05-SEP-2018
J'ai taché de renforcer la platine du chauffage avec du câble de 2.5 mm2 de section. Si j'en doutais (mais ce serait mentir) j'ai à présent la certitude que je suis une tanche en soudure à l'étain (et pas que).
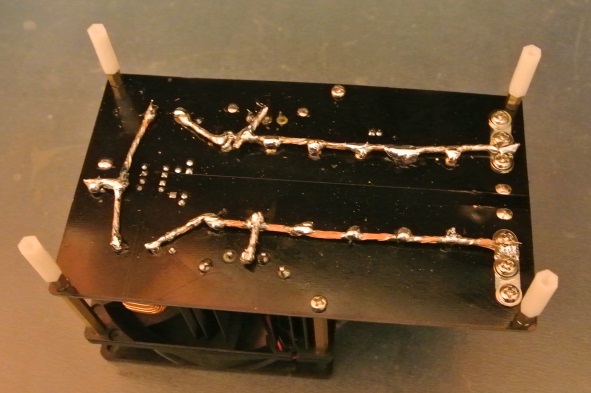
J'ai taché de renforcer la platine du chauffage avec du câble de 2.5 mm2 de section. Si j'en doutais (mais ce serait mentir) j'ai à présent la certitude que je suis une tanche en soudure à l'étain (et pas que).
Je me demande si je dois encore faire des essais ainsi ou si je ne ferai pas mieux de revenir au serpentin cylindrique d'origine pour reprendre la mise au point pas par pas. Dans ce cas, il me faut retrouver du tube de cuivre recuit d'environ 5 mm de diamètre. En effet il semble que le cuivre recuit soit devenu rigide une fois échauffé.
06-SEP-2018
J'ai enfin sorti la scie circulaire sur table pour couper en deux (avec la face coupée sensée être parallèle à l'autre et perpendiculaire à sa base) le manche en bois serpent du pliant "Kigawa" en souffrance. Petit ponçage à plat des faces usinées au P60 sur une vitre.
Ensuite j'ai encore fait un essai avec mon chauffage par induction. Pompe à eau, alimentation en 36 V direct, sans lame dans le serpentin et fermeture du disjoncteur. Le courant pointe à 12.5 A et monte vers 13.5. Pour ne pas perdre de temps (à cause du risque de surchauffe des pistes du PCB), j'ai introduit un petit bout de lame dans le serpentin. le courant est monté à 17 puis 18 et très vite à 20.5 A. Mince je suis au dessus du maxi mais il est vite redescendu à 18.5 A....Attendez ça veut dire que le champ magnétique n'agit plus à 100% sur l'acier proche de la lame et que... Oui putain de bordel de merde, la lame est rouge!

Alleluia! La lame est un exercice de forge pour refaire un "Abbica" dans une lame de tondeuse.
Ça a
marché! Pas sur tout le tranchant... Au bout d'une minute trente
environ, le PCB s'est remis à fumer du même endroit que
l'autre fois et j'ai coupé l'alim' mais c'est une petite
victoire. Alors dans ce putain de désert de la réussite,
ça fait du bien par où ça passe! Laissez moi en
profiter un peu. J'en ai besoin.
07-SEP-2018
J'ai décidé de déssouder le bornier de sortie qui ne sert pas sur ma platine du chauffage par induction. En l'înspectant de près, je me suis aperçu qu'il me manquait une soudure de mon câble de "délestage" sur un des condensateurs et que deux autres soudures étaient "décollées". Les avais-je mal faites ou est ce l'essai qui les a fait laché? L'une était aussi sous le bornier d'entrée. C'était peut-être aussi le montage ou démontage des cables d'alimentation. J'ai tout corrigé.
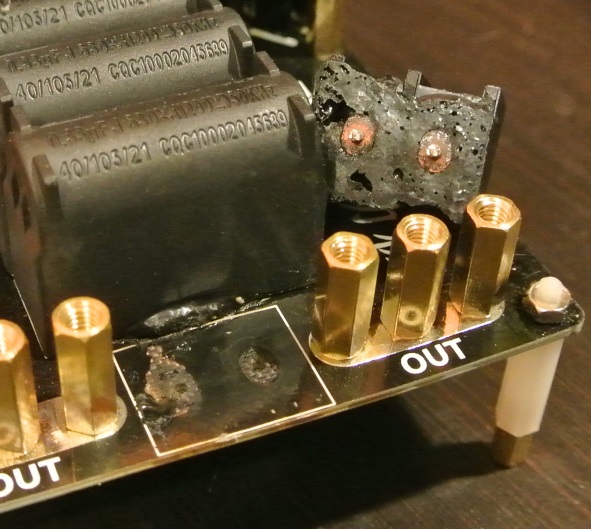
En fait c'est le bornier qui fondait et qui provoquait la fumée. L'enlever ne fera que supprimer le
symptôme, pas la cause. A moins que mes soudures enfin correctes ne délestent la piste de cuivre
d'une partie de l'intense courant qui y passe. on verra au procahin essai.
07-SEP-2018
J'ai décidé de déssouder le bornier de sortie qui ne sert pas sur ma platine du chauffage par induction. En l'înspectant de près, je me suis aperçu qu'il me manquait une soudure de mon câble de "délestage" sur un des condensateurs et que deux autres soudures étaient "décollées". Les avais-je mal faites ou est ce l'essai qui les a fait laché? L'une était aussi sous le bornier d'entrée. C'était peut-être aussi le montage ou démontage des cables d'alimentation. J'ai tout corrigé.
En fait c'est le bornier qui fondait et qui provoquait la fumée. L'enlever ne fera que supprimer le
symptôme, pas la cause. A moins que mes soudures enfin correctes ne délestent la piste de cuivre
d'une partie de l'intense courant qui y passe. on verra au procahin essai.
J'ai repercé à 3 mm les
plaquettes du manche du pliant "Kipawa" afin de pouvoir faire des
montages à blanc rapides de l'axe et de la lame pour adapter la
forme du manche à celle de la lame. Après essai de
montage de l'axe (comme toujours sur le bois, ça coince, je mets
cela sur le compte d'un retour "élastique" de la matière
pas complètement coupée mais aussi "repoussée"),
j'ai repercé l'unique plaquette droite à 3.1 mm. L'axe
fait 2.99 mm, le fôret de 3.1 mm fait 3.07 mm, pourtant l'axe
"nage" à présent dans le bois serpent. C'est fou comme
les sens humains arrivent à déceler avec facilité
moins d'in dixième de millimètre d'écart.
09-SEP-2018
Pour me changer les idées, de mauvaise grace, j'ai travaillé un peu sur le pliant. Ma mère est tombée hier soir. Le SAMU a fini par l'emmener aux urgences ce matin et mon père, mon frère et moi attendons plein d'angoisse un appel. Je tourne comme un lion en cage. Je me suis occupé les mains.
J'ai percé le trou pour la butée de lame du "Kipawa" en position fermée. Un trou de 2.2 mm car il se trouve que j'ai quelques clous en fer, bien cylindriques, de ce diamètre. Ensuite j'ai dégrossi le contour de la plaquette droite et j'ai fabriqué l'entretoise dans une essence inconnue issue de mes chutes FTFI. Elle a presque la bonne épaisseur. Il faudra sans doute enlever très peu de matière plus tard. Petit coup de décireur, colle à bois type D3 et mise sous presses.

Si quelqu'un reconnait l'essence de l'entretoise? Pas hyper dense, ça tire vers le rose léger mais ce
n'est pas du pink ivory ou du bois de rose, c'est sûr.
09-SEP-2018
Pour me changer les idées, de mauvaise grace, j'ai travaillé un peu sur le pliant. Ma mère est tombée hier soir. Le SAMU a fini par l'emmener aux urgences ce matin et mon père, mon frère et moi attendons plein d'angoisse un appel. Je tourne comme un lion en cage. Je me suis occupé les mains.
J'ai percé le trou pour la butée de lame du "Kipawa" en position fermée. Un trou de 2.2 mm car il se trouve que j'ai quelques clous en fer, bien cylindriques, de ce diamètre. Ensuite j'ai dégrossi le contour de la plaquette droite et j'ai fabriqué l'entretoise dans une essence inconnue issue de mes chutes FTFI. Elle a presque la bonne épaisseur. Il faudra sans doute enlever très peu de matière plus tard. Petit coup de décireur, colle à bois type D3 et mise sous presses.
Si quelqu'un reconnait l'essence de l'entretoise? Pas hyper dense, ça tire vers le rose léger mais ce
n'est pas du pink ivory ou du bois de rose, c'est sûr.
Une note sur le
"Borel II" pliant en 100Cr6 que j'ai toujours dans la poche: un des
deux type du SAMU a demandé un couteau car sa pompe qui devait
servir à dégonfler la coque (le vide la rigidifie) qui a
servi au transport de ma mère vers l'ambulance avait un bout de
tube cassé sur la sortie de la dépression. Le type a
méchamment fait levier en forçant (on eut
été mieux avec un fixe en pareille situation). Le couteau
a tenu. Plus tard j'ai remarqué que la pointe avait une
micro pliure, visible seulement à la loupe.U n seul coup de
pierre DC4 a tout remis d'aplomb. C'est vraiment un bon compromis
involontaire que j'ai réussi ce jour là: un acier dur et
qui pourtant plie, et qui se laisse affûter très vite. Que
demande le peuple? Qu'on lui rende sa mère.
10-SEP-2018
Dans la benne du boulot, j'ai trouvé une lame de tondeuse, assez plate d'environ 1,9..2 mm d'épaisseur, peu usée, juste émoussée. Elle porte les inscriptions "43 LI" (à deux endroits), "A/02/Z/AD" et un smiley. Selon Google, c'est une lame pour une tondeuse Bosch sur batterie lithium et elle fait 43 cm. Les pièces de rechange sont "acier durci". L'acier n'a pas l'air terrrible et avec le descriptif pour la lame, je comprends pourquoi elle n'a pas été affûtée: Bosch dit qu'il faut la changer une fois par an. Bonjour l'économie durable et tout le foin qu'on en fait autour.
Maman a une fracture du col du fémur et s'est faite opérée aujourd'hui. On comprendra que je passe plus de temps à l'hôpital et chez mon père que dans le garage à bricoler des lames.
11-SEP-2018
Maman va mieux et je n'ai pas vu la moindre personne capable de m'expliquer ce qu'on lui a fait: vis, renfort, prothèse? Plus de la moitié des gens dans son couloir n'ont plus toute leur tête, c'est d'un glauque. Je m'imagine ainsi plus tard dans la même situation, ne pouvant parler à personne ayant l'électricité à tous les étages. Y a de quoi se sentir seul et déprimer peu à peu.
J'ai encore songé à mon histoire de mélange eau huile pour la trempe des aciers issus des limes (presque toujours des non alliès avec pas sinon trop peu de chrome pour améliorer la trempabilité). Pourquoi est ce que ça pète? Parce que la martensite qui se forme occupe plus de place que l'austénite ou la ferrite et la perlite (ce sont des structures cristallines différentes). Mais la martensite commence à se former aux alentours de 200..250°C (on parle de Ms: martensite start; Mf martensite finish est toujours bien en dessous de 0°C sur des hyper eutectoïdes; lire au dessus de 0.77% de carbone).
Donc si j'arrive à descendre sous les 600°C en moins d'une seconde (typiquement avec de l'eau), après, que je "ralentisse" ou que j'aille aussi vite, je suis sûr d'obtenir de la martensite à partir de 250°C. Donc si je ralentis à partir de 400 ou 500°C, j'ai peut-être une chance de diminuer un peu les différences de température et de dilatation de l'acier, bref d'homogénéiser un peu l'ensemble du barreau d'acier. Est ce encore très valable sur de la trempe sélective où j'aurai ferrite, perlite et cémentite au dos et martensite au tranchant? Sachant qu'en plus le dos froid sera raide, l'effort expansif du tranchant aura tendance à le gondoler au lieu de redresser la lame façon Katana...
Je vais peut-être essayer avec la lame du "Kipawa"
- bien la polir et arrondir les angles (car la lame n'est actuellement pas parfaite)
- austénisation par induction si ça marche
- trempe triple à l'eau avec immersion totale en ne laissant pas la lame refroidir les deux premières fois et dernière trempe en interrompant le bain très vite pour entrer dans la zone Ms-Mf le plus doucement possible
Et si l'induction de marche pas? Austénisation au four et trempe triple sélective à l'eau avec contrôle de la profondeur d'immersion
15-SEP-2018
Tous les jours boulot, puis hopital, puis dodo, ça ne laisse pas vraiment de temps libre. Maman sort de l'hopital le 18 au matin. On est samedi soir. Avec une bande de P400 neuve j'ai enlevé au mieux les rayures qui pourraient provoquer des concentrations de contraintes et des débuts de fissure sur la lame du pliant "Kipawa". Ensuite j'ai poli longitudinalement la lame à la main au P400 en arrondissant l'angle entre émoutures et tranchant.
J'ai remonté tout mon système d'induction. Comme je suis limité à 20 A max (au delà l'alimentation se coupe) et qu'une fois la température de Curie atteinte j'ai une baisse de courant, j'ai décidé d'y aller progressivement: d'abord la pointe, puis lorsqu'elle est rouge et que le courant baisse, un petit bout de plus et ainsi de suite en espérant avoir tout le tranchant rouge.
Au premier essai, j'ai franchi les 20 A et l'expérience a cessé le temps d'éloigner la lame, puis nouvelle tentative prometteuse (car tout le tranchant était bien rouge sans que je dépasse les 20 A) jusqu'à ce que malheureusement la lame tombe au sol.
Je l'ai maintenue avec un de mes serre-joints en plastique histoire de ne pas avoir de métal trop près de ma boucle en cuivre (conso supplémentaire de courant). Encore qu'apparemment la fréquence du circuit soit aux environs de 100 kHz ce qui ne provoque de l'induction que sur de faibles profondeurs. Mais à quelle distance? Tout métal au delà d'une certaine distance ne serait donc pas impacté ou seulement de façon minimale.
Et c'est bien là le souci à présent. Sous la platine un joint de soudure à l'étain a fondu et un autre avait commencé. On est donc au dessus des 200°C facile en ces points (je ne sais plus si c'est de l'étain sans plomb). Il me semble que ce sont les zones les plus proches du tube de cuivre. Alors est ce l'induction qui ajoute de la température ou bien seulement le courant intense qui y circule?
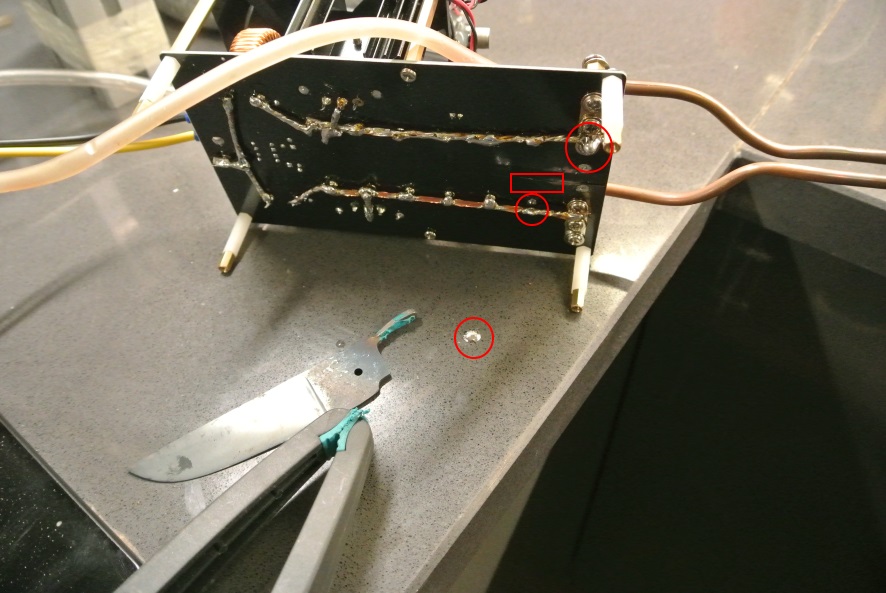
La lentille trop chaude de la lame a fait lacher le serre joint. Le joint du dernier condo a fondu (je le crois trop près du tube cuivre qui "rentre" plus
- rectangle- dans le circuit que l'autre extrémité). La soudure sous l'autre bornier a formé une grosse goutte. Que faire?
10-SEP-2018
Dans la benne du boulot, j'ai trouvé une lame de tondeuse, assez plate d'environ 1,9..2 mm d'épaisseur, peu usée, juste émoussée. Elle porte les inscriptions "43 LI" (à deux endroits), "A/02/Z/AD" et un smiley. Selon Google, c'est une lame pour une tondeuse Bosch sur batterie lithium et elle fait 43 cm. Les pièces de rechange sont "acier durci". L'acier n'a pas l'air terrrible et avec le descriptif pour la lame, je comprends pourquoi elle n'a pas été affûtée: Bosch dit qu'il faut la changer une fois par an. Bonjour l'économie durable et tout le foin qu'on en fait autour.
Maman a une fracture du col du fémur et s'est faite opérée aujourd'hui. On comprendra que je passe plus de temps à l'hôpital et chez mon père que dans le garage à bricoler des lames.
11-SEP-2018
Maman va mieux et je n'ai pas vu la moindre personne capable de m'expliquer ce qu'on lui a fait: vis, renfort, prothèse? Plus de la moitié des gens dans son couloir n'ont plus toute leur tête, c'est d'un glauque. Je m'imagine ainsi plus tard dans la même situation, ne pouvant parler à personne ayant l'électricité à tous les étages. Y a de quoi se sentir seul et déprimer peu à peu.
J'ai encore songé à mon histoire de mélange eau huile pour la trempe des aciers issus des limes (presque toujours des non alliès avec pas sinon trop peu de chrome pour améliorer la trempabilité). Pourquoi est ce que ça pète? Parce que la martensite qui se forme occupe plus de place que l'austénite ou la ferrite et la perlite (ce sont des structures cristallines différentes). Mais la martensite commence à se former aux alentours de 200..250°C (on parle de Ms: martensite start; Mf martensite finish est toujours bien en dessous de 0°C sur des hyper eutectoïdes; lire au dessus de 0.77% de carbone).
Donc si j'arrive à descendre sous les 600°C en moins d'une seconde (typiquement avec de l'eau), après, que je "ralentisse" ou que j'aille aussi vite, je suis sûr d'obtenir de la martensite à partir de 250°C. Donc si je ralentis à partir de 400 ou 500°C, j'ai peut-être une chance de diminuer un peu les différences de température et de dilatation de l'acier, bref d'homogénéiser un peu l'ensemble du barreau d'acier. Est ce encore très valable sur de la trempe sélective où j'aurai ferrite, perlite et cémentite au dos et martensite au tranchant? Sachant qu'en plus le dos froid sera raide, l'effort expansif du tranchant aura tendance à le gondoler au lieu de redresser la lame façon Katana...
Je vais peut-être essayer avec la lame du "Kipawa"
- bien la polir et arrondir les angles (car la lame n'est actuellement pas parfaite)
- austénisation par induction si ça marche
- trempe triple à l'eau avec immersion totale en ne laissant pas la lame refroidir les deux premières fois et dernière trempe en interrompant le bain très vite pour entrer dans la zone Ms-Mf le plus doucement possible
Et si l'induction de marche pas? Austénisation au four et trempe triple sélective à l'eau avec contrôle de la profondeur d'immersion
15-SEP-2018
Tous les jours boulot, puis hopital, puis dodo, ça ne laisse pas vraiment de temps libre. Maman sort de l'hopital le 18 au matin. On est samedi soir. Avec une bande de P400 neuve j'ai enlevé au mieux les rayures qui pourraient provoquer des concentrations de contraintes et des débuts de fissure sur la lame du pliant "Kipawa". Ensuite j'ai poli longitudinalement la lame à la main au P400 en arrondissant l'angle entre émoutures et tranchant.
J'ai remonté tout mon système d'induction. Comme je suis limité à 20 A max (au delà l'alimentation se coupe) et qu'une fois la température de Curie atteinte j'ai une baisse de courant, j'ai décidé d'y aller progressivement: d'abord la pointe, puis lorsqu'elle est rouge et que le courant baisse, un petit bout de plus et ainsi de suite en espérant avoir tout le tranchant rouge.
Au premier essai, j'ai franchi les 20 A et l'expérience a cessé le temps d'éloigner la lame, puis nouvelle tentative prometteuse (car tout le tranchant était bien rouge sans que je dépasse les 20 A) jusqu'à ce que malheureusement la lame tombe au sol.
Je l'ai maintenue avec un de mes serre-joints en plastique histoire de ne pas avoir de métal trop près de ma boucle en cuivre (conso supplémentaire de courant). Encore qu'apparemment la fréquence du circuit soit aux environs de 100 kHz ce qui ne provoque de l'induction que sur de faibles profondeurs. Mais à quelle distance? Tout métal au delà d'une certaine distance ne serait donc pas impacté ou seulement de façon minimale.
Et c'est bien là le souci à présent. Sous la platine un joint de soudure à l'étain a fondu et un autre avait commencé. On est donc au dessus des 200°C facile en ces points (je ne sais plus si c'est de l'étain sans plomb). Il me semble que ce sont les zones les plus proches du tube de cuivre. Alors est ce l'induction qui ajoute de la température ou bien seulement le courant intense qui y circule?
La lentille trop chaude de la lame a fait lacher le serre joint. Le joint du dernier condo a fondu (je le crois trop près du tube cuivre qui "rentre" plus
- rectangle- dans le circuit que l'autre extrémité). La soudure sous l'autre bornier a formé une grosse goutte. Que faire?
Lorsque je coupe l'alim' du kit, le ventilo s'arrête aussi.
Or j'aimerai qu'il tourne encore pour vite rerfroidir toute la platine.
J'ai aussi déjà songé à ajouter un second
ventilo sur le côté pour refroidir le dessous de la
platine. Peut-être qu'il va falloir songer à
déporter la boucle en cuivre plus loin de la platine. Ne pouvant
injecter plus de 20 A (selon les données du kit) et comme
ça semble un peu juste, je peux seulement aller chercher un peu
plus de puissance en poussant à 48 V. Cela implique une nouvelle
alim' qui va être encore bien plus chère que la
première, qui reste pour l'instant le composant le plus cher de
tout mon montage.
18-SEP-2018
Maman est bien sortie de l'hopital... Mais pour aller dans un autre. Elle n'avait pas compris le personnel soignant (pas voulu?). Il s'agit de faire de la rééducation.
Aujourd'hui en réparant la soudure qui avait fondu sur la platine du chauffage par induction, j'ai découvert qu'un autre point (vers un des MOSFET de puissance) avait laché aussi. Ressoudé aussi. J'ai aussi soudé deux fils sur la boucle en cuivre pour l'éloigner de la platine. Oui je sais "est-ce que le câble de 2.5 mm2 ne va pas lui aussi créer un champ magnétique induit qui va agir sur la platine?" D'après la bête formule de Terminale, si. Mais je ne maitrise pas totalement le sujet. Le câble est constitué de plein de fils qui devraient au moins limiter l'effet de peau dans le conducteur (pour la flexibilité aussi). Quoiqu'il en soit, ne maitrisant quedalle, il ne me reste plus qu'à essayer tout ce qui me passe par la tête. Un con qui avance va plus loin qu'un intello qui réfléchit (tout du moins au début).

Plus de cuivre qui dépasse vers l'intérieur de la platine, des bornes plus éloignées (borniers extérieurs
à la platine), des raccords en eau ailleurs qu'au dessus de la platine.
18-SEP-2018
Maman est bien sortie de l'hopital... Mais pour aller dans un autre. Elle n'avait pas compris le personnel soignant (pas voulu?). Il s'agit de faire de la rééducation.
Aujourd'hui en réparant la soudure qui avait fondu sur la platine du chauffage par induction, j'ai découvert qu'un autre point (vers un des MOSFET de puissance) avait laché aussi. Ressoudé aussi. J'ai aussi soudé deux fils sur la boucle en cuivre pour l'éloigner de la platine. Oui je sais "est-ce que le câble de 2.5 mm2 ne va pas lui aussi créer un champ magnétique induit qui va agir sur la platine?" D'après la bête formule de Terminale, si. Mais je ne maitrise pas totalement le sujet. Le câble est constitué de plein de fils qui devraient au moins limiter l'effet de peau dans le conducteur (pour la flexibilité aussi). Quoiqu'il en soit, ne maitrisant quedalle, il ne me reste plus qu'à essayer tout ce qui me passe par la tête. Un con qui avance va plus loin qu'un intello qui réfléchit (tout du moins au début).
Plus de cuivre qui dépasse vers l'intérieur de la platine, des bornes plus éloignées (borniers extérieurs
à la platine), des raccords en eau ailleurs qu'au dessus de la platine.
Je me dis qu'il me
faut aussi une nouvelle boucle en cuivre plus courte. J'imagine que
cela diminuerait le courant, me laissant plus de marge de manoeuvre:
par exmple 10 A à vide au lieu de 14, ce qui me donnerait 10 A au
lieu de 6 pour chauffer un métal qu'on ajouterait dans la boucle.
04-OCT-2018
Ma mère est encore en convalescence, entre boulot, hopital et dodo, mes jours se ressemblent et ne me laissent guère de temps pour autre chose. Elle devrait sortir le mardi 16 octobre. Pendant une réunion téléphonique sans fin, je me suis souvenu de ma fille qui utilisait mon couteau d'office customisé Tarrerias Bonjean et qui me disait "je veux le même". Y a un japonais qui dit qu'un couteau est beau parce qu'il coupe. C'était juste cette constatation que ma fille manifestait. Après quelques échanges, j'ai compris que couper net et facilement lui a procuré du plaisir et que chez maman "aucun couteau ne coupe". Bref, en parallèle à la réunion j'ai crayonné un "Coxipi" de plus. J'essaierai peut-être de le réaliser un de ces jours, une plate semelle sans garde intégrale dans un plat d'X46Cr13 de 1.5 mm.
05-OCT-2018
Au marché de Noel 2017 j'avais vendu le "Franquelin" en XC75 à émouture Kata-Ha (voir galerie en DEC-2014) mais comme le client voulait un étui cuir au lieu de celui en kydex, j'ai pu lui filer celui d'un autre "Franquelin" (voir galerie en FEV-2016) directement sur place. Du coup j'ai coupé et collé vite fait un étui en cuir de siège auto pour ce dernier. Un coup de flotte tiède, du film alimentaire et dans la presse à Kydex. Le cuit est trop fin et trop peu rigide pour un port. Il sert juste au transport dans un bagage ou comme rangement dans un tiroir.
06-OCT-2018
Le soir j'ai sorti le "Franquelin" de la presse. Comme une fois sur deux, malgré le film, la lame a rouillé localement. Je l'ai rattrapé avec de la pâte à polir. A l'occasion je refilerai un coup de disque sisal ou coton. J'ai mis l'étui vide à sécher (et durcir un peu) sur ma Freebox qui est toujours une source de chaleur douce. Le mileiu du dessus est à 41.6°C selon mon thermomètre IR, 38 sur les bords.
25-OCT-2018
Maman est sortie de l'hopital le 16. Déhambulateur et kiné à domicile. Entre les bricoles de ci de là, des visites de spécialistes, de la cuisine quand mon père n'est pas là, difficile de revenir aux affaires à plein temps. Un examen cardiaque de routine pendant son hospitalisation a décélé un rétrécissement calcique de la valve aortique (un RAC il parait). En gros la soupape d'échappement de son coeur est obstruée, la réduction importante de section va soit lui fatiguer prématurément un muscle du coeur ou alors le débit trop faible va provoquer des incidents de tout type de niveau, de la simple douleur thoracique jusqu'à la fermeture complète de la boutique. Dans les deux cas, l'issue finale est la même et prématurée vue le reste de l'état de caisse, selon le doc. Bref on se dirige rapidement vers un réalésage avec la pose d'un TAVI.
En attendant, dans un comptoir industriel de pièces autos et autres fournitures, j'ai pu me procurer 2 m de tube de cuivre recuit (pour faire des canalisations de freins) en 2.96 X 4.75 [mm]. L'idée est de refaire un serpention moins long pour mon chauffage par induction.
30-OCT-2018
Ce soir j'ai pris un peu de temps pour former un nouveau serpentin plus court pour mon chauffage par induction. Le cuivre recuit neuf avec forte épaisseur de paroi se laisse bien conformer à la main. le nouveau serpentin fait environ 54 cm contre 68 pour l'ancien, soit un gain de 21% environ. Le courant absorbé à vide suivra t-il la même tendance? D'autant qu'avec la grosse épaisseur de paroi, la résistance devrait encore chuter davantage.
J'y ai connecté la pompe à eau. Malgré le petit collier élastique, il y a une petite fuite à l'entrée du serpentin. La faute a un diamètre de serpentin de 4.75 mm pour un tube d'eau à 5 mm.
01-NOV-2018
Ce site, comme isatis.mecanique.free.fr, est perso, gratuit, fait comme ça, vite fait sur le gaz, pour écrire, rester, partager. Je ne dois rien à personne mais j'ai parfois l'impression que je n'ai plus beaucoup de temps à consacrer à mes loisirs. Juste pour vous expliquer que ça devient un peu lent par ici. C'est pas que je n'aime pas, c'est qu'il y a parfois d'autres priorités. Le budget culturel c'est toujours ce qui saute en premier. C'est férié aujourd'hui mais cette fois c'est avec mon père que j'étais aux urgences, dès l'aurore, pendant de longues heures avec parfois toute la détresse de la condition humaine qui défile devant vous avec un vieil homme sénile affamé, un jeune garçon mineur plâtré qui s'est bagarré et dont les parents sont en vacances ou encore cette femme dont le compagnon est mort la nuit même dans l'ambulance qui tentait de le réanimer et qui cherche où est la dépoulille du défunt, qui prévenir quand il n'a pas de famille connue par elle... Pour mon père c'est rentré dans l'ordre, merci mais le réveil très matinal avec un appel de panique ça pompe de l'énergie et pour le reste de la journée il en reste peu.
Bref... J'ai mis quelques tours de Téflon sur mon serpentin de 4.75 mm et malgré le manque de rigueur de cette solution, plus de fuite. Je poursuis donc avec le branchement complet de mon système de chauffage par induction, j'avais même une grosse pince de labo en bois pour éviter la fusion du plastique de mes pinces plus bas de gamme lorsque la lame chaufferait... Même coup que la première fois, un truc a grillé sur la platine en moins d'une seconde et tout est en court-circuit. Comme je suis déjà passé par là, cette fois le diagnostic est plus rapide. Le problème c'est que ma platine a déjà été trop de fois raffistolée. Déssouder, ressouder encore ne marchera pas/plus selon moi. J'ai juste envie de tout laisser tomber, de trouver un trou et d'y dormir 200 ans loin de tous.
Je suppose que mon erreur est la suivante: mon alim étant une source de tension "parfaite", elle délivre 36 V quoiqu'il arrive. Avec I= U/R et R plus faible cette fois, j'ai peur que le système n'ait "appelé" trop de courant tout simplement. En fait ma toute première erreur fut de modifier le serpentin d'origine du kit. J'aurai dû commencer avec lui, voir que ça marche et le modifier peu à peu au lieu d'attaquer directement en direction de la solution sur mesure.
02-NOV-2018
J'ai simplement commandé un nouveau kit induction 48 V 20A 1000 W en Chine. Je commencerai avec le serpentin d'origine. Les photos du produit sur le site montrent qu'ils ont renforcé le circuit sous la platine un peu à ma façon. Preuve s'il en est que la conception de ma platine première mouture n'est pas parfaite pour qui commence à tirer de la puissance.
05-NOV-2018
J'ai sorti le "Grignon" de MAI-2017 de la vitrine. J'ai vu qu'un jour s'est formé entre plaquettes en cep et semelle au niveau du ricasso. Du coup j'ai rempli les jours avec de l'époxy 30 min avec essuyage après une bonne heure. Ça commençait déjà à bien prendre mais au second passage à l'acétone tout est venu. En testant encore une fois la dureté avec le "Franquelin" de FEV-2016, j'en ai cassé minuscule morceau de sa pointe. Comme je m'en sers (de la pointe) essentiellement pour couper du papier (de cuisson pour chemiser mes moules à cake) ou du carton je me suis dit qu'un affûtage "agressif" type P325 + cuir ne servait à rien à cet endroit car on y fait surtout de la coupe en poussant (et pas en sciant).
Du coup pour le futur je me suis dit qu'il faudrait peut-être que je fasse un affûtage deux zones
- agressif P325+cuir sur toute la longueur (pour de la coupe en sciant multi usage très efficace)
- poli P2500+cuit sur la pointe (pour de la coupe précise en poussant, type "cutter")
J'ai refait la pointe du "Franquelin" sur ce modèle. Vue la zone infinitésimale c'est allé très vite.
17-NOV-2018
Bon avec ses parents un peu devenus dépendant depuis la chute de sa mère, votre serviteur se retrouve très sollicité. On excusera mon absence. Bon alors pendant l'absence de ma mère, mon père a jeté son vieux petit couteau d'office. Plainte et il lui en a racheté un autre, "kivapa" selon un terme lapidaire maternelle. Du coup je lui ai filé un des miens (avec une pointe qui remonte) mais il lui faut encore un "bec d'oiseau" c-à-d un tranchant quasiment droit. Profitant d'une commande chez un grand du Net pour les accessoires de cuisine et de pâtisserie, je lui en ai trouvé un (acceptable selon la photo), livré aujourd'hui. Bonne surprise il s'agit d'un Sabatier.

Inscription SABATIER made in France sur la lame,
Sur l'emballage "office paring 7 cm acier inox X45CrMo14 Rousselon F-63300 Thiers 11/10/18"
J'ajoute manche en POM, soie courte, deux rivets laiton et protection de la pointe, 15 mm de haut, 1.5 mm d'épaisseur au dos, 0.25 derrière le tranchant
04-OCT-2018
Ma mère est encore en convalescence, entre boulot, hopital et dodo, mes jours se ressemblent et ne me laissent guère de temps pour autre chose. Elle devrait sortir le mardi 16 octobre. Pendant une réunion téléphonique sans fin, je me suis souvenu de ma fille qui utilisait mon couteau d'office customisé Tarrerias Bonjean et qui me disait "je veux le même". Y a un japonais qui dit qu'un couteau est beau parce qu'il coupe. C'était juste cette constatation que ma fille manifestait. Après quelques échanges, j'ai compris que couper net et facilement lui a procuré du plaisir et que chez maman "aucun couteau ne coupe". Bref, en parallèle à la réunion j'ai crayonné un "Coxipi" de plus. J'essaierai peut-être de le réaliser un de ces jours, une plate semelle sans garde intégrale dans un plat d'X46Cr13 de 1.5 mm.
05-OCT-2018
Au marché de Noel 2017 j'avais vendu le "Franquelin" en XC75 à émouture Kata-Ha (voir galerie en DEC-2014) mais comme le client voulait un étui cuir au lieu de celui en kydex, j'ai pu lui filer celui d'un autre "Franquelin" (voir galerie en FEV-2016) directement sur place. Du coup j'ai coupé et collé vite fait un étui en cuir de siège auto pour ce dernier. Un coup de flotte tiède, du film alimentaire et dans la presse à Kydex. Le cuit est trop fin et trop peu rigide pour un port. Il sert juste au transport dans un bagage ou comme rangement dans un tiroir.
06-OCT-2018
Le soir j'ai sorti le "Franquelin" de la presse. Comme une fois sur deux, malgré le film, la lame a rouillé localement. Je l'ai rattrapé avec de la pâte à polir. A l'occasion je refilerai un coup de disque sisal ou coton. J'ai mis l'étui vide à sécher (et durcir un peu) sur ma Freebox qui est toujours une source de chaleur douce. Le mileiu du dessus est à 41.6°C selon mon thermomètre IR, 38 sur les bords.
25-OCT-2018
Maman est sortie de l'hopital le 16. Déhambulateur et kiné à domicile. Entre les bricoles de ci de là, des visites de spécialistes, de la cuisine quand mon père n'est pas là, difficile de revenir aux affaires à plein temps. Un examen cardiaque de routine pendant son hospitalisation a décélé un rétrécissement calcique de la valve aortique (un RAC il parait). En gros la soupape d'échappement de son coeur est obstruée, la réduction importante de section va soit lui fatiguer prématurément un muscle du coeur ou alors le débit trop faible va provoquer des incidents de tout type de niveau, de la simple douleur thoracique jusqu'à la fermeture complète de la boutique. Dans les deux cas, l'issue finale est la même et prématurée vue le reste de l'état de caisse, selon le doc. Bref on se dirige rapidement vers un réalésage avec la pose d'un TAVI.
En attendant, dans un comptoir industriel de pièces autos et autres fournitures, j'ai pu me procurer 2 m de tube de cuivre recuit (pour faire des canalisations de freins) en 2.96 X 4.75 [mm]. L'idée est de refaire un serpention moins long pour mon chauffage par induction.
30-OCT-2018
Ce soir j'ai pris un peu de temps pour former un nouveau serpentin plus court pour mon chauffage par induction. Le cuivre recuit neuf avec forte épaisseur de paroi se laisse bien conformer à la main. le nouveau serpentin fait environ 54 cm contre 68 pour l'ancien, soit un gain de 21% environ. Le courant absorbé à vide suivra t-il la même tendance? D'autant qu'avec la grosse épaisseur de paroi, la résistance devrait encore chuter davantage.
J'y ai connecté la pompe à eau. Malgré le petit collier élastique, il y a une petite fuite à l'entrée du serpentin. La faute a un diamètre de serpentin de 4.75 mm pour un tube d'eau à 5 mm.
01-NOV-2018
Ce site, comme isatis.mecanique.free.fr, est perso, gratuit, fait comme ça, vite fait sur le gaz, pour écrire, rester, partager. Je ne dois rien à personne mais j'ai parfois l'impression que je n'ai plus beaucoup de temps à consacrer à mes loisirs. Juste pour vous expliquer que ça devient un peu lent par ici. C'est pas que je n'aime pas, c'est qu'il y a parfois d'autres priorités. Le budget culturel c'est toujours ce qui saute en premier. C'est férié aujourd'hui mais cette fois c'est avec mon père que j'étais aux urgences, dès l'aurore, pendant de longues heures avec parfois toute la détresse de la condition humaine qui défile devant vous avec un vieil homme sénile affamé, un jeune garçon mineur plâtré qui s'est bagarré et dont les parents sont en vacances ou encore cette femme dont le compagnon est mort la nuit même dans l'ambulance qui tentait de le réanimer et qui cherche où est la dépoulille du défunt, qui prévenir quand il n'a pas de famille connue par elle... Pour mon père c'est rentré dans l'ordre, merci mais le réveil très matinal avec un appel de panique ça pompe de l'énergie et pour le reste de la journée il en reste peu.
Bref... J'ai mis quelques tours de Téflon sur mon serpentin de 4.75 mm et malgré le manque de rigueur de cette solution, plus de fuite. Je poursuis donc avec le branchement complet de mon système de chauffage par induction, j'avais même une grosse pince de labo en bois pour éviter la fusion du plastique de mes pinces plus bas de gamme lorsque la lame chaufferait... Même coup que la première fois, un truc a grillé sur la platine en moins d'une seconde et tout est en court-circuit. Comme je suis déjà passé par là, cette fois le diagnostic est plus rapide. Le problème c'est que ma platine a déjà été trop de fois raffistolée. Déssouder, ressouder encore ne marchera pas/plus selon moi. J'ai juste envie de tout laisser tomber, de trouver un trou et d'y dormir 200 ans loin de tous.
Je suppose que mon erreur est la suivante: mon alim étant une source de tension "parfaite", elle délivre 36 V quoiqu'il arrive. Avec I= U/R et R plus faible cette fois, j'ai peur que le système n'ait "appelé" trop de courant tout simplement. En fait ma toute première erreur fut de modifier le serpentin d'origine du kit. J'aurai dû commencer avec lui, voir que ça marche et le modifier peu à peu au lieu d'attaquer directement en direction de la solution sur mesure.
02-NOV-2018
J'ai simplement commandé un nouveau kit induction 48 V 20A 1000 W en Chine. Je commencerai avec le serpentin d'origine. Les photos du produit sur le site montrent qu'ils ont renforcé le circuit sous la platine un peu à ma façon. Preuve s'il en est que la conception de ma platine première mouture n'est pas parfaite pour qui commence à tirer de la puissance.
05-NOV-2018
J'ai sorti le "Grignon" de MAI-2017 de la vitrine. J'ai vu qu'un jour s'est formé entre plaquettes en cep et semelle au niveau du ricasso. Du coup j'ai rempli les jours avec de l'époxy 30 min avec essuyage après une bonne heure. Ça commençait déjà à bien prendre mais au second passage à l'acétone tout est venu. En testant encore une fois la dureté avec le "Franquelin" de FEV-2016, j'en ai cassé minuscule morceau de sa pointe. Comme je m'en sers (de la pointe) essentiellement pour couper du papier (de cuisson pour chemiser mes moules à cake) ou du carton je me suis dit qu'un affûtage "agressif" type P325 + cuir ne servait à rien à cet endroit car on y fait surtout de la coupe en poussant (et pas en sciant).
Du coup pour le futur je me suis dit qu'il faudrait peut-être que je fasse un affûtage deux zones
- agressif P325+cuir sur toute la longueur (pour de la coupe en sciant multi usage très efficace)
- poli P2500+cuit sur la pointe (pour de la coupe précise en poussant, type "cutter")
J'ai refait la pointe du "Franquelin" sur ce modèle. Vue la zone infinitésimale c'est allé très vite.
17-NOV-2018
Bon avec ses parents un peu devenus dépendant depuis la chute de sa mère, votre serviteur se retrouve très sollicité. On excusera mon absence. Bon alors pendant l'absence de ma mère, mon père a jeté son vieux petit couteau d'office. Plainte et il lui en a racheté un autre, "kivapa" selon un terme lapidaire maternelle. Du coup je lui ai filé un des miens (avec une pointe qui remonte) mais il lui faut encore un "bec d'oiseau" c-à-d un tranchant quasiment droit. Profitant d'une commande chez un grand du Net pour les accessoires de cuisine et de pâtisserie, je lui en ai trouvé un (acceptable selon la photo), livré aujourd'hui. Bonne surprise il s'agit d'un Sabatier.
Inscription SABATIER made in France sur la lame,
Sur l'emballage "office paring 7 cm acier inox X45CrMo14 Rousselon F-63300 Thiers 11/10/18"
J'ajoute manche en POM, soie courte, deux rivets laiton et protection de la pointe, 15 mm de haut, 1.5 mm d'épaisseur au dos, 0.25 derrière le tranchant
Inspection du
tranchant à la loupe. L'affûtage final semble avoir
été fait à la main (légère
irrégularité). Comme bien souvent il a dû passer du
temps avec ses congénères. Plein de coups et aussi le
premier tiers du tranchant plié. Et ben elle va pester la
ménagère si son couteau neuf ne coupe pas. Le point
d'injection du manche est protubérant, le plan de joint bien
marqué. Bref un coup de pierre Norton IB-34 à P400 pour
rattraper tout cela, un coup de Fallkniven DC4 à P600 pour
affiner et un coup de cuir avec pâte 2 microns. Contrairement
à mon universel coup de 325, ici je privilégie la coupe
en poussant (épluchage de légumes) d'où le grain
plus fin. J'aurai pu aller jusqu'à la pierre de coticule mais je
crois que ça fera très bien le job. J'ai retouché
le manche à la lime et j'ai mis un bouchon en liège sur
le tranchant nu. En voilà un pour pour le service. Il coupe
très bien d'ailleurs.
22-NOV-2018
Je ne fais plus grand chose côté loisirs "créatifs" ces temps-ci (sauf pâtisserie et cuisine) alors me voilà à compenser en dépensant de l'argent. J'ai acheté un couteau d'office de type bec d'oiseau, de fabrication allemande dont l'émouture très fine est faite à la main. C'est aussi un des rares petits couteaux d'office européens qu'on trouve aussi en acier carbone. L'idée c'est de le tester à l'usage, de prendre des mesures, d'avoir un original pour un manche, etc.

158 mm au total, lame de 52 mm en C80* (~XC80 à ~60 HRc) de 15 mm au ricasso, dos à 1.20 mm, avec demi-soie.
Manche en hêtre pourpre brut, épais de 12 mm au maxi, deux rivets alu matés, poncés à ras. 16.7 g. 12.99 EUR sous blister.
* info d'un chef d'atelier de chez Robert Herder prise dans une video YouTube de type "publi-information". Il ajoute que l'acier
est "biconique", ce que j'interprète par une section déjà pré-émoulue, réduisant le travail à faire et la matière dès le départ.
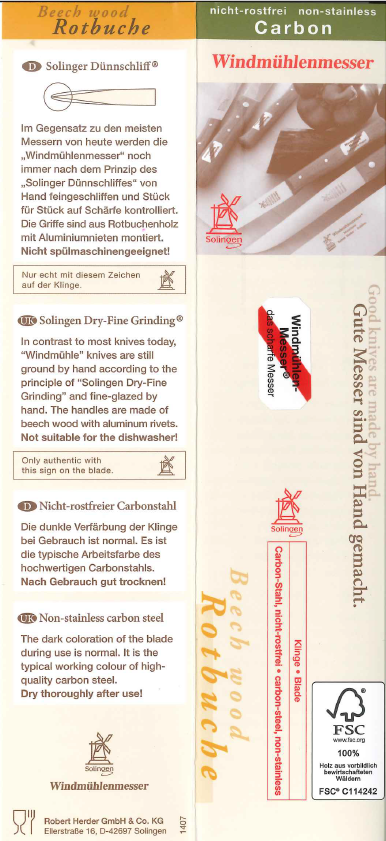
La notice. L'émouture est dite "fine de Solingen", voir schéma. Y a des videos Youtube là-dessus ou ici ou là.
Chaque couteau est émoulu à la main (avec un lubrifiant de refroidissement), le tranchant contrôlé sur chaque pièce. Rivets alu montés
à la main. Sensible à la corrosion, ne pas mettre au lave-vaisselle. Ne pas couper des objets trop durs (os, produits congelés), l'objet
est destiné aux légumes, viandes et poissons. La coloration de la lame en usage est normale.
Ne pas affûter avec des machines domestiques mais passer juste 2..3 fois sur un fusil en acier ou en céramique.
Le manche est brut sans vernis ni traitement chimique quelconque. Après son premier contact avec de l'eau, il
deviendra rugueux, fournissant ainsi une très bonne tenue en main.
22-NOV-2018
Je ne fais plus grand chose côté loisirs "créatifs" ces temps-ci (sauf pâtisserie et cuisine) alors me voilà à compenser en dépensant de l'argent. J'ai acheté un couteau d'office de type bec d'oiseau, de fabrication allemande dont l'émouture très fine est faite à la main. C'est aussi un des rares petits couteaux d'office européens qu'on trouve aussi en acier carbone. L'idée c'est de le tester à l'usage, de prendre des mesures, d'avoir un original pour un manche, etc.
158 mm au total, lame de 52 mm en C80* (~XC80 à ~60 HRc) de 15 mm au ricasso, dos à 1.20 mm, avec demi-soie.
Manche en hêtre pourpre brut, épais de 12 mm au maxi, deux rivets alu matés, poncés à ras. 16.7 g. 12.99 EUR sous blister.
* info d'un chef d'atelier de chez Robert Herder prise dans une video YouTube de type "publi-information". Il ajoute que l'acier
est "biconique", ce que j'interprète par une section déjà pré-émoulue, réduisant le travail à faire et la matière dès le départ.
La notice. L'émouture est dite "fine de Solingen", voir schéma. Y a des videos Youtube là-dessus ou ici ou là.
Chaque couteau est émoulu à la main (avec un lubrifiant de refroidissement), le tranchant contrôlé sur chaque pièce. Rivets alu montés
à la main. Sensible à la corrosion, ne pas mettre au lave-vaisselle. Ne pas couper des objets trop durs (os, produits congelés), l'objet
est destiné aux légumes, viandes et poissons. La coloration de la lame en usage est normale.
Ne pas affûter avec des machines domestiques mais passer juste 2..3 fois sur un fusil en acier ou en céramique.
Le manche est brut sans vernis ni traitement chimique quelconque. Après son premier contact avec de l'eau, il
deviendra rugueux, fournissant ainsi une très bonne tenue en main.
Tout le principe
de cette lame ultra fine, c'est que même usée, elle
sera encore si fine qu'elle coupera sans doute suffisamment bien des
denrées molles avec un peu d'effort. C'est un peu le même
principe que celui dont se réclame la marque "Le Castor" avec
son économe en forme de lance-pierre/rasoir: lame
"auto-affûtante". Selon les endroits, j'ai mesuré
l'épaisseur derrière le fil entre 0.17 et 0.25 mm. En
gros l'émouture descend presque à zéro avec un
micro demi-angle au sommet (de 20° à vue d'oeil à
travers la loupe). En sortie de boîte c'est très agressif
mais cela ne coupe pas le papier. Ça accroche trop les fibres pour
cela. Pas de bavure ou de plis pourtant (merci le blister!). J'ai
repris le tout à la main pour parfaire cela: P180, 280, 600,
2500 et cuir + pâte 2 microns (c'est surtout de la coupe en
poussant, donc il faut un tranchant assez lisse). Je trouve dommage
d'avoir pris un hypereutectoïde un peu bas en carbone. L'absence de "nombreux" carbures facilite
l'affûtage (vue la faible épaisseur de matière
de toute façon, ça irait vite aussi avec des carbures plus nombreux)
mais on aurait une meilleure résistance à l'usure et
quelques micro dents pour de la coupe en sciant avec davantage d'entre eux.
Le hêtre pourpre (FSC selon l'emballage) pousse beaucoup dans les forêts de Thuringe. Au ricasso le chanfrein est à 45°. Le dos de lame a de profondes stries de meulage (P80 ou 100 selon moi). Un bon endroit pour un début de corrosion. Un jour prochain avec le back de sortie, je le finirai à P400 ou mieux. Bon on va tacher de l'utiliser en cuisine et on vous dira. J'ai prévu d'acheter encore d'autres modèles de couteau d'office.
24-NOV-2018
Ma nouvelle platine de chauffage par induction est arrivée jeudi mais je ne l'ai récupérée que ce matin, étant de corvée d'entretien de chaudière parentale (note pour l'année prochaine: prendre un masque respiratoire et un couvre-chef: retour d'info d'un mouchoir et de l'eau au sol de la douche). La platine est rigoureusement identique à la première. Aucune piste renforcée en dessous contrairement à la photo sur le site... Grrr.
En proie à la fièvre acheteuse, je suis passé à ma bonne vieille armurerie et coutellerie locale pour acheter deux couteaux d'office de plus.

Opinel n°102: 193 mm au total, lame de 92 mm en XC90 à ~60 HRc de 16 mm au ricasso, dos à 1.46 mm, avec demi-soie.
Manche en hêtre vernis d'épaisseur constante de 10 mm, deux rivets alu non poncés. 26 g. 7 EUR au détail sans le moindre emballage.
Victorinox d'office 8 cm réf. 5.0603: 181 mm au total, lame de 83 mm en inox martensitique de 14 mm au ricasso, dos à 1.15 mm, avec soie surmoulée.
Manche en polypropylène d'épaisseur constante de 8.75 mm. 18.5 g. 6 EUR sous blister ultra fin de la lame seule (voir photo).
Le hêtre pourpre (FSC selon l'emballage) pousse beaucoup dans les forêts de Thuringe. Au ricasso le chanfrein est à 45°. Le dos de lame a de profondes stries de meulage (P80 ou 100 selon moi). Un bon endroit pour un début de corrosion. Un jour prochain avec le back de sortie, je le finirai à P400 ou mieux. Bon on va tacher de l'utiliser en cuisine et on vous dira. J'ai prévu d'acheter encore d'autres modèles de couteau d'office.
24-NOV-2018
Ma nouvelle platine de chauffage par induction est arrivée jeudi mais je ne l'ai récupérée que ce matin, étant de corvée d'entretien de chaudière parentale (note pour l'année prochaine: prendre un masque respiratoire et un couvre-chef: retour d'info d'un mouchoir et de l'eau au sol de la douche). La platine est rigoureusement identique à la première. Aucune piste renforcée en dessous contrairement à la photo sur le site... Grrr.
En proie à la fièvre acheteuse, je suis passé à ma bonne vieille armurerie et coutellerie locale pour acheter deux couteaux d'office de plus.
Opinel n°102: 193 mm au total, lame de 92 mm en XC90 à ~60 HRc de 16 mm au ricasso, dos à 1.46 mm, avec demi-soie.
Manche en hêtre vernis d'épaisseur constante de 10 mm, deux rivets alu non poncés. 26 g. 7 EUR au détail sans le moindre emballage.
Victorinox d'office 8 cm réf. 5.0603: 181 mm au total, lame de 83 mm en inox martensitique de 14 mm au ricasso, dos à 1.15 mm, avec soie surmoulée.
Manche en polypropylène d'épaisseur constante de 8.75 mm. 18.5 g. 6 EUR sous blister ultra fin de la lame seule (voir photo).
L'Opinel est vendu
seul dans un présentoir en bois sur le comptoir où les
couteaux sont comme dans un gobelet, pointe en bas. Malgré
l'acier carbone, aucune trace de corrosion. On voit bien les stries de
meulage de l'émouture. L'épaisseur derrière le
tranchant est de 0.30 mm. La loupe ne révèle aucun
dommage au fil mais la coupe du papier est difficile. Il manque un
minuscule morceau de pointe qui peut-être n'a jamais
été là. Le fil semble
avoir été mis à la main
(irrégularité) et à droite il ne va pas jusqu'au
talon. Je l'ai ébavuré très
légèrement avec la DC4 à P600, puis au cuir avec
pâte 2 microns. A présent ça coupe très
bien, sauf au talon, puisque le fil n'y est pas formé. La soie
pénètre le manche sur 62 mm (environ 2 tiers). Le dos de
lame est mieux fini que le Robert Herder mais pas encore assez lisse
à mon goût (p-ê du P180).
Le Victorinox a un emballage minimaliste de la lame seule à base d'autocollant opaque et transparent faisant l'objet d'un brevet si on en croit l'inscription. Swiss Made à Ibach, exploité commercialement par une succursale de Cologne. On voit bien les stries de meulage de l'émouture. L'épaisseur derrière le tranchant est de 0.20 mm (du même ordre de grandeur que le Robert Herder). La loupe ne révèle aucun dommage au fil mais la coupe du papier accroche. Le fil semble avoir été mis à la machine tant il est régulier. Je l'ai repris très légèrement avec la DC4 à P600, puis au cuir avec pâte 2 microns. A présent la coupe est impressionnante! Impossible de dire de combien la soie pénètre le manche. La finition du manche brute de moulage est excellente. Rien à voir avec le Sabatier ci-dessus. Tout juste une légère bavure au plan de joint au cul du manche et le point d'injection à droite juste derrière le ricasso (éliminés à la lime douce par mes soins). C'est vraiment la qualité suisse. Le site Victorinox indique utiliser pour ses couteaux de cuisine les 1.4034, 1.4109 et 1.4110 avec des températures d'austénisation et de revenu indiquées. Vue la gamme de prix, je penche pour du 1.4034 (X46Cr13) sans doute vers 55..57 HRc. La lame n'était pas alignée avec le manche mais à force de flexions bien senties, j'ai pu tout remettre dans l'axe. Le dos de lame est mieux fini que l'Opinel mais pas encore assez lisse à mon goût (je penche pour du "barrillage" en pot vibrant avec des abrasifs). Vue la présence de gros carbures de chrome très durs, à dureté égale, un inox s'usera moins vite qu'un carbone. La lame ne porte aucune inscription. Le manche indique en saillie "Victorinox" à gauche et "Swiss Made" à droite. Sur le site Victorinox, ce modèle noir est donné pour 4 EUR (3.90 le rouge). Super bien fini, pas de rivet, manche plastoc, pas de gravure, peu de métal (très fin, soie courte sans doute), une véritable émouture plate (la lame s'affine aussi vers l'avant), à 4 EUR ce truc est sans doute le couteau d'office avec le meilleur rapport qualité prix du monde! Franchement je suis impressionné. De la coutellerie avec les fondamenetaux indispensables (géométrie, choix de l'acier, qualité du traitement thermique) et une qualité de fabrication indéniable. Les Suisses l'ont fait (au coût horaire suisse! Chapeau monsieur Elsener!). Des couteaux similaires en prix ont toujours un ou plusieurs problèmes qui les range au rayon des merdes en boîte: manche de merde, gémoétrie de merde, acier de merde, usinage peu rigoureux ou pas d'émouture du tout (un plat tapé avec du scandi dessus), trempe à chier... Ici rien. Comme du japonais, des trucs simples, mais tous très bien faits et qui au final mis bout à bout font un produit d'exception si on lui cherche un équivalent. N'offrez que cela, si c'est du consommable, que vos proches négligent trop souvent. Evidemment une lame aussi fine n'est pas aussi rigide qu'un office forgé en inox avec 2 mm au ricasso. A vous de voir vos préférences.
25-NOV-2018
Dimanche, temps de merde, pas de vélo donc, pas d'urgence parentale, un peu de temps pour moi. Ça faisait longtemps que je ne m'étais pas autant amusé. J'ai testé ma seconde platine de chauffage par induction.
D'abord le refroidissement liquide. Pas de fuite. Note du futur: Grace à lui, après presque 40 minutes de fonctionnnement non stop avec 4.5 A à vide, le cuivre n'a pas chauffé à l'excès et reste malléable et conformable à la main. Sur ma première version, la première chauffe sans refroidissement forcé avait comme trempé le serpentin: impossible de lui donner une autre forme. On peut essayer de le recuire. Sur les cuivres, ce serait l'inverse des aciers: chauffe au rouge, trempe à l'eau et ça devrait redevenir mou...
Branchement... Tout fonctionne. Sans objet au centre du serpentin d'origine, le courant absorbé est de 4.5 A. On est loin de mes 10 A des premier essais. Sans doute la grande longueur du serpentin et sa forme? Ici sur un diamètre nominal de 45 mm et 7.5 spires, j'ai calculé environ 1150 mm au total avec les parties droites. Les spires ne se touchent pas mais sont à peine distantes d'un millimètre. La hauteur totale est d'environ 55 mm, bien moins que la plus petite lame que j'ai.
J'ai pris mon brut forgé (en souffrance) "d'Abbica"en lame de tondeuse au bout de la pince étau (voir photo du 06-SEP-2018). En introduisant toute la lame dans le serpentin, le courant monte à 21.5 A. Je l'ai ressorti immédiatement pour recommencer mais avec introduction progressive. Le courant monte à 8.5 A, la pointe rougit, le courant chute à 6.5A, j'introduis davantage la lame, on remonte à 11..13 A, ça rougit, le courant resdescend et ainsi on arrive à rougir progressivement toute la lame. Mais lorsque la pointe ressort du serpentin, elle noircit. Impossible d'avoir toute la lame au rouge cerise en même temps. Le cylindre formé par le serpentin n'est pas assez haut/long.
Ensuite j'ai sorti mon aimant déporté que je garde pour la forge, histoire de bien confirmer qu'on est au moins à 769°C. Il semble que non. Peu importe comment je m'y prends, l'aimant agit toujours, un peu moins mais rien de concluant. Premier problème donc.
Pour en avoir le coeur net, j'ai trempé à l'eau (parce que j'étais dans ma canfouine et qu'une sauteuse pleine d'eau se présenta comme solution rapide) le bout de "l'Abbica". Test à la lime demi-douce. Ça a durci mais pas assez selon ma maigre expérience à la lime. Bon comme c'est un acier à lame de tondeuse, on est sans doute sur du ressort bien "costaud" avec un taux de carbone moyen qui oblige à austéniser vers 830..860°C. Le résultat sera sans doute meilleur avec un haut carbone.
J'ai donc ressorti la lame du pliant (en souffrance) "Kipawa" forgée dans une lime. J'ai beaucoup joué et testé avec cette lame et sans doute que j'ai fichu un peu de ce travail passé en l'air. Là aussi impossible d'austéniser toute la lame, l'aimant attire encore même les parties les plus oranges. A ce sujet, impossible d'aller au delà de l'orange. A l'apparition de cette couleur, le courant chute toujours beaucoup, ce qui me fait penser qu'alors l'acier perd ses propriétés magnétiques (alors pourquoi ne l'aimant ne me le confirme pas?) et que les effets du courant de Foucault sont bien moindres. L'énergie convertie en "friction" chute alors, la température aussi, le magnétisme revient, ça remonte... Et nous voilä avec une régulation autour du point de Curie.
J'ai aussi remarqué qu'un morceau d'acier approché du côté extérieur du serpentin fait à peine grimper le courant: 4.65 A, quedalle. Il faut vraiment que le bout de métal à chauffer soit pris en "sandwich" entre deux conducteurs. Ma sauteuse en alu amenée au plus près fait monter le courant de 0.01 A. Cela veut dire que ma théorie que ma première platine morflait sous l'effet du champ magnétique est infondée. Si elle chauffait, c'était uniquement la faute au courant intense qui y circulait.
Après quelque temps, j'ai abandonné ma grosse pince en bois qui brulait gentiment pour revenir à la pince étau. En effet, la lame du pliant ne se saisit que par la lentille et j'avais peur que l'acier d'une pince dans cette zone n'augmente que trop le courant consommé. Pas trop, au delà de 3 cm, un morceau d'acier proche est peu influencé par les phénomènes que je cherche à utiliser à mon avantage.
Bon alors pour résumer, tout ce que j'ai réussi à faire à la lame du "Kipawa" à force de jouer, c'est de faire remonter la pointe façon katana de presque 5 mm à la fin. J'ai essayé des normalisations à l'air, des trempes (toutes à l'eau) intégrales, sélectives, triples, interrompues... Aucune fissure, sans doute pour cause de température dans la fenêtre basse et d'eau de plus en plus tiède. Par mégarde, j'ai causé un petit choc au fil contre le bord de la sauteuse. Le fil est très peu déformé. Avec la dernière série de trempes sélectives triples, la lime m'indique une bonne dureté dans les 3 premiers cinquièmes de la lame, derrière c'est plus mou.

Pendant mes essais, après 3 normalisations à l'air et 3 trempes sélectives à l'eau: la pointe devrait
être en dessous de la plaquette extérieure qu'on aperçoit derrière l'entretoise.
Histoire d'éviter une casse ultérieure, j'ai profité de mes plats de la semaine que je préparai pour lui faire quelques revenus: 20 min à 180°C (saumon en papillote) et 7 min à 210°C, 10 à 160 et 30 à 150°C (cake en forme de grosse madeleine qui caramélisait trop sur les bords).
La suite? D'abord ça plie parce que
- il y a bien de la martensite (un peu moins dense que perlite et ferrite) qui se forme au fil et qui "pousse" dans toutes les directions et
- comme le dos est encore trop mou à ce moment, il cède.
C'est pour cela que le fil n'est pas trop déformé: si le dos résistait, le fil n'aurait pas d'autre choix que de devoir onduler à gauche et à droite pour autoriser la matière à se dilater un peu lorsque la structure cristalline de la martensite se forme vers 250°C. Cela prouve bien qu'il y a au moins trempe partielle et que ça marche. Le hic c'est que comme je chauffe toute la lame, le dos ne me "soutient" plus la géométrie. Il faut réussir à faire de la chauffe sélective pour combattre cela... Ou alors anticiper la déformation en laissant assez de matière pour rectifier le contour après traitements thermiques.
A ce propos, bien que je sois contre par principe de frugalité et de "lean", je songe de plus en plus souvent à tremper avant émouture. Adieu les soucis de géométrie variable post trempe mais bonjour le risque de revenu (et pire) et d'usure accélérée des bandes à l'émouture. Je sais que beaucoup font comme ça de nos jours (et crâme le fil. Aux cons!).
Je vais refaire des essais en écartant davantage les spires histoire de pouvoir faire tenir au moins une petite lame dans le coeur de la bobine. Le courant va t-il (beaucoup) augmenter? La platine n'a rien pour l'instant pour cause de courant assez éloigné du maxi. Mais si je frôle les 15 A assez longtemps? Je songe à monter le ventilo de la première platine sous la seconde. Est ce que ça aiderait assez? S'il faut un serpentin assez long pour garder le courant à vide assez bas, je pourrai essayer d'en faire un avec une partie droite (pour de la chauffe sélective) et un serpentin de section ovale plus proche de la lame. Toujours plus de questions, d'idées.
26-NOV-2018
J'ai commandé en ligne un autre Robert Herder en C80, même manche mais en cerisier et lame droite de 85 mm. Toujours avec "Solinger Dünnschliff", émouture ultra fine.
Nouvelle séance d'essais avec le chauffage par induction. J'ai écarté davantage les spires. La hauteur totale est à présent de 70 mm environ. Pour la première fois j'ai tout installé dans le garage avec ma pompe dans ma sauteuse d'hier. Cette fois j'ai pris de l'eau de pluie et un de mes petits bacs de trempe en acier avec environ 1 cm d'eau pour commencer.
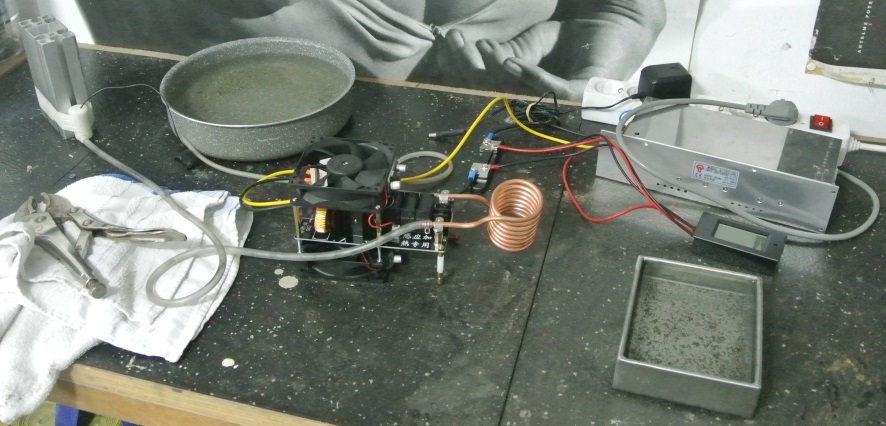
Photo antidatée: la pompe est hors d'eau ici mais elle devrait être dans la sauteuse plein d'eau (le profilé alu sert à la tenir debout). Au fond du petit
bac en bas à droite, des traces de calamine après de nombreuses trempes. Le second ventilateur est déjà monté sous la platine mais il n'est pas
alimenté pour le moment. Le petit display avec tension, courant, puissance et énergie (relié au shunt) est ce qui me sert le plus à surveiller tout
dépassement en courant et la conso mini une fois la température/couleur stable.
J'ai pris deux de mes vieux couteaux utilitaires Carl Schwarte en 75Cr1 (offert par MJM) pour commencer. J'ai fait 3 normalisations à l'air de chaque pièce. Des remarques
- malgré la nouvelle géométrie de la bobine, le courant à vide est resté à environ 4.5 A
- la quantité de matière étant plus importante le temps de chauffe était plus long qu'avec le "Kipawa" d'hier.
- en introduisant toute la barre d'un coup, un pic a plus de 24 A apparait. Vite on retire le tout et on y retourne progressivement. J'ai vu 15 A au maxi
- lorsque tout est rouge le courant se stabilise vers 10.5 A et oscille à ±0.5 A: je pense qu'au courant mini je suis à la température maximale et dès que ça remonte, c'est parce que le métal a refroidi et que le magnétisme revient
- il faut donc tremper lorsque le courant passe par son mini
- j'ai tenté de vérifier cette théorie à l'aimant et en effet, c'est bien là que l'aimant attire le moins le métal
- ce qui me chagrine c'est le magnétisme qui ne disparait jamais complètement
- la seconde chose c'est la couleur: un bel orange uniforme qui selon les tableaux nous donne environ 810°C, soit 40°C de plus que le point de Curie, alors pourquoi est-ce encore magnétique? Même en me gourrant d'une nuance, on est encore à 780°C avec une couleur qui tire vers le rouge. Un vrai mystère.
- j'ai trempé un Carl Schwarte une fois et l'autre 3 fois
- la trempe triple a progressivement remonté la lame; la trempe unique n'a presque pas bougé
- le test de la lime demi-douce indique bien un dos plus mou que le côté trempé; par contre je pense être loin de la dureté maxi, mais comme c'est un acier hypoeutectique qui austénise plus vers 830 et au dessus, il me reste un espoir avec les hypereutectiques...
- avec 3 trempes, la calamine a bien sauté et le métal est bien plus blanc que sur la trempe simple
J'ai repris le "Kipawa" pour tremper le dos en sélectif cette fois avec l'espoir de redresser un peu la lame. Cela n'a rien donné ou si peu. J'ai fini par une nouvelle trempe sélective à l'eau de toute la longueur du tranchant, la nouvelle longueur de bobine m'y autorisant. La lame a perdu un peu de rectitude. Là aussi, la lime me dit qu'il y a bien eu trempe mais pas optimale non plus, bien que plus dure qu'hier je dirai.

A la toute fin, malgré des trempes sélectives du dos, la pointe est encore plus haute que sur la photo
d'hier. Pas de revenu pour le moment.
Pour finir j'ai fait une trempe sélective à l'eau de "l'Abbica". Là aussi j'ai longuement attendu que la température s'homogénise et que le courant soit au mini. L'acier a bien blanchi partout. Je n'ai jamais eu d'aussi "belles" trempes avec le four: la faute sans doute à la distance four bac de trempe, mes émoutures déjà faites (peu de matière, qui se refroidit donc très vite) mais aussi peut-être à des chocs thermiques plus faibles à cause de l'huile ou du goop. Là encore la trempe a prise selon la lime mais ça reste bien mou pour mon goût
- un hypoeutectoïde austénisé trop bas
- et pas assez de carbone dés le départ pour atteindre 65..67 HRc après trempe.

Trempe sélective unique à l'eau pour "l'Abbica". Pas trop de déformation mais une dureté très moyenne.
Pas de revenu pour le moment.
Pendant tous mes essais, j'ai changé le niveau d'eau dans le bac de trempe et comme son volume est très faible, l'eau n'a jamais eu la même température: de 5°C au début (car prise dehors) jusqu'à une eau fumante à la fin.
Bon il faut encore progresser. Il faudrait adapter le serpentin au mieux à la géométrie: augmenter la longueur de la bobine, diminuer le diamètre pour se rapprocher de l'acier, éventuellement passer à une section ovale plus adaptée à la section d'une lame. Toujours pas de solution pour une chauffe sélective qui serait tellement plus élégante.
Aller, la cerise: des tests de casse sur les Carl Schwarte. J'ai monté les lames au niveau du trou dans l'étau. La moitié inférieure était dans l'eau, l'autre dans l'air.
- trempe simple:
casse nette des deux côtés en même temps,
grain à peine plus fin dans la zone trempée à l'eau (attention le Cr contenu augmente la trempabilité et la profondeur de trempe)
casse propagée en surface dans la partie immergée
- tremple triple:
casse en deux fois: d'abord dans la zone immergée puis après augmentation de la flexion dans l'autre
plus grosse différence de granulométrie entre zone immergée et non immergée
grain imperceptiblement plus fin qu'à la trempe simple dans la zone immergée
casse propagée moins loin en surface en zone immergée et plus loin en zone non immergée
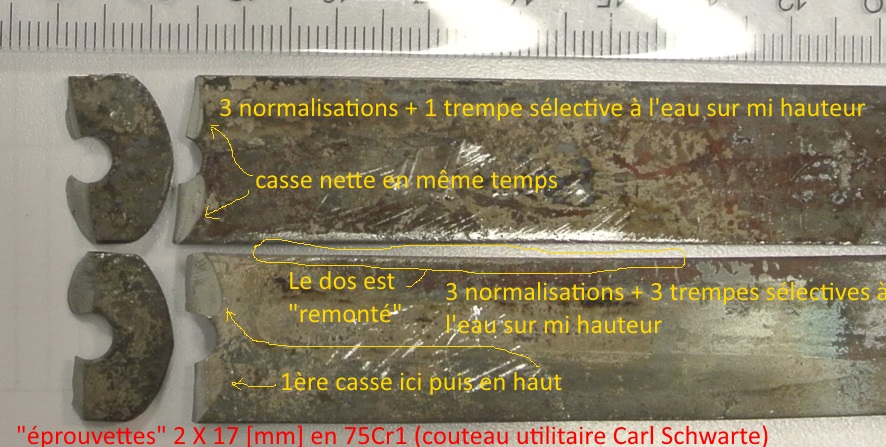
Les explications sont dans la photo... Voyez comme l'acier de la trempe triple a blanchi / perdu sa rouille ou calamine à force. Pour une fois on voit
les stries laissées par mes mesures à la lime demi-douce.
Le Victorinox a un emballage minimaliste de la lame seule à base d'autocollant opaque et transparent faisant l'objet d'un brevet si on en croit l'inscription. Swiss Made à Ibach, exploité commercialement par une succursale de Cologne. On voit bien les stries de meulage de l'émouture. L'épaisseur derrière le tranchant est de 0.20 mm (du même ordre de grandeur que le Robert Herder). La loupe ne révèle aucun dommage au fil mais la coupe du papier accroche. Le fil semble avoir été mis à la machine tant il est régulier. Je l'ai repris très légèrement avec la DC4 à P600, puis au cuir avec pâte 2 microns. A présent la coupe est impressionnante! Impossible de dire de combien la soie pénètre le manche. La finition du manche brute de moulage est excellente. Rien à voir avec le Sabatier ci-dessus. Tout juste une légère bavure au plan de joint au cul du manche et le point d'injection à droite juste derrière le ricasso (éliminés à la lime douce par mes soins). C'est vraiment la qualité suisse. Le site Victorinox indique utiliser pour ses couteaux de cuisine les 1.4034, 1.4109 et 1.4110 avec des températures d'austénisation et de revenu indiquées. Vue la gamme de prix, je penche pour du 1.4034 (X46Cr13) sans doute vers 55..57 HRc. La lame n'était pas alignée avec le manche mais à force de flexions bien senties, j'ai pu tout remettre dans l'axe. Le dos de lame est mieux fini que l'Opinel mais pas encore assez lisse à mon goût (je penche pour du "barrillage" en pot vibrant avec des abrasifs). Vue la présence de gros carbures de chrome très durs, à dureté égale, un inox s'usera moins vite qu'un carbone. La lame ne porte aucune inscription. Le manche indique en saillie "Victorinox" à gauche et "Swiss Made" à droite. Sur le site Victorinox, ce modèle noir est donné pour 4 EUR (3.90 le rouge). Super bien fini, pas de rivet, manche plastoc, pas de gravure, peu de métal (très fin, soie courte sans doute), une véritable émouture plate (la lame s'affine aussi vers l'avant), à 4 EUR ce truc est sans doute le couteau d'office avec le meilleur rapport qualité prix du monde! Franchement je suis impressionné. De la coutellerie avec les fondamenetaux indispensables (géométrie, choix de l'acier, qualité du traitement thermique) et une qualité de fabrication indéniable. Les Suisses l'ont fait (au coût horaire suisse! Chapeau monsieur Elsener!). Des couteaux similaires en prix ont toujours un ou plusieurs problèmes qui les range au rayon des merdes en boîte: manche de merde, gémoétrie de merde, acier de merde, usinage peu rigoureux ou pas d'émouture du tout (un plat tapé avec du scandi dessus), trempe à chier... Ici rien. Comme du japonais, des trucs simples, mais tous très bien faits et qui au final mis bout à bout font un produit d'exception si on lui cherche un équivalent. N'offrez que cela, si c'est du consommable, que vos proches négligent trop souvent. Evidemment une lame aussi fine n'est pas aussi rigide qu'un office forgé en inox avec 2 mm au ricasso. A vous de voir vos préférences.
25-NOV-2018
Dimanche, temps de merde, pas de vélo donc, pas d'urgence parentale, un peu de temps pour moi. Ça faisait longtemps que je ne m'étais pas autant amusé. J'ai testé ma seconde platine de chauffage par induction.
D'abord le refroidissement liquide. Pas de fuite. Note du futur: Grace à lui, après presque 40 minutes de fonctionnnement non stop avec 4.5 A à vide, le cuivre n'a pas chauffé à l'excès et reste malléable et conformable à la main. Sur ma première version, la première chauffe sans refroidissement forcé avait comme trempé le serpentin: impossible de lui donner une autre forme. On peut essayer de le recuire. Sur les cuivres, ce serait l'inverse des aciers: chauffe au rouge, trempe à l'eau et ça devrait redevenir mou...
Branchement... Tout fonctionne. Sans objet au centre du serpentin d'origine, le courant absorbé est de 4.5 A. On est loin de mes 10 A des premier essais. Sans doute la grande longueur du serpentin et sa forme? Ici sur un diamètre nominal de 45 mm et 7.5 spires, j'ai calculé environ 1150 mm au total avec les parties droites. Les spires ne se touchent pas mais sont à peine distantes d'un millimètre. La hauteur totale est d'environ 55 mm, bien moins que la plus petite lame que j'ai.
J'ai pris mon brut forgé (en souffrance) "d'Abbica"en lame de tondeuse au bout de la pince étau (voir photo du 06-SEP-2018). En introduisant toute la lame dans le serpentin, le courant monte à 21.5 A. Je l'ai ressorti immédiatement pour recommencer mais avec introduction progressive. Le courant monte à 8.5 A, la pointe rougit, le courant chute à 6.5A, j'introduis davantage la lame, on remonte à 11..13 A, ça rougit, le courant resdescend et ainsi on arrive à rougir progressivement toute la lame. Mais lorsque la pointe ressort du serpentin, elle noircit. Impossible d'avoir toute la lame au rouge cerise en même temps. Le cylindre formé par le serpentin n'est pas assez haut/long.
Ensuite j'ai sorti mon aimant déporté que je garde pour la forge, histoire de bien confirmer qu'on est au moins à 769°C. Il semble que non. Peu importe comment je m'y prends, l'aimant agit toujours, un peu moins mais rien de concluant. Premier problème donc.
Pour en avoir le coeur net, j'ai trempé à l'eau (parce que j'étais dans ma canfouine et qu'une sauteuse pleine d'eau se présenta comme solution rapide) le bout de "l'Abbica". Test à la lime demi-douce. Ça a durci mais pas assez selon ma maigre expérience à la lime. Bon comme c'est un acier à lame de tondeuse, on est sans doute sur du ressort bien "costaud" avec un taux de carbone moyen qui oblige à austéniser vers 830..860°C. Le résultat sera sans doute meilleur avec un haut carbone.
J'ai donc ressorti la lame du pliant (en souffrance) "Kipawa" forgée dans une lime. J'ai beaucoup joué et testé avec cette lame et sans doute que j'ai fichu un peu de ce travail passé en l'air. Là aussi impossible d'austéniser toute la lame, l'aimant attire encore même les parties les plus oranges. A ce sujet, impossible d'aller au delà de l'orange. A l'apparition de cette couleur, le courant chute toujours beaucoup, ce qui me fait penser qu'alors l'acier perd ses propriétés magnétiques (alors pourquoi ne l'aimant ne me le confirme pas?) et que les effets du courant de Foucault sont bien moindres. L'énergie convertie en "friction" chute alors, la température aussi, le magnétisme revient, ça remonte... Et nous voilä avec une régulation autour du point de Curie.
J'ai aussi remarqué qu'un morceau d'acier approché du côté extérieur du serpentin fait à peine grimper le courant: 4.65 A, quedalle. Il faut vraiment que le bout de métal à chauffer soit pris en "sandwich" entre deux conducteurs. Ma sauteuse en alu amenée au plus près fait monter le courant de 0.01 A. Cela veut dire que ma théorie que ma première platine morflait sous l'effet du champ magnétique est infondée. Si elle chauffait, c'était uniquement la faute au courant intense qui y circulait.
Après quelque temps, j'ai abandonné ma grosse pince en bois qui brulait gentiment pour revenir à la pince étau. En effet, la lame du pliant ne se saisit que par la lentille et j'avais peur que l'acier d'une pince dans cette zone n'augmente que trop le courant consommé. Pas trop, au delà de 3 cm, un morceau d'acier proche est peu influencé par les phénomènes que je cherche à utiliser à mon avantage.
Bon alors pour résumer, tout ce que j'ai réussi à faire à la lame du "Kipawa" à force de jouer, c'est de faire remonter la pointe façon katana de presque 5 mm à la fin. J'ai essayé des normalisations à l'air, des trempes (toutes à l'eau) intégrales, sélectives, triples, interrompues... Aucune fissure, sans doute pour cause de température dans la fenêtre basse et d'eau de plus en plus tiède. Par mégarde, j'ai causé un petit choc au fil contre le bord de la sauteuse. Le fil est très peu déformé. Avec la dernière série de trempes sélectives triples, la lime m'indique une bonne dureté dans les 3 premiers cinquièmes de la lame, derrière c'est plus mou.
Pendant mes essais, après 3 normalisations à l'air et 3 trempes sélectives à l'eau: la pointe devrait
être en dessous de la plaquette extérieure qu'on aperçoit derrière l'entretoise.
Histoire d'éviter une casse ultérieure, j'ai profité de mes plats de la semaine que je préparai pour lui faire quelques revenus: 20 min à 180°C (saumon en papillote) et 7 min à 210°C, 10 à 160 et 30 à 150°C (cake en forme de grosse madeleine qui caramélisait trop sur les bords).
La suite? D'abord ça plie parce que
- il y a bien de la martensite (un peu moins dense que perlite et ferrite) qui se forme au fil et qui "pousse" dans toutes les directions et
- comme le dos est encore trop mou à ce moment, il cède.
C'est pour cela que le fil n'est pas trop déformé: si le dos résistait, le fil n'aurait pas d'autre choix que de devoir onduler à gauche et à droite pour autoriser la matière à se dilater un peu lorsque la structure cristalline de la martensite se forme vers 250°C. Cela prouve bien qu'il y a au moins trempe partielle et que ça marche. Le hic c'est que comme je chauffe toute la lame, le dos ne me "soutient" plus la géométrie. Il faut réussir à faire de la chauffe sélective pour combattre cela... Ou alors anticiper la déformation en laissant assez de matière pour rectifier le contour après traitements thermiques.
A ce propos, bien que je sois contre par principe de frugalité et de "lean", je songe de plus en plus souvent à tremper avant émouture. Adieu les soucis de géométrie variable post trempe mais bonjour le risque de revenu (et pire) et d'usure accélérée des bandes à l'émouture. Je sais que beaucoup font comme ça de nos jours (et crâme le fil. Aux cons!).
Je vais refaire des essais en écartant davantage les spires histoire de pouvoir faire tenir au moins une petite lame dans le coeur de la bobine. Le courant va t-il (beaucoup) augmenter? La platine n'a rien pour l'instant pour cause de courant assez éloigné du maxi. Mais si je frôle les 15 A assez longtemps? Je songe à monter le ventilo de la première platine sous la seconde. Est ce que ça aiderait assez? S'il faut un serpentin assez long pour garder le courant à vide assez bas, je pourrai essayer d'en faire un avec une partie droite (pour de la chauffe sélective) et un serpentin de section ovale plus proche de la lame. Toujours plus de questions, d'idées.
26-NOV-2018
J'ai commandé en ligne un autre Robert Herder en C80, même manche mais en cerisier et lame droite de 85 mm. Toujours avec "Solinger Dünnschliff", émouture ultra fine.
Nouvelle séance d'essais avec le chauffage par induction. J'ai écarté davantage les spires. La hauteur totale est à présent de 70 mm environ. Pour la première fois j'ai tout installé dans le garage avec ma pompe dans ma sauteuse d'hier. Cette fois j'ai pris de l'eau de pluie et un de mes petits bacs de trempe en acier avec environ 1 cm d'eau pour commencer.
Photo antidatée: la pompe est hors d'eau ici mais elle devrait être dans la sauteuse plein d'eau (le profilé alu sert à la tenir debout). Au fond du petit
bac en bas à droite, des traces de calamine après de nombreuses trempes. Le second ventilateur est déjà monté sous la platine mais il n'est pas
alimenté pour le moment. Le petit display avec tension, courant, puissance et énergie (relié au shunt) est ce qui me sert le plus à surveiller tout
dépassement en courant et la conso mini une fois la température/couleur stable.
J'ai pris deux de mes vieux couteaux utilitaires Carl Schwarte en 75Cr1 (offert par MJM) pour commencer. J'ai fait 3 normalisations à l'air de chaque pièce. Des remarques
- malgré la nouvelle géométrie de la bobine, le courant à vide est resté à environ 4.5 A
- la quantité de matière étant plus importante le temps de chauffe était plus long qu'avec le "Kipawa" d'hier.
- en introduisant toute la barre d'un coup, un pic a plus de 24 A apparait. Vite on retire le tout et on y retourne progressivement. J'ai vu 15 A au maxi
- lorsque tout est rouge le courant se stabilise vers 10.5 A et oscille à ±0.5 A: je pense qu'au courant mini je suis à la température maximale et dès que ça remonte, c'est parce que le métal a refroidi et que le magnétisme revient
- il faut donc tremper lorsque le courant passe par son mini
- j'ai tenté de vérifier cette théorie à l'aimant et en effet, c'est bien là que l'aimant attire le moins le métal
- ce qui me chagrine c'est le magnétisme qui ne disparait jamais complètement
- la seconde chose c'est la couleur: un bel orange uniforme qui selon les tableaux nous donne environ 810°C, soit 40°C de plus que le point de Curie, alors pourquoi est-ce encore magnétique? Même en me gourrant d'une nuance, on est encore à 780°C avec une couleur qui tire vers le rouge. Un vrai mystère.
- j'ai trempé un Carl Schwarte une fois et l'autre 3 fois
- la trempe triple a progressivement remonté la lame; la trempe unique n'a presque pas bougé
- le test de la lime demi-douce indique bien un dos plus mou que le côté trempé; par contre je pense être loin de la dureté maxi, mais comme c'est un acier hypoeutectique qui austénise plus vers 830 et au dessus, il me reste un espoir avec les hypereutectiques...
- avec 3 trempes, la calamine a bien sauté et le métal est bien plus blanc que sur la trempe simple
J'ai repris le "Kipawa" pour tremper le dos en sélectif cette fois avec l'espoir de redresser un peu la lame. Cela n'a rien donné ou si peu. J'ai fini par une nouvelle trempe sélective à l'eau de toute la longueur du tranchant, la nouvelle longueur de bobine m'y autorisant. La lame a perdu un peu de rectitude. Là aussi, la lime me dit qu'il y a bien eu trempe mais pas optimale non plus, bien que plus dure qu'hier je dirai.
A la toute fin, malgré des trempes sélectives du dos, la pointe est encore plus haute que sur la photo
d'hier. Pas de revenu pour le moment.
Pour finir j'ai fait une trempe sélective à l'eau de "l'Abbica". Là aussi j'ai longuement attendu que la température s'homogénise et que le courant soit au mini. L'acier a bien blanchi partout. Je n'ai jamais eu d'aussi "belles" trempes avec le four: la faute sans doute à la distance four bac de trempe, mes émoutures déjà faites (peu de matière, qui se refroidit donc très vite) mais aussi peut-être à des chocs thermiques plus faibles à cause de l'huile ou du goop. Là encore la trempe a prise selon la lime mais ça reste bien mou pour mon goût
- un hypoeutectoïde austénisé trop bas
- et pas assez de carbone dés le départ pour atteindre 65..67 HRc après trempe.
Trempe sélective unique à l'eau pour "l'Abbica". Pas trop de déformation mais une dureté très moyenne.
Pas de revenu pour le moment.
Pendant tous mes essais, j'ai changé le niveau d'eau dans le bac de trempe et comme son volume est très faible, l'eau n'a jamais eu la même température: de 5°C au début (car prise dehors) jusqu'à une eau fumante à la fin.
Bon il faut encore progresser. Il faudrait adapter le serpentin au mieux à la géométrie: augmenter la longueur de la bobine, diminuer le diamètre pour se rapprocher de l'acier, éventuellement passer à une section ovale plus adaptée à la section d'une lame. Toujours pas de solution pour une chauffe sélective qui serait tellement plus élégante.
Aller, la cerise: des tests de casse sur les Carl Schwarte. J'ai monté les lames au niveau du trou dans l'étau. La moitié inférieure était dans l'eau, l'autre dans l'air.
- trempe simple:
casse nette des deux côtés en même temps,
grain à peine plus fin dans la zone trempée à l'eau (attention le Cr contenu augmente la trempabilité et la profondeur de trempe)
casse propagée en surface dans la partie immergée
- tremple triple:
casse en deux fois: d'abord dans la zone immergée puis après augmentation de la flexion dans l'autre
plus grosse différence de granulométrie entre zone immergée et non immergée
grain imperceptiblement plus fin qu'à la trempe simple dans la zone immergée
casse propagée moins loin en surface en zone immergée et plus loin en zone non immergée
Les explications sont dans la photo... Voyez comme l'acier de la trempe triple a blanchi / perdu sa rouille ou calamine à force. Pour une fois on voit
les stries laissées par mes mesures à la lime demi-douce.
27-NOV-2018
J'ai commandé en Chine
- un thermomètre infra rouge allant jusqu'à 1050°C et
- un mini oscilloscope
Utilité? Pour le premier confirmer une température / la vérifer par une autre méthode que la couleur ou la perte de magnétisme. Pour le second mesurer la fréquence du courant de mon kit de chauffage par induction. La profondeur de pénétration de l'énergie induite en dépend directement. En théorie, le kit sort 40 à 50 kHz ce qui selon des tableaux nous donne environ 1 à 2 mm sur un acier avant la température de Curie.
28-NOV-2018
J'ai pas l'air comme ça mais je réfléchis beaucoup, pas toujours avant. Mes vieux souvenirs de cours de transferts thermiques ont ressurgi dans ma mémoire (parce que j'ai beaucoup aimé ces cours) à propos de la chaleur transmise par rayonnement, température à la puissance 4 et émissivité. C'est sur ce principe que fonctionne un thermomètre infra rouge. Et bien sûr il est aussi précis que la valeur d'émissivité qu'on lui donne. Quelques recherches rapides indiquent que l'émissivité de l'acier vers 800°C dépend de plein de facteurs dont l'état de surface, etc. Comment puis-je espérer savoir si je suis au dessus ou en dessous de 769°C si l'émissivité est de 0.80, 0.85 ou 0.90? L'énergie transportée par rayonnement y est directement proportionnelle d'après la formule. Donc 5% d'erreur dans l'émissivité égale 5% d'erreur dans la lecture de la température réelle. 800°C = 1073 K. 1073*.95=1019. 1019-273= 746.35 °C. Bref avec 5% d'erreur je peux lire 750 ou 850°C sur une pièce à 800°C. Ah il est beau l'ingé... Au final au lieu de croire un aimant, j'étais parti sur mes yeux comparant des couleurs avec des abaques ou l'aide d'un appareil magique. Alors que l'aimant ne ment sans doute pas. S'il attire encore un peu le barreau chauffé c'est que celui-ci n'est pas à 769°C un point c'est tout. Il faut accepter la vérité scientifique même si elle ne vous plait pas.
En réfléchissant encore, j'ai bon espoir de passer un peu au dessus des 769°C en augmentant la pénétration de chauffe. Je ne sais pas encore comment mais si j'arrive à baisser la fréquence du kit, peut-être que j'arriverai à monter à 800°C environ. Donc pour la fréquence pas le choix que d'attendre le mini oscilloscope. Sinon il y a aussi le ventilo qui refroidit la platine qui doit un peu souffler sur la pièce. Je songe donc à mettre une sorte d'écran entre bobine et platine. A mon avis dans ces plages de température, il doit être facile de perdre 10°C par le "soufflage".
29-NOV-2018
Encore la fièvre acheteuse pour compenser mon inactivité. J'ai commandé chez Eurotechni une barre d'XC100, une de C130 et une dernière de 135Cr3. Leur XC100 est affiché comme étant de l'UHB20C (Üddeholm) avec 0.15% de Cr. Ce qui n'est pas le cas de la fiche technique officille en ligne. Moi ça m'arrangerai bien bien 0.15% de chrome pour améliorer la trempabilité. Cours échanges... Résultats
- leur XC100 vient bien de chez Üddeholm et c'est du UHB20C
- la fiche technique Üddelholm chez Eurotechni indique 0.15% de Cr mais...
- l'analyse de leur lot en stock indique (en % de masse): C-0.965 Si-0.240 Mn-0.442 P-0.004 S-0.001
- donc finalement pas de chrome dans ce que je vais recevoir (ça sent la trempe à l'eau)
- Eurotechni a dit qu'ils allaient retouché leur fiche technique. On va voir...
Cool qu'ils aient l'analyse de leurs lots. Avez-vous vu cette propreté? Les taux de soufre et de phosphore sont ultra bas. Fortiches les Suédois. Même les aciers japonais (de chez Yasuki et Hitachi) réputés ultra propres sont au dessus. J'ai demandé s'ils avaient l'analyse des deux autres barreaux mais RAS so far.
30-NOV-2018
Plus aucune réponse d'Eurotechni au sujet des compositions exactes de leur lot de C130 et 135Cr3. En faisant mes courses le soir, je suis tombé sur des plaques à induction soldées pour cause d'invendu je suppose. Une plaque de 22 cm allant jusqu'à 2000 W pour 22 EUR, soit moins que mon kit. Ça faisait longtemps que je me demandais si une telle plaque serait capable de rougir un bout de ferraille. Peut-être peut-on récupérer les entrailles et les détourner? Bon voilà du matos de test sans grand investissement.
01-DEC-2018
Petit test avec la plaque à induction: on pose un bout de ferraille dessus et on allume. Rien. Le machin détecte pas grand chose au dessus de lui (pas assez de courant appelé?) et se met en veille par sécurité. Pour 22 EUR ce truc possède en plus plein de fonctions annexes... Alors j'ai mis une casserole pleine d'eau que j'ai un peu excentrée et j'ai placé le barreau au dessus de la plaque. Il chauffe mais pas suffisamment. On va un peu fouiller le Net pour voir si quelqu'un a déjà détourné un truc pareil.
Sinon j'ai ressorti mes pierres Haidu 180 et 280 pour retoucher l'Opinel N°102 et le bec d'oiseau Robert Herder
- Le tranchant n'était pas complet sur l'Opinel au niveau du talon
- l'épaisseur du tranchant derrière la pointe (les 5 premiers millimètres) du bec d'oiseau était un peu trop importante et l'angle au sommet trop ouvert. J'ai affiné tout cela.
Finition au cuir et pâte 2 microns.
Retour au garage pour jouer un peu avec mon chauffage par induction avec une grosse lame non émoulue que j'ai en souffrance depuis bien trop longtemps. C'est pour une version de Bob Loveless Dropped Hunter avec une soie. Bref un tout autre volume de métal que pour les premiers essais. Il faut y aller progressivement car des sauts au dessus de 15A arrivent très vite en avançant que peu de matière dans la bobine. D'un seul coup l'écran digital du "multimètre" s'est mis à déconner. Un grand nombre de segments sont llumés partout, impossible de suivre l'évolution du courant. Un coup à se prendre du 20 A et plus vite fait dans les dents. Coupure. Nouveaux essais. Rien à faire. On dirait que l'écran est HS... Punaise c'est vraiment rageant. Toute forme de surcharge étant exclue à cause du shunt, la partie voltmètre est bonne pour 100 V, faut se rendre à l'évidence, le module doit être HS. Jamais je n'en aurai un nouveau pour les vacances de Noel. Frustration. il doit être écrit quelque part que pour la seconde moitié de 2018, les vierges ascendant balance vont en chier sur tous les tableaux. Y a plus qu' à attendre que le beau temps revienne. Il revient toujours.
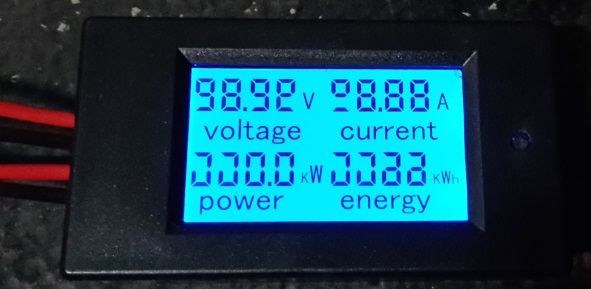
Pas facile à décoder, hein?
02-DEC-2018
J'ai rallumé le chauffage par induction ce matin. Ecran toujours illisible mias cette fois avec le mode d'emploi. Il faut dire que l'emploi d'un seul bouton pour naviguer dans les menus et régler en même temps avec des impulsions longues, courtes, répétées n'est pas instinctif. Il a suffit de remettre les compteurs d'énergie et de puissance à zéro pour que l'écran revienne à son état normal. Youpie!
J'ai alors écarté encore les spires: on est à 80..85 mm selon l'endroit où on mesure. A vide à présent il y a 5 A au lieu de 4.5. En changeant l'inductance L de la bobine, je dois changer l'impédance Z (vous vous souvenez des circuits RLC, les nombres complexes, le diagramme de Fresnel?). Avec un morceau de carton, j'ai aussi bricolé un pare-vent qui abrite totalement la bobine des courants d'air du ventilateur afin de maintenir bien au chaud la pièce au centre.
Cette fois j'ai chauffé plusieurs fois la lame du "Kipawa" pour essayer de gentiment la redresser au marteau. Presque sans effet. Alors j'ai fait des trempes sélectives du dos de la lame. Il y a bien eu redressement partiel, visible à l'oeil. Hélàs, aussi visible à l'oeil, le tranchant serpente (coups de marteau) et la lame n'est plus plane (trempes sélectives).
J'ai aussi chauffé un autre Bob Loveless mais à plate semelle et déjà émoulu, pour essayer une fois chaud de juste passer le tranchant entre deux spires écartées. C'est presque sans effet. Le courant augmente un chouilla mais sans que ça rougisse. Pendant toutes ces expériences, l'écran a souvent rendu son tablier. D'abord j'ai cru que c'était si le courant passait brusquement bien au dessus de 20 A (cela arrive si on introduit d'un coup toute la lame à froid), puis si je touchais par erreur une spire avec la lame. Mais chaque fois, j'ai trouvé une situation qui me contredisait. Une fois l'écran m'a même fait le coup alors qu'il n'y avait rien dans la bobine. Ça sent le bug tout court sans réelle raison physique due à la mesure.
04-DEC-2018
Me suis replongé dans mes lointains souvenirs de circuit RLC, impédance complexe, fréquence propre de résonance. Selon Wikipedia,avec un circuit RLC en série ou en parallèle, la fréquence propre est inversement proportionnelle à la racine carrée du produit LC (inductance et capacité) f0=1/[2pi*(L*C)1/2].
Bref, sans connaitre la fréquence propre du circuit de chauffage par induction, on peut la diminuer en jouant sur L ou C. Que voulez vous, attendre l'oscilloscope c'est trop long... Faut que je joue...
- L c'est l'inductance de la bobine qui selon les formules simplifiées trouvées en ligne va augmenter avec le diamètre de la bobine et le carré de son nombre de spire et diminuer avec sa longueur. Doubler le nombre de spires multiplie par 4 l'inductance mais comme la longueur est multipliée par 2 on se retrouve avec une inductance double "seulement"
- C c'est la capacité. Pour l'augmenter il faut ajouter des condensateurs au circuit (ils s'ajoutent en parallèle; c'est l'inverse des résistances)
Dans mes tiroirs il me reste l'ancienne platine et ses 6 condensateurs de 0.33 µF soit 1.98 µF. En les reliant à la seconde platine, je doublerai ainsi la capacité du circuit et selon la formule ci-dessus, la fréquence propre serait dimnuée de 1/[(2)-1/2] soit encore multipliée par 0.707 (en gros réduction de 29%, par exemple 71 au lieu de 100 kHz). Ça devrait déjà augmenter sensiblement la profondeur de pénétration du champ magnétique et des courants de Foucault induits avec à la clé un espoir de chauffer plus intensément mes lames.
re-Bref, j'ai déssoudé tout ce qui restait sur l'ancienne platine sauf les condos afain de les relier en parallèle aux bornes de sortie de la seconde platine. Essai
- merde 9.5 A à vide au lieu des 5 que j'avais avant (4.5 avant d'allonger la bobine en écartant les spires).
- introduction progressive d'un bout de ferraille, le courant monte bien haut 17..18 A pour finir par retomber vers 14
- l'isolation des cables reliant mes deux platines fument au bout d'une minute: arrêt d'urgence!
Bilan: ben ils étaient en train de fondre. J'avais pourtant pris du câble de 2.5 mm2 souple multibrin (contre les effets de peau). Comment c'est possible? Selon le bouquin, le 2.5 carré c'est bon pour ? Ben merde je trouve juste les 20 A domestiques pour du fil rigide. Et puis surtout j'ai oublié que je suis en alternatif en sortie. Il doit y avoir des pics de courant monstrueux. J'ai aussi trouvé en ligne une formule qui donne l'élévation de température d'un conducteur. Elle est inversement proportionnelle au carré de la section. Bref en doublant la section je diminue en théorie par 4 la température. Si je trouve du 6 mm2, ça nous fait même 5.76 fois moins...
Et puis en doublant seulement la capacité, j'ai dû modifier l'impédance de façon importante, ceci expliquant la grosse augmnentation de courant à vide. Selon mes souvenirs (Lw-1/Cw; j'ai pas de oméga minsucule sur le logiciel Nvu), si j'arrive à aussi doubler l'inductance cela compenserait l'augmentation de capacité et l'impédance resterait inchangée. Ça veut dire qu'il me faudrait "juste" une bobine avec 15 spires au lieu de 7.5 (toutes autres choses restant égales). Punaise c'est bien beau de réfléchir mais matériellement je ne vais pas aller aussi vite pour vérifier mes théories. La route est longue.
05-DEC-2018
Au lieu de chercher un gros câble, j'ai simplement relié les deux platines par des vis et les colonnes ne laiton qui servent de bornes. Ça doit faire facile du 8 mm2 de section, mais j'ai peur des effets de peau (quand un courant circule dans un conducteur, il crée un champ magnétique; ce champ agit sur les porteurs de charge et les "attirent" en surface et du coup tout le courant passe en surface risquant de créer une surchauffe locale; les câbles multibrins essaient de combattre cet effet, entre autres)
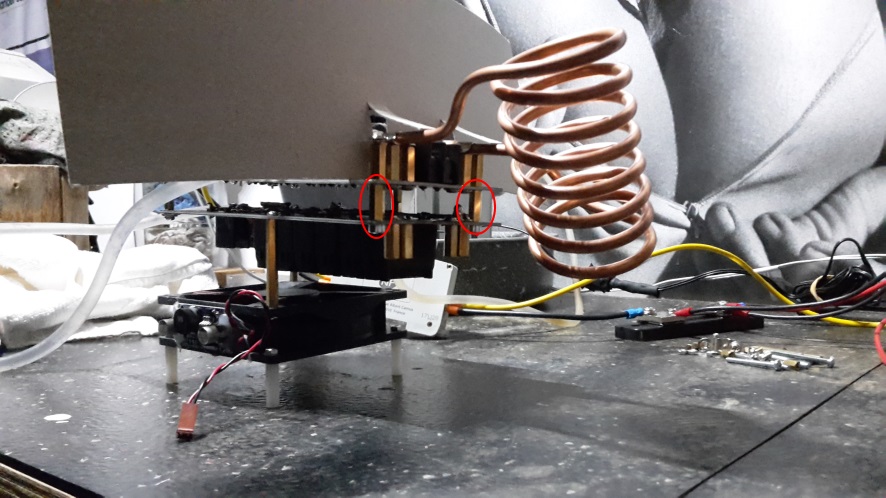
La connexion mécanique et électrique cerclée en rouge. Le ventilo du bas n'est pas alimenté pour le moment. Le carton qui cache la platine supérieure
sert à empêcher le ventilo du haut de refroidir la lame dans la bobine.
J'ai commandé en Chine
- un thermomètre infra rouge allant jusqu'à 1050°C et
- un mini oscilloscope
Utilité? Pour le premier confirmer une température / la vérifer par une autre méthode que la couleur ou la perte de magnétisme. Pour le second mesurer la fréquence du courant de mon kit de chauffage par induction. La profondeur de pénétration de l'énergie induite en dépend directement. En théorie, le kit sort 40 à 50 kHz ce qui selon des tableaux nous donne environ 1 à 2 mm sur un acier avant la température de Curie.
28-NOV-2018
J'ai pas l'air comme ça mais je réfléchis beaucoup, pas toujours avant. Mes vieux souvenirs de cours de transferts thermiques ont ressurgi dans ma mémoire (parce que j'ai beaucoup aimé ces cours) à propos de la chaleur transmise par rayonnement, température à la puissance 4 et émissivité. C'est sur ce principe que fonctionne un thermomètre infra rouge. Et bien sûr il est aussi précis que la valeur d'émissivité qu'on lui donne. Quelques recherches rapides indiquent que l'émissivité de l'acier vers 800°C dépend de plein de facteurs dont l'état de surface, etc. Comment puis-je espérer savoir si je suis au dessus ou en dessous de 769°C si l'émissivité est de 0.80, 0.85 ou 0.90? L'énergie transportée par rayonnement y est directement proportionnelle d'après la formule. Donc 5% d'erreur dans l'émissivité égale 5% d'erreur dans la lecture de la température réelle. 800°C = 1073 K. 1073*.95=1019. 1019-273= 746.35 °C. Bref avec 5% d'erreur je peux lire 750 ou 850°C sur une pièce à 800°C. Ah il est beau l'ingé... Au final au lieu de croire un aimant, j'étais parti sur mes yeux comparant des couleurs avec des abaques ou l'aide d'un appareil magique. Alors que l'aimant ne ment sans doute pas. S'il attire encore un peu le barreau chauffé c'est que celui-ci n'est pas à 769°C un point c'est tout. Il faut accepter la vérité scientifique même si elle ne vous plait pas.
En réfléchissant encore, j'ai bon espoir de passer un peu au dessus des 769°C en augmentant la pénétration de chauffe. Je ne sais pas encore comment mais si j'arrive à baisser la fréquence du kit, peut-être que j'arriverai à monter à 800°C environ. Donc pour la fréquence pas le choix que d'attendre le mini oscilloscope. Sinon il y a aussi le ventilo qui refroidit la platine qui doit un peu souffler sur la pièce. Je songe donc à mettre une sorte d'écran entre bobine et platine. A mon avis dans ces plages de température, il doit être facile de perdre 10°C par le "soufflage".
29-NOV-2018
Encore la fièvre acheteuse pour compenser mon inactivité. J'ai commandé chez Eurotechni une barre d'XC100, une de C130 et une dernière de 135Cr3. Leur XC100 est affiché comme étant de l'UHB20C (Üddeholm) avec 0.15% de Cr. Ce qui n'est pas le cas de la fiche technique officille en ligne. Moi ça m'arrangerai bien bien 0.15% de chrome pour améliorer la trempabilité. Cours échanges... Résultats
- leur XC100 vient bien de chez Üddeholm et c'est du UHB20C
- la fiche technique Üddelholm chez Eurotechni indique 0.15% de Cr mais...
- l'analyse de leur lot en stock indique (en % de masse): C-0.965 Si-0.240 Mn-0.442 P-0.004 S-0.001
- donc finalement pas de chrome dans ce que je vais recevoir (ça sent la trempe à l'eau)
- Eurotechni a dit qu'ils allaient retouché leur fiche technique. On va voir...
Cool qu'ils aient l'analyse de leurs lots. Avez-vous vu cette propreté? Les taux de soufre et de phosphore sont ultra bas. Fortiches les Suédois. Même les aciers japonais (de chez Yasuki et Hitachi) réputés ultra propres sont au dessus. J'ai demandé s'ils avaient l'analyse des deux autres barreaux mais RAS so far.
30-NOV-2018
Plus aucune réponse d'Eurotechni au sujet des compositions exactes de leur lot de C130 et 135Cr3. En faisant mes courses le soir, je suis tombé sur des plaques à induction soldées pour cause d'invendu je suppose. Une plaque de 22 cm allant jusqu'à 2000 W pour 22 EUR, soit moins que mon kit. Ça faisait longtemps que je me demandais si une telle plaque serait capable de rougir un bout de ferraille. Peut-être peut-on récupérer les entrailles et les détourner? Bon voilà du matos de test sans grand investissement.
01-DEC-2018
Petit test avec la plaque à induction: on pose un bout de ferraille dessus et on allume. Rien. Le machin détecte pas grand chose au dessus de lui (pas assez de courant appelé?) et se met en veille par sécurité. Pour 22 EUR ce truc possède en plus plein de fonctions annexes... Alors j'ai mis une casserole pleine d'eau que j'ai un peu excentrée et j'ai placé le barreau au dessus de la plaque. Il chauffe mais pas suffisamment. On va un peu fouiller le Net pour voir si quelqu'un a déjà détourné un truc pareil.
Sinon j'ai ressorti mes pierres Haidu 180 et 280 pour retoucher l'Opinel N°102 et le bec d'oiseau Robert Herder
- Le tranchant n'était pas complet sur l'Opinel au niveau du talon
- l'épaisseur du tranchant derrière la pointe (les 5 premiers millimètres) du bec d'oiseau était un peu trop importante et l'angle au sommet trop ouvert. J'ai affiné tout cela.
Finition au cuir et pâte 2 microns.
Retour au garage pour jouer un peu avec mon chauffage par induction avec une grosse lame non émoulue que j'ai en souffrance depuis bien trop longtemps. C'est pour une version de Bob Loveless Dropped Hunter avec une soie. Bref un tout autre volume de métal que pour les premiers essais. Il faut y aller progressivement car des sauts au dessus de 15A arrivent très vite en avançant que peu de matière dans la bobine. D'un seul coup l'écran digital du "multimètre" s'est mis à déconner. Un grand nombre de segments sont llumés partout, impossible de suivre l'évolution du courant. Un coup à se prendre du 20 A et plus vite fait dans les dents. Coupure. Nouveaux essais. Rien à faire. On dirait que l'écran est HS... Punaise c'est vraiment rageant. Toute forme de surcharge étant exclue à cause du shunt, la partie voltmètre est bonne pour 100 V, faut se rendre à l'évidence, le module doit être HS. Jamais je n'en aurai un nouveau pour les vacances de Noel. Frustration. il doit être écrit quelque part que pour la seconde moitié de 2018, les vierges ascendant balance vont en chier sur tous les tableaux. Y a plus qu' à attendre que le beau temps revienne. Il revient toujours.
Pas facile à décoder, hein?
02-DEC-2018
J'ai rallumé le chauffage par induction ce matin. Ecran toujours illisible mias cette fois avec le mode d'emploi. Il faut dire que l'emploi d'un seul bouton pour naviguer dans les menus et régler en même temps avec des impulsions longues, courtes, répétées n'est pas instinctif. Il a suffit de remettre les compteurs d'énergie et de puissance à zéro pour que l'écran revienne à son état normal. Youpie!
J'ai alors écarté encore les spires: on est à 80..85 mm selon l'endroit où on mesure. A vide à présent il y a 5 A au lieu de 4.5. En changeant l'inductance L de la bobine, je dois changer l'impédance Z (vous vous souvenez des circuits RLC, les nombres complexes, le diagramme de Fresnel?). Avec un morceau de carton, j'ai aussi bricolé un pare-vent qui abrite totalement la bobine des courants d'air du ventilateur afin de maintenir bien au chaud la pièce au centre.
Cette fois j'ai chauffé plusieurs fois la lame du "Kipawa" pour essayer de gentiment la redresser au marteau. Presque sans effet. Alors j'ai fait des trempes sélectives du dos de la lame. Il y a bien eu redressement partiel, visible à l'oeil. Hélàs, aussi visible à l'oeil, le tranchant serpente (coups de marteau) et la lame n'est plus plane (trempes sélectives).
J'ai aussi chauffé un autre Bob Loveless mais à plate semelle et déjà émoulu, pour essayer une fois chaud de juste passer le tranchant entre deux spires écartées. C'est presque sans effet. Le courant augmente un chouilla mais sans que ça rougisse. Pendant toutes ces expériences, l'écran a souvent rendu son tablier. D'abord j'ai cru que c'était si le courant passait brusquement bien au dessus de 20 A (cela arrive si on introduit d'un coup toute la lame à froid), puis si je touchais par erreur une spire avec la lame. Mais chaque fois, j'ai trouvé une situation qui me contredisait. Une fois l'écran m'a même fait le coup alors qu'il n'y avait rien dans la bobine. Ça sent le bug tout court sans réelle raison physique due à la mesure.
04-DEC-2018
Me suis replongé dans mes lointains souvenirs de circuit RLC, impédance complexe, fréquence propre de résonance. Selon Wikipedia,avec un circuit RLC en série ou en parallèle, la fréquence propre est inversement proportionnelle à la racine carrée du produit LC (inductance et capacité) f0=1/[2pi*(L*C)1/2].
Bref, sans connaitre la fréquence propre du circuit de chauffage par induction, on peut la diminuer en jouant sur L ou C. Que voulez vous, attendre l'oscilloscope c'est trop long... Faut que je joue...
- L c'est l'inductance de la bobine qui selon les formules simplifiées trouvées en ligne va augmenter avec le diamètre de la bobine et le carré de son nombre de spire et diminuer avec sa longueur. Doubler le nombre de spires multiplie par 4 l'inductance mais comme la longueur est multipliée par 2 on se retrouve avec une inductance double "seulement"
- C c'est la capacité. Pour l'augmenter il faut ajouter des condensateurs au circuit (ils s'ajoutent en parallèle; c'est l'inverse des résistances)
Dans mes tiroirs il me reste l'ancienne platine et ses 6 condensateurs de 0.33 µF soit 1.98 µF. En les reliant à la seconde platine, je doublerai ainsi la capacité du circuit et selon la formule ci-dessus, la fréquence propre serait dimnuée de 1/[(2)-1/2] soit encore multipliée par 0.707 (en gros réduction de 29%, par exemple 71 au lieu de 100 kHz). Ça devrait déjà augmenter sensiblement la profondeur de pénétration du champ magnétique et des courants de Foucault induits avec à la clé un espoir de chauffer plus intensément mes lames.
re-Bref, j'ai déssoudé tout ce qui restait sur l'ancienne platine sauf les condos afain de les relier en parallèle aux bornes de sortie de la seconde platine. Essai
- merde 9.5 A à vide au lieu des 5 que j'avais avant (4.5 avant d'allonger la bobine en écartant les spires).
- introduction progressive d'un bout de ferraille, le courant monte bien haut 17..18 A pour finir par retomber vers 14
- l'isolation des cables reliant mes deux platines fument au bout d'une minute: arrêt d'urgence!
Bilan: ben ils étaient en train de fondre. J'avais pourtant pris du câble de 2.5 mm2 souple multibrin (contre les effets de peau). Comment c'est possible? Selon le bouquin, le 2.5 carré c'est bon pour ? Ben merde je trouve juste les 20 A domestiques pour du fil rigide. Et puis surtout j'ai oublié que je suis en alternatif en sortie. Il doit y avoir des pics de courant monstrueux. J'ai aussi trouvé en ligne une formule qui donne l'élévation de température d'un conducteur. Elle est inversement proportionnelle au carré de la section. Bref en doublant la section je diminue en théorie par 4 la température. Si je trouve du 6 mm2, ça nous fait même 5.76 fois moins...
Et puis en doublant seulement la capacité, j'ai dû modifier l'impédance de façon importante, ceci expliquant la grosse augmnentation de courant à vide. Selon mes souvenirs (Lw-1/Cw; j'ai pas de oméga minsucule sur le logiciel Nvu), si j'arrive à aussi doubler l'inductance cela compenserait l'augmentation de capacité et l'impédance resterait inchangée. Ça veut dire qu'il me faudrait "juste" une bobine avec 15 spires au lieu de 7.5 (toutes autres choses restant égales). Punaise c'est bien beau de réfléchir mais matériellement je ne vais pas aller aussi vite pour vérifier mes théories. La route est longue.
05-DEC-2018
Au lieu de chercher un gros câble, j'ai simplement relié les deux platines par des vis et les colonnes ne laiton qui servent de bornes. Ça doit faire facile du 8 mm2 de section, mais j'ai peur des effets de peau (quand un courant circule dans un conducteur, il crée un champ magnétique; ce champ agit sur les porteurs de charge et les "attirent" en surface et du coup tout le courant passe en surface risquant de créer une surchauffe locale; les câbles multibrins essaient de combattre cet effet, entre autres)
La connexion mécanique et électrique cerclée en rouge. Le ventilo du bas n'est pas alimenté pour le moment. Le carton qui cache la platine supérieure
sert à empêcher le ventilo du haut de refroidir la lame dans la bobine.
Avec exactement la
même capacité en parallèle mais sans câble,
il n'y a plus que 7.5 A à vide. Punaise comment deux
câbles peuvent à ce point changer l'impédance? Bref
plus de section et moins de courant, au toucher les conducteurs (les
colonnes en laiton) sont un peu tièdes, c'est tout. Un petit
essai vite fait avec un bout de ferraille: j'ai pas l'impression qu'on
dépasse l'orange. Pas la moindre trace de décalescence,
ni recalescence. Le display bug encore et toujours à l'envie. OK
c'est vite remis en état mais c'est sûr qu'il a un souci.
Si ça plante en pleine auténisation au moment
où je cherche une intensité mini, ça va vite me
gonfler.
06-DEC-2018
C'est la Saint-Nicolas, et chez moi en Grande-Plouquie-Est, pardon mais ça veut encore dire quelque chose! Bref j'ai enfin pu récupérer mon dernier Robert Herder.

188 mm au total, lame de 81 mm en C80* (~XC80 à ~60 HRc) de 15 mm au ricasso, dos à 1.20 mm, avec demi-soie.
Manche en cerisier brut, épais de 12 mm au maxi, deux rivets alu matés, poncés à ras. 17.1 g. 13.95 EUR sous blister.
* info d'un chef d'atelier de chez Robert Herder prise dans une video YouTube de type "publi-information". Il ajoute que l'acier
est "biconique", ce que j'interprète par une section déjà pré-émoulue, réduisant le travail à faire et la matière dès le départ.
La notice. L'émouture est dite "fine de Solingen", voir schéma. Y a des videos Youtube là-dessus ou ici ou là.
Chaque couteau est émoulu à la main (avec un lubrifiant de refroidissement), le tranchant contrôlé sur chaque pièce. Rivets alu montés
à la main. Sensible à la corrosion, ne pas mettre au lave-vaisselle. Ne pas couper des objets trop durs (os, produits congelés), l'objet
est destiné aux légumes, viandes et poissons. La coloration de la lame en usage est normale.
Ne pas affûter avec des machines domestiques mais passer juste 2..3 fois sur un fusil en acier ou en céramique.
Le manche est brut sans vernis ni traitement chimique quelconque. Après son premier contact avec de l'eau, il
deviendra rugueux, fournissant ainsi une très bonne tenue en main.
Selon les endroits, j'ai mesuré l'épaisseur derrière le fil entre 0.10 et 0.15 mm. Le fil est plus épais vers le premier tiers (à la pointe). En sortie de boîte c'est assez agressif sauf dans le premier tiers. Pas de bavure ou de plis (merci le blister!). J'ai repris le tout à la main pour parfaire cela: P325 et cuir + pâte 2 microns. Ça coupe très bien à présent mais je sens bien que le fil est plus épais devant.
Le cerisier (seul le papier de l'emballage est FSC sur ce modèle) est un bois noble pour les manches de couteaux en Allemagne si l'on en croit l'emballage. Au ricasso le chanfrein est à 45°. Le dos de lame a de profondes stries de meulage (P80 ou 100 selon moi). Un bon endroit pour un début de corrosion. Un jour prochain avec le back de sortie, je le finirai à P400 ou mieux. Bon on va tacher de l'utiliser en cuisine et on vous dira. J'ai prévu d'acheter encore d'autres modèles de couteau d'office.
07-DEC-2018
Les deux Robert Herder ont du jeu au manche: section triangulaire de lame et section rectangulaire dans le manche. Un très bon endroit pour que l'eau de nettoyage y pénètre et nous corrode tout cela à la longue. Je vais tacher de boucher cela à l'époxy. Je songe aussi à quelques couches d'huile pour les manches bruts. Au courrier, enfin je veux dire au point relais, il y avait enfin mes aciers de chez Eurotechni: XC100 (aka UHB20C), C130 et 135Cr3.
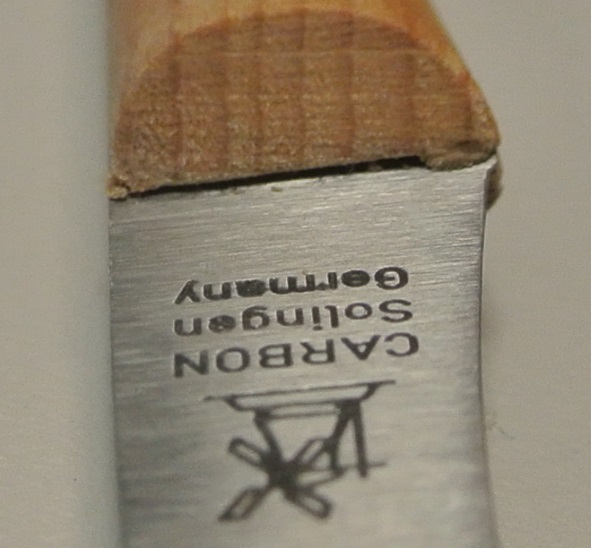
En dessous de la lame, dans le prologement du tranchant, y a aussi encore un petit jour dans le manche.
06-DEC-2018
C'est la Saint-Nicolas, et chez moi en Grande-Plouquie-Est, pardon mais ça veut encore dire quelque chose! Bref j'ai enfin pu récupérer mon dernier Robert Herder.
188 mm au total, lame de 81 mm en C80* (~XC80 à ~60 HRc) de 15 mm au ricasso, dos à 1.20 mm, avec demi-soie.
Manche en cerisier brut, épais de 12 mm au maxi, deux rivets alu matés, poncés à ras. 17.1 g. 13.95 EUR sous blister.
* info d'un chef d'atelier de chez Robert Herder prise dans une video YouTube de type "publi-information". Il ajoute que l'acier
est "biconique", ce que j'interprète par une section déjà pré-émoulue, réduisant le travail à faire et la matière dès le départ.
La notice. L'émouture est dite "fine de Solingen", voir schéma. Y a des videos Youtube là-dessus ou ici ou là.
Chaque couteau est émoulu à la main (avec un lubrifiant de refroidissement), le tranchant contrôlé sur chaque pièce. Rivets alu montés
à la main. Sensible à la corrosion, ne pas mettre au lave-vaisselle. Ne pas couper des objets trop durs (os, produits congelés), l'objet
est destiné aux légumes, viandes et poissons. La coloration de la lame en usage est normale.
Ne pas affûter avec des machines domestiques mais passer juste 2..3 fois sur un fusil en acier ou en céramique.
Le manche est brut sans vernis ni traitement chimique quelconque. Après son premier contact avec de l'eau, il
deviendra rugueux, fournissant ainsi une très bonne tenue en main.
Selon les endroits, j'ai mesuré l'épaisseur derrière le fil entre 0.10 et 0.15 mm. Le fil est plus épais vers le premier tiers (à la pointe). En sortie de boîte c'est assez agressif sauf dans le premier tiers. Pas de bavure ou de plis (merci le blister!). J'ai repris le tout à la main pour parfaire cela: P325 et cuir + pâte 2 microns. Ça coupe très bien à présent mais je sens bien que le fil est plus épais devant.
Le cerisier (seul le papier de l'emballage est FSC sur ce modèle) est un bois noble pour les manches de couteaux en Allemagne si l'on en croit l'emballage. Au ricasso le chanfrein est à 45°. Le dos de lame a de profondes stries de meulage (P80 ou 100 selon moi). Un bon endroit pour un début de corrosion. Un jour prochain avec le back de sortie, je le finirai à P400 ou mieux. Bon on va tacher de l'utiliser en cuisine et on vous dira. J'ai prévu d'acheter encore d'autres modèles de couteau d'office.
07-DEC-2018
Les deux Robert Herder ont du jeu au manche: section triangulaire de lame et section rectangulaire dans le manche. Un très bon endroit pour que l'eau de nettoyage y pénètre et nous corrode tout cela à la longue. Je vais tacher de boucher cela à l'époxy. Je songe aussi à quelques couches d'huile pour les manches bruts. Au courrier, enfin je veux dire au point relais, il y avait enfin mes aciers de chez Eurotechni: XC100 (aka UHB20C), C130 et 135Cr3.
En dessous de la lame, dans le prologement du tranchant, y a aussi encore un petit jour dans le manche.
08-DEC-2018
En plusieurs étapes, j'ai mis de la résine époxy dans les interfaces lame / manche des deux Robert Herder et de l'Opinel n°102.
09-DEC-2018
Je suis retourné au garage avec la lame du "Kipawa". Avec la capacité doublée, j'ai plusieurs fois chauffé la lame. Elle reste magnétique quoiqu'il arrive. J'ai encore amélioré l'isolation de la bobine des courants d'air parasites venant du ventilo. A l'enclume j'ai redessé la lame au mieux. J'ai encore fait une trempe sélective du dos pour essayer de redresser la ligne générale. Peu ou pas d'effet. Pour finir j'ai refait une seule trempe séléctive à l'eau du tranchant sur 5 à 7 mm (7 à la pointe, 5 au talon). J'ai encore redressé au mieux pendant que la lame était chaude. La lime indique un durcissement très notable. Pas de revenu pour l'instant. Le display m'a laché bien trop souvent, sans la moindre raison apparente. Parfois j'ai cru à un pic de courant, parfois j'ai cru simplement à un temps passé. Les condensateurs de la platine inférieure sont bien tièdes.
En plusieurs étapes, j'ai mis de la résine époxy dans les interfaces lame / manche des deux Robert Herder et de l'Opinel n°102.
09-DEC-2018
Je suis retourné au garage avec la lame du "Kipawa". Avec la capacité doublée, j'ai plusieurs fois chauffé la lame. Elle reste magnétique quoiqu'il arrive. J'ai encore amélioré l'isolation de la bobine des courants d'air parasites venant du ventilo. A l'enclume j'ai redessé la lame au mieux. J'ai encore fait une trempe sélective du dos pour essayer de redresser la ligne générale. Peu ou pas d'effet. Pour finir j'ai refait une seule trempe séléctive à l'eau du tranchant sur 5 à 7 mm (7 à la pointe, 5 au talon). J'ai encore redressé au mieux pendant que la lame était chaude. La lime indique un durcissement très notable. Pas de revenu pour l'instant. Le display m'a laché bien trop souvent, sans la moindre raison apparente. Parfois j'ai cru à un pic de courant, parfois j'ai cru simplement à un temps passé. Les condensateurs de la platine inférieure sont bien tièdes.