étui a été coupé (par le couteau). Pour ce genre de couteau plus grand, le cuir de siège auto ne convient absolument pas. trop souple, trop fin, trop doux. Avec l'envie et le temps peut-être lui en ferai-je un plus épais avec le cuir de mon vieux cartable marron.
21-JAN-2013
J'ai tenté de commander des bandes abrasives aux Etats-Unis ainsi qu'un peu de Kydex. On va voir ce que cela donne côté douane et frais de port. Ce sera la surprise.
22-JAN-2013
Je vais mettre un coup d'accélérateur pour la production de couteaux en 2013. Je succombe à ma passion coutelière. Peut-être me lasserai-je dans un an mais avant de redescendre de la montagne, faut déjà y monter.
J'ai commandé en ligne du cuir et de quoi faire des étuis ainsi qu'un peu de ferraille, un petit morceau d'AEB-L de 30 X 3.5 [mm] pour enfin voir comment il se comporte et un petit morceau de damas inox en métallurgie des poudres de 32 X 2.5 [mm], issu de déstockage. J'espère sortir de ce dernier trois lames, ce qui fera un peu moins mal à la gueule côté finance. Pour info, le damas en question est vendu à plus de 430 EUR le mètre en temps normal.
Au courrier il y avait mon thermomètre d'amateur avec 4 sondes de type K venant de Hong-Kong. Pas de pile 9 V. Le but est d'avoir une seconde source de mesure de la température dans le four de trempe. Je tacherai de vérifier sa précision au labo de métrologie de la boîte ce jeudi (jusqu'à 600°C). Pourvu qu'il soit plus précis ou au moins plus linéaire dans l'erreur que la sonde actuelle sur le four.
23-JAN-2013
Aujourd'hui j'ai cassé la tire-lire. J'ai fait un virement en Italie afin de payer la commande d'un "backstand" de pro: moteur 2 CV avec variateur et inverseur, capot, roues de 250, 40 et 25 mm, divers plateaux et bras pour bandes de 50 X 1800 [mm] ou plutôt 2" X 72" (la taille la plus courante au monde mais bien sûr pas en France ni en Allemagne où règne les 50 X 2000 [mm]). J'ai aussi acheté une pile 9 V afin d'essayer mon thermomètre digital chinois. Bonne nouvelle: il fonctionne. Il peut mesurer deux températures T1 et T2 en °C, °F et K et aussi affiché T1-T2. En plaçant les deux sondes au même endroit, T1-T2 indique 0.0°C ce qui est plutôt encourageant pour la suite.
24-JAN-2013
Bon ben récapitulons: j'ai de quoi faire des manches, des intercalaires, des rivets, de la colle et ... Merde j'ai plus d'ferraille moi! Allez hop 3 m de T7Mo et 1 m de T508 pour essayer. J'vous raconte pas l'état du compte en banque. Bon on s'en fout. Lorsque Giscard, Mitterand, Chirac et Sarkozy et leur gouvernements respectifs ont passé la dette de la France de 80 à 1800 milliards en 30 ans, personne ne les a expulsé ou foutu en tôle. Par contre moi si je ne paie pas les mensualités de la bicoque, allez zou, saisie et hop sous les ponts. Ça vous apprendra à avoir un hobby au lieu de bosser, fainéant!
Bon dans un registre plus scientifique, j'ai profité des instruments du labo de métrologie de la boîte pour vérifier mon thermomètre chinois. J'ai baptisé une des sondes I et l'autre II. La I sur l'entrée 1 et la II sur la 2. Ça va bien au début mais après c'est la débandade.

Dans le fond un four de calibration de sondes de température.
C'est pour cela que le "Borel" est né. Plus court avec 165 mm au lieu de 177, les encoches pour les mains sont plus généreuses afin d'améliorer la prise et le confort, le manche sera évidé davantage, les plaquettes seront plus fines (G10 orange de 3.2 mm avec fibre noire), 3 rivets et un tube passage dragonne, tous en alu. Toujours en T7Mo de 3 mm, la lame fera 70 mm et sa forme, bien que proche de "l'Alluviaq" (Mike Snody la baptise "utility spear point"), sera un classique "drop point" de type couteau de chasse. Avec 12 mm de moins et un net gain de poids espéré, on verra ce que ça donne en EDC.
20-JAN-2013
Neige et verglas. J'ai de nouveaux projet de couteaux plein la tête. C'est horrible je n'ai pas fini les 2..3 courants que je songe déjà au suivant. Ça devient carrément chiant, au secours! Un p'tit Borel en damas inox avec un manche en bois prenant en sandwich la semelle rapportée, façon manche japonais? Bon faut que je me calme...
J'ai profité de l'après-midi pour casser davantage les angles des plaquettes du "Patron". Ensuite j'ai rapidement poli à la main l'ensemble du couteau jusqu'à P2500. Le but était surtout de nettoyer la lame qui s'était un eu patinée depuis les tentatives de gravure (eau salée...). J'ai fini avec le disque à polir et la pâte 2 microns. Et 3 bonnes couches de cire auto. Il est à présent plus agréable en main. Le fil de l'étui a été coupé (par le couteau). Pour ce genre de couteau plus grand, le cuir de siège auto ne convient absolument pas. trop souple, trop fin, trop doux. Avec l'envie et le temps peut-être lui en ferai-je un plus épais avec le cuir de mon vieux cartable marron.
21-JAN-2013
J'ai tenté de commander des bandes abrasives aux Etats-Unis ainsi qu'un peu de Kydex. On va voir ce que cela donne côté douane et frais de port. Ce sera la surprise.
22-JAN-2013
Je vais mettre un coup d'accélérateur pour la production de couteaux en 2013. Je succombe à ma passion coutelière. Peut-être me lasserai-je dans un an mais avant de redescendre de la montagne, faut déjà y monter.
J'ai commandé en ligne du cuir et de quoi faire des étuis ainsi qu'un peu de ferraille, un petit morceau d'AEB-L de 30 X 3.5 [mm] pour enfin voir comment il se comporte et un petit morceau de damas inox en métallurgie des poudres de 32 X 2.5 [mm], issu de déstockage. J'espère sortir de ce dernier trois lames, ce qui fera un peu moins mal à la gueule côté finance. Pour info, le damas en question est vendu à plus de 430 EUR le mètre en temps normal.
Au courrier il y avait mon thermomètre d'amateur avec 4 sondes de type K venant de Hong-Kong. Pas de pile 9 V. Le but est d'avoir une seconde source de mesure de la température dans le four de trempe. Je tacherai de vérifier sa précision au labo de métrologie de la boîte ce jeudi (jusqu'à 600°C). Pourvu qu'il soit plus précis ou au moins plus linéaire dans l'erreur que la sonde actuelle sur le four.
23-JAN-2013
Aujourd'hui j'ai cassé la tire-lire. J'ai fait un virement en Italie afin de payer la commande d'un "backstand" de pro: moteur 2 CV avec variateur et inverseur, capot, roues de 250, 40 et 25 mm, divers plateaux et bras pour bandes de 50 X 1800 [mm] ou plutôt 2" X 72" (la taille la plus courante au monde mais bien sûr pas en France ni en Allemagne où règne les 50 X 2000 [mm]). J'ai aussi acheté une pile 9 V afin d'essayer mon thermomètre digital chinois. Bonne nouvelle: il fonctionne. Il peut mesurer deux températures T1 et T2 en °C, °F et K et aussi affiché T1-T2. En plaçant les deux sondes au même endroit, T1-T2 indique 0.0°C ce qui est plutôt encourageant pour la suite.
24-JAN-2013
Bon ben récapitulons: j'ai de quoi faire des manches, des intercalaires, des rivets, de la colle et ... Merde j'ai plus d'ferraille moi! Allez hop 3 m de T7Mo et 1 m de T508 pour essayer. J'vous raconte pas l'état du compte en banque. Bon on s'en fout. Lorsque Giscard, Mitterand, Chirac et Sarkozy et leur gouvernements respectifs ont passé la dette de la France de 80 à 1800 milliards en 30 ans, personne ne les a expulsé ou foutu en tôle. Par contre moi si je ne paie pas les mensualités de la bicoque, allez zou, saisie et hop sous les ponts. Ça vous apprendra à avoir un hobby au lieu de bosser, fainéant!
Bon dans un registre plus scientifique, j'ai profité des instruments du labo de métrologie de la boîte pour vérifier mon thermomètre chinois. J'ai baptisé une des sondes I et l'autre II. La I sur l'entrée 1 et la II sur la 2. Ça va bien au début mais après c'est la débandade.
Dans le fond un four de calibration de sondes de température.
| four | sonde I sur entrée 1 | sonde II sur entrée 2 | ||
| [°C] | ||||
| 100,0 | 100,8 | 100,9597 | 100,3 | 101,8423 |
| 200,0 | 200,8 | 198,2597 | 199,6 | 201,2923 |
| 300,0 | 299,7 | 295,5597 | 298,2 | 300,7423 |
| 400,0 | 384,5 | 392,8597 | 407,7 | 400,1923 |
| 500,0 | 485,3 | 490,1597 | 506,8 | 499,6423 |
| 601,2 | 595,4 | 588,6273 | 591,5 | 600,2857 |
| 1100,0 | 1073,9597 | 1096,3423 | ||
Les
troisième et cinquième colonnes sont les résultats
théoriques de la linéarisation des courbes
mesurées. Bref à 1100°C, l'écart sera de
l'ordre de 26 et 4 °C (peut-être...). En tout cas la sonde II
sur l'entrée 2 semble bien meilleure. Les
extrémités en plastique des sondes ont foudu ce qui a eu
pour effet de dégager des odeurs malsaines dans le labo et de
provoquer le couroux des collègues. Aie... Pas question de
laisser la sonde en permanence dans le four donc. Avec le corps en inox
qui conduira tôt ou tard la chaleur vers la sortie à
travers la paroi, l'extrémité va se refaire la malle.
Avant de partir, le collègue métrologue me dit qu'il a aussi une "machine" pour vérifier le thermomètre seul. Ah bon?

Le gros machin envoi le signal quasi parfait d'un thermocouple de type K à la température choisie.
Avant de partir, le collègue métrologue me dit qu'il a aussi une "machine" pour vérifier le thermomètre seul. Ah bon?
Le gros machin envoi le signal quasi parfait d'un thermocouple de type K à la température choisie.
| simulateur de sonde | sur entrée 1 |
sur entrée 2 |
| [°C] | ||
| -40,0 | -38,4 | -38,3 |
| 600,0 | 601,5 | 601,2 |
| 800,0 | 801,1 | 800,8 |
| 1000,0 | 1000,9 | 1000,5 |
| 1100,0 | 1100,8 | 1100,6 |
| 1300,0 | 1300,2 | 1300,3 |
Et le biniou seul
est super bon, surtout en haut! Bref si j'avais pour une fois un bon
thermocouple de type K, je pourrai être sûr de ma
température.
27-JAN-2013
Bon ben ce sera un week-end sans activité. Aucune des 5 commandes que j'ai dans la nature n'est arrivée. J'ai ressorti un vieux projet. Un BK-14 avec un manche d'Izula II. J'ai bricolé le dessin et il en est ressorti un couteau comme on en voit des dizaines aux USA. Rien de bien nouveau quoi. Mais je vais peut-être le faire avec du T508, pour essayer cet acier.
Sinon devant le prix des rivets mosaïque, j'ai bien envie d'essayer d'en faire un ou deux moi. Le contenu sera fonction de ce que je trouverai, donc facile y a pas à se tracasser. Par contre quelle couleur dois-je prendre pour le reste du volume? Bleu, rouge, noir, blanc? Peut-être celle de l'intercalaire pour faire rappel? Hier en me baladant dans un magasin "Cultura" j'y ai vu des pigments pour artiste peintre et un tas d'autres produits chimiques interessants dont nous reparlerons dans une page spécifique (d'ici six mois, hein vous n'êtes pas pressés).
Bon allez je vais remettre le site à jour et peut-être tâcher de mettre le câblage du four de trempe dans une petite boîte de commande, depuis kle temps que ça traine ça. J'suis une vraie loque aujourd'hui.
[...]after ze update of the site, our ham fisted hero[...]
Tiens suis de retour du garage où ça caille. Bon j'ai attaqué le boîtier de la commande du four (planification et découpage). J'en garde pour lundi (perçage taraudage), mardi (sciage+collage) et mercredi (cablage). Jeudi soir ça devrait être fini.
27-JAN-2013
Bon ben ce sera un week-end sans activité. Aucune des 5 commandes que j'ai dans la nature n'est arrivée. J'ai ressorti un vieux projet. Un BK-14 avec un manche d'Izula II. J'ai bricolé le dessin et il en est ressorti un couteau comme on en voit des dizaines aux USA. Rien de bien nouveau quoi. Mais je vais peut-être le faire avec du T508, pour essayer cet acier.
Sinon devant le prix des rivets mosaïque, j'ai bien envie d'essayer d'en faire un ou deux moi. Le contenu sera fonction de ce que je trouverai, donc facile y a pas à se tracasser. Par contre quelle couleur dois-je prendre pour le reste du volume? Bleu, rouge, noir, blanc? Peut-être celle de l'intercalaire pour faire rappel? Hier en me baladant dans un magasin "Cultura" j'y ai vu des pigments pour artiste peintre et un tas d'autres produits chimiques interessants dont nous reparlerons dans une page spécifique (d'ici six mois, hein vous n'êtes pas pressés).
Bon allez je vais remettre le site à jour et peut-être tâcher de mettre le câblage du four de trempe dans une petite boîte de commande, depuis kle temps que ça traine ça. J'suis une vraie loque aujourd'hui.
[...]after ze update of the site, our ham fisted hero[...]
Tiens suis de retour du garage où ça caille. Bon j'ai attaqué le boîtier de la commande du four (planification et découpage). J'en garde pour lundi (perçage taraudage), mardi (sciage+collage) et mercredi (cablage). Jeudi soir ça devrait être fini.