28-JAN-2013:
bon anniversaire Papa
La personne qui m'a aidé à souder le chassis de mon four de trempe est venue me trouver pour me dire qu'elle aimerait m'acheter "l'Abbica". Le manche en olivier lui plait énormément. Je vais lui offrir.
L'Italie m'a écrit: "argent bien reçu, préparons l'envoi, vous recontactons dès expédition". Chouette!
Vers 11h15, message sur le portable: "bonjour suis le livreur Exapaq, suis chez vous dans 15 minutes mais la rue X à Y est inconnue..." Forcément la rue X est à X mon adresse de facturation (chez moi quoi). Y c'est l'adresse de livraison (chez mes parents). Je l'ai rappelé sans succès, j'ai laissé un message, j'ai écrit à Eurotechni mais plus rien. Je suppose qu'il repassera demain. C'est déjà la seconde fois qu'Eurotechni me fait le coup: dans les documents transmis par mail tout est bon mais sur le bon de livraison c'est rue facturation à ville livraison. Je leur ai encore signalé. La prochaine fois je mets tout à la même adresse.
Mais au courrier des parents il y avait les chutes de cuir tanné végétal, la teinture marron foncé à base d'eau et un peu de fil poissé marron spécial cuir. Consolation.
En rentrant, j'ai un peu continué le boîtier pour la partie commande du four de trempe. Puis j'ai poncé la lame de "l'Abbica" afin d'effacer un peu le marquage. Mon but est de la marquer par gravure électro chimique avant de l'offrir à mon soudeur masqué. "Ding dong". C'est la voisine. Sucre? Non colis receptionné pour moi. Tenace le livreur Exapaq. Brave petit va.

Cuir, 25 m de nylon poissé, teinture écolo, T7Mo et T508. La lumière au bout du tunnel.
La personne qui m'a aidé à souder le chassis de mon four de trempe est venue me trouver pour me dire qu'elle aimerait m'acheter "l'Abbica". Le manche en olivier lui plait énormément. Je vais lui offrir.
L'Italie m'a écrit: "argent bien reçu, préparons l'envoi, vous recontactons dès expédition". Chouette!
Vers 11h15, message sur le portable: "bonjour suis le livreur Exapaq, suis chez vous dans 15 minutes mais la rue X à Y est inconnue..." Forcément la rue X est à X mon adresse de facturation (chez moi quoi). Y c'est l'adresse de livraison (chez mes parents). Je l'ai rappelé sans succès, j'ai laissé un message, j'ai écrit à Eurotechni mais plus rien. Je suppose qu'il repassera demain. C'est déjà la seconde fois qu'Eurotechni me fait le coup: dans les documents transmis par mail tout est bon mais sur le bon de livraison c'est rue facturation à ville livraison. Je leur ai encore signalé. La prochaine fois je mets tout à la même adresse.
Mais au courrier des parents il y avait les chutes de cuir tanné végétal, la teinture marron foncé à base d'eau et un peu de fil poissé marron spécial cuir. Consolation.
En rentrant, j'ai un peu continué le boîtier pour la partie commande du four de trempe. Puis j'ai poncé la lame de "l'Abbica" afin d'effacer un peu le marquage. Mon but est de la marquer par gravure électro chimique avant de l'offrir à mon soudeur masqué. "Ding dong". C'est la voisine. Sucre? Non colis receptionné pour moi. Tenace le livreur Exapaq. Brave petit va.
Cuir, 25 m de nylon poissé, teinture écolo, T7Mo et T508. La lumière au bout du tunnel.
Pour finir j'ai
encore dessiné un petit couteau de 160 mm, ce sera le
"Brochant".
29-JAN-2013
Le soir j'ai continué le coffret de commande du four de trempe: découpe pour le radiateur, collage du radiateur, réduction des longueurs de câbles dans le boîtier.
Puis j'ai fait l'electro gravure de "l'Abbica" que je compte offrir jeudi. J'ai d'abord essayé avec un papier glacé uniquement d'un côté mais impossible de transférer le toner. Je suis donc revenu à mon papier de départ et il m'a fallu trois essais avant de réussir. Las, pendant la gravure une partie du masque s'est fait la malle. Le logo n'est plus très beau et la moitié gauche du renard est merdique. Je me demande si je ne devrai essayer de me payer un stencil de pro.
30-JAN-2013
J'ai fait une demande de devis à une société française qui fait, semble t-il, des stencils. Mais j'ai peu d'espoir. Du coup il faut absolument que j'améliore grandement mon process. Les deux points faibles sont actuellement le manque de réussite du transfert et la "porosité" du "masque" (les pros disent "resist"). Comme évoqué déjà plus haut, je vais modifier la panne de mon vieux fer à souder de 60 W datant des années 80. Ceci afin d'apporter localement une chaleur plus intense. La lame est une source "froide" qui m'évacue toutes les calories que j'apporte.
Pour la porosité, il faut essayer d'augmenter l'épaisseur de toner. Quelques recherches et discussions m'amènent à penser que l'épaisseur est fonction du choix de papier qu'on définit pour l'imprimante. J'ai aussi fait des recherches sur le Net. On peut encore régler d'autres paramètres pour saturer les couleurs, notamment celui dit "ICM" qu'il vaut mieux placer à graphique qu'à photo pour saturer la couleur. J'ai aussi poussé à fond le contraste et la netteté. Les premières impressions semblent prometteuses. En sélectionnant un papier de type photo (nom anglais "glossy", glacé?), ma feuille extraite d'un catalogue reste au moins trois fois plus longtemps dans l'imprimante. Des comparaisons faites à la loupe semblent indiquer une plus grande épaisseur de toner et surtout une très bonne répartition avec peu de zones pauvres en toner, surtout dans le milieu du rectangle. J'attaque d'autres essais de gravure dès que le fer à souder est opérationnel.
Plus tard j'ai continué le montage du coffret de commande du four de trempe. Quelques soudures, collage à la colle thermofusible de fils volants, perçage du boîtier pour faire passer les câbles d'alimentation, du thermocouple et du contacteur de porte. C'est presque fini. Alors que j'écris ces lignes je m'aperçois que j'ai complètement oublié d'incorporer un fusible!
J'ai affûté "l'Abbica" du mieux que j'ai pu. Dur de raser les poils. Je ne sais pas pourquoi mais le tranchant semble moins "fin" que sur "l'Alluviaq" aux angles pourtant absolument identiques.
J'ai déjà eu une réponse pour mes stencils! Deux qualités, jusqu'à six logos pour le modèle de basse qualité faisant 60 X 220 [mm], trait minimum 0.2 mm d'épaisseur, 72 heures de délai, moins de 50 EUR. Ça mérite reflexion...
31-JAN-2013
J'ai offert "l'Abbica". Le récipiendaire avait l'air très heureux.
Bilan des livraisons
- arrivée de la commande Brisa
- la commande des US n'est pas encore partie car le vendeur attend un dernier article pour compléter la commande
- pas de nouvelle du backstand d'Italie

Paracorde, outils pour cuir, Damas inox, AEB-L et intercalaire
en fibre verte.
Mon collègue m'a enfin fraisé le manche du Borel II. Il a juste fait "sauter" la matière entre des trous percé par votre serviteur. Comme ça manque sérieusement de photos par ici et que ça plait, je vous en remets une pour vous aider à patienter.

De haut en bas, les patrons
- d'une variante clip point de "l'Alluviaq",
- des "Borel", le "Borel II" et le projet "Borel II" à lame Damas inox fritté et manche soudé,
- du "Brador" (lame de BK-14 et manche d'Izula II le tout fortement modifié) et
- du "Brochant".
A droite le plat de mon Borel II en T7Mo.
29-JAN-2013
Le soir j'ai continué le coffret de commande du four de trempe: découpe pour le radiateur, collage du radiateur, réduction des longueurs de câbles dans le boîtier.
Puis j'ai fait l'electro gravure de "l'Abbica" que je compte offrir jeudi. J'ai d'abord essayé avec un papier glacé uniquement d'un côté mais impossible de transférer le toner. Je suis donc revenu à mon papier de départ et il m'a fallu trois essais avant de réussir. Las, pendant la gravure une partie du masque s'est fait la malle. Le logo n'est plus très beau et la moitié gauche du renard est merdique. Je me demande si je ne devrai essayer de me payer un stencil de pro.
30-JAN-2013
J'ai fait une demande de devis à une société française qui fait, semble t-il, des stencils. Mais j'ai peu d'espoir. Du coup il faut absolument que j'améliore grandement mon process. Les deux points faibles sont actuellement le manque de réussite du transfert et la "porosité" du "masque" (les pros disent "resist"). Comme évoqué déjà plus haut, je vais modifier la panne de mon vieux fer à souder de 60 W datant des années 80. Ceci afin d'apporter localement une chaleur plus intense. La lame est une source "froide" qui m'évacue toutes les calories que j'apporte.
Pour la porosité, il faut essayer d'augmenter l'épaisseur de toner. Quelques recherches et discussions m'amènent à penser que l'épaisseur est fonction du choix de papier qu'on définit pour l'imprimante. J'ai aussi fait des recherches sur le Net. On peut encore régler d'autres paramètres pour saturer les couleurs, notamment celui dit "ICM" qu'il vaut mieux placer à graphique qu'à photo pour saturer la couleur. J'ai aussi poussé à fond le contraste et la netteté. Les premières impressions semblent prometteuses. En sélectionnant un papier de type photo (nom anglais "glossy", glacé?), ma feuille extraite d'un catalogue reste au moins trois fois plus longtemps dans l'imprimante. Des comparaisons faites à la loupe semblent indiquer une plus grande épaisseur de toner et surtout une très bonne répartition avec peu de zones pauvres en toner, surtout dans le milieu du rectangle. J'attaque d'autres essais de gravure dès que le fer à souder est opérationnel.
Plus tard j'ai continué le montage du coffret de commande du four de trempe. Quelques soudures, collage à la colle thermofusible de fils volants, perçage du boîtier pour faire passer les câbles d'alimentation, du thermocouple et du contacteur de porte. C'est presque fini. Alors que j'écris ces lignes je m'aperçois que j'ai complètement oublié d'incorporer un fusible!
J'ai affûté "l'Abbica" du mieux que j'ai pu. Dur de raser les poils. Je ne sais pas pourquoi mais le tranchant semble moins "fin" que sur "l'Alluviaq" aux angles pourtant absolument identiques.
J'ai déjà eu une réponse pour mes stencils! Deux qualités, jusqu'à six logos pour le modèle de basse qualité faisant 60 X 220 [mm], trait minimum 0.2 mm d'épaisseur, 72 heures de délai, moins de 50 EUR. Ça mérite reflexion...
31-JAN-2013
J'ai offert "l'Abbica". Le récipiendaire avait l'air très heureux.
Bilan des livraisons
- arrivée de la commande Brisa
- la commande des US n'est pas encore partie car le vendeur attend un dernier article pour compléter la commande
- pas de nouvelle du backstand d'Italie
Paracorde, outils pour cuir, Damas inox, AEB-L et intercalaire
en fibre verte.
Mon collègue m'a enfin fraisé le manche du Borel II. Il a juste fait "sauter" la matière entre des trous percé par votre serviteur. Comme ça manque sérieusement de photos par ici et que ça plait, je vous en remets une pour vous aider à patienter.
De haut en bas, les patrons
- d'une variante clip point de "l'Alluviaq",
- des "Borel", le "Borel II" et le projet "Borel II" à lame Damas inox fritté et manche soudé,
- du "Brador" (lame de BK-14 et manche d'Izula II le tout fortement modifié) et
- du "Brochant".
A droite le plat de mon Borel II en T7Mo.
01-FEV-2013
J'ai fait la panne en aluminium. Un petit bloc d'alu de 10 mm d'épaisseur récupéré à la poubelle et scié à 15 X 20 [mm]. Un trou borgne de 7 mm de profondeur taraudé à M5. Une tige d'alu de 6 mm filetée et voilà.
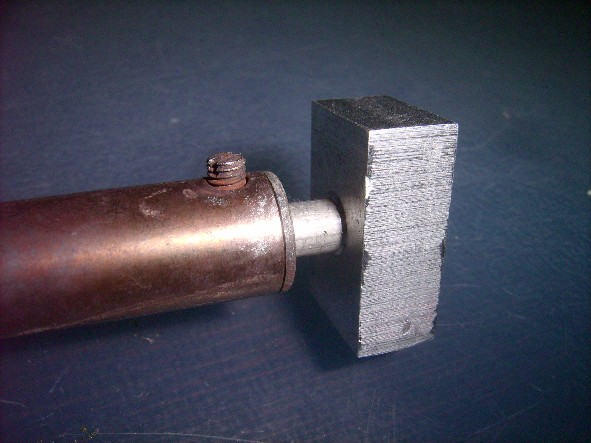
J'ai fait la panne en aluminium. Un petit bloc d'alu de 10 mm d'épaisseur récupéré à la poubelle et scié à 15 X 20 [mm]. Un trou borgne de 7 mm de profondeur taraudé à M5. Une tige d'alu de 6 mm filetée et voilà.
02-FEV-2013:
le jour de gloire est arrivéeeeeuh!
Hé, hé. J'ai découpé un de mes logos avec une couche de toner plus épais. J'ai bien laisser chauffer mon fer à souder modifié. Application pendant 5 secondes sur mon "Youkaytradibushcraft" et...

Et ça tient super bien!
Hé, hé. J'ai découpé un de mes logos avec une couche de toner plus épais. J'ai bien laisser chauffer mon fer à souder modifié. Application pendant 5 secondes sur mon "Youkaytradibushcraft" et...
Et ça tient super bien!
Masquage au vernis
à ongles, séchage, masquage suivant au ruban
adhésif d'électricien. Eau saturée en
sel, 9
V-1100 mA, un seul coton-tige, 3 passages et...

Le métal n'a été creusé que là où il n'y avait pas de masque. Sauf coup de chance (mais vu comme
j'ai galéré avant, ça m'étonnerait), la couche de toner est effectivement plus épaisse et donc plus du
tout poreuse. Le logo est parfait, les colorations noires s'enlèvent par nettoyage.
Le métal n'a été creusé que là où il n'y avait pas de masque. Sauf coup de chance (mais vu comme
j'ai galéré avant, ça m'étonnerait), la couche de toner est effectivement plus épaisse et donc plus du
tout poreuse. Le logo est parfait, les colorations noires s'enlèvent par nettoyage.
03-FEV-2013
J'ai enfin pensé à récupérer (chez mes parents) la pâte thermoconductrice que j'avais achetée pour ma BMW K1. J'en ai mis entre le relais statique et le radiateur de mon boîtier de commande du four de trempe. J'ai ainsi fini le câblage, au fusible près. Tout cela est un peu plus propre à présent.
04-FEV-2013
J'ai croisé par hasard mon collègue de la mini fraiseuse à commande numérique de la maintenance. Il avait un truc pour moi. Je n'y croyais plus: la garde en alu du "Bédard"...

Comme la commande numérique de nos locaux administratifs est un jouet, la broche n'est pas assez
rigide et la précision de la pièce s'en ressent. Il y a un léger jour entre garde et semelle. Mais c'est
toujours mieux que si je l'avais faite à la lime!
J'ai enfin pensé à récupérer (chez mes parents) la pâte thermoconductrice que j'avais achetée pour ma BMW K1. J'en ai mis entre le relais statique et le radiateur de mon boîtier de commande du four de trempe. J'ai ainsi fini le câblage, au fusible près. Tout cela est un peu plus propre à présent.
04-FEV-2013
J'ai croisé par hasard mon collègue de la mini fraiseuse à commande numérique de la maintenance. Il avait un truc pour moi. Je n'y croyais plus: la garde en alu du "Bédard"...
Comme la commande numérique de nos locaux administratifs est un jouet, la broche n'est pas assez
rigide et la précision de la pièce s'en ressent. Il y a un léger jour entre garde et semelle. Mais c'est
toujours mieux que si je l'avais faite à la lime!
Des nouvelles de
San Marin: aujourd'hui et demain c'est fête nationale.
Donc...
Mon back sera expédié mercoledi, pardon mercredi.
J'ai
pris contact avec une société de stencils en
France: je
crois que je vais me payer un stencil à six logos, histoire
d'assurer. C'est moins de 50 EUR.
Depuis le temps que je ne trouve pas de pince longue pour sortir mes lames du four sans me brûler... Je comptais attendre les beaux jours pour espérer trouver une vieille pince de forge dans une brocante. Mais aujourd'hui j'ai découvert le site de Gérard Heutte. Il y montre une variante de pince de forge mécano-soudée. Alors certes pour sortir mes lames, deux simples plats torsadés et assemblés par un boulon suffiraient mais sa pince est plus Rock'n Roll. Je vais essayer de m'en faire une variante sur le même principe. J'ai déjà fait mes emplettes dans la poubelle de l'atelier: un tube de 10 mm scié en deux, un bout de plat de 20X3 [mm] scié en deux et deux petits blocs de 10X10X20 [mm] sciés dans une grosse chute.
05-FEV-2013
Pas grand chose. J'ai trouvé en grande surface de bricolage un tube alu de marque Alfer de 12 mm pour le passage dragonne du Borel. J'ai débité à la scie le morceau de T508 nécessaire pour y tailler le "Brador".
07-FEV-2013
J'ai percé la garde du "Bédard" et la semelle en même temps. J'ai bridé l'ensemble avec une pince étau pendant le perçage.

Pas de mauvaise surprise ou de difficulté majeure.
Depuis le temps que je ne trouve pas de pince longue pour sortir mes lames du four sans me brûler... Je comptais attendre les beaux jours pour espérer trouver une vieille pince de forge dans une brocante. Mais aujourd'hui j'ai découvert le site de Gérard Heutte. Il y montre une variante de pince de forge mécano-soudée. Alors certes pour sortir mes lames, deux simples plats torsadés et assemblés par un boulon suffiraient mais sa pince est plus Rock'n Roll. Je vais essayer de m'en faire une variante sur le même principe. J'ai déjà fait mes emplettes dans la poubelle de l'atelier: un tube de 10 mm scié en deux, un bout de plat de 20X3 [mm] scié en deux et deux petits blocs de 10X10X20 [mm] sciés dans une grosse chute.
05-FEV-2013
Pas grand chose. J'ai trouvé en grande surface de bricolage un tube alu de marque Alfer de 12 mm pour le passage dragonne du Borel. J'ai débité à la scie le morceau de T508 nécessaire pour y tailler le "Brador".
07-FEV-2013
J'ai percé la garde du "Bédard" et la semelle en même temps. J'ai bridé l'ensemble avec une pince étau pendant le perçage.
Pas de mauvaise surprise ou de difficulté majeure.
J'ai aussi
percé et ajouré le manche du "Brador". Le T508
s'usine un
peu mieux que le T7Mo. A cause de la moindre concentration en chrome
sans doute. Pour finir j'ai assemblé la pince selon
Gérard Heutte. Les becs ont demandé un peu
d'ajustement
pour bien saisir un plat de 3 mm d'épaisseur:
parallélisme en X et Y. La finition est assez
grossière
entre les coups de lime et de meuleuse d'angle mais j'ai tout de
même mis des morceaux de gaine thermorétractable
en bout
des leviers. L'axe est un boulon M8 (lisse sous la tête) avec
une
tête CHC de faible hauteur trouvé par hasard et un
écrou "Nylstop" pour faciliter le réglage du jeu.
Evidemment s'il fait très chaud, l'insert nylon de
l'écrou se fera la malle mais laissons venir...

Eh ben elle est grossière mais elle est super en main pour saisir précisément et fermement un plat. Merci Gérard!
Eh ben elle est grossière mais elle est super en main pour saisir précisément et fermement un plat. Merci Gérard!
08-FEV-2013
J'ai percé le dernier trou dans le Brador (j'avais du mal à choisir quoi mettre à l'avant du manche; finalement ce sera un tube de 6 mm) et dégrossi le contour à la scie pour m'économiser de gros retraits de matière lors du façonnage dudit contour. Et puis surtout je tourne comme un lion en cage à attendre mon back qui n'en finit pas d'arriver...
11-FEV-2013: économe, poeles en acier, culottage, patates rôties et réaction de Maillard...
" allez cul sec la Denrée! On est en France...*" Mais qu'est ce que ça vient faire ici tout ça!?
Aujourd'hui j'ai congé. Oh c'est pas d'ma faute mais celle de Carnaval en Allemandie. Traditionnellement ma boîte est fermée pour cette occasion. Bon ben on va pas se plaindre. Il neige à gros flocons et je suis plus ou moins coincé à la maison.
[Flashback; il y a deux semaines] Je sors une poele histoire de me faire un bon vieux steak des familles. La poele en aluminium recouverte de polytetrafluoréthylène (en gros c'est une Tefal de chez Ikea je crois) fait la tronche... "Tiens faudra que j'en rachète une" pensais-je et je me revois encore en train d'acheter celle-là même. Je regarde le PTFE qui part en sucette en me disant qu'avec tout ça mon estomac est bien gibolinisé sans doute. Le fond a perdu sa belle planéité initiale.
Je surfe sur le site de Tefal. Une invention française Môssieu, contraction de Téflon et aluminium. Un ingé dans les années 50 a trouvé le moyen de faire adhérer le produit de chez Dupont à de l'alu en l'attaquant au préalable avec de l'acide. S'en suit la déferlante qu'on sait. Mais bon s'il faut en changer tous les ans et demi ou deux, on ne vient que d'ajouter une pierre supplémentaire à notre société de consommation façon "Kleenex"...
Et de surfer encore... On trouve encore des poeles à l'ancienne, tout en fer, carbone, acier, fonte, bien lourdes comme celles de feue ma Grand-mère allemande Hedwige dite "Edwig' ". Petit je n'arrivais même pas à en porter une par le manche tant l'effet de levier était important. Bien que persuadé que l'aluminium était meilleur (à cause de son excellente conductibilité thermique), les bons ne jurent que par ces poeles. Sans doute que la conductibilité moindre du fer (quoique très bonne sans atteindre celle de l'alu ou du cuivre) conjuguée à sa chaleur massique (quantité d'énergie à apporter à l'unité de masse pour faire augmenter sa température d'un Kelvin) et sa masse volumique en font un meilleur compromis: une fois qu'elle est chaude, la (plus) grande quantité de chaleur de la poele permet de saisir uniformément mon steak (réaction de Maillard) sans que la poele repasse en dessous des 140°C.
Il est aussi dit que ces poeles en acier deviennent anti adhérentes avec l'usage. Elles ne passent pas au lave-vaisselle, mais en fait on ne les nettoie pas vraiment non plus. On les essuie, on les huile, parfois un coup de gros sel en guise d'abrasif et on les range. Mais ça m'a l'air très bien tout ça! En plus il parait qu'un steak ou une omelette c'est divin là-dedans! Bon du côté de la féminité ça va se plaindre du poids proche de celui d'un âne mort mais bon... Vous savez quoi? Je vais m'en prendre 2..3 comme on achète des beaux et bons outils. Je ferai bombance quand l'envie m'en prendra, avec le chrono en main, 45 secondes par face à au moins 140°C, on réserve et on y retourne avec la viande froide pendant 2 minutes par face à feu moyen. salé, poivré, mélange pour grillades, je m'y vois déjà...
[Retour] Et bien ce sera aujourd'hui! J'ai acheté 4 poeles en acier de 3 mm d'épaisseur (au rayon âne mort donc!) de 20, 24, 26 et 28 cm de diamètre de la marque De Buyer. En plus c'est fait dans les Vosges, en Lorraine! Quasi un jeu à domicile quoi! En les sortant de leur magnifique papier kraft digne du quincailler d'antan avec un petit autocollant bleu blanc rouge made in France, on sent qu'on en a pour son argent. Le colis a été explosé (et réparé) par les bons soins de la Poste conjugués à un emballage médiocre. Mais mes petits panzers vosgiens n'ont rien.
Bon avant de se taper un steak, faut culotter. Quid? Préparer la poele avant la première utilisation
- enlever la cire d'abeille protectrice (eau très chaude, feu+essuie-tout, etc)
- y faire bouillir des épluchures de pommes de terre recouvertes d'eau pendant 15 minutes
- jeter le tout, essuyer et faire chauffer au fond de l'huile pendant 5 minutes
- on balance, on essuie et c'est parti
Ah mince des épluchures... Bon ben alors ce sera pommes de terre rôties avec le steak! Vive la Lorraine. Garage: 1 kg de Charlotte (ou des Bintje selon arrivage) et une cocotte en fonte. Je sors l'économe. Un truc chinois sans doute vieux de deux ans, tout plastique avec une lame bidirectionnelle amovible. Pas facile à ré-affûter mais après tant d'obstacles, on ne va pas baisser les armes si près du but (je suppose que c'est pas fait pour: on jette et on en achète un autre; mais pour faire honneur à ma grand-mère précédemment citée qui a connu les deux guerres, ce sera hors de question). C'est parti
- épluchage
- culottage
- lubrif'
- nettoyage séchage des patates, débit en petit morceaux (notez qu'en vrai selon la recette c'est plutôt des disques, mais moi je les préfère au format d'un quart de frite)
- je saisis les steaks 2 x 45 secondes à feu vif et je réserve sur une assiette
- je cuis mes pommes de terres 20 à 25 minutes (poivre, ciboulette, persil, perso champignons et ail, gros sel à la fin)
- je reprends les steaks 2 X 2 minutes à feu moyen
Avec une bonne petite viande de qualité, des pommes de terre nouvelles, mon petit gaz et mes nouvelles poeles: c'est que du bonheur!!! Nan sans déconner on a tout de même de la chance parfois d'être Français! [hymne national, clairon, tambour, tapis rouge, Garde Républicaine à cheval*, etc] . Un petit camembert là dessus et on peut mourir tranquille, serein*.
Avec toute cette neige, pas de back italien, fallait bien s'occuper.
* dans l'ordre des images devant venir à votre esprit: Louis de Funès in La Soupe aux Choux, Les Aventures de Rabbi Jacob et Le gendarme à New-York (scène où Galabru fait une viande qui, selon lui, ne serait pas de la tige de botte "j'demande à voir mon Adjudant... Et à goûter[...]"
Me suis aussi amusé à essayer de faire une video, histoire de voir.
Mes mains ont la parole. Elles vont te raconter l'histoire de...
Pour les nostalgiques d'Antenne 2 dans les années 80...
J'ai percé le dernier trou dans le Brador (j'avais du mal à choisir quoi mettre à l'avant du manche; finalement ce sera un tube de 6 mm) et dégrossi le contour à la scie pour m'économiser de gros retraits de matière lors du façonnage dudit contour. Et puis surtout je tourne comme un lion en cage à attendre mon back qui n'en finit pas d'arriver...
11-FEV-2013: économe, poeles en acier, culottage, patates rôties et réaction de Maillard...
" allez cul sec la Denrée! On est en France...*" Mais qu'est ce que ça vient faire ici tout ça!?
Aujourd'hui j'ai congé. Oh c'est pas d'ma faute mais celle de Carnaval en Allemandie. Traditionnellement ma boîte est fermée pour cette occasion. Bon ben on va pas se plaindre. Il neige à gros flocons et je suis plus ou moins coincé à la maison.
[Flashback; il y a deux semaines] Je sors une poele histoire de me faire un bon vieux steak des familles. La poele en aluminium recouverte de polytetrafluoréthylène (en gros c'est une Tefal de chez Ikea je crois) fait la tronche... "Tiens faudra que j'en rachète une" pensais-je et je me revois encore en train d'acheter celle-là même. Je regarde le PTFE qui part en sucette en me disant qu'avec tout ça mon estomac est bien gibolinisé sans doute. Le fond a perdu sa belle planéité initiale.
Je surfe sur le site de Tefal. Une invention française Môssieu, contraction de Téflon et aluminium. Un ingé dans les années 50 a trouvé le moyen de faire adhérer le produit de chez Dupont à de l'alu en l'attaquant au préalable avec de l'acide. S'en suit la déferlante qu'on sait. Mais bon s'il faut en changer tous les ans et demi ou deux, on ne vient que d'ajouter une pierre supplémentaire à notre société de consommation façon "Kleenex"...
Et de surfer encore... On trouve encore des poeles à l'ancienne, tout en fer, carbone, acier, fonte, bien lourdes comme celles de feue ma Grand-mère allemande Hedwige dite "Edwig' ". Petit je n'arrivais même pas à en porter une par le manche tant l'effet de levier était important. Bien que persuadé que l'aluminium était meilleur (à cause de son excellente conductibilité thermique), les bons ne jurent que par ces poeles. Sans doute que la conductibilité moindre du fer (quoique très bonne sans atteindre celle de l'alu ou du cuivre) conjuguée à sa chaleur massique (quantité d'énergie à apporter à l'unité de masse pour faire augmenter sa température d'un Kelvin) et sa masse volumique en font un meilleur compromis: une fois qu'elle est chaude, la (plus) grande quantité de chaleur de la poele permet de saisir uniformément mon steak (réaction de Maillard) sans que la poele repasse en dessous des 140°C.
Il est aussi dit que ces poeles en acier deviennent anti adhérentes avec l'usage. Elles ne passent pas au lave-vaisselle, mais en fait on ne les nettoie pas vraiment non plus. On les essuie, on les huile, parfois un coup de gros sel en guise d'abrasif et on les range. Mais ça m'a l'air très bien tout ça! En plus il parait qu'un steak ou une omelette c'est divin là-dedans! Bon du côté de la féminité ça va se plaindre du poids proche de celui d'un âne mort mais bon... Vous savez quoi? Je vais m'en prendre 2..3 comme on achète des beaux et bons outils. Je ferai bombance quand l'envie m'en prendra, avec le chrono en main, 45 secondes par face à au moins 140°C, on réserve et on y retourne avec la viande froide pendant 2 minutes par face à feu moyen. salé, poivré, mélange pour grillades, je m'y vois déjà...
[Retour] Et bien ce sera aujourd'hui! J'ai acheté 4 poeles en acier de 3 mm d'épaisseur (au rayon âne mort donc!) de 20, 24, 26 et 28 cm de diamètre de la marque De Buyer. En plus c'est fait dans les Vosges, en Lorraine! Quasi un jeu à domicile quoi! En les sortant de leur magnifique papier kraft digne du quincailler d'antan avec un petit autocollant bleu blanc rouge made in France, on sent qu'on en a pour son argent. Le colis a été explosé (et réparé) par les bons soins de la Poste conjugués à un emballage médiocre. Mais mes petits panzers vosgiens n'ont rien.
Bon avant de se taper un steak, faut culotter. Quid? Préparer la poele avant la première utilisation
- enlever la cire d'abeille protectrice (eau très chaude, feu+essuie-tout, etc)
- y faire bouillir des épluchures de pommes de terre recouvertes d'eau pendant 15 minutes
- jeter le tout, essuyer et faire chauffer au fond de l'huile pendant 5 minutes
- on balance, on essuie et c'est parti
Ah mince des épluchures... Bon ben alors ce sera pommes de terre rôties avec le steak! Vive la Lorraine. Garage: 1 kg de Charlotte (ou des Bintje selon arrivage) et une cocotte en fonte. Je sors l'économe. Un truc chinois sans doute vieux de deux ans, tout plastique avec une lame bidirectionnelle amovible. Pas facile à ré-affûter mais après tant d'obstacles, on ne va pas baisser les armes si près du but (je suppose que c'est pas fait pour: on jette et on en achète un autre; mais pour faire honneur à ma grand-mère précédemment citée qui a connu les deux guerres, ce sera hors de question). C'est parti
- épluchage
- culottage
- lubrif'
- nettoyage séchage des patates, débit en petit morceaux (notez qu'en vrai selon la recette c'est plutôt des disques, mais moi je les préfère au format d'un quart de frite)
- je saisis les steaks 2 x 45 secondes à feu vif et je réserve sur une assiette
- je cuis mes pommes de terres 20 à 25 minutes (poivre, ciboulette, persil, perso champignons et ail, gros sel à la fin)
- je reprends les steaks 2 X 2 minutes à feu moyen
Avec une bonne petite viande de qualité, des pommes de terre nouvelles, mon petit gaz et mes nouvelles poeles: c'est que du bonheur!!! Nan sans déconner on a tout de même de la chance parfois d'être Français! [hymne national, clairon, tambour, tapis rouge, Garde Républicaine à cheval*, etc] . Un petit camembert là dessus et on peut mourir tranquille, serein*.
Avec toute cette neige, pas de back italien, fallait bien s'occuper.
* dans l'ordre des images devant venir à votre esprit: Louis de Funès in La Soupe aux Choux, Les Aventures de Rabbi Jacob et Le gendarme à New-York (scène où Galabru fait une viande qui, selon lui, ne serait pas de la tige de botte "j'demande à voir mon Adjudant... Et à goûter[...]"
Me suis aussi amusé à essayer de faire une video, histoire de voir.
Mes mains ont la parole. Elles vont te raconter l'histoire de...
Pour les nostalgiques d'Antenne 2 dans les années 80...
12-FEV-2013
Je suis maudit... Je me languis de pouvoir enfin tailler les émoutures de mes "Borel" et "Brador" et toujours pas le moindre back à l'horizon. Le fabricant m'a envoyé un mail d'excuse aujourd'hui: l'expéditeur a des soucis administratifs qui conjugués avec le mauvais temps font que Bibi n'a toujours rien à se mettre sous les bandes abrasives. Peut plus que s'agir de siècles...
Pour ne pas mourir d'inactivité, j'ai découpé un brut de plaquettes pour le "Brador" dans mon carrelet de poirier.
J'éteins le PC. Le téléphone sonne. Ma mère: "ta machine est arrivée". Ouais bon ben je vais passer une bonne nuit moi. Il est tard j'irai la chercher demain.
13-FEV-2013
On peut dire ici que j'ai à faire à des gens sérieux. La caisse en bois contenant le back est impressionnante. Clouée de partout avec bande supplémentaire, ça respire la qualité. Par quel hasard la bécane est arrivée chez moi via un transporteur allemand reste un mystère mais on ne va pas se plaindre. J'ouvre. Ben c'est drôle aucun matériax pour le calage? Tu penses! Tout a été visser sur la palettte servant de base à la caisse. Et hop 15 minutes de plus pour tout sortir. Ça se mérite un back de pro! Mon père: "mais qu'est-ce que tu vas faire avec ça? Ça coûte combien?". Ma mère "hein?! Pour faire couteaux?! Pourquoi faire?". Même à 41 ans, pas facile d'être l'enfant de ses parents... A partir du moment où un hobby ou une passion sont trop éloignés de leurs conceptions diverses, difficile de trouver grace à leur yeux. Et encore je n'ai pas dit chanteur ou sculpteur. Ça m'a fait un peu mal sur le coup, je l'avoue. Mais ce n'est pas grave. Je ferai de beaux couteaux.
Je transbahute le tout dans le coffre de l'Octavia et je rapatrie at home. Et comme un bonheur n'arrive jamais seul: au courrier du jour, il y avait ma commande de bandes abrasives en provenance des States. Bon ben "y a pu ka" faire des couteaux.
14-FEV-2013
Je vous fais un peu l'article du back. La majeure partie a une peinture epoxy. Seuls les bras supports des accessoires (qui sont "pleins" et lourds à crever) sont zingués (ou un truc dans ce goût là). Le capot possède une prise pour l'aspiration. Le moteur ventilé est italien et fait bien les 2 CV annoncés. Il prend 2800 tr/min et grace au variateur Toshiba dont il est équipé va d'environ -2800 à -100 puis de 100 à 2800 tr/min (inversion du sens de rotation). A pleine vitesse avec les 100 mm de diamètre du cylindre sur l'arbre moteur, cela nous fait une vitesse linéaire de coupe de 880 m/min! (Ça me semble énorme; à se demander si c'est bien réaliste). La tension se fait par un petit vérin pneumatique de type "Stabilus" (coffre de voiture). La roue supérieure permet le réglage de la position de la bande. La table verticale possède une sorte de revêtement qui barbouille les doigts. On dirait du graphite. Sans doute pour limiter les frictions et l'échauffement lorsque qu'on pousse fort contre elle. Bien pensé ce truc. Tous les roulements sont des SKF siglés X.2RS ce qui signifie qu'ils sont étanches. A fond l'ensemble est plutôt silencieux. Je n'ai pas encore assimilé le panneau de commande du variateur. Le câble électrique pourrait faire un ou deux mètres de plus mais on ne va pas pinailler.
Alors évidemment le capot (pour l'obtention de la norme CE sans doute) oblige à des temps de changements plus longs mais je me sens bien plus en sécurité ainsi. Je ne vous raconte pas les frayeurs lorsque la petite bande de mon combiné poussif de 250 W lachait. Imaginez une bande de 50 X 1800 mm lancée à 615 m/min en direction de votre binette!
A ce propos j'ai préféré opter pour la version standard utilisant des bandes de 1800 mm (soit 72") plutôt que 2000. La bande de 2000 mm se trouve en France ou en Allemagne mais le choix n'est pas gigantesque. Par contre le "standard" américain 2" X 72" offre un très vaste panel de matériaux et de qualités abrasifs. L'avenir dira si c'était un bon choix stratégique. Le back en version 2000 mm est une option gratuite.
16-FEV-2013
S'il n'y avait pas eu l'Octavia à inspecter, j'aurai pu jouer beaucoup plus avec mon nouveau jouet. J'ai façonné les contours des "Borel" et "Brador" et tailleé l'émouture du premier. Le "Borel" pèse 41 g à présent. Je dois encore un peu creuser le dégagement pour l'affûtage et faire les stries d'appui du pouce. Le tranchant fait environ 0.8 mm partout et pour une fois, j'ai réussi à ne pas encore affiner la pointe. Sans doute les bénéfices de la bande plus large, l'émouture est très régulière sur toute la longueur de la lame. Par contre, elle est très légèrement convexe. Peut-être l'usure du revêtement granuleux (anti-friction?) de la table verticale (voir plus bas)? Je compte descendre le tranchant à 0,4..0,5 mm après traitement thermique pour améliorer la coupe.
A l'évidence les temps d'usinage sont sacrément réduits. Par contre les bandes semblent toutes ne pas suivre le même schéma. Celles de 36 et 100 que j'ai utilisées aujourd'hui oscillent un peu de gauche à droite. Les 240 et 400 ne bougent pas. Ce que je mettais d'abord sur le compte de la qualité du guidage semble plutôt provenir des bandes elles-mêmes.
J'ai aussi l'impression que vue la puissance de la bête, des bandes de 60 et 120 pourraient suffire au lieu des 40 et 100 dont l'expérience m'est venue avec mon petit combiné poussif. La bande de 36 provoque très peu d'échauffement. A partir de 100 par contre, ça fume. Le revêtement granuleux de la table verticale s'est bien aplani après cette première utilisation.
J'avais connecté mon aspirateur au capot et mis un seau d'eau à la verticale de la table horizontale. J'ai l'impression que l'aspirateur ne sert à rien, sauf bien sûr à pomper 2000 W et casser les oreilles. En montant la table horizontale à la verticale pour finir un contour (bande dans le sens longitudinal de la lame), le raccord de la bande de 240 et 400 fait sauter la lame et provoque de petites marques disgracieuses. A noter que j'ai tourné à 2800 tr/min tout le temps. Peut-être que le saut est moins important à basse vitesse. Pour finir le galet de 25 mm est encore un peu trop grand pour mes encoches. 20 mm ce serait mieux mais ça ira ainsi. Le couteau ira ainsi aussi à des mains plus grosses.
Il faut encore que je trouve une installation du back
- assez souple pour pouvoir être rangée (le back occupe tout mon établi car il faut prévoir la place derrière pour l'ouverture du capot)
- procurant un éclairage suffisant
- avec des zones de rangements des accessoires, pratiques et accessibles
Je songe à une sorte de petite table sur roulettes avec des étagères en dessous, une lampe type architecte, des prises électriques centralisées...
17-FEV-2013
J'ai façonné l'émouture du "Brador". J'ai pris soin d'user une autre portion du revêtement de la table, pourtant l'émouture est encore plus convexe que celle du "Borel". En soi une émouture convexe est un meilleur compromis que la plate mais le problème c'est que mes calculs d'angle sont dans le sac. Vue ma façon de tenir la lame (tranchant vers le haut; contre la bande qui descend) je me retrouve avec un tranchant de 1,2 à 1.4 mm au lieu des 0,8 visés. Va falloir que je rattrape cela.

On distingue bien les deux zones de travail où le revêtement s'est fait la malle.
J'ai aussi fait les stries d'appui du pouce sur les deux lames et fini le contour du "Brador". Ce dernier est arrivé à 69 g. Cette fois je suis descendu à 1400 tr/min. Les sauts dûs au raccord de la bande étaient moins violents mais le contour est encore plus accidenté que pour le "Borel". Encore du boulot à finir à la main. Bon on va tacher de tremper les "Bédard", "Borel" et "Brador" cette semaine.
18-FEV-2013
J'ai écrit au fabricant du back car au début de nos contacts, il m'avait proposé l'aide d'un ami coutellier vivant en France. Armé de son e-mail, je l'ai contacté à son tour pour lui poser 2..3 questions. Notamment pour le revêtement de la table verticale. Il a très vite répondu. Il s'agit bien de graphite destiné à réduire la friction. Il faut périodiquement le changer et en effet, il s'entame si on lui pousse fort sur la tronche. Lui m'a dit l'avoir complètement retirer. Je crois que c'est aussi ce que je vais faire. On va garder les émoutures convexes pour le niveau expert.
19-FEV-2013
J'ai mis en papillotte inox les "Bédard", "Borel" et "Brador" en vue du traitement thermique proche.
21-FEV-2013
D'abord le four marche toujours et avec le boîtier de commande regroupant relais, contrôleur et radiateur, c'est beaucoup plus pratique. La pince fonctionne également merveilleusement bien. Mes gants de soudeur fument toujours à l'ouverture du four, mais cette fois je les mouille juste avant.
J'ai austénisé les "Borel", "Bédard" et "Brador" a respectivement 1100, 1100 et 1020°C. Toutes les autres données seront également dans cet ordre. Pendant 6.5, 7 et 16 minutes. A chaque ouverture la température chute d'environ 35°C et à la clôture, il faut environ 3 minutes pour remonter à la température de consigne. Chaque lame a été trempée sous deux plaques d'aluminium mais pour cette campagne, seulement 1 minute puis plongée dans un seau d'eau très froide et vigoureusement agitée. Ça n'a fait "pschitt" qu'avec les deux dernières (pas assez de masse/matière pour la première déjà trop vite refroidie?). Ce n'est qu'après que j'ai ouvert la papillotte. Puis chaque lame est immédiatement allée en chambre climatique à -70°C, en rejoignant l'éventuelle précédente.
De cette façon, la première y a passé 1h15, la seconde 1h00 et la dernière 0h25. Ensuite j'ai mis tout ce monde à 190°C pendant 35 min. Puis court refroidissement à l'air et nouveau passage en chambre à -70°C pour 14 min 30 s. Puis court réchauffement à l'air et nouveau passage à 190°C pendant 37 min. Puis court refroidissement à l'air et nouveau passage en chambre à -70°C pour 18 min 20 s. Puis court réchauffement à l'air et dernier passage à 190°C pendant 31 min 40 s. Puis court refroidissement à l'air et dernier passage en chambre à -70°C pour 12 min. Pour finir, réchauffement à l'air. Ouf!

Pas vraiment de dommage en surface, juste de menues colorations.
24-FEV-2013
J'ai la motivation dans les chaussettes. Grosse neige dehors, pas envie de sortir la voiture, pas envie de travailler dans le garage proche de 0°C. Pourtant j'ai envie de faire des couteaux mais je suis une loque, que voulez-vous.
J'ai débité les tubes et autres tiges alu pour les trois couteaux. Mais chaque chose en son temps. Une fois les perçages des plaquettes effectués, les travaux seront au point mort tant que je n'aurai pas fini les lames
- émouture finale
- polissage
- gravure
Si le temps reste ainsi c'est pas demain la veille que je vais sortir le back... J'ai voulu tailler un logement pour la pierre chinoise dans ma barre en bois. Rabot trop large, ciseau pas assez... J'ai demandé à mon frère de passage de me rapatrier mes autres ciseaux. Celui de largeur 16 mm a un profil de scie. J'ai donc à nouveau testé la pierre chinoise. Elle marche plutôt bien. Elle est beaucoup plus tendre que ma pierre Norton. J'utilise beaucoup d'eau. Il a fallu enlevé beaucoup de métal, mais la grande taille, la position du tronc par rapport à la pierre, la bonne hauteur au dessus de mon evier permettent un grand rendement. Un petit coup de cuir après la face au grain plus fin et le ciseau "mord" à merveille.
25-FEV-2013
Aujourd'hui j'ai percé les plaquettes des "Borel" et "Brador". Puis j'ai collé l'intercalaire contre la garde du "Bédard".
02-MAR-2013
J'ai bricolé toute l'après-midi. J'ai dégrossi les plaquettes des "Borel" et "Brador" et fini l'avant des 3 paires de plaquettes en souffrance. J'ai essayé d'amincir la lame du "Brador" avec plus ou moins de bonheur. Le tranchant que je voulais déscendre à 0.4 mm est plutôt aux alentours de 0.25. Il y aussi de grosses stries encore visibles dans l'émouture mais tant pis. J'ai fini la lame et la partie juste derrière le ricasso. J'ai transféré le logo pour la gravure, gravé et pour finir, j'ai collé les plaquettes. Je tacherai de faire mieux avec l'émouture du "Borel".
03-MAR-2013
J'ai bricolé une partie de l'après-midi. J'ai aminci la lame du "Borel" avec plus de réussite qu'hier pour celle du "Brador". Le tranchant est aux alentours de 0,35..0,40 mm. Il reste encore des stries dans l'émouture mais moins qu'hier aussi. J'ai fini la lame et la partie juste derrière le ricasso. J'ai transféré le logo pour la gravure, gravé et pour finir, j'ai collé les plaquettes.
05-MAR-2013
J'ai façonné les contours des manches des "Borel" et "Brador"
- sciage des tubes et rivets (et j'ai réussi à me scier -partiellement- l'index gauche, suis super content!)
- mise à l'épaisseur des plaquettes en poirier du "Brador"
- façonnage des contours à P100, 240 et 400 (quel confort le back!)
- chanfreins sur les contours (pas assez je crois; ça risque de prendre trop de temps à la main au papier de verre; je remettrai une passe demain sans doute)
06-MAR-2013
J'ai passé la matinée à poursuivre les travaux sur les manches des "Borel" et "Brador". Encore un peu de back mais surtout de l'huile de coude et de fines bandes d'abrasifs pour faire les congés des manches. Le "Borel" est terminé. Je lui ai mis un tranchant à 15..17°. Le poirier du "Brador" a révélé une tapure (un manque de matière; je ne sais pas si on dit ainsi en menuiserie, j'ai pompé dans le vocabulaire du fondeur) juste devant le tube avant. J'ai donc fini autant que possible le manche et j'ai bouché le trou à l'époxy.
07-MAR-2013
J'ai fini le manche du "Brador": ponçage du surplus d'époxy servant à boucher un vilain trou, finition au disque à polir et 6 couches d'huile CCL. Dans la rubrique j'emmagasine de l'expérience, il est à noter qu'un disque à polir enduit de pâte 40 microns destiné à lustrer le bois arrive à enlever de petits morceaux de poirier. Ne pas appuyer trop fort. Quant au "Borel" je lui ai fait un petit étui en Kydex. J'ai toujours autant de mal avec le Kydex. Pour arriver à un résultat un tant soit peu valable, il me faut d'abord le plier, percer des trous, mettre les oeillets puis chauffer encore afin d'y introduire la lame. Ensuite je fais encore des retouches locales suivi d'un façonnage final.
Le "Borel II" va remplacer "l'Alluviaq" comme EDC. Bien que très pratique, maniable et bien en main, il me gêne quand je ne m'en sers pas c'est-à-dire 99.9% du temps, lorsqu'il est dans ma poche arrière. Au bilan de mes compétences d'amateur, il me reste toujours trop de rayures ici et là. Il faut que je passe plus de temps en amont à les enlever, avec les abrasifs "gros grains". Je n'arrive pas encore à "voir" et "sentir" combien je dois poncer au départ.

57g seul, 68 g avec l'étui, longueur totale 165, lame 69 mm, émouture plate, dos de 3 mm, tranchant avec demi-angle au sommet de 15..17°, épaisseur
derrière le tranchant, environ 0.4 mm, manche en G10 et fibre intercalaire noire. Plein de défauts ici et là, mais disons que c'est aussi un prototype.
Je suis maudit... Je me languis de pouvoir enfin tailler les émoutures de mes "Borel" et "Brador" et toujours pas le moindre back à l'horizon. Le fabricant m'a envoyé un mail d'excuse aujourd'hui: l'expéditeur a des soucis administratifs qui conjugués avec le mauvais temps font que Bibi n'a toujours rien à se mettre sous les bandes abrasives. Peut plus que s'agir de siècles...
Pour ne pas mourir d'inactivité, j'ai découpé un brut de plaquettes pour le "Brador" dans mon carrelet de poirier.
J'éteins le PC. Le téléphone sonne. Ma mère: "ta machine est arrivée". Ouais bon ben je vais passer une bonne nuit moi. Il est tard j'irai la chercher demain.
13-FEV-2013
On peut dire ici que j'ai à faire à des gens sérieux. La caisse en bois contenant le back est impressionnante. Clouée de partout avec bande supplémentaire, ça respire la qualité. Par quel hasard la bécane est arrivée chez moi via un transporteur allemand reste un mystère mais on ne va pas se plaindre. J'ouvre. Ben c'est drôle aucun matériax pour le calage? Tu penses! Tout a été visser sur la palettte servant de base à la caisse. Et hop 15 minutes de plus pour tout sortir. Ça se mérite un back de pro! Mon père: "mais qu'est-ce que tu vas faire avec ça? Ça coûte combien?". Ma mère "hein?! Pour faire couteaux?! Pourquoi faire?". Même à 41 ans, pas facile d'être l'enfant de ses parents... A partir du moment où un hobby ou une passion sont trop éloignés de leurs conceptions diverses, difficile de trouver grace à leur yeux. Et encore je n'ai pas dit chanteur ou sculpteur. Ça m'a fait un peu mal sur le coup, je l'avoue. Mais ce n'est pas grave. Je ferai de beaux couteaux.

Je transbahute le tout dans le coffre de l'Octavia et je rapatrie at home. Et comme un bonheur n'arrive jamais seul: au courrier du jour, il y avait ma commande de bandes abrasives en provenance des States. Bon ben "y a pu ka" faire des couteaux.
14-FEV-2013
Je vous fais un peu l'article du back. La majeure partie a une peinture epoxy. Seuls les bras supports des accessoires (qui sont "pleins" et lourds à crever) sont zingués (ou un truc dans ce goût là). Le capot possède une prise pour l'aspiration. Le moteur ventilé est italien et fait bien les 2 CV annoncés. Il prend 2800 tr/min et grace au variateur Toshiba dont il est équipé va d'environ -2800 à -100 puis de 100 à 2800 tr/min (inversion du sens de rotation). A pleine vitesse avec les 100 mm de diamètre du cylindre sur l'arbre moteur, cela nous fait une vitesse linéaire de coupe de 880 m/min! (Ça me semble énorme; à se demander si c'est bien réaliste). La tension se fait par un petit vérin pneumatique de type "Stabilus" (coffre de voiture). La roue supérieure permet le réglage de la position de la bande. La table verticale possède une sorte de revêtement qui barbouille les doigts. On dirait du graphite. Sans doute pour limiter les frictions et l'échauffement lorsque qu'on pousse fort contre elle. Bien pensé ce truc. Tous les roulements sont des SKF siglés X.2RS ce qui signifie qu'ils sont étanches. A fond l'ensemble est plutôt silencieux. Je n'ai pas encore assimilé le panneau de commande du variateur. Le câble électrique pourrait faire un ou deux mètres de plus mais on ne va pas pinailler.
Alors évidemment le capot (pour l'obtention de la norme CE sans doute) oblige à des temps de changements plus longs mais je me sens bien plus en sécurité ainsi. Je ne vous raconte pas les frayeurs lorsque la petite bande de mon combiné poussif de 250 W lachait. Imaginez une bande de 50 X 1800 mm lancée à 615 m/min en direction de votre binette!
A ce propos j'ai préféré opter pour la version standard utilisant des bandes de 1800 mm (soit 72") plutôt que 2000. La bande de 2000 mm se trouve en France ou en Allemagne mais le choix n'est pas gigantesque. Par contre le "standard" américain 2" X 72" offre un très vaste panel de matériaux et de qualités abrasifs. L'avenir dira si c'était un bon choix stratégique. Le back en version 2000 mm est une option gratuite.
16-FEV-2013
S'il n'y avait pas eu l'Octavia à inspecter, j'aurai pu jouer beaucoup plus avec mon nouveau jouet. J'ai façonné les contours des "Borel" et "Brador" et tailleé l'émouture du premier. Le "Borel" pèse 41 g à présent. Je dois encore un peu creuser le dégagement pour l'affûtage et faire les stries d'appui du pouce. Le tranchant fait environ 0.8 mm partout et pour une fois, j'ai réussi à ne pas encore affiner la pointe. Sans doute les bénéfices de la bande plus large, l'émouture est très régulière sur toute la longueur de la lame. Par contre, elle est très légèrement convexe. Peut-être l'usure du revêtement granuleux (anti-friction?) de la table verticale (voir plus bas)? Je compte descendre le tranchant à 0,4..0,5 mm après traitement thermique pour améliorer la coupe.
A l'évidence les temps d'usinage sont sacrément réduits. Par contre les bandes semblent toutes ne pas suivre le même schéma. Celles de 36 et 100 que j'ai utilisées aujourd'hui oscillent un peu de gauche à droite. Les 240 et 400 ne bougent pas. Ce que je mettais d'abord sur le compte de la qualité du guidage semble plutôt provenir des bandes elles-mêmes.
J'ai aussi l'impression que vue la puissance de la bête, des bandes de 60 et 120 pourraient suffire au lieu des 40 et 100 dont l'expérience m'est venue avec mon petit combiné poussif. La bande de 36 provoque très peu d'échauffement. A partir de 100 par contre, ça fume. Le revêtement granuleux de la table verticale s'est bien aplani après cette première utilisation.
J'avais connecté mon aspirateur au capot et mis un seau d'eau à la verticale de la table horizontale. J'ai l'impression que l'aspirateur ne sert à rien, sauf bien sûr à pomper 2000 W et casser les oreilles. En montant la table horizontale à la verticale pour finir un contour (bande dans le sens longitudinal de la lame), le raccord de la bande de 240 et 400 fait sauter la lame et provoque de petites marques disgracieuses. A noter que j'ai tourné à 2800 tr/min tout le temps. Peut-être que le saut est moins important à basse vitesse. Pour finir le galet de 25 mm est encore un peu trop grand pour mes encoches. 20 mm ce serait mieux mais ça ira ainsi. Le couteau ira ainsi aussi à des mains plus grosses.
Il faut encore que je trouve une installation du back
- assez souple pour pouvoir être rangée (le back occupe tout mon établi car il faut prévoir la place derrière pour l'ouverture du capot)
- procurant un éclairage suffisant
- avec des zones de rangements des accessoires, pratiques et accessibles
Je songe à une sorte de petite table sur roulettes avec des étagères en dessous, une lampe type architecte, des prises électriques centralisées...
17-FEV-2013
J'ai façonné l'émouture du "Brador". J'ai pris soin d'user une autre portion du revêtement de la table, pourtant l'émouture est encore plus convexe que celle du "Borel". En soi une émouture convexe est un meilleur compromis que la plate mais le problème c'est que mes calculs d'angle sont dans le sac. Vue ma façon de tenir la lame (tranchant vers le haut; contre la bande qui descend) je me retrouve avec un tranchant de 1,2 à 1.4 mm au lieu des 0,8 visés. Va falloir que je rattrape cela.
On distingue bien les deux zones de travail où le revêtement s'est fait la malle.
J'ai aussi fait les stries d'appui du pouce sur les deux lames et fini le contour du "Brador". Ce dernier est arrivé à 69 g. Cette fois je suis descendu à 1400 tr/min. Les sauts dûs au raccord de la bande étaient moins violents mais le contour est encore plus accidenté que pour le "Borel". Encore du boulot à finir à la main. Bon on va tacher de tremper les "Bédard", "Borel" et "Brador" cette semaine.
18-FEV-2013
J'ai écrit au fabricant du back car au début de nos contacts, il m'avait proposé l'aide d'un ami coutellier vivant en France. Armé de son e-mail, je l'ai contacté à son tour pour lui poser 2..3 questions. Notamment pour le revêtement de la table verticale. Il a très vite répondu. Il s'agit bien de graphite destiné à réduire la friction. Il faut périodiquement le changer et en effet, il s'entame si on lui pousse fort sur la tronche. Lui m'a dit l'avoir complètement retirer. Je crois que c'est aussi ce que je vais faire. On va garder les émoutures convexes pour le niveau expert.
19-FEV-2013
J'ai mis en papillotte inox les "Bédard", "Borel" et "Brador" en vue du traitement thermique proche.
21-FEV-2013
D'abord le four marche toujours et avec le boîtier de commande regroupant relais, contrôleur et radiateur, c'est beaucoup plus pratique. La pince fonctionne également merveilleusement bien. Mes gants de soudeur fument toujours à l'ouverture du four, mais cette fois je les mouille juste avant.
J'ai austénisé les "Borel", "Bédard" et "Brador" a respectivement 1100, 1100 et 1020°C. Toutes les autres données seront également dans cet ordre. Pendant 6.5, 7 et 16 minutes. A chaque ouverture la température chute d'environ 35°C et à la clôture, il faut environ 3 minutes pour remonter à la température de consigne. Chaque lame a été trempée sous deux plaques d'aluminium mais pour cette campagne, seulement 1 minute puis plongée dans un seau d'eau très froide et vigoureusement agitée. Ça n'a fait "pschitt" qu'avec les deux dernières (pas assez de masse/matière pour la première déjà trop vite refroidie?). Ce n'est qu'après que j'ai ouvert la papillotte. Puis chaque lame est immédiatement allée en chambre climatique à -70°C, en rejoignant l'éventuelle précédente.
De cette façon, la première y a passé 1h15, la seconde 1h00 et la dernière 0h25. Ensuite j'ai mis tout ce monde à 190°C pendant 35 min. Puis court refroidissement à l'air et nouveau passage en chambre à -70°C pour 14 min 30 s. Puis court réchauffement à l'air et nouveau passage à 190°C pendant 37 min. Puis court refroidissement à l'air et nouveau passage en chambre à -70°C pour 18 min 20 s. Puis court réchauffement à l'air et dernier passage à 190°C pendant 31 min 40 s. Puis court refroidissement à l'air et dernier passage en chambre à -70°C pour 12 min. Pour finir, réchauffement à l'air. Ouf!
Pas vraiment de dommage en surface, juste de menues colorations.
23-FEV-2013
En matinée j'ai découpé les plaquettes et les intercalaires des 3 couteaux. J'ai essayé ma nouvelle colle époxy de chez BSI (USA) dite "30 min slow cure" c-à-d prise progressive en 30 minutes. Hormis l'excellente (mais chère) Araldite/Sader qui prend en 1h40, la BSI est ce qu'il y de mieux sur le marché dans cette gamme prix/qualité. Après 6 plaquettes et 20 minutes, on sent bien qu'on n'a pas tout le temps du monde comme avec l'Araldite mais il faudrait être pénible pour trouver à y redire.
Pour tout mes travaux à plat (ponçage, collage) j'utilise une porte de ma cuisine IKEA que j'avais remplacé par 3 tiroirs. A examiner les plaquettes après séchage, j'ai parfois l'impression que ce n'est pas encore assez plat/plan. A moins que cela ne soit au desserrage que les plaquettes se courbent un peu (réaction avec la colle, prise d'humidité, dilatation différentielle...)
A la recherche d'un petit meuble pour déplacer mon back (je songe à une desserte de cuisine IKEA avec deux roulettes, à modifier/rigidifier), je suis aussi allé voir les établis étau pliant type "Workmate" dans des grandes surfaces de bricolage. Le peu que j'ai pu approcher (tous en hauteurs dans les rayons; faut surtout pas qu'on puisse les juger/jauger de trop près...) ne me semble pas assez rigide. Pour en voir un il faudrait l'acheter, le déballer sur le parking et le ramener le cas échéant. Au cours de mon parcours, j'ai acquis chez Brico Depot une pierre à affûter chinoise à 1.90 EUR.
Je me suis dit que j'allais l'essayer sur mon "Abbica". En effet je voudrai affiner l'épaisseur du tranchant. 0.8 mm me semblent trop épais après reflexion pour obtenir d'excellentes performances de coupe. Du coup, j'ai voulu "casser" l'arête entre l'angle primaire et secondaire de "l'Abbica". J'ai trempé la pierre dans l'eau (pas la moindre notice ou indication chiffrée) et j'ai attaqué. La pierre fait son boulot, pas de doute. Pour le prix c'est même très bien je dirais, surtout pour des outils de jardins, des lames de tondeuse etc où le tranchant n'a besoin d'être rasoir. Sa grande taille est très pratique, face à mes petits modèles moitié moins grand de Norton ou de Belgique. Par contre, je ne ressens guère de différence entre les deux types de grains. Au toucher il me semble que le gris clair est le plus fin style 350..400 mais le gris foncé a l'air très proche, façon 220..240.

En haut une vieille pierre naturelle des Pyrenées datant des années 80, retrouvée il y a peu, achetée
à la quincaillerie du village par votre serviteur.. A côté un étui en métal qui appartenait à mon grand-
père maternel. Je suppose qu'il le remplissait d'eau avant de le mettre à la ceinture lorsqu'il partait
couper l'herbe de son champ à flan de colline avec sa faux.
Au milieu la pierre biface chinoise 205 X 54 X 26 [mm], un peu grossière mais efficace.
En bas les plaquettes préparées: micarta lin blanc sur intercalaire en fibre rouge, G10 orange et poirier
sur fibres noires.
En matinée j'ai découpé les plaquettes et les intercalaires des 3 couteaux. J'ai essayé ma nouvelle colle époxy de chez BSI (USA) dite "30 min slow cure" c-à-d prise progressive en 30 minutes. Hormis l'excellente (mais chère) Araldite/Sader qui prend en 1h40, la BSI est ce qu'il y de mieux sur le marché dans cette gamme prix/qualité. Après 6 plaquettes et 20 minutes, on sent bien qu'on n'a pas tout le temps du monde comme avec l'Araldite mais il faudrait être pénible pour trouver à y redire.
Pour tout mes travaux à plat (ponçage, collage) j'utilise une porte de ma cuisine IKEA que j'avais remplacé par 3 tiroirs. A examiner les plaquettes après séchage, j'ai parfois l'impression que ce n'est pas encore assez plat/plan. A moins que cela ne soit au desserrage que les plaquettes se courbent un peu (réaction avec la colle, prise d'humidité, dilatation différentielle...)
A la recherche d'un petit meuble pour déplacer mon back (je songe à une desserte de cuisine IKEA avec deux roulettes, à modifier/rigidifier), je suis aussi allé voir les établis étau pliant type "Workmate" dans des grandes surfaces de bricolage. Le peu que j'ai pu approcher (tous en hauteurs dans les rayons; faut surtout pas qu'on puisse les juger/jauger de trop près...) ne me semble pas assez rigide. Pour en voir un il faudrait l'acheter, le déballer sur le parking et le ramener le cas échéant. Au cours de mon parcours, j'ai acquis chez Brico Depot une pierre à affûter chinoise à 1.90 EUR.
Je me suis dit que j'allais l'essayer sur mon "Abbica". En effet je voudrai affiner l'épaisseur du tranchant. 0.8 mm me semblent trop épais après reflexion pour obtenir d'excellentes performances de coupe. Du coup, j'ai voulu "casser" l'arête entre l'angle primaire et secondaire de "l'Abbica". J'ai trempé la pierre dans l'eau (pas la moindre notice ou indication chiffrée) et j'ai attaqué. La pierre fait son boulot, pas de doute. Pour le prix c'est même très bien je dirais, surtout pour des outils de jardins, des lames de tondeuse etc où le tranchant n'a besoin d'être rasoir. Sa grande taille est très pratique, face à mes petits modèles moitié moins grand de Norton ou de Belgique. Par contre, je ne ressens guère de différence entre les deux types de grains. Au toucher il me semble que le gris clair est le plus fin style 350..400 mais le gris foncé a l'air très proche, façon 220..240.
En haut une vieille pierre naturelle des Pyrenées datant des années 80, retrouvée il y a peu, achetée
à la quincaillerie du village par votre serviteur.. A côté un étui en métal qui appartenait à mon grand-
père maternel. Je suppose qu'il le remplissait d'eau avant de le mettre à la ceinture lorsqu'il partait
couper l'herbe de son champ à flan de colline avec sa faux.
Au milieu la pierre biface chinoise 205 X 54 X 26 [mm], un peu grossière mais efficace.
En bas les plaquettes préparées: micarta lin blanc sur intercalaire en fibre rouge, G10 orange et poirier
sur fibres noires.
24-FEV-2013
J'ai la motivation dans les chaussettes. Grosse neige dehors, pas envie de sortir la voiture, pas envie de travailler dans le garage proche de 0°C. Pourtant j'ai envie de faire des couteaux mais je suis une loque, que voulez-vous.
J'ai débité les tubes et autres tiges alu pour les trois couteaux. Mais chaque chose en son temps. Une fois les perçages des plaquettes effectués, les travaux seront au point mort tant que je n'aurai pas fini les lames
- émouture finale
- polissage
- gravure
Si le temps reste ainsi c'est pas demain la veille que je vais sortir le back... J'ai voulu tailler un logement pour la pierre chinoise dans ma barre en bois. Rabot trop large, ciseau pas assez... J'ai demandé à mon frère de passage de me rapatrier mes autres ciseaux. Celui de largeur 16 mm a un profil de scie. J'ai donc à nouveau testé la pierre chinoise. Elle marche plutôt bien. Elle est beaucoup plus tendre que ma pierre Norton. J'utilise beaucoup d'eau. Il a fallu enlevé beaucoup de métal, mais la grande taille, la position du tronc par rapport à la pierre, la bonne hauteur au dessus de mon evier permettent un grand rendement. Un petit coup de cuir après la face au grain plus fin et le ciseau "mord" à merveille.
25-FEV-2013
Aujourd'hui j'ai percé les plaquettes des "Borel" et "Brador". Puis j'ai collé l'intercalaire contre la garde du "Bédard".
02-MAR-2013
J'ai bricolé toute l'après-midi. J'ai dégrossi les plaquettes des "Borel" et "Brador" et fini l'avant des 3 paires de plaquettes en souffrance. J'ai essayé d'amincir la lame du "Brador" avec plus ou moins de bonheur. Le tranchant que je voulais déscendre à 0.4 mm est plutôt aux alentours de 0.25. Il y aussi de grosses stries encore visibles dans l'émouture mais tant pis. J'ai fini la lame et la partie juste derrière le ricasso. J'ai transféré le logo pour la gravure, gravé et pour finir, j'ai collé les plaquettes. Je tacherai de faire mieux avec l'émouture du "Borel".
03-MAR-2013
J'ai bricolé une partie de l'après-midi. J'ai aminci la lame du "Borel" avec plus de réussite qu'hier pour celle du "Brador". Le tranchant est aux alentours de 0,35..0,40 mm. Il reste encore des stries dans l'émouture mais moins qu'hier aussi. J'ai fini la lame et la partie juste derrière le ricasso. J'ai transféré le logo pour la gravure, gravé et pour finir, j'ai collé les plaquettes.
05-MAR-2013
J'ai façonné les contours des manches des "Borel" et "Brador"
- sciage des tubes et rivets (et j'ai réussi à me scier -partiellement- l'index gauche, suis super content!)
- mise à l'épaisseur des plaquettes en poirier du "Brador"
- façonnage des contours à P100, 240 et 400 (quel confort le back!)
- chanfreins sur les contours (pas assez je crois; ça risque de prendre trop de temps à la main au papier de verre; je remettrai une passe demain sans doute)
06-MAR-2013
J'ai passé la matinée à poursuivre les travaux sur les manches des "Borel" et "Brador". Encore un peu de back mais surtout de l'huile de coude et de fines bandes d'abrasifs pour faire les congés des manches. Le "Borel" est terminé. Je lui ai mis un tranchant à 15..17°. Le poirier du "Brador" a révélé une tapure (un manque de matière; je ne sais pas si on dit ainsi en menuiserie, j'ai pompé dans le vocabulaire du fondeur) juste devant le tube avant. J'ai donc fini autant que possible le manche et j'ai bouché le trou à l'époxy.
07-MAR-2013
J'ai fini le manche du "Brador": ponçage du surplus d'époxy servant à boucher un vilain trou, finition au disque à polir et 6 couches d'huile CCL. Dans la rubrique j'emmagasine de l'expérience, il est à noter qu'un disque à polir enduit de pâte 40 microns destiné à lustrer le bois arrive à enlever de petits morceaux de poirier. Ne pas appuyer trop fort. Quant au "Borel" je lui ai fait un petit étui en Kydex. J'ai toujours autant de mal avec le Kydex. Pour arriver à un résultat un tant soit peu valable, il me faut d'abord le plier, percer des trous, mettre les oeillets puis chauffer encore afin d'y introduire la lame. Ensuite je fais encore des retouches locales suivi d'un façonnage final.
Le "Borel II" va remplacer "l'Alluviaq" comme EDC. Bien que très pratique, maniable et bien en main, il me gêne quand je ne m'en sers pas c'est-à-dire 99.9% du temps, lorsqu'il est dans ma poche arrière. Au bilan de mes compétences d'amateur, il me reste toujours trop de rayures ici et là. Il faut que je passe plus de temps en amont à les enlever, avec les abrasifs "gros grains". Je n'arrive pas encore à "voir" et "sentir" combien je dois poncer au départ.
57g seul, 68 g avec l'étui, longueur totale 165, lame 69 mm, émouture plate, dos de 3 mm, tranchant avec demi-angle au sommet de 15..17°, épaisseur
derrière le tranchant, environ 0.4 mm, manche en G10 et fibre intercalaire noire. Plein de défauts ici et là, mais disons que c'est aussi un prototype.
08-MAR-2013
Entre mes pics de température et mes phases de délire grippaux, j'ai péniblement fait l'étui en cuir du "Brador": du vrai cuir tanné végétal, du vrai fil de nylon poissé, deux outils adéquats (la rainette et la roulette à marquer les points). Faut encore le finir et le teindre.
J'ai déjà utilisé le "Borel II" et je dois dire qu'il m'a l'air plus pratique que "l'Abbica" dans le fond de ma poche, pour ma petite vie de tous les jours. Je songe à produire 2..3 exemplaires (plus réussi j'espère) afin de les vendre. On va voir. Manche en olivier ou jean micarta maison, un exemplaire avec lame en Damas inox... Il y a plein de possibilités.
09-MAR-2013
J'ai teint en marron foncé l'éui en cuir du "Brador". J'ai aussi dû remplir un petit interstice entre plaquette et ricasso avec de l'époxy. Je suppose que le bois a travaillé à cet endroit.

79 g seul, 104 g avec l'étui, longueur totale 187, lame 79 mm, émouture plate, dos de 3 mm, tranchant avec demi-angle au sommet de 17°, épaisseur
derrière le tranchant, environ 0.3 mm, manche en poirier et fibre intercalaire noire. Plein de défauts ici et là dont de grosses rayures, mais disons que
c'est aussi un prototype. Pour bien faire et éviter l'ennui, il faut que je fasse les couteaux l'un après l'autre et pas en parallèle.
Entre mes pics de température et mes phases de délire grippaux, j'ai péniblement fait l'étui en cuir du "Brador": du vrai cuir tanné végétal, du vrai fil de nylon poissé, deux outils adéquats (la rainette et la roulette à marquer les points). Faut encore le finir et le teindre.
J'ai déjà utilisé le "Borel II" et je dois dire qu'il m'a l'air plus pratique que "l'Abbica" dans le fond de ma poche, pour ma petite vie de tous les jours. Je songe à produire 2..3 exemplaires (plus réussi j'espère) afin de les vendre. On va voir. Manche en olivier ou jean micarta maison, un exemplaire avec lame en Damas inox... Il y a plein de possibilités.
09-MAR-2013
J'ai teint en marron foncé l'éui en cuir du "Brador". J'ai aussi dû remplir un petit interstice entre plaquette et ricasso avec de l'époxy. Je suppose que le bois a travaillé à cet endroit.
79 g seul, 104 g avec l'étui, longueur totale 187, lame 79 mm, émouture plate, dos de 3 mm, tranchant avec demi-angle au sommet de 17°, épaisseur
derrière le tranchant, environ 0.3 mm, manche en poirier et fibre intercalaire noire. Plein de défauts ici et là dont de grosses rayures, mais disons que
c'est aussi un prototype. Pour bien faire et éviter l'ennui, il faut que je fasse les couteaux l'un après l'autre et pas en parallèle.
14-MAR-2013
Silence radio car j'étais malade. Aujourd'hui je me suis dit que côté mesure de performances des pièces réalisées, je suis à la traine. Pas la moindre mesure de dureté. Pour la tenue de coupe et la facilité d'affûtage, à force de porter quelques unes de mes créations, j'ai une vague idée.
Alors en attendant mieux j'ai tenté de marquer mes diverses lames avec la pointe de mon Izula II (56-57 HRc), de mon Enzo Trapper (60-61 HRc selon Brisa) et de mon Lauri PT77 (63 HRc). Je me disais que ça situerait peut-être un peu la chose. Même avec la pointe du Lauri PT je n'arrive à marquer que mon premier couteau, le "Izoumodi4" trempé avec ma lampe à souder et le "Brocante" sur base de lime de maréchal ferrant trouvée aux puces dont l'affûtage m'avait révélé un manque flagrant de carbone sans doute. La pointe glisse sur toutes les autres réalisations en XC75, D2, T7Mo et T508. Pareil avec de nombreux couteaux du commerce, y compris les plus "mous" en réputation comme le Mora Clipper.
Bref à moins de vouloir détecter les produits merdeux, cet essai comparatif ne semble pas assez viable pour conclure quoi que ce soit quand à la dureté obtenue par mes traitements thermiques.
15-MAR-2013
Avec des chutes de profilés (carré de 40, plat de 40 et 30) trouvés dans la poubelle de l'atelier de maintenance de la boîte, j'ai préparé un support de couteau afin de pouvoir travailler le manche par simple rotation du support. C'est inspiré de photos de catalogues de supports identiques vendus dans le commerce. Les pièces détachées sont prêtes, je vais tacher de l'assembler avant la fin de la semaine prochaine.

16-MAR-2013
Aujourd'hui je suis passé, comme souvent, à la dechetterie pour éliminer mes déchets. Je jette souvent un oeil à la benne à bois. J'aimerai me trouver un billot pour ma petite enclume. Mais comment espérer que quelqu'un balance un tel truc au rebut? Alors j'ai décidé aujourd'hui d'en faire un à partir de morceaux de bois de récupération. Sorte de billot reconstitué. J'ai commencé avec des morceaux de bois datant de la construction de la maison. Je les ai débité à la scie circulaire et j'en ai collé la moitié. Avant la nuit, je collerai la seconde partie, n'ayant pas assez de serre-joints. Je tacherai d'aplanir chaque "étage" avant assemblage. Pour l'instant j'en suis à 8 étages de 4.5 cm soit une hauteur de 36 cm. Je lui ai donné une forme légèrement conique selon un axe horizontal. Avec une hauteur de 19 cm, il faudrait encore le double pour ramener la table de l'enclume à environ 80 cm du sol. Mais peut-être est-ce un peu trop haut pour une enclume? Sur les photos, le forgeron est toujours un peu incliné...
J'ai trouvé ça sur le Net: "Bonjour à tous. Voici comment régler la hauteur de votre étau pour soigner vos bijoux d'outils (avec mordaches évidemment...).
-----Le dessus des mors doit se trouver juste sous votre coude lorsque votre poing est placé sous votre menton ( avant bras vertical,position debout)
Et si vous voulez mettre en place votre enclume chérie en position fonctionnelle.
-----La table se trouve à hauteur des poignets du forgeron en station debout, les bras tombants." Chez moi, ça fait 84 cm en pantoufles...

Premier montage à blanc. Le bois provient de poutres/bastaings de
9 X 4.5 [cm] de section de je ne sais quel produit datant de la construction
de la maison. Il faut encore aplanir les faces, les coller et les visser.
Silence radio car j'étais malade. Aujourd'hui je me suis dit que côté mesure de performances des pièces réalisées, je suis à la traine. Pas la moindre mesure de dureté. Pour la tenue de coupe et la facilité d'affûtage, à force de porter quelques unes de mes créations, j'ai une vague idée.
Alors en attendant mieux j'ai tenté de marquer mes diverses lames avec la pointe de mon Izula II (56-57 HRc), de mon Enzo Trapper (60-61 HRc selon Brisa) et de mon Lauri PT77 (63 HRc). Je me disais que ça situerait peut-être un peu la chose. Même avec la pointe du Lauri PT je n'arrive à marquer que mon premier couteau, le "Izoumodi4" trempé avec ma lampe à souder et le "Brocante" sur base de lime de maréchal ferrant trouvée aux puces dont l'affûtage m'avait révélé un manque flagrant de carbone sans doute. La pointe glisse sur toutes les autres réalisations en XC75, D2, T7Mo et T508. Pareil avec de nombreux couteaux du commerce, y compris les plus "mous" en réputation comme le Mora Clipper.
Bref à moins de vouloir détecter les produits merdeux, cet essai comparatif ne semble pas assez viable pour conclure quoi que ce soit quand à la dureté obtenue par mes traitements thermiques.
15-MAR-2013
Avec des chutes de profilés (carré de 40, plat de 40 et 30) trouvés dans la poubelle de l'atelier de maintenance de la boîte, j'ai préparé un support de couteau afin de pouvoir travailler le manche par simple rotation du support. C'est inspiré de photos de catalogues de supports identiques vendus dans le commerce. Les pièces détachées sont prêtes, je vais tacher de l'assembler avant la fin de la semaine prochaine.
Hormis
la visserie, tout vient de la
poubelle.
16-MAR-2013
Aujourd'hui je suis passé, comme souvent, à la dechetterie pour éliminer mes déchets. Je jette souvent un oeil à la benne à bois. J'aimerai me trouver un billot pour ma petite enclume. Mais comment espérer que quelqu'un balance un tel truc au rebut? Alors j'ai décidé aujourd'hui d'en faire un à partir de morceaux de bois de récupération. Sorte de billot reconstitué. J'ai commencé avec des morceaux de bois datant de la construction de la maison. Je les ai débité à la scie circulaire et j'en ai collé la moitié. Avant la nuit, je collerai la seconde partie, n'ayant pas assez de serre-joints. Je tacherai d'aplanir chaque "étage" avant assemblage. Pour l'instant j'en suis à 8 étages de 4.5 cm soit une hauteur de 36 cm. Je lui ai donné une forme légèrement conique selon un axe horizontal. Avec une hauteur de 19 cm, il faudrait encore le double pour ramener la table de l'enclume à environ 80 cm du sol. Mais peut-être est-ce un peu trop haut pour une enclume? Sur les photos, le forgeron est toujours un peu incliné...
J'ai trouvé ça sur le Net: "Bonjour à tous. Voici comment régler la hauteur de votre étau pour soigner vos bijoux d'outils (avec mordaches évidemment...).
-----Le dessus des mors doit se trouver juste sous votre coude lorsque votre poing est placé sous votre menton ( avant bras vertical,position debout)
Et si vous voulez mettre en place votre enclume chérie en position fonctionnelle.
-----La table se trouve à hauteur des poignets du forgeron en station debout, les bras tombants." Chez moi, ça fait 84 cm en pantoufles...
Premier montage à blanc. Le bois provient de poutres/bastaings de
9 X 4.5 [cm] de section de je ne sais quel produit datant de la construction
de la maison. Il faut encore aplanir les faces, les coller et les visser.
19-MAR-2013
Avec la ponceuse à bande, j'ai grossièrement aplani les interfaces des différents étages du billot. Que de poussière! La construction est bien plus stable mais c'est loin d'être parfait. Il faudrait un gigantesque lapidaire ou un truc dans c'goût là. Je suppose qu'aucun bois de récupération n'est jamais très droit, plan et bien d'équerre. Je compte aussi sur les vis et le collage supplémentaire pour me donner plus de rigidité et de stabilité.
20-MAR-2013
Ce soir j'ai découpé 4 bruts dans une barre de T7Mo. Je compte en faire le "Brochant", deux nouveaux "Borel II" et un nouvel "Alluviaq" dans l'espoir de réussir à les vendre. Va falloir que je sois patient et que je travaille bien afin d'être fier de mon travail et qu'il soit digne d'être vendu. On va voir...
21-MAR-2013
J'ai percé les trous dans les bruts des "Brochant", "Borel II" et autre "Alluviaq". Quant à mon support, je comptais souder de petites tiges métalliques aux têtes hexagonales des vis (pour pouvoir serrer fort à la main, sans outil), mais vue leur proximité, ces tiges seraient très courtes. J'ai donc pris des vis à têtes cylindriques hexacaves (dites CHC) que j'ai percé de part en part afin d'y glisser une petite tige plus longue, capable de coulisser à la façon de la barre d'un étau.
22-MAR-2013
Assemblage par soudure du support et quelques coups de scie pour dégrossir mes bruts.

Le support après soudure et sablage. La lame est prise entre deux morceaux de bois et une plaque d'acier recevant la pression des vis.
Les tiges de manipulation (encore récupérées dans la poubelle) des vis ont été évasées contre l'enclume car l'inox dont elles sont faites
est très mou. A l'heure où j'écris, le support a reçu une petite couche de peinture en bombe (qui trainait dans le garage) et sèche tranquillement.
Au premier plan, mes 4 derniers bruts après perçage et découpage grossier.
Avec la ponceuse à bande, j'ai grossièrement aplani les interfaces des différents étages du billot. Que de poussière! La construction est bien plus stable mais c'est loin d'être parfait. Il faudrait un gigantesque lapidaire ou un truc dans c'goût là. Je suppose qu'aucun bois de récupération n'est jamais très droit, plan et bien d'équerre. Je compte aussi sur les vis et le collage supplémentaire pour me donner plus de rigidité et de stabilité.
20-MAR-2013
Ce soir j'ai découpé 4 bruts dans une barre de T7Mo. Je compte en faire le "Brochant", deux nouveaux "Borel II" et un nouvel "Alluviaq" dans l'espoir de réussir à les vendre. Va falloir que je sois patient et que je travaille bien afin d'être fier de mon travail et qu'il soit digne d'être vendu. On va voir...
21-MAR-2013
J'ai percé les trous dans les bruts des "Brochant", "Borel II" et autre "Alluviaq". Quant à mon support, je comptais souder de petites tiges métalliques aux têtes hexagonales des vis (pour pouvoir serrer fort à la main, sans outil), mais vue leur proximité, ces tiges seraient très courtes. J'ai donc pris des vis à têtes cylindriques hexacaves (dites CHC) que j'ai percé de part en part afin d'y glisser une petite tige plus longue, capable de coulisser à la façon de la barre d'un étau.
22-MAR-2013
Assemblage par soudure du support et quelques coups de scie pour dégrossir mes bruts.
Le support après soudure et sablage. La lame est prise entre deux morceaux de bois et une plaque d'acier recevant la pression des vis.
Les tiges de manipulation (encore récupérées dans la poubelle) des vis ont été évasées contre l'enclume car l'inox dont elles sont faites
est très mou. A l'heure où j'écris, le support a reçu une petite couche de peinture en bombe (qui trainait dans le garage) et sèche tranquillement.
Au premier plan, mes 4 derniers bruts après perçage et découpage grossier.
27-MAR-2013
Bon je n'ai rien fait du tout ces temps-ci par manque d'envie: pas envie de bosser dans le garage sans lumière naturelle et par -2 à 2°C. Il est grand temps que ce satané. Du coup j'ai dessiné quelques variantes de couteaux existants parmi mes réalisations.
02-AVR-2013
Bon ça glande par ici! Vu que ça piétine du côté de la mesure de dureté, je songe à un autre moyen de mesurer cette donnée, au moins relativement. Faire mon propre test de type Rockwell C. Idée
- je me procure une petite presse mécanique
- par calcul et autre truchement je m'arrange pour exercer environ 100 N sur la lame (le Fo de l'essai Rockwell)
- je place mon comparateur sur l'arbre de la presse et le règle à zéro
- j'ajoute environ 500 N
- je regarde de combien descend le pénétrateur (à définir également: un fôret?)
- et après je compare à des valeurs mesurées sur mes lames du commerce pour savoir où je me situe.
Il y a quelques jours j'avais fait des recherches sur le X46Cr13 (puisqu'on en trouve chez Eurotechni) et je suis tombé sur des fils de discussions interessants d'un forum allemand. Surtout on y parle d'un livre, sorte de référence façon Verhoeven. Je l'ai commandé et il est arrivé aujourd'hui au courrier. Roman Landes : "Messerklingen und Stahl"
03-AVR-2013
J'ai dévoré le bouquin, j'en suis à la moitié. Je savais à 80% ce que raconte l'auteur, suite à mes nombreuses recherches et lectures mais Landes a le mérite d'avoir organiser tout cela dans ma tête. Peut-être y serai-je arrivé tout seul après un long processus de maturation et d'intégration, mais ici j'ai vraisemblablement gagné du temps.
06-AVR-2013
Bon je l'avoue ça glande. J'ai fait quoi? Rien, absolument rien. D'autres pensées, d'autres travaux, pas envie, le manque de lumière, de soleil sans doute (qui ne veut pas faire trouve des excuses, qui veut faire trouve des solutions). Pourtant j'ai envie de faire plein de couteaux de formes et d'aciers différents. Pas assez envie peut-être? J'ai aussi de soudaines envie de forge pour recycler en couteaux d'autres vieux objets, bons pour la poubelle.
De passage chez mes parents avec ma fille, j'ai retrouvé de vieux marteaux. Vous ai-je déjà raconté que petit (mais alors tout petit, vers 4 ans) je voulais toujours des marteaux? Avais-je vu mon grand-père bricoler ou d'autres artisans faire des travaux chez mes parents? Mon père que je voyais peu de par son activité de boulanger vivant la nuit me "pourrissait" de cadeaux. Pourrir en 1975, aujourd'hui en 2013 il serait sans doute sous la moyenne du nombre moyen de jouets chinois que possède chaque enfant français. Bref, rentrant de ses tournées de petits villages alentours plus tôt le mardi, il m'emenenait souvent sur ses épaules à la quincaillerie Etter de mon village et m'achetait... Des marteaux. Notez qu'il a encore cette faiblesse avec ma fille de 9 ans, récemment elle lui a fait acheter de la tisane ventre plat au supermarché et une crème à la con en pharmacie!
Bref j'ai retrouvé 3 vieux marteaux:

A gauche un Peugeot Frères de 25 mm de large et 300 g datant de mon enfance.
A droite deux specimens de 800 g de mon grand-père, récupérés à la vente de la maison de ma
grand-mère. L'un d'eux porte l'inscriprion DIN1042. il s'agit de marteaux de mécanos classiques,
de type allemand. Le type français a une autre forme. Celui du haut a déjà été "rénové" pour essai
et comparaison avant/après.
Bon je n'ai rien fait du tout ces temps-ci par manque d'envie: pas envie de bosser dans le garage sans lumière naturelle et par -2 à 2°C. Il est grand temps que ce satané. Du coup j'ai dessiné quelques variantes de couteaux existants parmi mes réalisations.
02-AVR-2013
Bon ça glande par ici! Vu que ça piétine du côté de la mesure de dureté, je songe à un autre moyen de mesurer cette donnée, au moins relativement. Faire mon propre test de type Rockwell C. Idée
- je me procure une petite presse mécanique
- par calcul et autre truchement je m'arrange pour exercer environ 100 N sur la lame (le Fo de l'essai Rockwell)
- je place mon comparateur sur l'arbre de la presse et le règle à zéro
- j'ajoute environ 500 N
- je regarde de combien descend le pénétrateur (à définir également: un fôret?)
- et après je compare à des valeurs mesurées sur mes lames du commerce pour savoir où je me situe.
Il y a quelques jours j'avais fait des recherches sur le X46Cr13 (puisqu'on en trouve chez Eurotechni) et je suis tombé sur des fils de discussions interessants d'un forum allemand. Surtout on y parle d'un livre, sorte de référence façon Verhoeven. Je l'ai commandé et il est arrivé aujourd'hui au courrier. Roman Landes : "Messerklingen und Stahl"
03-AVR-2013
J'ai dévoré le bouquin, j'en suis à la moitié. Je savais à 80% ce que raconte l'auteur, suite à mes nombreuses recherches et lectures mais Landes a le mérite d'avoir organiser tout cela dans ma tête. Peut-être y serai-je arrivé tout seul après un long processus de maturation et d'intégration, mais ici j'ai vraisemblablement gagné du temps.
06-AVR-2013
Bon je l'avoue ça glande. J'ai fait quoi? Rien, absolument rien. D'autres pensées, d'autres travaux, pas envie, le manque de lumière, de soleil sans doute (qui ne veut pas faire trouve des excuses, qui veut faire trouve des solutions). Pourtant j'ai envie de faire plein de couteaux de formes et d'aciers différents. Pas assez envie peut-être? J'ai aussi de soudaines envie de forge pour recycler en couteaux d'autres vieux objets, bons pour la poubelle.
De passage chez mes parents avec ma fille, j'ai retrouvé de vieux marteaux. Vous ai-je déjà raconté que petit (mais alors tout petit, vers 4 ans) je voulais toujours des marteaux? Avais-je vu mon grand-père bricoler ou d'autres artisans faire des travaux chez mes parents? Mon père que je voyais peu de par son activité de boulanger vivant la nuit me "pourrissait" de cadeaux. Pourrir en 1975, aujourd'hui en 2013 il serait sans doute sous la moyenne du nombre moyen de jouets chinois que possède chaque enfant français. Bref, rentrant de ses tournées de petits villages alentours plus tôt le mardi, il m'emenenait souvent sur ses épaules à la quincaillerie Etter de mon village et m'achetait... Des marteaux. Notez qu'il a encore cette faiblesse avec ma fille de 9 ans, récemment elle lui a fait acheter de la tisane ventre plat au supermarché et une crème à la con en pharmacie!
Bref j'ai retrouvé 3 vieux marteaux:
A gauche un Peugeot Frères de 25 mm de large et 300 g datant de mon enfance.
A droite deux specimens de 800 g de mon grand-père, récupérés à la vente de la maison de ma
grand-mère. L'un d'eux porte l'inscriprion DIN1042. il s'agit de marteaux de mécanos classiques,
de type allemand. Le type français a une autre forme. Celui du haut a déjà été "rénové" pour essai
et comparaison avant/après.
La DIN1042 stipule que le marteau est forgé, souvent en C45
-XC45-, durci devant et derrière. J'ai embarqué
le plus
gros sans manche pour tenter de le sabler au boulot.
11-AVR-2013
Sablage mon cul. Le marteau est ressorti aussi noir qu'il était entré dans la petite cabine. Mon vieux collègue allemand de l'atelier (un chaudronnier/serrurier ou approchant) me dit qu'il "rajeunit" ses marteaux avec la meuleuse d'angle équipée d'un disque à lamelles et m'invite à essayer. La sableuse ne marche pas sur un bon marteau, bien trop dur et tenace. J'essaie. Le disque ne fait presque pas d'étincelles et "mord" très peu l'acier. Bon c'est mieux mais impossible de ravoir un beau métal bien brillant.
15-AVR-2013
Au tour des deux autres, J'ai viré le manche au bois pourri. Le second de 800 g est encore plus dur que le premier à ravoir. Que dire du Peugeot? Ce n'est guère mieux. Ou est-ce le disque à lamelles qui est rincé?
19-AVR-2013
Avec mes marteaux en main, je suis allé acheter de nouveaux manches et des coins. Hormis la longueur, les manches pour marteaux de 500 et 800 g sont identiques (pour la taille du trou dans le marteau). Comme les manches "800g" me semblent bien trop longs, j'ai pris des "500 g". Le manche de type "300g" avait l'air parfait. En rentrant, entre les 3 marteaux, j'ai passé 1 bonne heure à ajuster au mieux les manches. Première couche de lasure (rab de la construction de la maison, les manches étant bruts).
11-AVR-2013
Sablage mon cul. Le marteau est ressorti aussi noir qu'il était entré dans la petite cabine. Mon vieux collègue allemand de l'atelier (un chaudronnier/serrurier ou approchant) me dit qu'il "rajeunit" ses marteaux avec la meuleuse d'angle équipée d'un disque à lamelles et m'invite à essayer. La sableuse ne marche pas sur un bon marteau, bien trop dur et tenace. J'essaie. Le disque ne fait presque pas d'étincelles et "mord" très peu l'acier. Bon c'est mieux mais impossible de ravoir un beau métal bien brillant.
15-AVR-2013
Au tour des deux autres, J'ai viré le manche au bois pourri. Le second de 800 g est encore plus dur que le premier à ravoir. Que dire du Peugeot? Ce n'est guère mieux. Ou est-ce le disque à lamelles qui est rincé?
19-AVR-2013
Avec mes marteaux en main, je suis allé acheter de nouveaux manches et des coins. Hormis la longueur, les manches pour marteaux de 500 et 800 g sont identiques (pour la taille du trou dans le marteau). Comme les manches "800g" me semblent bien trop longs, j'ai pris des "500 g". Le manche de type "300g" avait l'air parfait. En rentrant, entre les 3 marteaux, j'ai passé 1 bonne heure à ajuster au mieux les manches. Première couche de lasure (rab de la construction de la maison, les manches étant bruts).