10-DEC-2018
Réfléxions, pensées...
J'ai l'impression qu'avec mon second bloc de condensateurs en série, les lames chauffent moins vite. J'ai relu l'article au sujet de l'induction publié dans "les techniques de l'ingénieur" qui traine, sans doute de façon illégale, en ligne. Mais cette fois sous un autre angle.
Pour un "bon chauffage", il semble que la valeur de pénétration communément retenue est 1/4 de l'épaisseur de la pièce (entre 1/3 et 1/5). Avec une lame de 3 mm, ça fait 0.75 mm et si je rentre cette valeur dans la formule, pour de l'acier à 800°C, on trouve une fréquence de 379 kHz. Merde alors, je suis loin des 10 à 50 kHz recommandés pour du traitement thermique. J'en reviens donc "à tant que je n'ai pas de quoi mesurer la fréquence, je tatonne dans le noir". D'instinct on le sent, mais les calculs d'impédance et d'inductance montrent aussi qu'il faut un faible entrefer (une faible distance bobine pièce) pour un transfert d'énergie efficace.
Pas sûr que je sois très clair, mais j'ai compris des trucs aujourd'hui. La plupart des pièces qu'on chauffe pour du traitement thermique sont plus épaisses qu'un couteau, d'où les fréquences de 10 à 50 kHz qui donnent des pénétrations de plusieurs millimètres. Pour obtenir de telles fréquences, je dois augmenter le produit LC du circuit RLC: plus de condensateurs en parallèle, des bobines plus longues, avec plus de tours etc.
Pour aller dans les 400 kHz, il me faudrait plutôt réduire C (démonter les condos de la seconde platine) et abaisser L le plus possible: en fait cela revient à ne plus avoir de spires mais juste des conducteurs linéaires et au final assez près de la partie à chauffer. Bref dans mon cas cela revient à retourner à ma toute première configuration sans bobine mais juste deux conducteurs parallèles le long du tranchant, et le plus près possible. Pas besoin de beaucoup réfléchir, c'est un peu comme si le système s'auto adaptait
- grosse pièce, grosse pénétration, faible fréquence obtenue naturellement avec une bobine qui épouse les contours proches de la pièce (et qui augmente L vue la taille de la pièce)
- petite pièce, faible pénétration, fréquence élevée obtenue avec un L faible d'une bobine inexistante remplacée par des conductuers linéaires.
Pas sûr que je sois très clair mais pour moi cela semble très logique au final à la vue des équations qui régissent le phénomène. "Ce qui se conçoit bien, s'énonce clairement". Alors puisque je ne suis pas des plus clairs, cela signifie sans doute que je maitrise encore mal le truc. Une note en passant au sujet de cette citation de Boileau (je crois), si une personne ne peut pas vous faire comprendre quelque chose de compliqué avec des mots simples, c'est sans doute qu'elle n'y comprend rien non plus. Fuyez!
11-DEC-2018
Pourquoi l'aimant attire encore et toujours mes lames oranges alors que le courant chute indiquant ainsi que l'acier est devenu amagnétique? Je ne suis donc pas à 769°C et pourtant l'acier durcit selon ma lime. OK peut-être pas au maximum. Et puis 769°C c'est pour du fer pur (768 à 770°C selon les sources) mais je me dis que pour l'acier ça doit être très proche. J'ai encore cherché sur le web les températures de Curie pour des aciers, en gros en fonction du taux de carbone. J'ai fini par trouver 3 documents: un vieux truc non daté qui doit être situé vers 1900, un livre en anglais sous Google livres et une présentation commerciale qui reprend le graphe du bouquin sous Google books.
Si ce qui est écrit est scientifiquement correct (on va supposer que oui) je suis à côté de la plaque avec mes 769°C du fer pur. Plus le taux de carbone augmente, plus la température de Curie chute. Le phénomème présente aussi de l'hystérésis. Le magnétisme revient à une température plus basse au refroidissement qu'à l'échauffement. Pire, ce delta augmente même avec le taux de carbone pour atteindre un maximum d'environ 50°C pour des taux au dessus de 0,80..0,90% de carbone. Ça, ça va plutôt dans notre sens.

Le document est ici sur le web. Un acier de Firminy avec 0.84% de carbone n'est plus magnétique en le chauffant à 729°C et le redevient à partir de 681°C ce qui laisse en
gros 48°C de pertes possibles entre sortie d'auténisation et bain de trempe. Le rédacteur du document estime son incertitude de mesure à environ 10°C avec son matos de
l'époque et une répétabilité pas au top. Cependant on a un bon ordre de grandeur.

Chez Google books
Je n'ai toujours pas trouvé d'explication pour comprendre si c'est le changement de structure cristalline de l'acier provoque la perte de magnétisme ou si les phénomènes ne sont pas liés. Mais le graphique y répond
- pour les hypoeutectoïdes en dessous d'environ 0.45% (intersection de T=769°C et AC3), TCurie =769°C, c'est une constante.
- pour les hypoeutectoïdes au dessus d'environ 0.45% (intersection de T=769°C et AC3), TCurie =AC3 (intersection de la verticale du taux de carbone avec AC3 lue en Y), ça varie entre 727 et 769°C presque linéairement en fonction du taux de carbone (entre 0.45 et 0.77%)
- pour les hypereutectoïdes TCurie=727°C (AC1), c'est aussi une constante
Bref en gros avec mes aciers à limes à environ 1% de carbone, à l'orange et toujours un peu magnétique, je ne suis même pas à 727°C. Ou plutôt si, comme l'explique le plus vieux document. La perte du magnétisme est progressive et la température de Curie a été choisie de façon constante lorsqu'on est en plein dans le phénomène. Par exemple, avec de l'XC100, l'aimant montre des faiblesses disons à partir de 660°C (cité au pif) et reste sans effet à disons 750°C (cité au pif) et l'expérience retient une valeur moyenne entre les deux. Le plus vieux document explique qu'une fois atteinte, on peut attendre un peu que la pièce refroidisse et que pourtant elle prendra la trempe. A cause de l'hystérésis. Avec mes chiffres au pif de ci-dessus et un delta de 50°C, l'effet reviendrait de 750-50=700 à 660-50=610°C.
Hypothèse: pour mon hypereutectique (la lame du "Kipawa") au dessus de 727°C, je commence à avoir une fraction molaire d'austénite et comme j'ai un peu de marge à cause de l'hystérésis, j'arrive à avoir une trempe (sans doute pas complète mais significative).
Pour mon "Abbica" en acier ressort (sans doute vers 0,4..0,5% de carbone), l'induction me le monte sans doute vers 769°C.
Je ne suis toujours pas certain de ce que j'écris.
Et malgré l'énergie injectée, pourquoi la température n'augmente plus vraiment? J'ai l'impression qu'on atteint un régime stationnaire: l'énergie perdue par le rayonnement de la lame (c'est elle qui chauffe l'eau dans le coeur du tube qui constitue la bobine) est sans doute plus ou moins exactement compensée par l'échauffement dû aux courants de Foucault. Il faudrait isoler la lame pour voir si les pertes réduites autorisent un léger gain en température. Comment voir la couleur si la lame est couverte d'un isolant?
12-DEC-2018
Ça caille dans le garage et pourtant j'y suis retourné. Je ne sais pas où j'ai trouvé pareille motivation. Il faut en profiter alors. J'ai déposé le second jeu de condensateurs et j'ai remplacé la bobine par mon inducteur linéaire auquel j'avais soudé des câbles pour l'éloigner de la platine, croyant que le champ magnétique induit avait des répércutions thermiques sur la platine (il n'en est rien en fait). L'inducteur est connecté de façon conventionnelle, il est refroidi par circulation d'eau et les fils soudés sont volants. Essai: on est à 15 A et ça grimpe! Le 06-SEP-2018 on était à 12.5 pour monter à 13.5 A à vide. Coupure. A la palpation je sens que ça a chauffé pas mal près des condensateurs au bord de la platine. Les MOSFET (qui m'ont déjà laché 2 fois) ont l'air bien. J'ai tout de suite arrêté. Avec 16 A "à vide" non seulement je n'ai pas assez de réserve de puissance mais je flirte aussi bien trop près de ce que peut supporter la platine selon mes malheureuses expériences passées.
Tant que j'y étais, j'ai remonté l'autre inducteur (la bobine dans les textes ci-dessus). Retour à environ 5 A à vide et j'ai joué avec "l'Abbica" en acier à ressort et un clone de Dropped Hunter de Bob Loveless forgé dans une lime avec émouture creuse. Lorsque les deux lames sont à l'orange et que le courant appelé chute de façon drastique (point de Curie plus ou moins atteint selon moi)
- l'un comme l'autre (pourtant à température différente à cause de leur taux de carbone très différent) sont attirés par l'aimant; mais j'ai bien étudié le phénomène cette fois, il y a une nette chute de l'intensité de l'attraction entre le manche par exemple et la zone orange
- je rêve peut-être mais j'ai l'impression de voir le voile noir de la transformation allotropique desdites décalescence recalescence; c'est comme si on était pile au milieu
- durant tous mes essais avec l'induction jusqu'à aujourd'hui, je n'ai jamais vu ce phénomène de recalescence (le voile noir qui passe et derrière lui le métal s'éclaircit en orange à nouveau un court instant) sans doute parce que je ne suis jamais arrivé assez haut en température.
Il faut que je trouve un isolant à mettre autour de la lame et perméable aux champs magnétiques.
J'ai refait des trempes sélectives à l'eau pour voir s'il y a un durcissement. Par exemple en laissant la lame à l'orange plus longtemps. Sur un essai, j'ai même fait involontairement un revenu avec la chaleur résiduelle. J'avais sorti la lame de l'eau avec le dos encore très rouge et quelques instants plus tard la zone de la pointe était jaune paille (200°C) et le tranchant près du talon gorge de pigeon (280°C). La lime mordait plus dans la zone gorge de pigeon. C'est assez fin comme différence mais on arrive à le sentir un peu.
Les différentes tentatives de mesures de dureté avec mes faibles moyens (lime, autre lame de dureté plus ou moins connue) semblent me dire que ça durcit bien un peu ou moyennement mais pas assez pour ce que je souhaite atteindre je dirai selon mon feeling.
Bon voilà ça n'avance guère ma science. L'écran m'a encore laché un nombre incalculable de fois. Faut sans doute que je remette encore tout à plat. Comment faire du sélectif avec un inducteur linéaire si je prends déjà 16 A à vide? La différence d'environ 3 A avec l'essai du 06-SEP-2018 vient peut-être des fils volants. Je vais les dessouder. De toute façon avec 2.5 mm2 de section, si je me base sur l'essai avec la seconde platine en parallèle avec les condos, ils auraient vite cramé. Une histoire d'impédance à la con sans doute. La partie imaginaire doit avoir une forte portion capacitive à cause de la très faible inductance du tube en géométrie linéaire. La surconsommation de courant doit venir de la puissance réactive. En équilibrant capacité et inductance (le fameux cos phi), on doit pouvoir ramener l'impédance totale vers une valeur ayant une composante réelle largement majoritaire tout en restant dans la plage de fréquence propre que je cherche.
14-DEC-2018
Je m'étais déjà résigné pour le display. "Faudra en commander un nouveau..." J'en parle avec un collègue hier et il me dit que je devrai au moins l'ouvrir, si ça se trouve, c'est pas grand chose. M'ouais c'est de l'électronique, une merde n'est pas aussi visible qu'en mécanique. Mais bon il a raison. Trop souvent je baisse les bras trop tôt sans même me laisser un espoir, des fois que ce soit pas si difficile que cela. Alors hop on ouvre le biniou.
Inspection: je ne vois rien de louche. Truc déssoudé ou crâmé...
Réfléxions, pensées...
J'ai l'impression qu'avec mon second bloc de condensateurs en série, les lames chauffent moins vite. J'ai relu l'article au sujet de l'induction publié dans "les techniques de l'ingénieur" qui traine, sans doute de façon illégale, en ligne. Mais cette fois sous un autre angle.
Pour un "bon chauffage", il semble que la valeur de pénétration communément retenue est 1/4 de l'épaisseur de la pièce (entre 1/3 et 1/5). Avec une lame de 3 mm, ça fait 0.75 mm et si je rentre cette valeur dans la formule, pour de l'acier à 800°C, on trouve une fréquence de 379 kHz. Merde alors, je suis loin des 10 à 50 kHz recommandés pour du traitement thermique. J'en reviens donc "à tant que je n'ai pas de quoi mesurer la fréquence, je tatonne dans le noir". D'instinct on le sent, mais les calculs d'impédance et d'inductance montrent aussi qu'il faut un faible entrefer (une faible distance bobine pièce) pour un transfert d'énergie efficace.
Il
devait y avoir une copie d'écran et un lien ici mais je ne
retrouve le document ni sur le web, ni électroniquement sur
mon PC. Désolé.
Pas sûr que je sois très clair, mais j'ai compris des trucs aujourd'hui. La plupart des pièces qu'on chauffe pour du traitement thermique sont plus épaisses qu'un couteau, d'où les fréquences de 10 à 50 kHz qui donnent des pénétrations de plusieurs millimètres. Pour obtenir de telles fréquences, je dois augmenter le produit LC du circuit RLC: plus de condensateurs en parallèle, des bobines plus longues, avec plus de tours etc.
Pour aller dans les 400 kHz, il me faudrait plutôt réduire C (démonter les condos de la seconde platine) et abaisser L le plus possible: en fait cela revient à ne plus avoir de spires mais juste des conducteurs linéaires et au final assez près de la partie à chauffer. Bref dans mon cas cela revient à retourner à ma toute première configuration sans bobine mais juste deux conducteurs parallèles le long du tranchant, et le plus près possible. Pas besoin de beaucoup réfléchir, c'est un peu comme si le système s'auto adaptait
- grosse pièce, grosse pénétration, faible fréquence obtenue naturellement avec une bobine qui épouse les contours proches de la pièce (et qui augmente L vue la taille de la pièce)
- petite pièce, faible pénétration, fréquence élevée obtenue avec un L faible d'une bobine inexistante remplacée par des conductuers linéaires.
Pas sûr que je sois très clair mais pour moi cela semble très logique au final à la vue des équations qui régissent le phénomène. "Ce qui se conçoit bien, s'énonce clairement". Alors puisque je ne suis pas des plus clairs, cela signifie sans doute que je maitrise encore mal le truc. Une note en passant au sujet de cette citation de Boileau (je crois), si une personne ne peut pas vous faire comprendre quelque chose de compliqué avec des mots simples, c'est sans doute qu'elle n'y comprend rien non plus. Fuyez!
11-DEC-2018
Pourquoi l'aimant attire encore et toujours mes lames oranges alors que le courant chute indiquant ainsi que l'acier est devenu amagnétique? Je ne suis donc pas à 769°C et pourtant l'acier durcit selon ma lime. OK peut-être pas au maximum. Et puis 769°C c'est pour du fer pur (768 à 770°C selon les sources) mais je me dis que pour l'acier ça doit être très proche. J'ai encore cherché sur le web les températures de Curie pour des aciers, en gros en fonction du taux de carbone. J'ai fini par trouver 3 documents: un vieux truc non daté qui doit être situé vers 1900, un livre en anglais sous Google livres et une présentation commerciale qui reprend le graphe du bouquin sous Google books.
Si ce qui est écrit est scientifiquement correct (on va supposer que oui) je suis à côté de la plaque avec mes 769°C du fer pur. Plus le taux de carbone augmente, plus la température de Curie chute. Le phénomème présente aussi de l'hystérésis. Le magnétisme revient à une température plus basse au refroidissement qu'à l'échauffement. Pire, ce delta augmente même avec le taux de carbone pour atteindre un maximum d'environ 50°C pour des taux au dessus de 0,80..0,90% de carbone. Ça, ça va plutôt dans notre sens.
Le document est ici sur le web. Un acier de Firminy avec 0.84% de carbone n'est plus magnétique en le chauffant à 729°C et le redevient à partir de 681°C ce qui laisse en
gros 48°C de pertes possibles entre sortie d'auténisation et bain de trempe. Le rédacteur du document estime son incertitude de mesure à environ 10°C avec son matos de
l'époque et une répétabilité pas au top. Cependant on a un bon ordre de grandeur.
Chez Google books
Je n'ai toujours pas trouvé d'explication pour comprendre si c'est le changement de structure cristalline de l'acier provoque la perte de magnétisme ou si les phénomènes ne sont pas liés. Mais le graphique y répond
- pour les hypoeutectoïdes en dessous d'environ 0.45% (intersection de T=769°C et AC3), TCurie =769°C, c'est une constante.
- pour les hypoeutectoïdes au dessus d'environ 0.45% (intersection de T=769°C et AC3), TCurie =AC3 (intersection de la verticale du taux de carbone avec AC3 lue en Y), ça varie entre 727 et 769°C presque linéairement en fonction du taux de carbone (entre 0.45 et 0.77%)
- pour les hypereutectoïdes TCurie=727°C (AC1), c'est aussi une constante
Bref en gros avec mes aciers à limes à environ 1% de carbone, à l'orange et toujours un peu magnétique, je ne suis même pas à 727°C. Ou plutôt si, comme l'explique le plus vieux document. La perte du magnétisme est progressive et la température de Curie a été choisie de façon constante lorsqu'on est en plein dans le phénomène. Par exemple, avec de l'XC100, l'aimant montre des faiblesses disons à partir de 660°C (cité au pif) et reste sans effet à disons 750°C (cité au pif) et l'expérience retient une valeur moyenne entre les deux. Le plus vieux document explique qu'une fois atteinte, on peut attendre un peu que la pièce refroidisse et que pourtant elle prendra la trempe. A cause de l'hystérésis. Avec mes chiffres au pif de ci-dessus et un delta de 50°C, l'effet reviendrait de 750-50=700 à 660-50=610°C.
Hypothèse: pour mon hypereutectique (la lame du "Kipawa") au dessus de 727°C, je commence à avoir une fraction molaire d'austénite et comme j'ai un peu de marge à cause de l'hystérésis, j'arrive à avoir une trempe (sans doute pas complète mais significative).
Pour mon "Abbica" en acier ressort (sans doute vers 0,4..0,5% de carbone), l'induction me le monte sans doute vers 769°C.
Je ne suis toujours pas certain de ce que j'écris.
Et malgré l'énergie injectée, pourquoi la température n'augmente plus vraiment? J'ai l'impression qu'on atteint un régime stationnaire: l'énergie perdue par le rayonnement de la lame (c'est elle qui chauffe l'eau dans le coeur du tube qui constitue la bobine) est sans doute plus ou moins exactement compensée par l'échauffement dû aux courants de Foucault. Il faudrait isoler la lame pour voir si les pertes réduites autorisent un léger gain en température. Comment voir la couleur si la lame est couverte d'un isolant?
12-DEC-2018
Ça caille dans le garage et pourtant j'y suis retourné. Je ne sais pas où j'ai trouvé pareille motivation. Il faut en profiter alors. J'ai déposé le second jeu de condensateurs et j'ai remplacé la bobine par mon inducteur linéaire auquel j'avais soudé des câbles pour l'éloigner de la platine, croyant que le champ magnétique induit avait des répércutions thermiques sur la platine (il n'en est rien en fait). L'inducteur est connecté de façon conventionnelle, il est refroidi par circulation d'eau et les fils soudés sont volants. Essai: on est à 15 A et ça grimpe! Le 06-SEP-2018 on était à 12.5 pour monter à 13.5 A à vide. Coupure. A la palpation je sens que ça a chauffé pas mal près des condensateurs au bord de la platine. Les MOSFET (qui m'ont déjà laché 2 fois) ont l'air bien. J'ai tout de suite arrêté. Avec 16 A "à vide" non seulement je n'ai pas assez de réserve de puissance mais je flirte aussi bien trop près de ce que peut supporter la platine selon mes malheureuses expériences passées.
Tant que j'y étais, j'ai remonté l'autre inducteur (la bobine dans les textes ci-dessus). Retour à environ 5 A à vide et j'ai joué avec "l'Abbica" en acier à ressort et un clone de Dropped Hunter de Bob Loveless forgé dans une lime avec émouture creuse. Lorsque les deux lames sont à l'orange et que le courant appelé chute de façon drastique (point de Curie plus ou moins atteint selon moi)
- l'un comme l'autre (pourtant à température différente à cause de leur taux de carbone très différent) sont attirés par l'aimant; mais j'ai bien étudié le phénomène cette fois, il y a une nette chute de l'intensité de l'attraction entre le manche par exemple et la zone orange
- je rêve peut-être mais j'ai l'impression de voir le voile noir de la transformation allotropique desdites décalescence recalescence; c'est comme si on était pile au milieu
- durant tous mes essais avec l'induction jusqu'à aujourd'hui, je n'ai jamais vu ce phénomène de recalescence (le voile noir qui passe et derrière lui le métal s'éclaircit en orange à nouveau un court instant) sans doute parce que je ne suis jamais arrivé assez haut en température.
Il faut que je trouve un isolant à mettre autour de la lame et perméable aux champs magnétiques.
J'ai refait des trempes sélectives à l'eau pour voir s'il y a un durcissement. Par exemple en laissant la lame à l'orange plus longtemps. Sur un essai, j'ai même fait involontairement un revenu avec la chaleur résiduelle. J'avais sorti la lame de l'eau avec le dos encore très rouge et quelques instants plus tard la zone de la pointe était jaune paille (200°C) et le tranchant près du talon gorge de pigeon (280°C). La lime mordait plus dans la zone gorge de pigeon. C'est assez fin comme différence mais on arrive à le sentir un peu.
Les différentes tentatives de mesures de dureté avec mes faibles moyens (lime, autre lame de dureté plus ou moins connue) semblent me dire que ça durcit bien un peu ou moyennement mais pas assez pour ce que je souhaite atteindre je dirai selon mon feeling.
Bon voilà ça n'avance guère ma science. L'écran m'a encore laché un nombre incalculable de fois. Faut sans doute que je remette encore tout à plat. Comment faire du sélectif avec un inducteur linéaire si je prends déjà 16 A à vide? La différence d'environ 3 A avec l'essai du 06-SEP-2018 vient peut-être des fils volants. Je vais les dessouder. De toute façon avec 2.5 mm2 de section, si je me base sur l'essai avec la seconde platine en parallèle avec les condos, ils auraient vite cramé. Une histoire d'impédance à la con sans doute. La partie imaginaire doit avoir une forte portion capacitive à cause de la très faible inductance du tube en géométrie linéaire. La surconsommation de courant doit venir de la puissance réactive. En équilibrant capacité et inductance (le fameux cos phi), on doit pouvoir ramener l'impédance totale vers une valeur ayant une composante réelle largement majoritaire tout en restant dans la plage de fréquence propre que je cherche.
14-DEC-2018
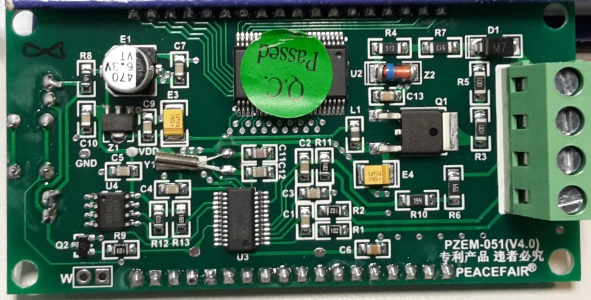
Je m'étais déjà résigné pour le display. "Faudra en commander un nouveau..." J'en parle avec un collègue hier et il me dit que je devrai au moins l'ouvrir, si ça se trouve, c'est pas grand chose. M'ouais c'est de l'électronique, une merde n'est pas aussi visible qu'en mécanique. Mais bon il a raison. Trop souvent je baisse les bras trop tôt sans même me laisser un espoir, des fois que ce soit pas si difficile que cela. Alors hop on ouvre le biniou.
Inspection: je ne vois rien de louche. Truc déssoudé ou crâmé...
Comme j'ai
déjà le boitier en main, je décide de le ramener
au boulot avec ma loupe pour le montrer à un collègue
(pas celui de ci-dessus) puis plus tard au collègue en question.
Je me suis dit que 6 yeux valent mieux que 2. Le premier ne voit rien
non plus, jusqu'à ce qu'il décide d'enlever
l'étiquette du contrôle qualité.
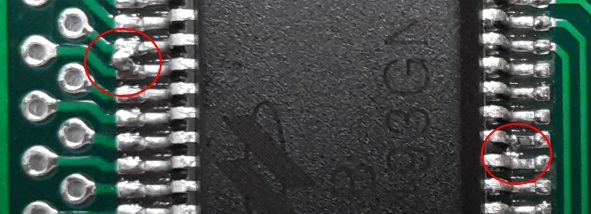
Et en dessous de l'étiquette, il y a un contrôleur dont quatre pattes sont en court-circuit: une boule
d'étain à gauche et une sorte de soudure qui a coulé à droite... Ah vérole!
La boule est déjà visible sur la photo au dessus, si si regardez bien!
Et en dessous de l'étiquette, il y a un contrôleur dont quatre pattes sont en court-circuit: une boule
d'étain à gauche et une sorte de soudure qui a coulé à droite... Ah vérole!
La boule est déjà visible sur la photo au dessus, si si regardez bien!
Le composant porte
l'inscription Holtek HT1621B. J'ai pu facilement trouver la fiche
technique (datasheet) en ligne. C'est bien un contrôleur dont la
fonction principale est la gestion d'un afficheur. L'affectation des
pattes me prouvent que les paires en court-circuit commandent
chacune effectivement un segment du display. On dirait bien qu'on tient
les coupables. J'ai pu dégager la boule avec une simple
pichenette de tournevis. A noter qu'elle est allée se coller
ailleurs. Si ça se trouve elle voyageait, ce qui expliquerait
l'absence de défaut au début. Pour le second
défaut, il aura fallu souder ensemble les deux pattes et retirer
tout cet excès avec de la tresse à déssouder. Le
court-circuit est venu aussi. Le plus baroque dans cette histoire,
c'est que les défauts sont cachés par
l'étiquette du contrôle de qualité qui dit que tout
est OK! Même sans connaissance spécifique, dans la vie il
faut au moins se donner la peine d'essayer, en plus de la règle
numéro 20 de Gibbs: "Toujours regarder en dessous". Avec un peu
de jugeotte et d'observation, on arrive parfois à s'en sortir.
C'est vraiment une leçon qu'il me faut méditer pour
sortir de ma spirale dépressive et mélancolique.
15-DEC-2018
Je cherche toujours de quoi isoler la bobine / l'inducteur de mon chauffage par induction du rayonnement de la lame. Accessoirement j'en espère aussi une élévation de température, la lame pouvant céder ainsi moins facilement son énergie au milieu ambiant. J'avais songé au matériau qui sert à faire des couvertures anti-feu. J'en ai une dans ma cuisine depuis un certain nombre d'années suite à une énième formation sur les extincteurs au boulot. Bien sûr, c'est pour être bien certain qu'elle ne servira jamais que j'ai fait cette dépense (somme toute modeste: procurez-vous en une, vous me direz merci!). Le meilleur moyen qu'il ne pleuve pas, c'est de vous coltiner toute la sainte journée un parapluie.
En mode brainstorming, j'avais aussi demandé au collègue détecteur de défaut sur PCB dit "oeil de lynx" s'il songeait à quelque chose qui pourrait me servir d'isolant: il a dit "les trucs qui servent en plomberie à protéger le mur derrière les tuyaux lorsque tu brases à l'argent". Il part à la retraite bientôt, mais comment qu'on va faire sans lui? Castorama, marque Weld Team de chez Air Liquide, "écran thermique", 3 feuilles de 200 X 250 [mm] pour 16.99 EUR (ou 1 pour 7.99). 1 cm de fibres céramiques garanties non toxiques doublées d'un fin écran alu ou similaire, bon pour 1200°C.
Le soir même au garage (ousqu'il fait très froid), je coupe un rectangle aussi haut que ma bobine et de longueur son diamètre intérieur multiplié par pi. J'enroule le cylindre dans la bobine, alu côté extérieur comme précisé sur l'emballage en tassant un peu la fibre pour pouvoir y glisser une lame. Contact. L'écran et le ventilo s'éteignent tout de suite, je coupe. Mais Dieu qu'il est con! Avec l'alu, je viens de court-circuiter toute l'inductance de la bobine, le courant atteint des sommets! Je dégage la doublure alu qui se décolle facilement et je recommence. 5 A à vide, tout est redevenu normal.
J'ai fait des essais avec les lames du "Kipawa" (~XC100), de "l'Abbica" (~55S7) et d'un vieux Carl Schwarte (75Cr1). Chaque fois le courant chute au fur et à mesure que monte la température, oscille un peu autour d'un point bas et semble s'y stabiliser. Il faut dire qu'avec la pince-étau je peux maintenir la lame bien immobile et fixe contre l'isolant. Lorsque je suis à l'intensité mini, chaque test avec l'aimant m'a révélé au minimum l'atteinte de la température de Curie: l'aimant n'attire PLUS DU TOUT la lame. Quelle joie!

Dans la foulée, j'ai refait des trempes sélectives à l'eau des "Kipawa" et "Abbica". Divers tests basiques de dureté (lime demi-douce, couteau) ont montré que j'ai significativement augmenté en dureté par rapport aux essais précédents. L'eau n'a que très peu chauffé, preuve de la très bonne isolation que doit fournir l'écran thermique. A se demander si un refroidissement liquide est encore nécessaire dans cette configuration.
Ai-je dépassé la température de Curie? Sans doute pas de beaucoup car bien qu'un peu plus claire, la couleur orange m'a semblé proche de ce que j'ai vu jusqu'à présent. Peut-être que le thermomètre infrarouge chinois en route vers moi avec l'oscilloscope de poche pourra me le dire.
Pour la chauffe sélective par induction, j'avoue que je me sens un peu coincé. Je vais tacher de déssouder les fils volants de mon inducteur initial pour espérer redescendre vers 12.5 A à vide.
J'oubliais... L'afficheur n'a pas débandé une seule fois. Je le déclare officiellement réparé. Y a des journées meilleures que d'autres...
16-DEC-2018
Réception du thermomètre IR. Hein, un dimanche? En fait il était chez mes parents depuis plusieurs jours mais je passe le dimanche avec la popote faite chez moi. Ma maman n'y arrive plus avec son déambulateur et son rétrécissement aortique calcifié. On doit lui poser son TAVI mercredi 19, enfin si tout va bien. L'opération était prévue il y a au moins 3 semaines et a été annulée en dernière minute pour cause d'urgence.
Petit essai du soir en inclinant la bobine de façon à l'avoir horizontale afin de pouvoir y insérer un morceau d'acier qui ne bougera pas. Le courant ne cesse de chuter pour se stabiliser au bout de 2 minutes environ centième d'ampère par centième d'ampère. En pointant la zone orange avec le thermomètre infrarouge, impossible de lire plus de 580°C même avec l'émissitivité réglée à 0.80 et 0.85 (c'est ce que j'ai trouvé pour de l'acier oxydé à 800°C). En sortant la pièce, elle est toujours attirée par l'aimant. Pas de phénomène / transformation allotropique non plus (décalescence / recalescnece), donc de ligne Ac1 franchie... Est-ce l'acier? Je penche plutôt pour la brique réfractaire et la grande surface de contact et la grande surface de lame qui y repose: ça doit lui "pomper" de la chaleur.
De gauche à droite, de bas en haut:
platine inclinée cachée derrière le carton servant à éviter les courants d'air du ventilo sur la pièce à chauffer
pompe à eau sur support alu immergés dans ma sauteuse 24 cm pleine d'eau de pluie
couteau utilitaire Carl Schwarte en 75Cr1 pour cet essai immobile sur brique réfractaire
écran multimètre qui marche toujours et alimentation continue 0-36 V 20 A.
J'ai commencé à enduire les manches en bois avec de l'huile de Tung, à savoir le "Borel II" et le "Kogaluc Jr." en 100Cr6 ainsi que le "Madawaska" dont j'avais essayé de boucher des fissures en un nombre incalculables de passes et qui attendait son tour... Bref
- 3 couches d'huile de Tung/térébenthine/siccatif à 49.25%/49.25%/1.5%
- 2 couches d'huile de Tung pure/siccatif à 98.5%/1.5%
25-FEV-2019
Dernière couche d'huile de Tung pure/siccatif à 98.5%/1.5% sur les manches des "Borel II", "Kogaluc Jr." et "Madawaska".
26-FEV-2019
Les manches ont l'air bien sec. Deux couches de cire de carnauba passées au disque à polir, puis deux couches de cire d'antiquaire (y compris le "Kogaluc Jr." à manche en pertinax). Ensuite dans une vis de 3 mm, j'ai scié une fente longitudinale pour copier un petit outil vu sur Youtube. Grace à la fente, on enroule un peu d'abrasif et voilà de quoi aller nettoyer/polir l'intérieur de mes tubes passage dragonne si on monte le tout sur une perceuse.
27-FEV-2019
J'ai testé mon petit outil pour "décaper" l'intérieur des tubes passage dragonne sur les derniers couteaux: pas très efficace. Je crois que je serai mieux loti en repassant un coup de fôret de 5.1 mm...
28-FEV-2019
Le mieux est l'ennemi du bien. C'est encore pas mon jour. Pile le type d'encouragement dont j'ai besoin...
Bref j'ai passé un coup de fôret de 5 mm dans les tubes de passage dragonne des "Abbica", "Madwaska", "Kogaluc Jr." et "Borel II", puis un coup de ôret de 5.1 mm en commençant par le "Borel II" (le plus joli évidemment) et malgré la colle, cela a déjà suffit à faire tourner le tube sur lui même. Bien sûr le tube n'était pas plan à chaque sortie puisqu'il manquait déjà de la matière vers le cul du manche. Bref un magnifique spectacle. J'ai remis le tube en place comme j'ai pu, avec un nouveau matage avec des billes d'acier de 8 mm et vas-y que je finis au marteau. Dégouté. Il faudra reprendre cette partie.
Ensuite j'ai mis un tranchant à la meule à eau sur les 5 lames. 15° de chaque côté pour chacune. Là aussi le biseau de largeur irrégulière trahit des émoutures d'origines forgées et loin d'être parfaitement constantes en épaisseur derrière le tranchant. Bon aller, je vais au lit.
Pour me rebooster un peu le moral je songe à faire un "Borel II" et un "Franquelin" en pur "stock removal", histoire d'avoir au moins des épaisseurs constantes et plaisantes à l'oeil partout... 90MCV8/XC10 pour le premier, T508 pour le second avec émouture Kata-Ha. On verra si l'envie ne m'a pas laché d'ici là.
03-MAR-2019
Les tranchants des couteaux sont très moches parce qu'en les posant sur la pierre à eau ce n'est pas toujours le fil qui a touché la pierre. Dans un effort de finir cette série, j'ai pris le "Kogaluc Jr." en 100Cr6 pour retoucher avec mes cales recouvertes de papier abrasif ce tranachnat et tenter d ele rendre plus agréable à l'oeil: reprise à P120, 180, 240, 320 et 400. Ensuite j'ai mis le tranchant à la main avec mes deux pierres à eau Haidu (P180 et 280), la DMT P325 et le cuir enduit de pâte 2 microns. Bien agressif et ça rase. Suivant!
04-MAR-2019
Chaque année j'écris la même chose: bref, lundi de carnaval, c'est férié dans ma boite, c'est ainsi. J'en ai profité pour avancer un peu dans les lames.
J'ai découpé à la meuleuse puis façonné au back un "Borel II" en 90MCV8/XC10 et un "Franquelin" en T508. Un casse-goutte dans le premier et aucun dans le second sur lequel je prévois une émouture Kata-Ha. Je pense les avant émouture pour une fois, le T508 entre plaques alu vers 1020°C et le sandwich à l'eau vers 800°C. Sur les précédents en 90MCV8/XC10, l'huile de Colza avait bien marché mais comme la fiche technique d'Eurotechni donne l'eau à 780..800°C comme première alternative, je vais tenter le coup. Ce sera comme chez San Mai japonais et si le manteau d'acier doux protège le coeur de la décarburation et d'un vrillage trop violent, l'eau devrait me donner le maximum du 90MCV8 (même si on refroidit sous le nez perlitique vers 600°C en un temps suffisant pour obtenir la trempe, plus le temps de refroidissement est court, plus la transformation austénite martensite est complète; c'est toujours une histoire de compromis dureté risque de déformation).
Cette fois pour le façonnage, j'ai poussé le vice jusqu'à monter la table horizontale du back à la verticale afin de façonner les chants bien perpendiculaires aux plats des côtés. Vendues à 2.9 et 2.8 mm, mes barres de T508 resp. 90MCV8/XC10 font respectivement 2.95 et 3 mm d'épaisseur.
J'ai repris tous les tranchants des "Kogaluc Jr.", "Madawaska" et "Abbica" au P120, 180, 240, 320 et 400 avant des les affûter à P180, 280, 325 et cuir +pâte 2 microns. Finition rapide tirée en long à P600 et huile fine. J'ai pris des photos pour mettre à jour la galerie. Il reste le "Borel II" à finir.
05-MAR-2019
Il y avait hier un chouette article sur l'AEB-L sur Knife Steel Nerds. Tout ce que j'avais pu regrouper et déduire au sujet de cet acier s'est révélé exact. Il y a bien plus encore à lire. Cela devient officiellement mon inox préféré.
Au boulot, j'ai sablé les deux ébauches de "Borel II" et "Franquelin".
J'ai commencé à remplir les tableaux des dernières entrées dans la galerie.
06-MAR-2019
La vis dans le fémur de ma mère s'est déplacé sans doute pour cause d'os complètement poreux. C'est pour cela qu'elle est incapable de marcher depuis son opération. On a enfin trouvé la raison. Je suppose qu'il va falloir envisager une nouvelle opération. Cela ne fait qu'ajouter à mon mal être actuel. je sais que je vois le verre à moitié vide mais j'ai la sensation d'un fardeau. On est sans doute reparti pour 6 mois.
J'ai percé les semelles des "Borel II" et "Franquelin". La différence avec mes aciers forgés recuits comme je peux est assez flagrante (surtout les 100Cr6 et 90MCV8). L'acier est assez costaud mais cela se perce très bien. Un vrai plaisir.
J'ai continué à remplir les tableaux de la galerie.
07-MAR-2019
J'ai mis un coup de lime dans deux des trous du manche du "Franquelin".
J'ai repris le tranchant du "Borel II" pour faire disparaitre les rayures laissées accidentellement par la meule à eau lors de l'affûtage. J'ai aussi commencé à retoucher la zone du tube de passage dragonne qui s'était fait la malle au perçage léger pour nettoyer l'intérieur. Faudra continuer.
J'ai fini de remplir les tableaux de la galerie.
11-MAR-2019
Weekend trop occupé, des traitements thermiques en retard. Berf j'ai décidé de tremper les deux dernières lames avant émouture, pour pouvoir rattraper des défauts, pour avoir un tranchant qui ne refroidit pas trop vite pour les simples carbones. Donc ce soir j'attaque le "Borel II" en 90MCV8/XC10. J'ai relancé mon controleur avec la fonction auto tune ciblée à 800°C. Les précédents paramètres PID était (désignation Sestos) M50=493, P=24, t=5. Après auto tune ils étaient à M50=526, P=24 et t=24 (merde c'est carrément pô pareil). J'ai finalement préféré tremper à l'huile car cela avait bien marché ainsi par le passé.
- lame de 65 g
- austénisation de 10 min de temps total au four à 805°C
- trempe dans un tube vertical de contenance approximative 0.8 l d'huile de colza préchauffée à 63°C pendant environ 12 s, puis refroidissement à l'air
- prolongement du refroidissement à -18°C pendant 25 min
- spray réfrigérant à -50°C sur le tranchant
- pas moyen de tester la dureté, l'acier dur étant prisonnier des deux couches d'XC10 mou
- la lame a un léger voile et un léger vrillage, moins de 0.5 mm de flèche au milieu si on pose la lame à plat. Peut-être était-ce déjà dans la barre avant trempe?
- 1 h au four de cuisine à 195°C (surveillé par thermomètre indépendant)
- refroidissement brutal dans un seau d'eau froide à ~12°C
- retour au congélateur à-18°C à 20h45
A suivre...
12-MAR-2019
Second revenu
- sortie de congélo à 18h11 (donc après 21h26 à -18°C)
- 1 h au four de cuisine à 195°C (surveillé par thermomètre indépendant)
- refroidissement brutal dans un seau d'eau froide à ~17°C
- retour au congélateur à-18°C à 19h30
13-MAR-2019
Sortie de congélo du "Borel II" à17h14 (donc après 21h44 à-18°C)

Après trempe et revenu. De la calamine ne s'est formée que par endroit, c'est curieux. On voit la bande de 90MCV8 au centre, avec une légère
coloration par rapport à l'XC10.
15-DEC-2018
Je cherche toujours de quoi isoler la bobine / l'inducteur de mon chauffage par induction du rayonnement de la lame. Accessoirement j'en espère aussi une élévation de température, la lame pouvant céder ainsi moins facilement son énergie au milieu ambiant. J'avais songé au matériau qui sert à faire des couvertures anti-feu. J'en ai une dans ma cuisine depuis un certain nombre d'années suite à une énième formation sur les extincteurs au boulot. Bien sûr, c'est pour être bien certain qu'elle ne servira jamais que j'ai fait cette dépense (somme toute modeste: procurez-vous en une, vous me direz merci!). Le meilleur moyen qu'il ne pleuve pas, c'est de vous coltiner toute la sainte journée un parapluie.
En mode brainstorming, j'avais aussi demandé au collègue détecteur de défaut sur PCB dit "oeil de lynx" s'il songeait à quelque chose qui pourrait me servir d'isolant: il a dit "les trucs qui servent en plomberie à protéger le mur derrière les tuyaux lorsque tu brases à l'argent". Il part à la retraite bientôt, mais comment qu'on va faire sans lui? Castorama, marque Weld Team de chez Air Liquide, "écran thermique", 3 feuilles de 200 X 250 [mm] pour 16.99 EUR (ou 1 pour 7.99). 1 cm de fibres céramiques garanties non toxiques doublées d'un fin écran alu ou similaire, bon pour 1200°C.
Le soir même au garage (ousqu'il fait très froid), je coupe un rectangle aussi haut que ma bobine et de longueur son diamètre intérieur multiplié par pi. J'enroule le cylindre dans la bobine, alu côté extérieur comme précisé sur l'emballage en tassant un peu la fibre pour pouvoir y glisser une lame. Contact. L'écran et le ventilo s'éteignent tout de suite, je coupe. Mais Dieu qu'il est con! Avec l'alu, je viens de court-circuiter toute l'inductance de la bobine, le courant atteint des sommets! Je dégage la doublure alu qui se décolle facilement et je recommence. 5 A à vide, tout est redevenu normal.
J'ai fait des essais avec les lames du "Kipawa" (~XC100), de "l'Abbica" (~55S7) et d'un vieux Carl Schwarte (75Cr1). Chaque fois le courant chute au fur et à mesure que monte la température, oscille un peu autour d'un point bas et semble s'y stabiliser. Il faut dire qu'avec la pince-étau je peux maintenir la lame bien immobile et fixe contre l'isolant. Lorsque je suis à l'intensité mini, chaque test avec l'aimant m'a révélé au minimum l'atteinte de la température de Curie: l'aimant n'attire PLUS DU TOUT la lame. Quelle joie!
Dans la foulée, j'ai refait des trempes sélectives à l'eau des "Kipawa" et "Abbica". Divers tests basiques de dureté (lime demi-douce, couteau) ont montré que j'ai significativement augmenté en dureté par rapport aux essais précédents. L'eau n'a que très peu chauffé, preuve de la très bonne isolation que doit fournir l'écran thermique. A se demander si un refroidissement liquide est encore nécessaire dans cette configuration.
Ai-je dépassé la température de Curie? Sans doute pas de beaucoup car bien qu'un peu plus claire, la couleur orange m'a semblé proche de ce que j'ai vu jusqu'à présent. Peut-être que le thermomètre infrarouge chinois en route vers moi avec l'oscilloscope de poche pourra me le dire.
Pour la chauffe sélective par induction, j'avoue que je me sens un peu coincé. Je vais tacher de déssouder les fils volants de mon inducteur initial pour espérer redescendre vers 12.5 A à vide.
J'oubliais... L'afficheur n'a pas débandé une seule fois. Je le déclare officiellement réparé. Y a des journées meilleures que d'autres...
16-DEC-2018
Réception du thermomètre IR. Hein, un dimanche? En fait il était chez mes parents depuis plusieurs jours mais je passe le dimanche avec la popote faite chez moi. Ma maman n'y arrive plus avec son déambulateur et son rétrécissement aortique calcifié. On doit lui poser son TAVI mercredi 19, enfin si tout va bien. L'opération était prévue il y a au moins 3 semaines et a été annulée en dernière minute pour cause d'urgence.
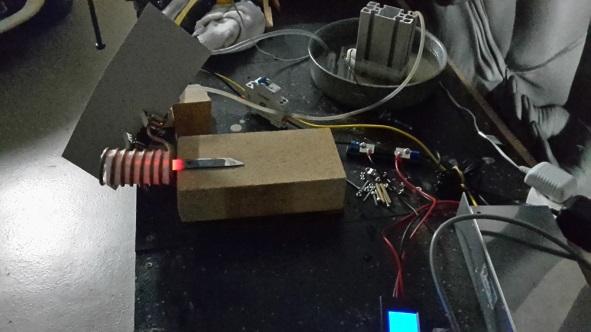
Petit essai du soir en inclinant la bobine de façon à l'avoir horizontale afin de pouvoir y insérer un morceau d'acier qui ne bougera pas. Le courant ne cesse de chuter pour se stabiliser au bout de 2 minutes environ centième d'ampère par centième d'ampère. En pointant la zone orange avec le thermomètre infrarouge, impossible de lire plus de 580°C même avec l'émissitivité réglée à 0.80 et 0.85 (c'est ce que j'ai trouvé pour de l'acier oxydé à 800°C). En sortant la pièce, elle est toujours attirée par l'aimant. Pas de phénomène / transformation allotropique non plus (décalescence / recalescnece), donc de ligne Ac1 franchie... Est-ce l'acier? Je penche plutôt pour la brique réfractaire et la grande surface de contact et la grande surface de lame qui y repose: ça doit lui "pomper" de la chaleur.
De gauche à droite, de bas en haut:
platine inclinée cachée derrière le carton servant à éviter les courants d'air du ventilo sur la pièce à chauffer
pompe à eau sur support alu immergés dans ma sauteuse 24 cm pleine d'eau de pluie
couteau utilitaire Carl Schwarte en 75Cr1 pour cet essai immobile sur brique réfractaire
écran multimètre qui marche toujours et alimentation continue 0-36 V 20 A.
17-DEC-2018
Histoire de ne pas comater en attendant le coucher, j'ai choisi le petit utilitaire en 75Cr1 forgé le 03-JUL-2018 pour l'austéniser par induction et le tremper sélectivement à l'eau froide. Je me suis dit qu'il fallait faire un essai et aller jusqu'au bout: comment va t-il se comporter une fois transformé en couteau? Premier essai pour voir si le métal perd son attraction face à un aimant: OK (pour du 75Cr1 on est donc au moins vers 727°C). Rebelote et immersion dans l'eau de pluie aussi rapide que possible sur environ un tiers de la hauteur de la lame en commençant par la pointe. Une seule fois. Test à la lime demi-douce: OK mais j'ai l'impression que ça pourrait être mieux. Autres tests avec des couteaux: même verdict.
Aucune déformation visible. En attendant un ou deux revenus à venir, j'ai mis la lame au congélateur à -18°C même si avec ce taux de carbone et une température d'austénisation sans doute très basse, le taux d'austénite résiduelle est certainement très faible. Bon faut encore lui trouver un nom de baptême et des plaquettes... Pour ces dernières, j'ai selectionné un chouette petit morceau dont je n'arrive pas à déterminer l'essence. On dirait un peu du cocobolo du Mexique mais je crois que ce n'en est pas.
18-DEC-2018
J'ai choisi parmi ma liste le nom suivant pour le couteau trempé hier soir: le "Madawaska". Histoire de se détendre un petit peu pendant les vacances de Noel, je pense que je vais aussi monter les "Kipawa" et "Abbica", tant pis si les traitements thermiques ne sont pas parfaits. Il faut bien faire des tests un de ces 4 matins. J'ai aussi retrouvé le nom des repliques de Loveless Dropped Hunter, c'est le "Couchepaganiche". Ma mère est entrée aujourd'hui à l'hopital pour la pose de son tavi demain. Cela vous expliquera pourquoi je n'ai pas exploré les fonctions du mini oscilloscope qui est arrivé aujourd'hui. Punaise qu'il est petit! Ma mère flippe un peu. Ici on croise les doigts.
19-DEC-2018
Ma mère a été opérée avec succès. Les soins intensifs ayant des horaires de visite restreints, je me suis retrouvé à la maison plus tôt que prévu. Du coup j'ai fait une petite mesure avec l'oscillo. Le signal est carré, culminant à 77 V avec une fréquence qui varie entre 100 et 101 kHz. Il est à noter qu'avec la sonde fournie il ne faut pas dépasser 40 V ou alors se procurer la sonde X10 pour aller jusqu'à 600 V (Punaise 40 X 10 = 600, tout augmente, ça doit être la faute à Macron). Bon bref 77 V avec la sonde à 40 V maxi, ça marche encore.
Avec C=1.98 microFarad et 100 kHz, ça nous fait une inductance de L=1.28 microHenry. Après je suis moins sûr de mes calculs (U=Z*I avec le U=36.5 V et I=5 A indiqués par le Wattmètre, donc du côté "entrée"), car je trouve une résistance R=7.3 Ohm et du coup ça nous fait un déphasage très faible.
22-DEC-2018
L'opération de ma mère s'est tellement bien passée qu'elle est rentrée ce matin. Même pas besoin de pace maker. Si ça se trouve elle va courir comme un lapin de ... Ça fait combien 81 ans en années de lapin?
J'ai profité des 170°C de mon four et de la torréfaction de noisettes et d'amandes (pour faire de la pâte pralinée destinée à parfumer la crème au beurre de ma bûche de Noel) pour faire faire un revenu d'une heure aux "Kipawa", "Abbica" et "Madawaska". Je me suis contenté de 170°C car je suppose la dureté loin du maxi possible avec ces aciers. En plus, les trempes ont eu lieu il y a si longtemps que je ne sais pas si ces revenus vont vraiment faire grand chose. Fidèle aux habitudes, j'ai refroidi les lames en seau d'eau de pluie à 12°C puis séjour au congélateur à -18°C. Je ne ferai pas de second revenu.
23-DEC-2018
J'ai poncé un peu aujourd'hui mais avant j'ai essayé de redresser la lame et le fil du "Kipawa" au mieux. Assez facile dans la zone non trempée, pour le fil ce fut une autre histoire, qui n'est pas encore finie. Bref
- P80 sur les manches des "Abbica" et "Madawaska" et
- P125, 220, 320 et 400 sur toutes les lames
Les cales à poncer m'ont permis de sentir la différence de dureté entre fil et dos de lame.
27-DEC-2018
Un peu de temps pour soi, pendant que mon congélo dégèle, que les denrées sont dehors sous température négative, je suis au garage également sous plusieurs couches de vêtements
- découpe grossière des plaquettes pour les "Abbica " et "Madawaska": scie japonaise, scie à ruban
- ponçage à plat des faces internes au P60
- découpe et ébavurage de la quincaillerie en laiton
- ajustage du trou de pivot du "Kipawa" dans la lame: P400 roulé sur lui-même et tourne...
29-DEC-2018
J'ai essayé de préparer quelques stencils "Ecth-o-Matic" pour les 3 lames en soufffrance: le logo IMC avec les textes 1.2842, ressort et 75Cr1. Toujours 3 min sous les UV, face rugueuse en haut et 10 min de "developpeur" (bien secouer le flacon avant). Alors je n'ai pas compris. Le "1.2842" est venu normalement, le "ressort" est complètement flou (poubelle) et le "75Cr1" semblait ne pas être rongé par le developpeur. J'ai laissé ce dernier 3 heures dans la solution. Le texte a fini par ressortir, las d'autres zones non prévues ont disparu aussi...
30-DEC-2018
Le matin j'ai retenté de faire des stencils: un nouveau "ressort" et un "X46Cr13". Ce dernier est bien "venu" mais le "ressort" a encore fait des siennes. Je devrai essayer avec seulement 2 min d'exposition aux UVs. Après presque 1h30 de baignade dans le "developper", le stencil "ressort" a perdu beaucoup de netteté. 10 minutes ont suffi pour l'autre.
L'après-midi, j'ai redressé une dernière fois le dos de lame du "Kipawa" avant de le polir avec "l'Abbica" et le "Madawaska" au P800. Dégraissage et bain de perchlo d'environ 2 min dans le garage à 8°C environ. Encore un polissage à la pâte à polir les métaux et au final
- une belle ligne de trempe sur le "Kipawa" mais il y a une ligne verticale à la pointe comme si j'avais d'abord plongé la lame verticalement dans l'eau (ce que j'ai dû faire je suppose)
- une ligne plus diffuse sur le "Madawaska" et une pointe (restée "blanche") qui ne semble pas avoir été trempée
- pas vraiment de ligne sur "l'Abbica" (manque de carbone?) tout juste deux zones plus sombre et plus claire qu'on distingue vaguement.
31-DEC-2018
Aujourd'hui rien de spécial au programme alors j'ai consacré beaucoup de temps aux couteaux.
- j'ai poli les 3 lames aux disques sisal, coton et flanelle enduits respectivement de pâte abrasive noire, verte et blanche. Seule la ligne de trempe du "Kipawa" est restée bien visible. Sur les autres on devine des zones aux contours diffus.
- dégraissage des 3 lames à l'acétone
- j'ai gravé les 3 lames en creux d'abord (courant continu) puis en les noircissant (courant alternatif): les définitions vont de très bonne à assez diffuse. Plus curieux, une partie de l'émulsion durcie par les UVs (donc ce qui bouche les trous des stencils) est restée collée au ruban adhésif d'électricien que j'ai utilisé pour plaquer les stencils contre les lames. Je me l'explique par un temps prolongé dans le bain de "developper" pour deux stencils (émulsion affaiblie par l'attaque chimique), mais pas pour le troisième, plus ancien (le premier que j'ai fait en août dernier.
- j'ai poncé à plat l'entretoise du "Kipawa" (c'est un pliant de type piémontais; j'ai enfin trouvé le nom de son essence: de l'amarante, "purple heart" pour les anglophones). Son épaisseur a "fondu" si vite que j'ai dû reprendre tout le manche: coup de lime demi-douce pour augmenter l'écart et laisser à nouveau passer la lame. Cela m'a pris beaucoup de temps.
- j'ai façonné les parties avant des plaquettes des "Abbica" et Madawaska": dégrossissage du contour au back, chanfrein à 35° au lapidaire (abrasif P100), finition au back à P220 et 400. Polissage au disque et pâte 40 microns.
- le back étant sorti, j'ai repris la ferule du "H21" en résine polypropylène que j'avais "massacrée" suite à une trahison du verrouillage en hauteur de ma perceuse PBD 40. J'ai aussi corrigé le perçage du manche afin d'enfin pouvoir tout monter (lame, ferule et manche) sans contrainte
- j'ai percé de petites poches de rétention de colle au dos des plaquettes
- égrénage des semelles au P80
- dégraissage des bois au décireur
- dégraissage des semelles et de la quincaillerie à l'acétone
- collage à la colle à bois de type D3 du manche du "Kipawa" et mise sous presses moyennes
- collage à l'époxy à prise progressive des plaquettes des "Abbica" et "Madawaska", mise sous presses fortes et retrait de la quincaillerie (je veux mater les rivets en place une fois les manches façonnés)
- nettoyage des excès d'époxy aux ricassos avec coton-tiges et acétone
OUF!
01-JAN-2019
Bon ben bonne année. On ve se souhaiter encore pas mal d'érections et puis ça ira déjà... Quand la santé va...
Ouverture des presses et un peu de boulot au garage en ce début de nouvelle année.
- perçage de trous pour les rivets de renfort (clous en acier de 2.2 mm) et le tube passage dragonne (tube alu 6 mm) sur le "Kipawa"
- perceuse sortie, perçage du trou du rivet sur le manche et la soie courte du "H21" (tige inox 3 mm)
- Façonnage au back des contours des "Kipawa", "Abbica" et "Madawaska": j'ai ramené les plaquettes au niveau des semelles et fait le contour définitif du pliant.
02-JAN-2019
Aujourd'hui façonnage au backstand (P40) de l'épaisseur des manches des "Abbica", "Kipawa" et "Madwaska". Au coeur d'une plaquette du "Madawaska", une fissure est apparue. Le façonnage finale se fera à la main. On verra après comment neutraliser la fissure.

Histoire de ne pas comater en attendant le coucher, j'ai choisi le petit utilitaire en 75Cr1 forgé le 03-JUL-2018 pour l'austéniser par induction et le tremper sélectivement à l'eau froide. Je me suis dit qu'il fallait faire un essai et aller jusqu'au bout: comment va t-il se comporter une fois transformé en couteau? Premier essai pour voir si le métal perd son attraction face à un aimant: OK (pour du 75Cr1 on est donc au moins vers 727°C). Rebelote et immersion dans l'eau de pluie aussi rapide que possible sur environ un tiers de la hauteur de la lame en commençant par la pointe. Une seule fois. Test à la lime demi-douce: OK mais j'ai l'impression que ça pourrait être mieux. Autres tests avec des couteaux: même verdict.
Aucune déformation visible. En attendant un ou deux revenus à venir, j'ai mis la lame au congélateur à -18°C même si avec ce taux de carbone et une température d'austénisation sans doute très basse, le taux d'austénite résiduelle est certainement très faible. Bon faut encore lui trouver un nom de baptême et des plaquettes... Pour ces dernières, j'ai selectionné un chouette petit morceau dont je n'arrive pas à déterminer l'essence. On dirait un peu du cocobolo du Mexique mais je crois que ce n'en est pas.
18-DEC-2018
J'ai choisi parmi ma liste le nom suivant pour le couteau trempé hier soir: le "Madawaska". Histoire de se détendre un petit peu pendant les vacances de Noel, je pense que je vais aussi monter les "Kipawa" et "Abbica", tant pis si les traitements thermiques ne sont pas parfaits. Il faut bien faire des tests un de ces 4 matins. J'ai aussi retrouvé le nom des repliques de Loveless Dropped Hunter, c'est le "Couchepaganiche". Ma mère est entrée aujourd'hui à l'hopital pour la pose de son tavi demain. Cela vous expliquera pourquoi je n'ai pas exploré les fonctions du mini oscilloscope qui est arrivé aujourd'hui. Punaise qu'il est petit! Ma mère flippe un peu. Ici on croise les doigts.
19-DEC-2018
Ma mère a été opérée avec succès. Les soins intensifs ayant des horaires de visite restreints, je me suis retrouvé à la maison plus tôt que prévu. Du coup j'ai fait une petite mesure avec l'oscillo. Le signal est carré, culminant à 77 V avec une fréquence qui varie entre 100 et 101 kHz. Il est à noter qu'avec la sonde fournie il ne faut pas dépasser 40 V ou alors se procurer la sonde X10 pour aller jusqu'à 600 V (Punaise 40 X 10 = 600, tout augmente, ça doit être la faute à Macron). Bon bref 77 V avec la sonde à 40 V maxi, ça marche encore.
Avec C=1.98 microFarad et 100 kHz, ça nous fait une inductance de L=1.28 microHenry. Après je suis moins sûr de mes calculs (U=Z*I avec le U=36.5 V et I=5 A indiqués par le Wattmètre, donc du côté "entrée"), car je trouve une résistance R=7.3 Ohm et du coup ça nous fait un déphasage très faible.
22-DEC-2018
L'opération de ma mère s'est tellement bien passée qu'elle est rentrée ce matin. Même pas besoin de pace maker. Si ça se trouve elle va courir comme un lapin de ... Ça fait combien 81 ans en années de lapin?
J'ai profité des 170°C de mon four et de la torréfaction de noisettes et d'amandes (pour faire de la pâte pralinée destinée à parfumer la crème au beurre de ma bûche de Noel) pour faire faire un revenu d'une heure aux "Kipawa", "Abbica" et "Madawaska". Je me suis contenté de 170°C car je suppose la dureté loin du maxi possible avec ces aciers. En plus, les trempes ont eu lieu il y a si longtemps que je ne sais pas si ces revenus vont vraiment faire grand chose. Fidèle aux habitudes, j'ai refroidi les lames en seau d'eau de pluie à 12°C puis séjour au congélateur à -18°C. Je ne ferai pas de second revenu.
23-DEC-2018
J'ai poncé un peu aujourd'hui mais avant j'ai essayé de redresser la lame et le fil du "Kipawa" au mieux. Assez facile dans la zone non trempée, pour le fil ce fut une autre histoire, qui n'est pas encore finie. Bref
- P80 sur les manches des "Abbica" et "Madawaska" et
- P125, 220, 320 et 400 sur toutes les lames
Les cales à poncer m'ont permis de sentir la différence de dureté entre fil et dos de lame.
27-DEC-2018
Un peu de temps pour soi, pendant que mon congélo dégèle, que les denrées sont dehors sous température négative, je suis au garage également sous plusieurs couches de vêtements
- découpe grossière des plaquettes pour les "Abbica " et "Madawaska": scie japonaise, scie à ruban
- ponçage à plat des faces internes au P60
- découpe et ébavurage de la quincaillerie en laiton
- ajustage du trou de pivot du "Kipawa" dans la lame: P400 roulé sur lui-même et tourne...
29-DEC-2018
J'ai essayé de préparer quelques stencils "Ecth-o-Matic" pour les 3 lames en soufffrance: le logo IMC avec les textes 1.2842, ressort et 75Cr1. Toujours 3 min sous les UV, face rugueuse en haut et 10 min de "developpeur" (bien secouer le flacon avant). Alors je n'ai pas compris. Le "1.2842" est venu normalement, le "ressort" est complètement flou (poubelle) et le "75Cr1" semblait ne pas être rongé par le developpeur. J'ai laissé ce dernier 3 heures dans la solution. Le texte a fini par ressortir, las d'autres zones non prévues ont disparu aussi...
30-DEC-2018
Le matin j'ai retenté de faire des stencils: un nouveau "ressort" et un "X46Cr13". Ce dernier est bien "venu" mais le "ressort" a encore fait des siennes. Je devrai essayer avec seulement 2 min d'exposition aux UVs. Après presque 1h30 de baignade dans le "developper", le stencil "ressort" a perdu beaucoup de netteté. 10 minutes ont suffi pour l'autre.
L'après-midi, j'ai redressé une dernière fois le dos de lame du "Kipawa" avant de le polir avec "l'Abbica" et le "Madawaska" au P800. Dégraissage et bain de perchlo d'environ 2 min dans le garage à 8°C environ. Encore un polissage à la pâte à polir les métaux et au final
- une belle ligne de trempe sur le "Kipawa" mais il y a une ligne verticale à la pointe comme si j'avais d'abord plongé la lame verticalement dans l'eau (ce que j'ai dû faire je suppose)
- une ligne plus diffuse sur le "Madawaska" et une pointe (restée "blanche") qui ne semble pas avoir été trempée
- pas vraiment de ligne sur "l'Abbica" (manque de carbone?) tout juste deux zones plus sombre et plus claire qu'on distingue vaguement.
31-DEC-2018
Aujourd'hui rien de spécial au programme alors j'ai consacré beaucoup de temps aux couteaux.
- j'ai poli les 3 lames aux disques sisal, coton et flanelle enduits respectivement de pâte abrasive noire, verte et blanche. Seule la ligne de trempe du "Kipawa" est restée bien visible. Sur les autres on devine des zones aux contours diffus.
- dégraissage des 3 lames à l'acétone
- j'ai gravé les 3 lames en creux d'abord (courant continu) puis en les noircissant (courant alternatif): les définitions vont de très bonne à assez diffuse. Plus curieux, une partie de l'émulsion durcie par les UVs (donc ce qui bouche les trous des stencils) est restée collée au ruban adhésif d'électricien que j'ai utilisé pour plaquer les stencils contre les lames. Je me l'explique par un temps prolongé dans le bain de "developper" pour deux stencils (émulsion affaiblie par l'attaque chimique), mais pas pour le troisième, plus ancien (le premier que j'ai fait en août dernier.
- j'ai poncé à plat l'entretoise du "Kipawa" (c'est un pliant de type piémontais; j'ai enfin trouvé le nom de son essence: de l'amarante, "purple heart" pour les anglophones). Son épaisseur a "fondu" si vite que j'ai dû reprendre tout le manche: coup de lime demi-douce pour augmenter l'écart et laisser à nouveau passer la lame. Cela m'a pris beaucoup de temps.
- j'ai façonné les parties avant des plaquettes des "Abbica" et Madawaska": dégrossissage du contour au back, chanfrein à 35° au lapidaire (abrasif P100), finition au back à P220 et 400. Polissage au disque et pâte 40 microns.
- le back étant sorti, j'ai repris la ferule du "H21" en résine polypropylène que j'avais "massacrée" suite à une trahison du verrouillage en hauteur de ma perceuse PBD 40. J'ai aussi corrigé le perçage du manche afin d'enfin pouvoir tout monter (lame, ferule et manche) sans contrainte
- j'ai percé de petites poches de rétention de colle au dos des plaquettes
- égrénage des semelles au P80
- dégraissage des bois au décireur
- dégraissage des semelles et de la quincaillerie à l'acétone
- collage à la colle à bois de type D3 du manche du "Kipawa" et mise sous presses moyennes
- collage à l'époxy à prise progressive des plaquettes des "Abbica" et "Madawaska", mise sous presses fortes et retrait de la quincaillerie (je veux mater les rivets en place une fois les manches façonnés)
- nettoyage des excès d'époxy aux ricassos avec coton-tiges et acétone
OUF!
01-JAN-2019
Bon ben bonne année. On ve se souhaiter encore pas mal d'érections et puis ça ira déjà... Quand la santé va...
Ouverture des presses et un peu de boulot au garage en ce début de nouvelle année.
- perçage de trous pour les rivets de renfort (clous en acier de 2.2 mm) et le tube passage dragonne (tube alu 6 mm) sur le "Kipawa"
- perceuse sortie, perçage du trou du rivet sur le manche et la soie courte du "H21" (tige inox 3 mm)
- Façonnage au back des contours des "Kipawa", "Abbica" et "Madawaska": j'ai ramené les plaquettes au niveau des semelles et fait le contour définitif du pliant.
02-JAN-2019
Aujourd'hui façonnage au backstand (P40) de l'épaisseur des manches des "Abbica", "Kipawa" et "Madwaska". Au coeur d'une plaquette du "Madawaska", une fissure est apparue. Le façonnage finale se fera à la main. On verra après comment neutraliser la fissure.
03-JAN-2019
J'ai passé un peu moins de 2 heures au garage à façonner à la main les manches des "Abbica" et "Madawaska". Les plaquettes ne sont pas encore assez symétriques à mon goût. Malgré l'excès d'époxy, il y a à mon grand étonnement des zones sans colle entre plaquettes et manche sur le "Madawaska". J'ai donc remis de l'époxy à ces endroits, de la cyanocrylate sous les fissures et bouché les manques de matière avec un mélange époxy - sciure.
L'ami croisé à Nouvel An travaille pour une société allemande qui fait des tondeuses et autres machines pour espaces verts, mais pour les pros. Des gros machins, quoi. Il m'a envoyé aujourd'hui un dessin de leur petite lame rotative de "coupe et de scarification". Environ 80 X 30 X 3 [mm] avec l'inscription "trempé et revenu à 50±2 HRc". La case matière indique "27MnCrB5-2". Bof. C'est sûr que ça ne cassera pas ce truc avec si peu de carbone, ça pliera, sécurité maxi pour l'utilisateur je suppose. Du manganèse et du chrome pour la trempabilité. Pour l''usure aussi? Je ne crois pas trop, y a déjà pas assez de carbone, alors le "bouffer" en carbures... Le bore pour quoi faire?
04-JAN-2019
Mon collègue m'a envoyé un autre plan de lame d'engin agricole (un poste précédent qu'il avait). Désigné par "couteau" sur le plan, la tôle fait 5 mm d'épaisseur. Cette fois c'est du 37MnB5 spécifié à 50..53 HRc. L'angle de taillant est de 18° (10° d'un côté, 8 de l'autre). Un texte avec une ligne d'attache désignant le tranchant énonce "Métallisation de carbure" (sur 12 mm de largeur de tranchant) sans qu'on en sache plus.
Beaucoup de travail à la main aujourd'hui
- ponçage à ras des excès de mélange colle époxy - sciure sur le manche du "Madawaska" et retouche en passant par P120, 180, 320 et 600
- reprise du manche de "l'Abbica", à la lime pour équilibrer la symétrie du manche, puis P60, 120, 180, 320 et 600
- façonnage du manche du "Kipawa"
- ponçage à plat des interfaces ferule - manche du "H21" en vue du futur collage
- chanfreinage à 45° des trous de la quincaillerie sur les plaquettes des "Abbica" et "Madawaska"
- reprise des perçages (coulure de l'époxy), montage sans colle de la quincaillerie et mise à la longueur en laissant 0.5 mm de dépassement de chaque côté
- matage de la quincaillerie: marteau sur les rivets en laiton et écrous borgnes pour déformer sphériquement les tubes de passage dragonne
05-JAN-2019
Je me suis aperçu que les collets battus des tubes de passage dragonne des "Abbica" et "Madwaska" n'étaient pas parfaitement jointifs aux chanfreins à 45°. Je les ai forcés en place avec une seconde bille (issue d'un roulement) de plus gros diamètre (15 mm). Je n'en avais qu'une et en face il y avait encore l'écrou borgne avec sa sphère d'environ 7 mm de diamètre. Ça l'a fait à peu près. Rien de plus, j'avais beaucoup de cuisine à faire aujourd'hui.
06-JAN-2019
Sortie du backstand. J'ai repris un peu la forme de "l'Abbica" avec une pointe un peu plus tombante. Ensuite j'ai poncé à ras sa quincaillerie matée ainsi que celle du "Madawaska". Reprise des chants à P220 et P400.
Au couteau j'ai un peu creusé la zone de repos de la lentille du "Kipawa". La lame n'est vraiment pas dans l'axe et bat la campagne dans la zone du pivot, la lentille pas assez déportée... Y a du boulot pour en faire un truc à peine potable. Je ne sais pas comment ça va finir.
J'ai collé et mis sous presses la ferule en polypropylène du "H21" après dégraissage des surfaces.
07-JAN-2019
Longue journée de reprise, plus trop envie le soir, garage froid, tant d'autres détails ménagers à régler... Alors pétri de bonnes résolutions, j'ai fini par pousser la table basse du salon et j'ai continué le ponçage de finition des manches des "Abbica" et "Madawaska" à la main bien au chaud devant Youtube: P180, 320 et 600. Un coup d'aspi plus tard et la sciure avait disparu. La vie en ermite 12 jours sur 14 a aussi ses bons aspects.
08-JAN-2019
Retour au garage pour polir au disque et à la pâte 40 microns spéciale bois les manches des "Abbica" et "Madawaska". L'essence dure, dense et inconnue de "l'Abbica" est si régulière qu'on dirait presque un matériau synthétique type micarta sur base tissu. L'essence inconnue du "Madwaska" a des nuances beaucoup plus profondes et subtiles, celles que j'aime dans le bois. Les fissures sont encore un peu visibles mais bouchées. L'huile de Tung en finition devrait les effacer encore un peu.
J'ai réussi un spectaculaire et inattendu redressement de la lame du "Kipawa", à présent bien dans l'axe du manche. C'est grace à la trempe sélective qui a laissé une grosse partie de la lame suffisamment plastique. Le tranchant "tangue". A cet endroit, l'acier est dur et refuse de revenir complètement en ligne. J'estime sa correction à 66%, ce qui est bien quand on voit d'où je suis parti. Pour la ligne générale, je trouve à présent les proportions lame/manche un peu deséquilibrées: lame trop courte, manche trop long.
Sortie du manche du "H21" des presses.
09-JAN-2019
Un collègue m'a filé deux billes de roulement de diamètre 10 mm. Avec elles, j'ai remis une passe de finition sur les tubes de passage de dragonne des "Abbica" et "Madwaska". Ensuite j'ai passé les manches au décireur pour leur dispenser une première couche d'huile de tung diluée à 50% avec de la térébenthine (et 1.5% de siccatif).
J'ai ensuite corrigé au back le dos de la lame du "Kipawa" qui était remontée façon katana japonais suite à mes nombreux essais de trempe. Le voilà bien rectiligne à présent. J'ai alors encore tenté de redresser (toujours faire mieux) la lame. Ça a marché, mais très très peu. Le tranchant sans doute pas hyper dur et les deux tiers de lame non trempée restés bien plastiques sont très tolérants. Avec une lame trempée intégralement avec austénisation optimale au four, ça fait belle lurette que j'aurai cassé la lame tant j'ai tapé fort dessus. Je crois que le tranchant restera déformé à jamais. Le prochain chantier ici c'est de réussir à corriger (un peu?) mon étourderie d'avoir mis une pente sur la partie de la lame autour du pivot (dont les côtés devraient bien entendu être parfaitement parallèles).
10-JAN-2019
En soirée, seconde couche d'huile de tung diluée à 50% avec de la térébenthine (et 1.5% de siccatif).
11-JAN-2019
En soirée, troisième couche d'huile de tung diluée à 50% avec de la térébenthine (et 1.5% de siccatif).
12-JAN-2019
En matinée, première couche d'huile de tung pure (et 1.5% de siccatif).
L'après-midi, j'ai ressorti la forge et j'ai inauguré la nouvelle enclume et le Hofi toujours vierges depuis plusieurs mois. L'idée c'était
- de se faire plaisir
- de faire un exercice de plus pour forger une vraie pointe à partir d'une coupe à 90°
- de faire des exercices dans des morceaux de 100Cr6 pour leur donner une forme d'objet coupant
- pour plus tard faire aussi des essais avec le chauffage par induction (peut-être que le 100Cr6 y répond bien, qui sait?)
Je n'ai pas retrouvé les roulements de 19 mm de large et de 62 mm de diamètre extérieur que j'avais amassé par le passé. Je crois qu'un jour j'ai dû me dire que c'était trop petit de toute façon et je les ai retournés à leur benne d'origine sauf un. Alors je n'ai eu le temps que de forger une seule lame et d'ouvrir une seconde bague extérieure (du KNOTT45887 de JUL-2018, diamètre 72, largeur 37). La première lame dans la bague extérieure d'un roulement 2206 = 20 mm de large et 62 de diamètre extérieur (qui m'a fourni plein de billes de 7.93 mm de diamètre). J'ai réussi une superbe pointe mais un peu trop effilée. Je ne sais pas si cela vient de l'enclume, des 1.4 kg du marteau Hofi ou de la combinaison des deux, mais malgré ma longue pose dans la pratique et bien que "plus dur sous le marteau le 100Cr6 est (dixit maitre Yoda)", la forge m'a semblé plus facile. J'avais pris le "Kogaluc Jr." en souffrance (et en 1.2842) comme modèle et j'ai pratiquement réussi à forger la largeur exacte plus un micro chouilla.
En négatif
- la pointe est trop longue (mais ce sera coupé)
- l'affinage vers la pointe est trop marqué (je dois être à 50% de l'épaisseur du ricasso au lieu de 80)
- l'affinage vers le cul pas assez, l'épaisseur est assez constante.
Le brut a fini dans les cendres. Je vais sans doute vite façonner le contour.
Le soir, seconde couche d'huile de tung pure (et 1.5% de siccatif) sur "Abbica" et "Madwaska".
13-JAN-2019
En matinée, dernière couche d'huile de tung pure (et 1.5% de siccatif) sur "Abbica" et "Madwaska". J'ai mis les couteaux au chaud à proximité de mon poele à granulés (pas TROP près cependant).
De 15h20 à 16h55, j'ai forgé la bague interieure du roulement 2206 c-à-d 20 mm de large et 30 de diamètre intérieur. Cela fait assez peu de matière. J'ai forgé un "Borel II", modèle que je n'ai plus fait depuis longtemps. J'arrive à la conclusion incontournable que je m'améliore puisque j'ai obtenu un brut très proche de la forme finale, il reste pas mal de matière à la pointe et au tranchant tandis que le manche s'affine franchement. J'ai fini l'ensemble à la chasse à parer et hop dans le seau à cendres.
De 18h15 à 19h30, j'ai forgé une lame de "Kipawa" dans la chute restante du "Kogaluc Jr." forgé hier et sorti du seau de cendres. C'était difficile à saisir tant le lopin était petit. J'ai surtout forgé la forme en laissant des faces parallèles et hop seau de cendres. J'ai aussi retrouvé un morceau de lime de l'époque du premier "Kipawa" sur lequel j'ai tenté une seconde lame mais j'ai arrêté avant la forme finale car ça manque un peu de matière. Peut-être le reprendrai-je un jour pour en faire une lame très fine de pliant (maxi 1.5 mm d'épaisseur à vue d'oeil).
Me voilà avec 3 bruts en 100Cr6. Le but premier c'est de voir la compatibilité avec le chauffage par induction. Mais pour l'instant les prochaines étapes sont un sablage, un façonnage du contour et un début d'émouture. Quels que soient les résultats des tests d'austénisation avec l'induction, pour percer ces pièces, il faudra les cycler au four. C'est pour cela que j'en ai fait 3. Quitte à cycler 6 à 8 heures, au moins que ça vale le coup pour plusieurs lames.
14-JAN-2019
J'ai pris toutes les lames en 100Cr6 avec moi au boulot pour les sabler. C'est à ce moment que je me suis aperçu que j'ai oublié la lentille sur la seconde lame de "Kipawa"...
J'ai collé à la cyanocrylate 2 rondelles M3 de part et d'autre du trou de pivot de la lame du "Kipawa". Le but c'est de les façonner en biais afin de compenser la conicité de la zone du pivot de la lame et de se retrouver avec deux faces parallèles. Après quelques minutes de back, je suppose que la chaleur a fait son oeuvre et la rondelle a dégagé. La seconde fera pareil malgré d'infinies précautions.
J'ai remisé la seconde lame de "Kipawa" et j'ai façonné les contours des "Borel II" et "Kogaluc Jr.". A présent je vois mieux les défauts de planéité et d'irrégularité d'épaisseur. Y a encore beaucoup de boulot de correction mais voici quelques dimensions
- "Borel II" pointe 1.55 mm, tranchant 1.10 à 1.70, ricasso 3.06 et cul 1.58
- "Kogaluc Jr." pointe 1.00 mm, tranchant 0.92 à 1.72, ricasso 3.50 et cul 2.99
Je pense que la première chose à faire c'est d'essayer de remettre tout cela le plus plan, le plus rectiligne possible. Je me dis que je vais peut-être chauffer par induction ou à la lampe à souder pour ne pas devoir ranger le back et réinstaller la forge. Ensuite il faudra corriger les faces au back avant de tailler un peu les émoutures. Je souhaiterais garder pas mal d'épaisseur au tranchant pour mes essais de trempe par induction. Stay tuned!
15-JAN-2019
J'ai passé deux couches de cire carnauba sur les "Abbica" et "Madawaska". Je ne sais comment mais des fissures sont réapparues sur ce dernier. Les ai-je pris à "rebrousse-poil" avec le disque de flanelle? Bon va falloir reprendre le ponçage, l'huilage et le cirage...
Côté brut de forge, j'ai aplani au mieux les "Borel II" et "Kogaluc Jr." en les chauffant avec mon chauffage par induction. De courts d'instants d'inattention, je suis monté jusqu'à 24 A sans que l'alim' ne coupe ni que quoi que ce soit fonde ou sente mauvais. J'en ai profité pour sortir l'aimant et constater la même chose qu'avec les autres aciers: seulement lorsque la conso de courant se stabilise à un minimum pendant assez longtemps (le temps pour moi de voir que justement cela ne baisse plus), je constate la perte complète de magnétisme. Cela ne dure qu'un bonne seconde et déjà l'aimant commence a attiré faiblement l'acier. Pour le 100Cr6, si la température de Curie est égale à Ac1/Ac3 (à vérifier), une formule théorique du bouquin de Landes me donne Ac1/3=755°C pour 1% de carbone, 1.5% de Cr et les autres taux nominaux de Mn et de Si.
Je pense que je ferai des essais
- après assez de temps de stabilisation
- pour bien atteindre l'amagnétisme et
- être sûr que le chrome et le carbone entrent un peu en solution
- en trempant sélectivement sur 1/3 à l'eau
- 3 fois dans le but (vain?) de toujours convertir plus de carbone et
- dans l'espoir de ne pas avoir de courbure excessive du dos de lame
On va tacher d'aplanir lames et semelles des deux bruts de forge et d'y faire un début d'émouture avant essais.
16-JAN-2019
Avec le gros aimant équerre, la table verticale du back et des bandes P36, 60, 120 j'ai aplani (je ne peux décemment pas écrire "rectifié") les 4 faces des "Borel II" et "Kogaluc Jr.": les deux côtés de la semelle et les deux de la lame. On retrouve enfin un petit avantage à la forge en terme de temps: pas trop de matière à enlever, des pentes déjà faites qui aident beaucoup pour guider la ligne générale. J'ai ensuite repris à la main les émoutures brutes au P220 et 400 ainsi que le tranchant tout en lui donnant un micro chanfrein à 45° (pouir limiter au mieux les concentrations de contraintes dans des fissures qui sont toujours des amorces de ruptures privilégiées). Temps total 40 minutes, mise en place et rangement sommaire compris.
Les lames sont prêtes pour des essais d'austénisation par induction. Le tranchant n'a pas une épaisseur constante pour le moment, voici les dernières épaisseurs caractéristiques (c'est loin d'être parfait je sais)
- "Borel II" pointe 0.,74 mm, tranchant 0,66..1,58, ricasso 2,73 et cul 1,15
- "Kogaluc Jr." pointe 0.,38 mm, tranchant 0,38..1,48, ricasso 2,76 et cul 1,84
(ma règle générale que je n'arrive jamais à tenir car je radine trop sur la matière: 80% de l'épaisseur du ricasso à la pointe et 50% au cul)
Devant la télé et YouTube (et au chaud), j'ai poncé au salon à la main la zone fissurée du manche du "Madawaska" (faut juste sortir l'aspirateur après). La fissure semble rentrer dans la matière tout en étant presque parallèle à la semelle. Impossible de l'éradiquer. Je suis donc revenu au bouchage à coup de colle cyanocrylate. On reponcera et on rebouchera jusqu'à ce que je sois satisfait.
17-JAN-2019
Devant "Il Miracolo" ép.4, j'ai poncé au salon à la main la zone fissurée du manche du "Madawaska". Nouveau bouchage à coup de colle cyanocrylate. Pourvu que cela ne me prenne pas un million de cycles.
19-JAN-2019
J'ai eu un court instant à pouvoir consacrer à la coutellerie aujourd'hui. J'ai mis le "Borel II" en 100Cr6 dans l'induit de mon chauffage. Maintenu par une pince étau posée de façon ad hoc une fois la lame entièrement orange. J'ai laissé la lame au moins 5 minutes ainsi. Rapidement le courant descend à une valeur minimale qui ne varie plus que d'un ou deux centièmes d'ampère autour de cette valeur, de temps en temps. En retirant la lame je l'ai testé à l'aimant et plus aucune attraction, mais seulement un court instant. Cela revient très vite. Je ne vois aucun voile noir de recalescence lorsque la lame refroidit à l'air. En théorie cela signifie qu'il n'y pas ou si peu de martensite formée qui redeviendrait de la ferrite et de la perlite.
Je me suis aperçu que mon aimant a perdu beaucoup de son efficacité. Sans doute les contacts répétés avec de très hautes températures. C'est le second qui me fait le coup et le dernier de cette taille et puissance que j'avais. J'ai bien essayé mon dernier thermomètre infrarouge mais est-ce l'angle ou l'émissivité mal choisie, ce que je lis sur l'afficheur n'est pas réaliste. Je songe encore à un dernier moyen pour essayer de déterminer la température que j'atteinds: les crayons faits d'une cire qui fond uniquement à partir d'une température bien précise.
Au bout des 5 minutes, la pince étau aussi était très chaude (je pouvais seulement la tenir dans la main en bout de manche). Elle est une sorte de pompe à chaleur qui refroidit aussi la lame. Il faut que je la mette le plus au bout possible de la semelle. Semelle qui elle aussi fait venir vers elle la chaleur qui nait dans la lame.
20-JAN-2019
J'ai pu constater une très fine couche de calamine sur le "Borel II" chauffé hier. J'ai saisi le "Borel II" avec la pince étau au cul (le plus loin possible de la source de chaleur) et je l'ai progressivement chauffé en laissant finalement reposer la pince sur un support (photo ci-dessous). Une fois le courant stabilisé aux alentours de 9.52 A (il a fallu environ 3 minutes), j'ai trempé la lame à l'eau froide du robinet sur une profondeur d'immersion de 8 mm jusqu'à perte totale de la couleur de la lame. Test à la lime demi-douce: c'est d'la balle! L'acier est bien dur. Pas de déformation, tout est resté dans l'axe du couteau. Mais en posant la lame sur le gabarit, j'ai pu constater que la pointe est remontée d'environ 2 mm. La ligne générale du couteau n'a pas vraiment changé à l'oeil si on regarde vite fait mais comme précédemment, je suppose que le phénomème va se répéter si je recommence les trempes. L'autre fait plaisant et notable, ce sont toujours des zones trempées très blanches, sans la moindre calamine, bien uniformes et homogènes. Pour moi un gage visuel de la qualité de la trempe. Joe Calton a d'ailleurs la même vision que moi à ce sujet.

Le Borel II en 100Cr6 tenu dans l'inducteur de façon statique par la pince étau.
Le bac de trempe avec 8 mm d'eau est juste en bas à droite, le système de refroidissement en haut
à gauche, le carton qui masque la platine évite que l'air pulsé par le ventilo ne vienne refroidir la lame.
Il y a toujours un isolant dans l'inducteur qui évite de trop le chauffer tout en préservant la lame de trop
grandes pertes thermiques par convection et rayonnement.
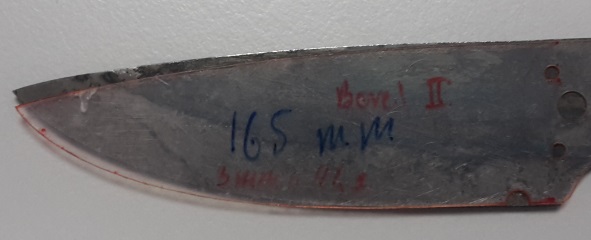
Bien sûr le couteau et le patron n'étaient sans doute pas 100% identiques, mais ça vous donne une idée.
En regardant le dos de lame en incidence rasante le long du dos, on voit nettement l'endroit où l'acier
est remonté, la ligne générale a une nette cassure.
Le projet initial, pour éviter les déformations et se fiche de profondeurs d'immersion reste de n'austéniser qu'une portion de la lame. Pour l'instant, je n'y arrive pas (trop de courant consommé par l'inducteur seul dans cette configuration) mais pour le moral et faire quelque chose je vais utiliser ce que j'ai déjà réussi à mettre au point. Donc comment éviter la déformation? Ma théorie c'est que lorsque la martensite commence à se former vers Ms=240°C pour le 100Cr6 (et que la matière augmente de volume), le dos est encore rouge et plastique permettant une certaine déformation. Il faut que le dos soit en dessous de 500°C (noir) lorsque le tranchant arrive à 240°C. Ça devrait être assez simple en fait. Si je trempe le tranchant pendant 2 secondes, normalememt je passe sous le nez perlitique à 600°C et je suis sûr d'avoir de la matrtensite au refroidissement plus tard. Au bout de 3 secondes (courbe TTT du 100Cr6), le dos (trempe un micro poil à l'air mais) arrive dans une zone mixte ferrite cémentite austénite (je "loupe" le nez perlitique et donc la trempe). En le refroidissant à ce moment, il doit être possible d'être sous les 500°C avant que le tranchant ne soit à 240°C. Donc pschitt 2 secondes sur le tranchant, retournement de la lame (1 seconde de plus) et pschitt du dos 1 seconde (sans la pointe), le tranchant étant à l'air à se refroidir lentement. Théorie, théorie... Il me faudra changer la position de la pince pour réussir cet exercice. Elle va forcément gêner. Et il faudra aussi changer la position de l'inducteur pour autoriser une chauffe en position vraiment statique afin de "voir" le point de courant mini. Ou alors profiter de la seconde de retournement pour incliner la lame autrement dans la pince. Y a encore du boulot.
Le hic, c'est que le dos ne sera jamais aussi mou que le compromis idéal le voudrait. Mais bon, de toute façon, j'ai toujours constaté des trempes partielles à l'air sur les 100Cr6 ou 90MCV8... Vraiment il ne faudrait pas du tout échauffer le dos... Un point positif cependant: l'induction doit me situer dans les zones les plus basses de température qui permettent une trempe, ce qui est bon pour éviter la casse. Dans cette zone basse, seule l'eau doit me permettre de tremper "bien dur". Peut-être qu'aussi le 100Cr6 est un bon candidat pour l'induction? Les 1.5% de Cr doivent vraiment bien aider pour la trempabilité. Par contre, pour les recuits de globulisation autorisant le perçage sans trop de souci, on est obligé de cycler autour de Ac1 pendant plusieurs heures... Et ce sera toujours le cas pour n'importe quel acier qui regroupe les propriétés dont j'ai besoin, à savoir
- un peu d'élément(s) d'alliage pour une bonne trempabilité
- un peu d'élément(s) d'alliage dans un hypereutectoïde pour qu'il reste de fins petits carbures contre l'usure et une bonne micro denture
Dans une certaine mesure, ce sera le cas pour du 100Cr6, du 90MCV8 (O2, 1.2842), du 80CrV2 (1.2235), du 100MnCrW4 (O1, 1.2510), du 115CrV3 (1.2210), du 110WCrV5 (1.2519). Pour éviter les cyclages, les "presque" purs carbone (XC80, XC90, XC100, C130, 135Cr3) sont de meilleurs candidats mais l'absence de carbures autres que ceux de fer lui donne un tranchant moins durable (mais plus fin cependant). Bref, pur carbone pour un truc dont la coupe doit donner un objet coupé propre, comme un ciseau à bois, un couteau à légumes ou un rasoir. S'il s'agit juste d'ouvrir ou détruire et que l'état de la surface coupée importe moins, va pour des carbures bien durables. Ou alors accepter un affûtage plus fréquent pour pouvoir se passer des cyclages.
Le 100Cr6 est mon préféré car il allie un peu des deux mondes: son origine de roulement à billes me garantit que l'industrie lui a filé des grains super fins et un alliage bien propre: donc malgré la présence de carbures qui lui donnent de la durabilité et de l'agressivité, leur super finesse m'assure une surface coupée relativement peu abîmée.
J'ai passé une première couche de cire d'antiquaire pour meubles sur le manche de "l'Abbica". Et le soir, comme souvent, ponçage au salon à la main de la zone fissurée du manche du "Madawaska". Nouveau bouchage à coup de colle cyanocrylate. C'est déjà la troisième passe.
21-JAN-2019
Toujours à la recherche de la température atteinte par la chauffe par induction, j'ai commandé en ligne des crayons de cire qui fond à une température très précise: 774°C (760..770 début de la zone où on peut tremper des purs carbone), 804 (800 souvent un très bon compromis pour tout), 816 (820 pas mal pour du 90MCV8 et consorts) et 843 (835..845 pour du 100Cr6 avec 0.7 à 0.8% de carbone dissous). Les chiffres ne sont pas ronds en Celsius parce qu'ils le sont en Farenheit. J'espère enfin avoir ma réponse. Si même le 774°C ne fond pas, je saurai que je suis dans une impasse avec mon circuit passif.
22-JAN-2019
J'ai découvert par hasard (en cherchant la courbe TTT du 100Cr6 hier) un site parlant de métallurgie et de coutellerie, tenu par un ingénieur en matériaux et traitements thermiques dont le père est coutelier. Il travaille pour l'industrie automobile avec accès à de nombreuses données chiffrées. Il rephrase, étaye et confirme surtout beacucoup de choses que j'avais déduites grace à Verhoeven et diverses fiches techniques (surtout celles de Sandvik). Encore une mine d'informations. http://knifesteelnerds.com/
J'ai commencé à lire ses articles et il y a des pistes très interessantes sur les austénisations multiples (lire trempe triple): ça semble surtout effectif pour de courtes durées d'austénisation (type forge) dans des plages basses de température. Egalement du grain à moudre côté vitesse de refroidissement, refroidissement continu pour ne pas stabiliser de l'austénite résiduelle. Entre les lignes, les connaissances scientifiques théoriques me font voir l'ensemble 100Cr6 + austénisation courte par induction à basse température + trempe sélective à l'eau, le tout 3 fois (trempe triple) comme une combinaison à très fort potentiel de dureté élevée, austénite résiduelle faible, finesse de grain, agressivité et durabilité du tranchant ET ET ET solidité en même temps. C'est passionnant!
Un mail de mon fournisseur allemand de "crayons thermiques": expédition et encaissement le 28-JAN-2019. Bon ça veut juste dire qu'ils n'ont pas de stock et qu'il faut être patient, un peu comme jusque dans les années 90: on envoyait un courrier avec un chèque à encaisser, au pire un coup de Minitel (mais chèque par la Poste), traitement de la commande, emballage, expédition et ton colis commandé en août arrivait avant Noel.
Dernière couche de cire d'antiquaire sur "l'Abbica". Encore un ponçage de "Madawaska" au chaud au salon. ça n'avance pas vite. Nouveau bouchage à coup de colle cyanocrylate (marre).
23-JAN-2019
Encore un ponçage de "Madawaska" au chaud au salon. ça n'avance pas vite. Nouveau bouchage à coup de colle cyanocrylate (marre). Oui je me répète...
Je suis retourné au garage expérimenter un peu le chauffage par induction.
- d'abord j'ai essayé d'austéniser le "Borel II" en 100Cr6 avec refroidissement à l'air. Il aura fallu environ 3'10" avec départ à froid pour atteindre le régime stationnaire de conso de courant (stable à ±0.02 A). La lame n'est pas revenue à sa position initiale. Mais elle avait à nouveau une très légère couche de calamine, des feuilles hyper fines.
- nouvelle austénisation du "Borel II", trempe sélective à l'eau en 2 étapes de 1 seconde chacune environ (pointe puis le reste et pointe puis le reste), ensuite rotation rapide de la lame dans la pince-étau et refroidissement du dos de lame encore rouge. L'idée c'est de le rendre suffisamment rigide avant que la martensite ne se forme au tranchant vers 240°C et me déforme tout "en poussant" à cause de sa densité moindre. Pas de déformation supplémentaire du dos de lame mais la pointe a dévié vers la droite. Bref ça pousse toujours et comme l'axe Z lui est trop difficile, la lame file en Y. Test à la lime demi douce: le tranchant semble moins dur et le dos n'est pas vraiment trempé.
- nouvel essai identique au précédent (en gros la troisième trempe). A part le fait qu'il m'a semblé être meilleur au niveau des gestes, mêmes sanctions: déformation supplémentaire vers la droite de la pointe, tranchant encore moins dur selon la lime mais en plus, cette fois, le tranchant semble "serpenter". Il y a encore plus de martensite qui pousse après la troisième trempe.
J'ai superposé la lame au patron et je ne constate pas de remontée supplémentaire du dos de lame. La déformation de la pointe d'un côté et qui s'accentue avec le nombre de trempes, la déformation qui serpente le long du tranchant semblent confirmer que
- de plus en plus de martensite se forme avec chaque nouvelle trempe
- comme tel est le cas, la température d'austénisation est sans doute très basse (peu de carbone en solution) et le séjour pas assez long (mais à ces "faibles" températures il faut énormément de temps au carbone pour entrer en solution, surtout avec le "gros" chrome qui gêne aux entournures)
- la perte de dureté avec chaque trempe vient sans doute d'une décarburation progressive en surface. Sous la peau, l'acier est sans doute toujours aussi dur
- il me semble qu'Ed Fowler disait la même chose: perte de dureté avec chaque trempe
- j'ai réussi à ramener la lame et le tranchant dans le plan à 90% au marteau et à l'enclume (à froid)
- il faut sans doute que je laisse plus d'épaisseur au dos et au tranchant pour limiter les déformations.
- je peux aussi tremper sur une hauteur plus faible, par exemple 7 au lieu de 8 mm
- je peux aussi laisser "trop" de matière autour du contour afin de corriger après trempe la forme du couteau et de tailler dans la masse qui serpente un tranchant droit
- cette fois l'eau était à environ 5°C (température dans le garage) à la première trempe, l'autre fois, sortant du robinet, elle était sans doute vers 15°C.
Ce que j'ai récemment lu sur knifesteelnerds, ainsi que les dires de Kevin Cashen dans des forums vont dans le même sens pour le 100Cr6 et les trempes multiples:
- Si on chauffe le 100Cr6 assez fort et assez longtemps (disons 10 minutes pour une lame), une seul trempe devrait suffire à dissoudre et fixer assez de carbone pour obtenir une lame très bien trempée
- au contraire, à la forge (peu de temps) et à l'aimant (plage basse de température), les trempes multiples peuvent être une bonne alternative pour finir par dissoudre au moins 0.60% de carbone.
Comme je suis plutôt scientifique, je devrai me contenter d'une seule austénisation de 10 min à 835..845°C avec trempe sélective au goop, mais ayant un système par induction (rapide, propre, silencieux, facile, moins dangereux), de l'eau (pas de fumée toxique, pas de souci en cas de débordement, quasiment gratuite et disponible à volonté), il est tentant de continuer dans cette voie pour le moment. Il y aussi ce petit effet de zone durcie qui remonte de plus en plus à coeur avec chaque trempe (phénomène décrit par Ed Fowler dans un séminaire visible sur YouTube) qui donne un effet de sandwich laminé que je trouve très élégant et auquel j'ai bien envie de croire.
24-JAN-2019
J'ai continué à observer le "Borel II". J'ai aussi testé sa dureté avec des couteaux en tentant d'en couper des morceaux. Les couteaux étaient en 90MCV8 et 100Cr6. J'ai pu couper de jolis petits copeaux d'acier. Un peu plus d'un côté de la lame que de l'autre et plus au talon qu'à la pointe. Bizarrement le côté le plus dur était à droite alors que la courbure à droite devrait résulter en davantage de martensite à gauche. C'est à n'y plus rien comprendre. Vivement les crayons thermiques que je puisse enfin avoir au moins une certitude côté température atteinte.
25-JAN-2019
Les crayons thermiques ont été expédiés aujourd'hui, un jour ouvré avant la date prévue. Bon ben on enjoy et puis voilà, c'est mieux que rien.
La relative molesse du 100Cr6 du "Borel II" me turlupine. Ai-je rêvé une dureté élevée après la première trempe? Ou bien est-ce vraiment la décarburation qui a fait chuter à ce point la dureté? La lecture intense des divers articles du site Knife steel nerds m'a offert une autre hypothèse: le temps d'austénisation. A la première trempe, j'ai attendu bien plus de 3 minutes avant de tremper (parce que je faisais encore d'autres essais). La différence majeure est peut-être là, surtout aux basses température auxquelles je pense me situer. Un facteur aggravant: la structure sphéroïdale. Celle-ci a besoin d'encore plus de temps d'austénisation qu'une structure lamellaire (je pensais que c'était l'inverse: merci Knife steel nerds). Je ne serai pas étonné avec la première trempe à basse température d'austénisation (genre 0,45..0,55% de carbone dissous au grand maximum) d'avoir obtenu une structure à majorité sphéroidale. Du coup, c'était un état de départ plus désavantageux en terme de temps d'austénisation pour la seconde trempe qui aura empiré le bilan partiel, avant d'en remettre encore une couche à la dernière. Ouaip, bof, pédale dans la s'moule le père i4.
26-JAN-2019
Encore un ponçage de "Madawaska" au chaud au salon. Nouveau bouchage à coup de colle cyanocrylate. Bon si au prochain ponçage, c'est pas fini, je passe à la colle époxy avec de la sciure.
27-JAN-2019
Encore un ponçage de "Madawaska" au chaud au salon. Il reste encore de faibles fissures. Comme promis, j'ai fait un mélange résine époxy - sciure et j'ai bouché tout ça. Avec un peu de chance, le prochain ponçage sera le dernier.
J'ai lu en détail certaines pages du site Knife Steel Nerds. Je gagne en connaissance et en "expérience". Il doit y avoir moyen de faire du boulot bien costaud et dur avec du 100Cr6 mais j'ai peur de ne pas arriver aux températures mini nécessaires pour ce faire avec mon chauffage par induction. Vivement les crayons que j'en ai le coeur net.
28-JAN-2019: joyeux anniversaire Papa!
Encore un ponçage de la résine du "Madawaska" au chaud au salon. Il reste encore et toujours de faibles fissures. Y en a marre. J'ai fait un dernier essai en passant un coup de papier P180 sur de la cyano fraichement étalée. Ça fait une espéce de pâte collante. On verra demain. Mais j'arrête, quelque soit le résultat. C'est décidé.
29-JAN-2019
Dernier ponçage du "Madawaska". J'ai l'impression que le mélange cyano fraiche et sciure du au ponçage immédiat est celui qui bouche le plus vite. Il reste encore des imperfections en surface mais comme déclaré, j'arrête ici. A présent il faut tout reprendre: décirage, polissage au disque et pâte abrasive spéciale bois, huile de tung diluée (3 couches), huile de tung pure (3 couches), cire de carnauba (2 couches) et cire d'antiquaire (2 couches).
31-JAN-2019: *soupir*
Mes crayons "thermiques" ont fini par trouver leur chemin jusqu'à moi. Sur la facture, la marque de l'un a été barrée et remplacée par Tempilstick. Je suppose qu'il n'en avait pas de l'autre marque. Quand on pense qu'un des arguments de vente de la société Markal c'est "nos crayons contiennent 33% de plus de cire que la concurrence".... Récapitulatif
- crayon LA CO Markal Thermomelt made in USA 1425°F/774°C
- crayon LA CO Markal Thermomelt made in USA 1480°F/804°C
- crayon LA CO Markal Thermomelt made in USA 1500°F/816°C
- crayon LA-CO Industries, Inc. Tempilstick made in USA 1550°F/843°C (ah ben tiens, ça vient du même fabricant en fait...)
Le soir, excité comme une puce j'ai mis mon "Borel II" dans l'inducteur et vas-y, fonce vers le régime permanent Alphonse... 3 minutes plus tard environ, la sanction tombe, même la cire à 774°C ne fond pas, pas moyen, quedalle, nada. L'aimant qui ne prend plus qu'un faible instant, aucun voile de décaléscence / recaléscence. Le verdict est sévère: mon chauffage par induction ne marche pas, jamais ce système ne me permettra d'atteindre des températures d'austénisation acceptables pour réussir une bonne trempe. Tout ce temps passé.... Il faudrait sans doute pouvoir envoyer plus d'énergie que ce que le système atteint par lui-même, bref un truc actif et pas passif. Va falloir baisser le rideau et ressortir le four pour finir les lames en souffrance. "On aura fait un beau rêve..."
04-FEV-2019
Je pourrai ressortir mon chauffage par induction quand on trouvera un acier dont la température Ac1 corrrespond à peu près à sa température de Curie. En attendant retour au four de trempe. Fait froid, pas envie mais forçons nous. J'avais laissé dans un coin le four avec son module sur base Arduino mais comme sa commande n'a pas de régulation de type "PID" comme la commande issue du commerce taiwanais, j'avais un vieil arrière goût de boulot de merde pour de simples austénisations (au fait j'ai vu qu'en anglais et en allemand on dit "austénitisation"; si ça se trouve je ne vous cause pas la France scientifique depuis des années, n'empêche qu'austénisation, c'est plus beau...). Bref j'avais recablé tout cela avec quelques interrupteurs à bascule histoire d'avoir la même entrée en température et deux modules pour commander la partie puissance: l'un pour les cyclages (Arduino), l'autre pour des normalisations et des trempes.
J'ai sorti tout cela de son coin pour constater que j'avais déjà tout cablé. Petit essai: le Taiwanais me dit 2.5°C et l'Arduino 6°C. Je pense que je vais prendre cela avec au boulot histoire de vérifier la calibration du thermocouple: J'ai monté deux câbles en parallèle sur la prise du TC (un allant vers chaque module), cela me joue peut-être de petits tours côté résistance, donc on va vérifier avant de poursuivre.
Prochaines opérations: tremper deux "Kogaluc Jr." en 100Cr6 et 1.2842 et un "Borel II" en 100Cr6. La seconde lame de "Kipawa" où j'ai oublié de forger la lentille est trop fine de toute façon. Je la laisse donc de côté. Après les normalisations, je vais tenter un recuit de globulisation plus rapide que les traditionnels cyclage à la Roman Landes avec le cycle "DET" (divorced eutectoïd transformation) décrit par Verhoeven. On verra si les résultats sont meilleurs ou au moins équivalents aux cyclages. Perso les cyclages du 100Cr6, c'était déjà pas parfait en terme d'usinabilité (reposez en paix feux mes fôrets)...
Avec mes essais avec le chauffage par induction, j'ai beaucoup songé au milieu de trempe. En fonction des sources, on trouve des diagrammes TTT du 100Cr6 qui donnent 3 pour certains et 10 secondes pour d'autres de délai pour passer sous les 600°C du "nez" perlitique. A 10 s, le goop ou l'huile de colza devrait le faire sans problème. Sauf que j'ai rarement atteint des duretés exceptionnelles avec mes 100Cr6 dans de telles conditions. C'est ce qui me fait penser que les 3 s sont peut-être plus proches de la réalité. Il faut donc de l'huile super rapide ou une "sorte d'eau" mais moins drastique pour éviter la casse.
En version cheap, on pourrait essayer de l'eau "chaude" vers 60..80°C (on trouve tout et son contraire sur le Net pour adoucir les trempes à l'eau, mais rien de fiable) ou alors du kerdane comme huile rapide (mais j'ai peur qu'on se crâme la bicoque).
En version pro, pour l'eau il y a des adoucisseurs de trempe ou alors l'huile la plus rapide possible (elles sont souvent notées avec un temps en seconde de l'ordre de 7 à 10 s avec la désignation d'huile froide accélérée). Alors c'est pas donné et souvent faut acheter une grande quantité. Par hasard, j'ai trouvé aujourd'hui chez mon fournisseur d'huile PSA 0W-30 (dllub.fr) une huile de trempe dite rapide vendue en conditionnement de 5 litres, ce qui est presque un miracle... 39 EUR.
05-FEV-2019
J'ai donc revérifé la calibration de mon thermocouple emperlé de type K avec un four de calibration du service de métrologie (j'ai mes entrées...). La dernière vérif datait d'OCT-2017. Les affichages diffèrent un peu entre le contrôleur Taiwanais de marque SESTOS et l'Arduino mais au final, le bilan est très positif. Si j'entre 800°C sur l'un ou sur l'autre, la réalité sera décalée d'à peine 2..3°C, presque pas la peine de faire de correction (mais on les fera quand même! On n'est pas chez Bozo le clown) .
Le remontage de tous les câbles m'a causé quelques soucis puisque le SSR ne recevait aucune impulsion. Il a fallu dégainé le multimètre pour constater que les interrupteurs à bascule m'avaient joué des tours. Vite corrigé mais il était tard, il faisait froid dans le garage et j'avais faim. J'ai donc remis à demain des normalisations et un recuit de globulisation rapide des "Kogaluc Jr." et "Borel II" en 100Cr6 et 90MCV8/1.2842. Je réfléchis encore aux températures d'austénisation et aux temps pour les trempes à venir: plus ou moins de carbone dissous, des temps plus longs, quel milieu de trempe...
06-FEV-2019
Comme bien souvent, je n'arrête pas de penser, réfléchir et donc de changer d'avis, de revenir sur mes raisonnements.
En cherchant des valeurs de Ms, Mf, Ac1 pour mon 100Cr6 et mon 90MCV8, je suis (re)tombé sur une des nombreuses formules qui donne Ac1 en fonction de la quantité des éléments d'alliages. La formule montre clairement que le taux de manganèse abaisse de façon non négligeable Ac1. Le chrome l'augmente d'un facteur encore plus important. Cependant avec 2% de Mn et à peine 0.35 de Cr, le 90MCV8 a une température Ac1 plutôt très basse. Cela m'incite à vouloir encore essayer mon chauffage par induction sur cet acier. Si jamais l'acier devait prendre la trempe, il serait interessant que sa structure soit optimale afin que je n'ai pas à tout reprendre depuis le début.
Je n'ai pas eu le temps de chercher comment normaliser le 90MCV8. Je vais donc le faire au pifomètre bien réglé. Pour le recuit d'adoucissement et de globulisation, je vais simplement lui faire subir le même que celui du 100Cr6 pour une simple question de gain de temps.
Voici donc le résumé des traitements thermiques de ce soir (les températures sont celles des affichages et non pas les réelles car leur écart -moins de 2°C- est très faible et leur justesse parfaite ou pas ne devrait pas avoir d'influence sur le résultat)
- chauffe du four à 400°C avec le SESTOS, chauffage des 3 lames et recouvrement avec de l'acide borique (400 c'est juste pour être sûr que la lame reste assez chaude le temps de faire fondre l'acide)
- chauffe du four à 915°C avec le SESTOS, chauffage des "Borel II" et "Kogaluc Jr." en 100Cr6 pour 2'15" (temps de remontée de la température) + 3'. Ici je passe volontairement au dessus de Acm pour tout remettre en solution
- refroidissement à l'air sur rack en brique isolante jusqu'à au moins 350°C (avec le 100Cr6 il faut aller plus bas que la simple couleur noire à environ 500°C pour que les transformations se fassent)
- chauffe du four à 885°C avec le SESTOS, chauffage des "Borel II" et "Kogaluc Jr." en 100Cr6 pour 1'20" + 3'
- refroidissement à l'air sur rack en brique isolante jusqu'à au moins 350°C
- chauffe du four à 865°C avec le SESTOS, chauffage des "Borel II" et "Kogaluc Jr." en 100Cr6 pour 52" + 3'
- refroidissement à l'air sur rack en brique isolante jusqu'à au moins 350°C
- chauffe du four à 845°C avec le SESTOS, chauffage des "Borel II" et "Kogaluc Jr." en 100Cr6 et du "Kogaluc Jr." en 90MCV8 pour 51" + 3'. Ici je passe volontairement au dessus de Acm (pour le 90MCV8) pour tout remettre en solution
- refroidissement à l'air sur rack en brique isolante et dans un tube en acier pour le 90MCV8 jusqu'à au moins 350°C (le tube c'est juste parce que je n'avais plus de rack; n'y voyait aucune astuce ou que sais-je)
- chauffe du four à 820°C avec le SESTOS, chauffage du "Kogaluc Jr." en 90MCV8 pour 35" + 3'
- refroidissement à l'air dans un tube en acier jusqu'à au moins 350°C
- chauffe du four à 800°C avec le SESTOS, chauffage du "Kogaluc Jr." en 90MCV8 pour 43" + 3'
- refroidissement à l'air dans un tube en acier jusqu'à au moins 350°C
**** ci-dessus c'était des normalisations dans le but d'avoir des grains fins et des constitutants comme le carbone, le chrome répartis de façon homogène ****
- chauffe du four à 795°C avec l'Arduino et maintien pendant 30' (les 3 lames sont bien sûr au four)
- refroidissement lent avec l'Arduino programmé pour aller à 680°C en 370°C/h (environ 18'): c'est un plus lent que si on coupait simplement le four. Cette vitesse est très importante pour que le phénomème recherché ait lieu.
- refroidissement à l'air sur rack en brique isolante et dans un tube en acier pour le 90MCV8 jusqu'à la température ambiante
**** ci-dessus le but est de rendre l'acier mou et en même temps avoir des carbures sphéroïdaux et non pas lamellaires pour pouvoir percer les lames, le tout en un temps très court****
Des refroidissements dans de l'isolant pour ces aciers sont encore trop rapides, ils se forment alors des carbures lamellaires très résistants à l'usinage. Ici j'ai essayé une nouvelle technique qui essaie d'utiliser avantageusement un phénomène appelé DET= Divorced Eutectoïd Transformation et qui a l'avantage de produire des carbures sphéroïdaux en un seul cycle. On gagne ainsi beaucoup de temps. Il semble que c'est ainsi que l'industrie procède pour obtenir un état de livraison recuit à graphite sphéroïdal. Je manque de vocabulaire ici. En anglais, c'est l'état dit "spheroïdized anneal" et en allemand c'est GKZ (Geglüht auf Kugeligem Zementit). L'acier peut directement être usiné, "détendu" (recuit de détente vers 650°C) et trempé tout de suite après car il est dans un état optimal pour des traitements thermiques de durcissement.
J'ai encore pu constater que mon thermocouple emperlé dans sa protection en céramique provoque des réactions lentes du SESTOS et de l'Arduino. La faute à son inertie thermique. Alors autant le SESTOS le prend en compte dans son PID (vive la fonction auto tune) autant l'Arduino est toujours à la traine (il ne marche qu'en ON/OFF alors que le SESTOS nous balance un RCO=rapport cyclique d'ouverture, bref un pourcentage de puissance permettant de gérer plus finement). Je me demande vraiment si pour des cyclages performants, il ne vaudrait pas mieux que je me procure une variante du contrôleur (ce que j'appelle SESTOS comme on dit Frigidaire) avec possibilité de programmer des rampes tout en bénéficiant de la correction d'un PID.
07-FEV-2019
J'ai profité de la sableuse du boulot pour nettoyer les 3 lames à ma pause. Je dois avouer que l'acide borique "fondu" qui forme une sorte de couche vitreuse résiste très bien à la sableuse.
J'ai enfin fait quelques recherches sur la normalisation et le recuit d'adoucissement spécifiques au 90MCV8. Autant dire que ce que j'ai fait hier soir n'était pas optimal. Avec un passage proche de Acm (pour tout mettre en solution) j'aurai dû aller à 850°C environ. Là mes 845°C, c'était plutôt bien senti. Mais les autres normalisations à l'air, j'aurai dû les faire plutôt vers 750..780°C si on en croit la littérature. Quant au recuit d'adoucissement, le cycle aurait dû être bien différent de celui de la DET. Entre 2 et 5 heures à 680..720°C puis descendre à 600°C en maximum 22°C/h.... Ouais plutôt décourageant.
Et que dit la perceuse alors? Et ben elle dit que la DET sur du 100Cr6 avec ma pauvre installation d'amateur bricolo, c'est LA solution du fainéant pressé. Sans vraiment dire que l'acier était mou comme du beurre, pas le moindre problème de perçage. Les copeaux étaient même plutôt longs. Par contre... Aucun résultat sur le 90MCV8, le truc est hyper dur, les fôrets glissent, je n'ai pas insisté. Evidemment j'aurai dû essayer de percer juste après les normalisations car pour l'instant, je n'ai aucune preuve que c'est le cycle de la DET qui a provoqué la relative molesse du 100Cr6. On pourrait aussi dire que sans le savoir, j'ai eu de la chance à la forge ou avec mes essais de chauffage par induction, que sais-je. Bon, j'ai forgé les deux couteaux à intervalle, je n'ai jamais chauffé que les lames avec l'induction et les deux manches se sont comportés de façon identique face à la perceuse. Bref cela semble bien venir du cyclage court DET.
Y a t-il possibilité d'utiliser la DET avec du 90MCV8? Sans doute mais comme le diagramme Fe-C est déplacé vers le haut et la gauche avec du 100Cr6, sans doute que les 795/680°C sont autres avec le 90MCV8, genre 750/635°C... Vu que le cycle prend moins d'une heure, j'essaierai peut-être un jour.
Pressé et gamin comme je suis, j'ai fait un essai de trempe par induction avec le "Kogaluc Jr." en 90MCV8 (rappel: beaucoup de Mn = déformation plastique à chaud facilitée, baisse de Ac1 et de la température mini de trempe et amélioration notable de la trempabilité). En théorie, il pourrait déjà prendre la trempe à partir de 740°C. Comme toujours il m'a fallu environ 1 minute pour chauffer toute la lame au rouge et encore 1'30" pour que le courant arrive à un minimum stable. Essai avec l'aimant: oui pas d'attraction un court instant. Pas le moindre voile noir de changement de structure cristalline en vue, bref ça pue. Nouvelle chauffe jusqu'au courant mini et stable. Essai avec le crayon Thermomelt à 773°C. Aucune fusion. Dernière chauffe et "cuisson" de 3 minutes après stabilisation du courant. Puis trempe sélective au goop sur une hauteur de 8 mm. Malgré la finesse excessive du tranchant, je n'ai vu aucune déformation. Profitant de mes dernières connaissances acquises sur Knife Steel Nerds, j'ai prolongé directement la trempe sans attendre de stabilisation à l'ambiante (pour éviter de stabiliser de l'austénite résiduelle) en mettant la lame encore tiède (35°C?) au congélo à -18°C. Avant, j'ai bien sûr testé la dureté à la lime demi-douce. Ça avait l'air d'avoir durci mais pas à mort, moins que ce que j'avais senti sur le 100Cr6, mais le lendemain j'avais déchanté (en taillant des copeaux avec un autre couteau). Bref on va attendre demain et aller tester avec divers autres couteaux.
A propos de déformations. Tous les traitements subits par le "Borel II" en 100Cr6 n'ont pas ramené la lame à sa position initiale (elle était un peu remontée avec les trempes sélectives à l'eau avec le chauffage par induction)
08-FEV-2019
La DET doit se faire au départ entre Ac1 et Acm. Avec 795°C, on est déjà au dessus de Acm selon le diag. Fe-C (à l'équilibre avec des transfo quasi statiques hein, attention) pour le 90MCV8. Donc sans doute que la DET ici devrait être vers 740..750°C pendant 30' et puis baisse vers 640°C en 370°C/h. Quant aux normalisations, sans doute la première aurait dû être vers 840 (proche de Acm) et les autres vers 740..760°C.
09-FEV-2019
Je me suis dit que j'allais profiter de la matinée pour faire l'ensemble des traitements thermiques pour les 3 lames en souffrance, sans la moindre pause entre les étapes afin de diminuer au maximum les risques de stabiliser de l'austénite résiduelle (Knife Steel Nerds leçon 1). A savoir austénisation, trempe sélective au goop continue jusqu'à -18°C et saut unique à -50°C, revenu d'une heure, trempe à l'eau et continue jusqu'à -18°C, second revenu, retrempe à l'eau et congélo. Parce que je suis impatient et pressé, je ne ferai pas de 3ème revenu alors que les études semblent indiquées que le 3ème a tendance à bien homogénéiser la dureté (leçon 2).
J'ai mis un casse-goutte sur le "Borel II" à la lime. Puis j'ai marqué les lignes d'attaque des émoutures à P120 en essayant d'avoir un tranchant d'épaisseur constante (mais trop fin à mon goût pour être bien stable et préserver assez de carbone au coeur). J'ai fini les surfaces à P220 et P400 pour éviter les fissures à la trempe. J'ai fini le plat du tranchant à P400 avec deux micro chanfreins à 45° toujours pour éviter les fissures. Pendant ces opérations je me suis aperçu que les pointes des lames en 100Cr6 étaient tordues. Tiens, j'avais pas vu avant. Je redresse au marteau très facilement. Trop. En fait le métal flue à froid. Il est vraiment mou à crever. J'ai sans doute déformé les pointes au back, tout simplement.
Toujours parce que je suis impatient et pressé, je renonce aussi au recuit de détente de plusieurs heures, d'abord parce que seuls les manches ont été percés et que les lames ont subi très peu d'enlèvement de matière "stressant", post recuit de globulisation.
Je vais doubler les temps d'austénisation que j'utilise d'habitude pour avoir une meilleure mise en solution (leçon 3: à ces températures et ces durées, avec un peu de chrome, le grossissement de grain est inexistant). Je vais en profiter pour tester mes crayons Thermomelt. Aucune lame n'a de protection contre la décarburation. Le goop est solide vers 9°C dans le garage. Sa profondeur dans le petit bac est à 8 mm soit environ 1/3 de hauteur de lame. Entre les recommandations générales de 790..820°C de l'industrie pour le 90MCV8 avec la plage basse pour les pièces fines, les recommandations à 780..800°C d'une société allemande qui ne livre que des tôles fines et celles à 810..820°C de la plupart des couteliers et sites de vente spécialisés, je me suis décidé pour 810°C plutôt que 800 avec l'idée d'avoir un maximum de dureté (de carbone dissous) puisque je suis en sélectif et que le reste de la lame devrait donner assez de résilience. Au départ je voulais choisir 800°C pour le 100Cr6 mais comme les résultats trouvés sur Knife Steel Nerds (leçon 4) indiquent à peine 0.63% de carbone mesuré pour une austénisation à 1550°F (alors que le diagramme de Verhoeven prédit 0.80%; l'écart venant sans doute de la cinétique), je me suis finalement décidé pour les 845°C "classiques".
Pour les revenus, je descends à 195 au lieu des 200°C habituels pour être bien sûr d'éviter la zone où de la martensite "revenue" en excès (c'est la martensite additionnelle formée par l'austénite résiduelle revenue qui devient excessive; au delà de 0.6% de carbone dissous, la martensite se forme en plaques -moins solides- plutôt qu'en lattes; la structure en plaques aux joints de grain favorise la propagation de fissures) apparait causant à la fois une baisse de dureté ET de résilience (leçon 5 à la vue des courbes du 100Cr6).
Les températures indiquées ci-dessous sont les températures réelles après corrections et pas celles de l'afficheur. Par exemple pour les 843°C du 100Cr6, j'ai réglé 841.6°C sur le contrôleur. Mes temps d'austénisations habituels pour les carbones sont 1' par millimètre d'épaisseur maxi au dos + le temps de remontée du four. Ici avec le double ça ferait environ 6 min + la remontée que j'ai arrondi à 10 à cause des essais des crayons et des deux lames en même temps pour le 100Cr6.
[Je me relis et je crois que je suis loin d'être le plus limpide du monde; j'essaie de vous expliquer mes choix plutôt que de livrer des recettes toutes faites; sachez cependant que toutes mes décisons "thermiques" s'expliquent par un raisonnement logique et basé sur des connaissances scientifiques publiques que je n'arrive peut-être pas toujours à bien mettre par écrit; ce qui selon Boileau vous fera soupçonner que je ne maitrise pas parfaitement le sujet; et c'est sans doute pas faux; quoi c'est "Boileau" que vous comprenez pas?]
C'est parti...
- chauffe du four à 810°C avec un temps de stabilisation. Je trouve que la régulation oscille beaucoup plus que dans mes souvenirs malgré le PID. Je referai un "auto tune" la prochaine fois.
- mise au four du "Kogaluc Jr." en 90MCV8
- vers 7' je le sors pour tester les crayons Thermomelt à 804 et 816°C. Difficile à voir mais après examen des crayons, le 804 a bien fondu et pas le 816. Plutôt positif donc.
- sortie de la lame au bout de 10' à température et trempe au goop jusqu'à ce que la lame soit entièrement noire
- vérification de la rectitude: OK malgré un tranchant très fin
- test à la lime demi-douce: ça patine bien sauf vers la pointe je trouve, mais comme la lame est assez chaude encore, je ne suis pas sûr que la martensite soit présente en masse partout
- hop au congélo à -18°C alors que la lame doit encore être vers 40..50°C (comme cela je suis sûr de ne pas avoir de palier vers 20°C)
- réglage du four à 843°C et attente de pseudo stabilisation
- mise au four des deux lames en 100Cr6
- vers 8' je sors le "Kogaluc Jr." pour tester les crayons 816 et 843°C: le 816 a fondu et pas le 843. Hmmm...
- vers 10' je sors le "Borel II" et trempe au goop jusqu'à ce que la lame soit entièrement noire
- vérification de la rectitude: OK mais une très très légère courbure bananesque
- test à la lime demi-douce: ça patine bien (mieux que sur le 90MCV8) mais un peu moins vers la pointe je trouve
- pose sur le dos en attendant la seconde lame
- vers 13' je sors le "Kogaluc Jr." et trempe au goop jusqu'à ce que la lame soit entièrement noire
- vérification de la rectitude: OK
- test à la lime demi-douce: ça patine mieux encore que sur le précédent mais aussi un peu moins vers la pointe je trouve
- congélo avec la première lame, le "Borel II" étant plus froid que le "Kogaluc Jr."
- allumage du four de cuisine à 195°C (surveillance avec un thermomètre calibré dans le four qui oscillera entre 190 et presque 200°C)
- sortie des lames du congélo et pulvérisation d'un spray réfrigérant à -50°C sur les tranchants (2 pulvérisations par coté); le 90MCV8 a passé environ 40' à -18°C et les 100Cr6 environ 20
- 1 h à 195°C
- refroidissement brutal en seau d'eau à 9°C
- retour congélo à -18°C pour 30'
- retour au four pour 1 h à 195°C
- refroidissement brutal en seau d'eau à 9°C
- retour congélo à -18°C pour 2 h 47 (30' auraient suffit mais je suis simplement sorti m'aérer la tête en centre ville marchand, marchant dans la foule et léchant les vitrines: j'ai vu du lait crû à 2.15 EUR au marché couvert, celui que j'achète avec mon contenant à la ferme de mon village est à 40 cents et en plus je connais personnellement la vache: c'est quoi qu'on fait faux?)
- sortie et mise à l'ambiante
10-FEV-2019
Ma fille n'arrive que ce soir, dehors le temps est éxécrable, pas de vélo donc, mais coutellerie. En matinée j'ai débarassé les lames de leur calamine avec du papier abrasif P180 à la main (il y a comme des dessins de cratères par endroits), puis j'ai repris les émoutures au back jusqu'à P400 et un peu le plat des manches. Mes lames sont vraiment trop fines. Dommage. Je crois que je deviens de plus en plus mauvais. Petite révélation flash au perchlo. Bof on ne voit pas grand chose. A l'oeil nu je vois bien que le "Borel II" n'en est pas vraiment un: la pointe est trop haute (la faute à mes essais de trempe avec le chauffage par induction). C'est fou comme l'oeil est sensible au moindre millimètre dans une forme quelconque.
L'après-midi j'ai repris les émoutures à la main. Il reste de profondes stries, alors je suis retourné au back pour en éliminer un maximum. Retour à la main mais bien que moindre, il reste de trop nombreuses stries. Ajoutées à la finesse des tranchants j'ai juste envie de tout fiche à la poubelle. L'acier est trop dur, pas envie de passer des heures à polir manuellement. J'arrête et je passe les lames aux disques à polir sisal, coton et flanelle avec respectivement des pâtes noire, verte et blanche. Un miroir... Plein de rayures, on les voit encore mieux. Il serait sans doute plus judicieux de revenir à une finition P400 à la main, tirée en long.
Petit essai de dureté avec un couteau essayant de couper une "tranche" de tranchant. Le 90MCV8 résiste bien mais j'arrive à entamer le 100Cr6 en taillant de petits copeaux avec un simple couteau pas spécialement réputé.
C'est quoi la raison de ce fiasco? Réfléchissons...
- mauvaise température: peu probable, le 90MCV8 à 810°C a marché, le thermocouple a été étalonné cette semaine, les crayons Thermomelt vont plus ou moins de pair avec l'affichage
- le 100Cr6 n'est pas du 100Cr6: vu le petit roulement dont il était issu j'ai du mal à croire à une pièce cémentée. Le roulement venait de la poubelle de l'usine et je sais que la maintenance n'achète que de la marque. Mais vu les excellents résultats du recuit de globulisation et la molesse résultante, y avait peut-être vraiment pas assez de carbone dans ce truc?
- acier décarburé par les nombreux essais, recuits, etc? Possible, pourtant je n'était qu'une fois à 915°C et une autre fois à 885°C, 6 minutes en tout.
- je ne refroidis pas assez vite? Le temps de sortir la lame du four et d'aller jusqu'au bac de goop, les tranchants très fins (pas assez de chaleur emmagasinnée) s'étaient déjà assombris... Possible aussi. Sur tous les diagrammes qu'on trouve, le 90MCV8 a toujours environ 10 s pour passer sous les 600°C mais selon les sources, le 100Cr6 va de 3 à 10 s en passant aussi par 5 s. Avec 3 secondes je dois déjà être très limite.
==> avant de remerder sur du 100Cr6, il faudra
- tremper un échantillon pour garantir la trempabilité
- optimiser le milieu de trempe (huile de colza chaude plutôt que du goop? Huile de trempe accélérée du commerce? Adoucisseur de trempe polymère du commerce? Eau? Saumure?)
- laisser beaucoup de matière au tranchant
Bon j'ai déjà un stencil "1.2842" (oui les chutes de 90MCV8 que je forge proviennent des restes d'un acier livré à ma boite par une société allemande, alors je mets la dénomination la plus proche possible de la vérité), il me faut encore faire un "100Cr6". Préparation d'un masque (collage à la cyano de deux impressions sur film transparent superposés pour plus d'opacité), insolation UV de 2 min du stencil (lampe 9 W; côté rugueux vers la source de lumière), révélation de 7 min, rinçage à l'eau et séchage. Le stencil est venu super bien. Contours bien nets. Que voulez-vous, on ne peut pas se planter tout le temps. Du coup j'ai gravé les 3 lames avec d'abord la gravure à proprement parler (courant continu), puis avec un peu de coloration en noir (courant alternatif qui une fois sur deux redépose du métal). Comme j'ai fait des émoutures légèrement convexes, les bords des logos ne sont pas bien nets (stencil pas parfaitement à plat). Si je reviens à une finition tirée en long à P400, ça devrait rentrer dans l'ordre.
Bon je vous avoue que je suis très déçu limite dépressif de tout mon travail pas très rigoureux, du projet induction qui débande dans les grandes largeurs. D'un côté j'ai envie de tout envoyer balader, de l'autre j'ai déjà envie de reprendre un bout de 100Cr6 et de faire beaucoup mieux: laisser plein de matière à la forge, tremper avec les bons milieux de trempe, enlever toutes les rayures et pourtant avoir assez de matière au tranchant, bien dur et pourquoi pas une belle ligne de trempe? Demain est un autre jour. Ma fille n'est pas là. Elle a peut-être la scarlatine et comme moi je ne l'ai jamais eu, il faut que je m'en tienne éloigné le temps qu'on sache ce qu'elle a vraiment. Elles commencent bien mes vacances d'hiver.
11-FEV-2019
Ma fille doit faire une prise de sang demain matin, résultats mercredi sans doute et pas de Cassie avec Papa pendant tout ce temps là. Ça me déprime.
Avec ma scie japonaise (côté denture fine) j'ai découpé à la longueur et en deux, un morceau de la branche d'olivier trouvée à Introdacqua, pendant mes vacances italiennes dans les Abruzzes en août 2018 (voir journal en date du 08-AOU-2018). La branche a des trous un peu partout. L'idée sera de les boucher, pourquoi pas avec une résine colorée? Ou alors un mix époxy sciure. J'ai poncé les deux faces à plat sur du P60 posé sur mon morceau de miroir. Pas super veiné mais pas vraiment moche. J'ai gardé la sciure dans un gobelet afin de parer à toute éventualité. Le "Kogaluc Jr." en 90MCV8 aura des plaquettes en Pertinax et pour l'autre, il faut encore que je me décide.
Plus tard, dans mes chutes FTFI, j'ai choisi un morceau de bois presque jaune pour le "Kogaluc Jr." en 100Cr6. Il me fait penser à la couleur du citron. Il est bien dur mais pas trop dense, au poids estimé dans ma main. Pourquoi finir ces lames à la dureté tout aussi douteuse que celle des derniers "Abbica " et "Madawaska"? Je ne sais pas. J'ai coupé cette essence inconnue à la longueur et j'ai poncé les faces à plat, toujours avec du P60, toujours avec le miroir. Très peu de travail car la chute avait déjà une face très plane.
12-FEV-2019
J'ai passé presque 3 heures au garage en matinée à me geler les miches. Je rêve d'un endroit comme la buanderie de mes parents, à la cave, avec deux fenêtres, une arrivée d'eau et surtout siège d'un chauffage central qui vous berce en hiver. Le seul avantage fut une certaine productivité puisque j'ai travaillé sur 3 couteaux en parallèle. Bon bref voici la liste des opérations effectuées
- découpe et ébavurage de la quincaillerie en laiton qui sera matée à la fin: rivets de 3 mm et tubes de 6 mm (5 mm intérieur)
- dégrossissage de l'épaisseur des plaquettes à la mini scie à ruban
- perçage des plaquettes à 3 et 6 mm en me servant des semelles comme guide et en tenant souvent le tout à la main faute de surface bien planes et perpendiculaires. Un trou sera d'ailleurs "coulé" pour cause de plaquette "aspirée" par le fôret. J'ai refait le trou ailleurs et je tacherai de boucher le premier. On n'est plus à une catastrophe merdeuse près sur mes derniers prochains (de merde; ah bon? Je l'avais déjà dit...)
- les semelles n'étant pas vraiment planes et à cause du retour élastique du bois, j'ai agrandi les trous à main levée à 3.1 et 6.1 mm: le montage des rivets est plus simple, il y a un peu de jeu annulaire pour la colle et les plaquettes se conformeront un peu mieux aux semelles
- façonnage des parties avant des semelles au back jusqu'à P400 (d'abord une, puis sa jumelle positionnée par les rivets afin de copier et d'égaliser la forme): j'ai fait les faces avant des "Kogaluc Jr." un poil trop en arrière, l'équilibre et l'harmonie visuels en souffrent
- chanfreinage à 35° des parties avant des plaquettes
- polissage au disque et pâte 40 microns spéciale bois des faces avant: je suis amoureux de l'olivier, même sans veinage exceptionnel mon morceau de branche est magnifique une fois poli; le bois jaune inconnu prend également un très beau poli.
- découpe des excès de matière au contour des plaquettes à la mini scie à ruban
- amorce de perçage à 3.6 mm au dos des plaquettes pour y faire des poches rétention de colle
Avec le recul, je crois qu'il eut été plus efficace de ramener les demi "rondins" de bois à des épaisseurs et formes de plaquettes parallélépipédiques avec un rabot. Les faces auraient été aussi plus parallèles et les épaisseurs plus constantes, ce qui aurait à nouveau facilité la précision et la perpendicularité toute relative des perçages.

Voilà un bout de temps que je radine sur les photos. Voici les 3 lames, les plaquettes avant/arrière, les faces avant polies, la quincaille et en prime,
les crayons thermiques Thermomelt et Tempilstik.
J'ai passé un peu moins de 2 heures au garage à façonner à la main les manches des "Abbica" et "Madawaska". Les plaquettes ne sont pas encore assez symétriques à mon goût. Malgré l'excès d'époxy, il y a à mon grand étonnement des zones sans colle entre plaquettes et manche sur le "Madawaska". J'ai donc remis de l'époxy à ces endroits, de la cyanocrylate sous les fissures et bouché les manques de matière avec un mélange époxy - sciure.
L'ami croisé à Nouvel An travaille pour une société allemande qui fait des tondeuses et autres machines pour espaces verts, mais pour les pros. Des gros machins, quoi. Il m'a envoyé aujourd'hui un dessin de leur petite lame rotative de "coupe et de scarification". Environ 80 X 30 X 3 [mm] avec l'inscription "trempé et revenu à 50±2 HRc". La case matière indique "27MnCrB5-2". Bof. C'est sûr que ça ne cassera pas ce truc avec si peu de carbone, ça pliera, sécurité maxi pour l'utilisateur je suppose. Du manganèse et du chrome pour la trempabilité. Pour l''usure aussi? Je ne crois pas trop, y a déjà pas assez de carbone, alors le "bouffer" en carbures... Le bore pour quoi faire?
04-JAN-2019
Mon collègue m'a envoyé un autre plan de lame d'engin agricole (un poste précédent qu'il avait). Désigné par "couteau" sur le plan, la tôle fait 5 mm d'épaisseur. Cette fois c'est du 37MnB5 spécifié à 50..53 HRc. L'angle de taillant est de 18° (10° d'un côté, 8 de l'autre). Un texte avec une ligne d'attache désignant le tranchant énonce "Métallisation de carbure" (sur 12 mm de largeur de tranchant) sans qu'on en sache plus.
Beaucoup de travail à la main aujourd'hui
- ponçage à ras des excès de mélange colle époxy - sciure sur le manche du "Madawaska" et retouche en passant par P120, 180, 320 et 600
- reprise du manche de "l'Abbica", à la lime pour équilibrer la symétrie du manche, puis P60, 120, 180, 320 et 600
- façonnage du manche du "Kipawa"
- ponçage à plat des interfaces ferule - manche du "H21" en vue du futur collage
- chanfreinage à 45° des trous de la quincaillerie sur les plaquettes des "Abbica" et "Madawaska"
- reprise des perçages (coulure de l'époxy), montage sans colle de la quincaillerie et mise à la longueur en laissant 0.5 mm de dépassement de chaque côté
- matage de la quincaillerie: marteau sur les rivets en laiton et écrous borgnes pour déformer sphériquement les tubes de passage dragonne
05-JAN-2019
Je me suis aperçu que les collets battus des tubes de passage dragonne des "Abbica" et "Madwaska" n'étaient pas parfaitement jointifs aux chanfreins à 45°. Je les ai forcés en place avec une seconde bille (issue d'un roulement) de plus gros diamètre (15 mm). Je n'en avais qu'une et en face il y avait encore l'écrou borgne avec sa sphère d'environ 7 mm de diamètre. Ça l'a fait à peu près. Rien de plus, j'avais beaucoup de cuisine à faire aujourd'hui.
06-JAN-2019
Sortie du backstand. J'ai repris un peu la forme de "l'Abbica" avec une pointe un peu plus tombante. Ensuite j'ai poncé à ras sa quincaillerie matée ainsi que celle du "Madawaska". Reprise des chants à P220 et P400.
Au couteau j'ai un peu creusé la zone de repos de la lentille du "Kipawa". La lame n'est vraiment pas dans l'axe et bat la campagne dans la zone du pivot, la lentille pas assez déportée... Y a du boulot pour en faire un truc à peine potable. Je ne sais pas comment ça va finir.
J'ai collé et mis sous presses la ferule en polypropylène du "H21" après dégraissage des surfaces.
07-JAN-2019
Longue journée de reprise, plus trop envie le soir, garage froid, tant d'autres détails ménagers à régler... Alors pétri de bonnes résolutions, j'ai fini par pousser la table basse du salon et j'ai continué le ponçage de finition des manches des "Abbica" et "Madawaska" à la main bien au chaud devant Youtube: P180, 320 et 600. Un coup d'aspi plus tard et la sciure avait disparu. La vie en ermite 12 jours sur 14 a aussi ses bons aspects.
08-JAN-2019
Retour au garage pour polir au disque et à la pâte 40 microns spéciale bois les manches des "Abbica" et "Madawaska". L'essence dure, dense et inconnue de "l'Abbica" est si régulière qu'on dirait presque un matériau synthétique type micarta sur base tissu. L'essence inconnue du "Madwaska" a des nuances beaucoup plus profondes et subtiles, celles que j'aime dans le bois. Les fissures sont encore un peu visibles mais bouchées. L'huile de Tung en finition devrait les effacer encore un peu.
J'ai réussi un spectaculaire et inattendu redressement de la lame du "Kipawa", à présent bien dans l'axe du manche. C'est grace à la trempe sélective qui a laissé une grosse partie de la lame suffisamment plastique. Le tranchant "tangue". A cet endroit, l'acier est dur et refuse de revenir complètement en ligne. J'estime sa correction à 66%, ce qui est bien quand on voit d'où je suis parti. Pour la ligne générale, je trouve à présent les proportions lame/manche un peu deséquilibrées: lame trop courte, manche trop long.
Sortie du manche du "H21" des presses.
09-JAN-2019
Un collègue m'a filé deux billes de roulement de diamètre 10 mm. Avec elles, j'ai remis une passe de finition sur les tubes de passage de dragonne des "Abbica" et "Madwaska". Ensuite j'ai passé les manches au décireur pour leur dispenser une première couche d'huile de tung diluée à 50% avec de la térébenthine (et 1.5% de siccatif).
J'ai ensuite corrigé au back le dos de la lame du "Kipawa" qui était remontée façon katana japonais suite à mes nombreux essais de trempe. Le voilà bien rectiligne à présent. J'ai alors encore tenté de redresser (toujours faire mieux) la lame. Ça a marché, mais très très peu. Le tranchant sans doute pas hyper dur et les deux tiers de lame non trempée restés bien plastiques sont très tolérants. Avec une lame trempée intégralement avec austénisation optimale au four, ça fait belle lurette que j'aurai cassé la lame tant j'ai tapé fort dessus. Je crois que le tranchant restera déformé à jamais. Le prochain chantier ici c'est de réussir à corriger (un peu?) mon étourderie d'avoir mis une pente sur la partie de la lame autour du pivot (dont les côtés devraient bien entendu être parfaitement parallèles).
10-JAN-2019
En soirée, seconde couche d'huile de tung diluée à 50% avec de la térébenthine (et 1.5% de siccatif).
11-JAN-2019
En soirée, troisième couche d'huile de tung diluée à 50% avec de la térébenthine (et 1.5% de siccatif).
12-JAN-2019
En matinée, première couche d'huile de tung pure (et 1.5% de siccatif).
L'après-midi, j'ai ressorti la forge et j'ai inauguré la nouvelle enclume et le Hofi toujours vierges depuis plusieurs mois. L'idée c'était
- de se faire plaisir
- de faire un exercice de plus pour forger une vraie pointe à partir d'une coupe à 90°
- de faire des exercices dans des morceaux de 100Cr6 pour leur donner une forme d'objet coupant
- pour plus tard faire aussi des essais avec le chauffage par induction (peut-être que le 100Cr6 y répond bien, qui sait?)
Je n'ai pas retrouvé les roulements de 19 mm de large et de 62 mm de diamètre extérieur que j'avais amassé par le passé. Je crois qu'un jour j'ai dû me dire que c'était trop petit de toute façon et je les ai retournés à leur benne d'origine sauf un. Alors je n'ai eu le temps que de forger une seule lame et d'ouvrir une seconde bague extérieure (du KNOTT45887 de JUL-2018, diamètre 72, largeur 37). La première lame dans la bague extérieure d'un roulement 2206 = 20 mm de large et 62 de diamètre extérieur (qui m'a fourni plein de billes de 7.93 mm de diamètre). J'ai réussi une superbe pointe mais un peu trop effilée. Je ne sais pas si cela vient de l'enclume, des 1.4 kg du marteau Hofi ou de la combinaison des deux, mais malgré ma longue pose dans la pratique et bien que "plus dur sous le marteau le 100Cr6 est (dixit maitre Yoda)", la forge m'a semblé plus facile. J'avais pris le "Kogaluc Jr." en souffrance (et en 1.2842) comme modèle et j'ai pratiquement réussi à forger la largeur exacte plus un micro chouilla.
En négatif
- la pointe est trop longue (mais ce sera coupé)
- l'affinage vers la pointe est trop marqué (je dois être à 50% de l'épaisseur du ricasso au lieu de 80)
- l'affinage vers le cul pas assez, l'épaisseur est assez constante.
Le brut a fini dans les cendres. Je vais sans doute vite façonner le contour.
Le soir, seconde couche d'huile de tung pure (et 1.5% de siccatif) sur "Abbica" et "Madwaska".
13-JAN-2019
En matinée, dernière couche d'huile de tung pure (et 1.5% de siccatif) sur "Abbica" et "Madwaska". J'ai mis les couteaux au chaud à proximité de mon poele à granulés (pas TROP près cependant).
De 15h20 à 16h55, j'ai forgé la bague interieure du roulement 2206 c-à-d 20 mm de large et 30 de diamètre intérieur. Cela fait assez peu de matière. J'ai forgé un "Borel II", modèle que je n'ai plus fait depuis longtemps. J'arrive à la conclusion incontournable que je m'améliore puisque j'ai obtenu un brut très proche de la forme finale, il reste pas mal de matière à la pointe et au tranchant tandis que le manche s'affine franchement. J'ai fini l'ensemble à la chasse à parer et hop dans le seau à cendres.
De 18h15 à 19h30, j'ai forgé une lame de "Kipawa" dans la chute restante du "Kogaluc Jr." forgé hier et sorti du seau de cendres. C'était difficile à saisir tant le lopin était petit. J'ai surtout forgé la forme en laissant des faces parallèles et hop seau de cendres. J'ai aussi retrouvé un morceau de lime de l'époque du premier "Kipawa" sur lequel j'ai tenté une seconde lame mais j'ai arrêté avant la forme finale car ça manque un peu de matière. Peut-être le reprendrai-je un jour pour en faire une lame très fine de pliant (maxi 1.5 mm d'épaisseur à vue d'oeil).
Me voilà avec 3 bruts en 100Cr6. Le but premier c'est de voir la compatibilité avec le chauffage par induction. Mais pour l'instant les prochaines étapes sont un sablage, un façonnage du contour et un début d'émouture. Quels que soient les résultats des tests d'austénisation avec l'induction, pour percer ces pièces, il faudra les cycler au four. C'est pour cela que j'en ai fait 3. Quitte à cycler 6 à 8 heures, au moins que ça vale le coup pour plusieurs lames.
14-JAN-2019
J'ai pris toutes les lames en 100Cr6 avec moi au boulot pour les sabler. C'est à ce moment que je me suis aperçu que j'ai oublié la lentille sur la seconde lame de "Kipawa"...
J'ai collé à la cyanocrylate 2 rondelles M3 de part et d'autre du trou de pivot de la lame du "Kipawa". Le but c'est de les façonner en biais afin de compenser la conicité de la zone du pivot de la lame et de se retrouver avec deux faces parallèles. Après quelques minutes de back, je suppose que la chaleur a fait son oeuvre et la rondelle a dégagé. La seconde fera pareil malgré d'infinies précautions.
J'ai remisé la seconde lame de "Kipawa" et j'ai façonné les contours des "Borel II" et "Kogaluc Jr.". A présent je vois mieux les défauts de planéité et d'irrégularité d'épaisseur. Y a encore beaucoup de boulot de correction mais voici quelques dimensions
- "Borel II" pointe 1.55 mm, tranchant 1.10 à 1.70, ricasso 3.06 et cul 1.58
- "Kogaluc Jr." pointe 1.00 mm, tranchant 0.92 à 1.72, ricasso 3.50 et cul 2.99
Je pense que la première chose à faire c'est d'essayer de remettre tout cela le plus plan, le plus rectiligne possible. Je me dis que je vais peut-être chauffer par induction ou à la lampe à souder pour ne pas devoir ranger le back et réinstaller la forge. Ensuite il faudra corriger les faces au back avant de tailler un peu les émoutures. Je souhaiterais garder pas mal d'épaisseur au tranchant pour mes essais de trempe par induction. Stay tuned!
15-JAN-2019
J'ai passé deux couches de cire carnauba sur les "Abbica" et "Madawaska". Je ne sais comment mais des fissures sont réapparues sur ce dernier. Les ai-je pris à "rebrousse-poil" avec le disque de flanelle? Bon va falloir reprendre le ponçage, l'huilage et le cirage...
Côté brut de forge, j'ai aplani au mieux les "Borel II" et "Kogaluc Jr." en les chauffant avec mon chauffage par induction. De courts d'instants d'inattention, je suis monté jusqu'à 24 A sans que l'alim' ne coupe ni que quoi que ce soit fonde ou sente mauvais. J'en ai profité pour sortir l'aimant et constater la même chose qu'avec les autres aciers: seulement lorsque la conso de courant se stabilise à un minimum pendant assez longtemps (le temps pour moi de voir que justement cela ne baisse plus), je constate la perte complète de magnétisme. Cela ne dure qu'un bonne seconde et déjà l'aimant commence a attiré faiblement l'acier. Pour le 100Cr6, si la température de Curie est égale à Ac1/Ac3 (à vérifier), une formule théorique du bouquin de Landes me donne Ac1/3=755°C pour 1% de carbone, 1.5% de Cr et les autres taux nominaux de Mn et de Si.
Je pense que je ferai des essais
- après assez de temps de stabilisation
- pour bien atteindre l'amagnétisme et
- être sûr que le chrome et le carbone entrent un peu en solution
- en trempant sélectivement sur 1/3 à l'eau
- 3 fois dans le but (vain?) de toujours convertir plus de carbone et
- dans l'espoir de ne pas avoir de courbure excessive du dos de lame
On va tacher d'aplanir lames et semelles des deux bruts de forge et d'y faire un début d'émouture avant essais.
16-JAN-2019
Avec le gros aimant équerre, la table verticale du back et des bandes P36, 60, 120 j'ai aplani (je ne peux décemment pas écrire "rectifié") les 4 faces des "Borel II" et "Kogaluc Jr.": les deux côtés de la semelle et les deux de la lame. On retrouve enfin un petit avantage à la forge en terme de temps: pas trop de matière à enlever, des pentes déjà faites qui aident beaucoup pour guider la ligne générale. J'ai ensuite repris à la main les émoutures brutes au P220 et 400 ainsi que le tranchant tout en lui donnant un micro chanfrein à 45° (pouir limiter au mieux les concentrations de contraintes dans des fissures qui sont toujours des amorces de ruptures privilégiées). Temps total 40 minutes, mise en place et rangement sommaire compris.
Les lames sont prêtes pour des essais d'austénisation par induction. Le tranchant n'a pas une épaisseur constante pour le moment, voici les dernières épaisseurs caractéristiques (c'est loin d'être parfait je sais)
- "Borel II" pointe 0.,74 mm, tranchant 0,66..1,58, ricasso 2,73 et cul 1,15
- "Kogaluc Jr." pointe 0.,38 mm, tranchant 0,38..1,48, ricasso 2,76 et cul 1,84
(ma règle générale que je n'arrive jamais à tenir car je radine trop sur la matière: 80% de l'épaisseur du ricasso à la pointe et 50% au cul)
Devant la télé et YouTube (et au chaud), j'ai poncé au salon à la main la zone fissurée du manche du "Madawaska" (faut juste sortir l'aspirateur après). La fissure semble rentrer dans la matière tout en étant presque parallèle à la semelle. Impossible de l'éradiquer. Je suis donc revenu au bouchage à coup de colle cyanocrylate. On reponcera et on rebouchera jusqu'à ce que je sois satisfait.
17-JAN-2019
Devant "Il Miracolo" ép.4, j'ai poncé au salon à la main la zone fissurée du manche du "Madawaska". Nouveau bouchage à coup de colle cyanocrylate. Pourvu que cela ne me prenne pas un million de cycles.
19-JAN-2019
J'ai eu un court instant à pouvoir consacrer à la coutellerie aujourd'hui. J'ai mis le "Borel II" en 100Cr6 dans l'induit de mon chauffage. Maintenu par une pince étau posée de façon ad hoc une fois la lame entièrement orange. J'ai laissé la lame au moins 5 minutes ainsi. Rapidement le courant descend à une valeur minimale qui ne varie plus que d'un ou deux centièmes d'ampère autour de cette valeur, de temps en temps. En retirant la lame je l'ai testé à l'aimant et plus aucune attraction, mais seulement un court instant. Cela revient très vite. Je ne vois aucun voile noir de recalescence lorsque la lame refroidit à l'air. En théorie cela signifie qu'il n'y pas ou si peu de martensite formée qui redeviendrait de la ferrite et de la perlite.
Je me suis aperçu que mon aimant a perdu beaucoup de son efficacité. Sans doute les contacts répétés avec de très hautes températures. C'est le second qui me fait le coup et le dernier de cette taille et puissance que j'avais. J'ai bien essayé mon dernier thermomètre infrarouge mais est-ce l'angle ou l'émissivité mal choisie, ce que je lis sur l'afficheur n'est pas réaliste. Je songe encore à un dernier moyen pour essayer de déterminer la température que j'atteinds: les crayons faits d'une cire qui fond uniquement à partir d'une température bien précise.
Au bout des 5 minutes, la pince étau aussi était très chaude (je pouvais seulement la tenir dans la main en bout de manche). Elle est une sorte de pompe à chaleur qui refroidit aussi la lame. Il faut que je la mette le plus au bout possible de la semelle. Semelle qui elle aussi fait venir vers elle la chaleur qui nait dans la lame.
20-JAN-2019
J'ai pu constater une très fine couche de calamine sur le "Borel II" chauffé hier. J'ai saisi le "Borel II" avec la pince étau au cul (le plus loin possible de la source de chaleur) et je l'ai progressivement chauffé en laissant finalement reposer la pince sur un support (photo ci-dessous). Une fois le courant stabilisé aux alentours de 9.52 A (il a fallu environ 3 minutes), j'ai trempé la lame à l'eau froide du robinet sur une profondeur d'immersion de 8 mm jusqu'à perte totale de la couleur de la lame. Test à la lime demi-douce: c'est d'la balle! L'acier est bien dur. Pas de déformation, tout est resté dans l'axe du couteau. Mais en posant la lame sur le gabarit, j'ai pu constater que la pointe est remontée d'environ 2 mm. La ligne générale du couteau n'a pas vraiment changé à l'oeil si on regarde vite fait mais comme précédemment, je suppose que le phénomème va se répéter si je recommence les trempes. L'autre fait plaisant et notable, ce sont toujours des zones trempées très blanches, sans la moindre calamine, bien uniformes et homogènes. Pour moi un gage visuel de la qualité de la trempe. Joe Calton a d'ailleurs la même vision que moi à ce sujet.
Le Borel II en 100Cr6 tenu dans l'inducteur de façon statique par la pince étau.
Le bac de trempe avec 8 mm d'eau est juste en bas à droite, le système de refroidissement en haut
à gauche, le carton qui masque la platine évite que l'air pulsé par le ventilo ne vienne refroidir la lame.
Il y a toujours un isolant dans l'inducteur qui évite de trop le chauffer tout en préservant la lame de trop
grandes pertes thermiques par convection et rayonnement.
Bien sûr le couteau et le patron n'étaient sans doute pas 100% identiques, mais ça vous donne une idée.
En regardant le dos de lame en incidence rasante le long du dos, on voit nettement l'endroit où l'acier
est remonté, la ligne générale a une nette cassure.
Le projet initial, pour éviter les déformations et se fiche de profondeurs d'immersion reste de n'austéniser qu'une portion de la lame. Pour l'instant, je n'y arrive pas (trop de courant consommé par l'inducteur seul dans cette configuration) mais pour le moral et faire quelque chose je vais utiliser ce que j'ai déjà réussi à mettre au point. Donc comment éviter la déformation? Ma théorie c'est que lorsque la martensite commence à se former vers Ms=240°C pour le 100Cr6 (et que la matière augmente de volume), le dos est encore rouge et plastique permettant une certaine déformation. Il faut que le dos soit en dessous de 500°C (noir) lorsque le tranchant arrive à 240°C. Ça devrait être assez simple en fait. Si je trempe le tranchant pendant 2 secondes, normalememt je passe sous le nez perlitique à 600°C et je suis sûr d'avoir de la matrtensite au refroidissement plus tard. Au bout de 3 secondes (courbe TTT du 100Cr6), le dos (trempe un micro poil à l'air mais) arrive dans une zone mixte ferrite cémentite austénite (je "loupe" le nez perlitique et donc la trempe). En le refroidissant à ce moment, il doit être possible d'être sous les 500°C avant que le tranchant ne soit à 240°C. Donc pschitt 2 secondes sur le tranchant, retournement de la lame (1 seconde de plus) et pschitt du dos 1 seconde (sans la pointe), le tranchant étant à l'air à se refroidir lentement. Théorie, théorie... Il me faudra changer la position de la pince pour réussir cet exercice. Elle va forcément gêner. Et il faudra aussi changer la position de l'inducteur pour autoriser une chauffe en position vraiment statique afin de "voir" le point de courant mini. Ou alors profiter de la seconde de retournement pour incliner la lame autrement dans la pince. Y a encore du boulot.
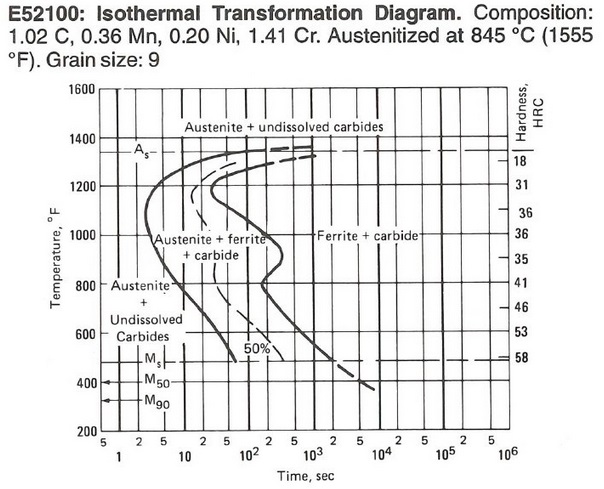
Le hic, c'est que le dos ne sera jamais aussi mou que le compromis idéal le voudrait. Mais bon, de toute façon, j'ai toujours constaté des trempes partielles à l'air sur les 100Cr6 ou 90MCV8... Vraiment il ne faudrait pas du tout échauffer le dos... Un point positif cependant: l'induction doit me situer dans les zones les plus basses de température qui permettent une trempe, ce qui est bon pour éviter la casse. Dans cette zone basse, seule l'eau doit me permettre de tremper "bien dur". Peut-être qu'aussi le 100Cr6 est un bon candidat pour l'induction? Les 1.5% de Cr doivent vraiment bien aider pour la trempabilité. Par contre, pour les recuits de globulisation autorisant le perçage sans trop de souci, on est obligé de cycler autour de Ac1 pendant plusieurs heures... Et ce sera toujours le cas pour n'importe quel acier qui regroupe les propriétés dont j'ai besoin, à savoir
- un peu d'élément(s) d'alliage pour une bonne trempabilité
- un peu d'élément(s) d'alliage dans un hypereutectoïde pour qu'il reste de fins petits carbures contre l'usure et une bonne micro denture
Dans une certaine mesure, ce sera le cas pour du 100Cr6, du 90MCV8 (O2, 1.2842), du 80CrV2 (1.2235), du 100MnCrW4 (O1, 1.2510), du 115CrV3 (1.2210), du 110WCrV5 (1.2519). Pour éviter les cyclages, les "presque" purs carbone (XC80, XC90, XC100, C130, 135Cr3) sont de meilleurs candidats mais l'absence de carbures autres que ceux de fer lui donne un tranchant moins durable (mais plus fin cependant). Bref, pur carbone pour un truc dont la coupe doit donner un objet coupé propre, comme un ciseau à bois, un couteau à légumes ou un rasoir. S'il s'agit juste d'ouvrir ou détruire et que l'état de la surface coupée importe moins, va pour des carbures bien durables. Ou alors accepter un affûtage plus fréquent pour pouvoir se passer des cyclages.
Le 100Cr6 est mon préféré car il allie un peu des deux mondes: son origine de roulement à billes me garantit que l'industrie lui a filé des grains super fins et un alliage bien propre: donc malgré la présence de carbures qui lui donnent de la durabilité et de l'agressivité, leur super finesse m'assure une surface coupée relativement peu abîmée.
J'ai passé une première couche de cire d'antiquaire pour meubles sur le manche de "l'Abbica". Et le soir, comme souvent, ponçage au salon à la main de la zone fissurée du manche du "Madawaska". Nouveau bouchage à coup de colle cyanocrylate. C'est déjà la troisième passe.
21-JAN-2019
Toujours à la recherche de la température atteinte par la chauffe par induction, j'ai commandé en ligne des crayons de cire qui fond à une température très précise: 774°C (760..770 début de la zone où on peut tremper des purs carbone), 804 (800 souvent un très bon compromis pour tout), 816 (820 pas mal pour du 90MCV8 et consorts) et 843 (835..845 pour du 100Cr6 avec 0.7 à 0.8% de carbone dissous). Les chiffres ne sont pas ronds en Celsius parce qu'ils le sont en Farenheit. J'espère enfin avoir ma réponse. Si même le 774°C ne fond pas, je saurai que je suis dans une impasse avec mon circuit passif.
22-JAN-2019
J'ai découvert par hasard (en cherchant la courbe TTT du 100Cr6 hier) un site parlant de métallurgie et de coutellerie, tenu par un ingénieur en matériaux et traitements thermiques dont le père est coutelier. Il travaille pour l'industrie automobile avec accès à de nombreuses données chiffrées. Il rephrase, étaye et confirme surtout beacucoup de choses que j'avais déduites grace à Verhoeven et diverses fiches techniques (surtout celles de Sandvik). Encore une mine d'informations. http://knifesteelnerds.com/
J'ai commencé à lire ses articles et il y a des pistes très interessantes sur les austénisations multiples (lire trempe triple): ça semble surtout effectif pour de courtes durées d'austénisation (type forge) dans des plages basses de température. Egalement du grain à moudre côté vitesse de refroidissement, refroidissement continu pour ne pas stabiliser de l'austénite résiduelle. Entre les lignes, les connaissances scientifiques théoriques me font voir l'ensemble 100Cr6 + austénisation courte par induction à basse température + trempe sélective à l'eau, le tout 3 fois (trempe triple) comme une combinaison à très fort potentiel de dureté élevée, austénite résiduelle faible, finesse de grain, agressivité et durabilité du tranchant ET ET ET solidité en même temps. C'est passionnant!
Un mail de mon fournisseur allemand de "crayons thermiques": expédition et encaissement le 28-JAN-2019. Bon ça veut juste dire qu'ils n'ont pas de stock et qu'il faut être patient, un peu comme jusque dans les années 90: on envoyait un courrier avec un chèque à encaisser, au pire un coup de Minitel (mais chèque par la Poste), traitement de la commande, emballage, expédition et ton colis commandé en août arrivait avant Noel.
Dernière couche de cire d'antiquaire sur "l'Abbica". Encore un ponçage de "Madawaska" au chaud au salon. ça n'avance pas vite. Nouveau bouchage à coup de colle cyanocrylate (marre).
23-JAN-2019
Encore un ponçage de "Madawaska" au chaud au salon. ça n'avance pas vite. Nouveau bouchage à coup de colle cyanocrylate (marre). Oui je me répète...
Je suis retourné au garage expérimenter un peu le chauffage par induction.
- d'abord j'ai essayé d'austéniser le "Borel II" en 100Cr6 avec refroidissement à l'air. Il aura fallu environ 3'10" avec départ à froid pour atteindre le régime stationnaire de conso de courant (stable à ±0.02 A). La lame n'est pas revenue à sa position initiale. Mais elle avait à nouveau une très légère couche de calamine, des feuilles hyper fines.
- nouvelle austénisation du "Borel II", trempe sélective à l'eau en 2 étapes de 1 seconde chacune environ (pointe puis le reste et pointe puis le reste), ensuite rotation rapide de la lame dans la pince-étau et refroidissement du dos de lame encore rouge. L'idée c'est de le rendre suffisamment rigide avant que la martensite ne se forme au tranchant vers 240°C et me déforme tout "en poussant" à cause de sa densité moindre. Pas de déformation supplémentaire du dos de lame mais la pointe a dévié vers la droite. Bref ça pousse toujours et comme l'axe Z lui est trop difficile, la lame file en Y. Test à la lime demi douce: le tranchant semble moins dur et le dos n'est pas vraiment trempé.
- nouvel essai identique au précédent (en gros la troisième trempe). A part le fait qu'il m'a semblé être meilleur au niveau des gestes, mêmes sanctions: déformation supplémentaire vers la droite de la pointe, tranchant encore moins dur selon la lime mais en plus, cette fois, le tranchant semble "serpenter". Il y a encore plus de martensite qui pousse après la troisième trempe.
J'ai superposé la lame au patron et je ne constate pas de remontée supplémentaire du dos de lame. La déformation de la pointe d'un côté et qui s'accentue avec le nombre de trempes, la déformation qui serpente le long du tranchant semblent confirmer que
- de plus en plus de martensite se forme avec chaque nouvelle trempe
- comme tel est le cas, la température d'austénisation est sans doute très basse (peu de carbone en solution) et le séjour pas assez long (mais à ces "faibles" températures il faut énormément de temps au carbone pour entrer en solution, surtout avec le "gros" chrome qui gêne aux entournures)
- la perte de dureté avec chaque trempe vient sans doute d'une décarburation progressive en surface. Sous la peau, l'acier est sans doute toujours aussi dur
- il me semble qu'Ed Fowler disait la même chose: perte de dureté avec chaque trempe
- j'ai réussi à ramener la lame et le tranchant dans le plan à 90% au marteau et à l'enclume (à froid)
- il faut sans doute que je laisse plus d'épaisseur au dos et au tranchant pour limiter les déformations.
- je peux aussi tremper sur une hauteur plus faible, par exemple 7 au lieu de 8 mm
- je peux aussi laisser "trop" de matière autour du contour afin de corriger après trempe la forme du couteau et de tailler dans la masse qui serpente un tranchant droit
- cette fois l'eau était à environ 5°C (température dans le garage) à la première trempe, l'autre fois, sortant du robinet, elle était sans doute vers 15°C.
Ce que j'ai récemment lu sur knifesteelnerds, ainsi que les dires de Kevin Cashen dans des forums vont dans le même sens pour le 100Cr6 et les trempes multiples:
- Si on chauffe le 100Cr6 assez fort et assez longtemps (disons 10 minutes pour une lame), une seul trempe devrait suffire à dissoudre et fixer assez de carbone pour obtenir une lame très bien trempée
- au contraire, à la forge (peu de temps) et à l'aimant (plage basse de température), les trempes multiples peuvent être une bonne alternative pour finir par dissoudre au moins 0.60% de carbone.
Comme je suis plutôt scientifique, je devrai me contenter d'une seule austénisation de 10 min à 835..845°C avec trempe sélective au goop, mais ayant un système par induction (rapide, propre, silencieux, facile, moins dangereux), de l'eau (pas de fumée toxique, pas de souci en cas de débordement, quasiment gratuite et disponible à volonté), il est tentant de continuer dans cette voie pour le moment. Il y aussi ce petit effet de zone durcie qui remonte de plus en plus à coeur avec chaque trempe (phénomène décrit par Ed Fowler dans un séminaire visible sur YouTube) qui donne un effet de sandwich laminé que je trouve très élégant et auquel j'ai bien envie de croire.
24-JAN-2019
J'ai continué à observer le "Borel II". J'ai aussi testé sa dureté avec des couteaux en tentant d'en couper des morceaux. Les couteaux étaient en 90MCV8 et 100Cr6. J'ai pu couper de jolis petits copeaux d'acier. Un peu plus d'un côté de la lame que de l'autre et plus au talon qu'à la pointe. Bizarrement le côté le plus dur était à droite alors que la courbure à droite devrait résulter en davantage de martensite à gauche. C'est à n'y plus rien comprendre. Vivement les crayons thermiques que je puisse enfin avoir au moins une certitude côté température atteinte.
25-JAN-2019
Les crayons thermiques ont été expédiés aujourd'hui, un jour ouvré avant la date prévue. Bon ben on enjoy et puis voilà, c'est mieux que rien.
La relative molesse du 100Cr6 du "Borel II" me turlupine. Ai-je rêvé une dureté élevée après la première trempe? Ou bien est-ce vraiment la décarburation qui a fait chuter à ce point la dureté? La lecture intense des divers articles du site Knife steel nerds m'a offert une autre hypothèse: le temps d'austénisation. A la première trempe, j'ai attendu bien plus de 3 minutes avant de tremper (parce que je faisais encore d'autres essais). La différence majeure est peut-être là, surtout aux basses température auxquelles je pense me situer. Un facteur aggravant: la structure sphéroïdale. Celle-ci a besoin d'encore plus de temps d'austénisation qu'une structure lamellaire (je pensais que c'était l'inverse: merci Knife steel nerds). Je ne serai pas étonné avec la première trempe à basse température d'austénisation (genre 0,45..0,55% de carbone dissous au grand maximum) d'avoir obtenu une structure à majorité sphéroidale. Du coup, c'était un état de départ plus désavantageux en terme de temps d'austénisation pour la seconde trempe qui aura empiré le bilan partiel, avant d'en remettre encore une couche à la dernière. Ouaip, bof, pédale dans la s'moule le père i4.
26-JAN-2019
Encore un ponçage de "Madawaska" au chaud au salon. Nouveau bouchage à coup de colle cyanocrylate. Bon si au prochain ponçage, c'est pas fini, je passe à la colle époxy avec de la sciure.
27-JAN-2019
Encore un ponçage de "Madawaska" au chaud au salon. Il reste encore de faibles fissures. Comme promis, j'ai fait un mélange résine époxy - sciure et j'ai bouché tout ça. Avec un peu de chance, le prochain ponçage sera le dernier.
J'ai lu en détail certaines pages du site Knife Steel Nerds. Je gagne en connaissance et en "expérience". Il doit y avoir moyen de faire du boulot bien costaud et dur avec du 100Cr6 mais j'ai peur de ne pas arriver aux températures mini nécessaires pour ce faire avec mon chauffage par induction. Vivement les crayons que j'en ai le coeur net.
28-JAN-2019: joyeux anniversaire Papa!
Encore un ponçage de la résine du "Madawaska" au chaud au salon. Il reste encore et toujours de faibles fissures. Y en a marre. J'ai fait un dernier essai en passant un coup de papier P180 sur de la cyano fraichement étalée. Ça fait une espéce de pâte collante. On verra demain. Mais j'arrête, quelque soit le résultat. C'est décidé.
29-JAN-2019
Dernier ponçage du "Madawaska". J'ai l'impression que le mélange cyano fraiche et sciure du au ponçage immédiat est celui qui bouche le plus vite. Il reste encore des imperfections en surface mais comme déclaré, j'arrête ici. A présent il faut tout reprendre: décirage, polissage au disque et pâte abrasive spéciale bois, huile de tung diluée (3 couches), huile de tung pure (3 couches), cire de carnauba (2 couches) et cire d'antiquaire (2 couches).
31-JAN-2019: *soupir*
Mes crayons "thermiques" ont fini par trouver leur chemin jusqu'à moi. Sur la facture, la marque de l'un a été barrée et remplacée par Tempilstick. Je suppose qu'il n'en avait pas de l'autre marque. Quand on pense qu'un des arguments de vente de la société Markal c'est "nos crayons contiennent 33% de plus de cire que la concurrence".... Récapitulatif
- crayon LA CO Markal Thermomelt made in USA 1425°F/774°C
- crayon LA CO Markal Thermomelt made in USA 1480°F/804°C
- crayon LA CO Markal Thermomelt made in USA 1500°F/816°C
- crayon LA-CO Industries, Inc. Tempilstick made in USA 1550°F/843°C (ah ben tiens, ça vient du même fabricant en fait...)
Le soir, excité comme une puce j'ai mis mon "Borel II" dans l'inducteur et vas-y, fonce vers le régime permanent Alphonse... 3 minutes plus tard environ, la sanction tombe, même la cire à 774°C ne fond pas, pas moyen, quedalle, nada. L'aimant qui ne prend plus qu'un faible instant, aucun voile de décaléscence / recaléscence. Le verdict est sévère: mon chauffage par induction ne marche pas, jamais ce système ne me permettra d'atteindre des températures d'austénisation acceptables pour réussir une bonne trempe. Tout ce temps passé.... Il faudrait sans doute pouvoir envoyer plus d'énergie que ce que le système atteint par lui-même, bref un truc actif et pas passif. Va falloir baisser le rideau et ressortir le four pour finir les lames en souffrance. "On aura fait un beau rêve..."
04-FEV-2019
Je pourrai ressortir mon chauffage par induction quand on trouvera un acier dont la température Ac1 corrrespond à peu près à sa température de Curie. En attendant retour au four de trempe. Fait froid, pas envie mais forçons nous. J'avais laissé dans un coin le four avec son module sur base Arduino mais comme sa commande n'a pas de régulation de type "PID" comme la commande issue du commerce taiwanais, j'avais un vieil arrière goût de boulot de merde pour de simples austénisations (au fait j'ai vu qu'en anglais et en allemand on dit "austénitisation"; si ça se trouve je ne vous cause pas la France scientifique depuis des années, n'empêche qu'austénisation, c'est plus beau...). Bref j'avais recablé tout cela avec quelques interrupteurs à bascule histoire d'avoir la même entrée en température et deux modules pour commander la partie puissance: l'un pour les cyclages (Arduino), l'autre pour des normalisations et des trempes.
J'ai sorti tout cela de son coin pour constater que j'avais déjà tout cablé. Petit essai: le Taiwanais me dit 2.5°C et l'Arduino 6°C. Je pense que je vais prendre cela avec au boulot histoire de vérifier la calibration du thermocouple: J'ai monté deux câbles en parallèle sur la prise du TC (un allant vers chaque module), cela me joue peut-être de petits tours côté résistance, donc on va vérifier avant de poursuivre.
Prochaines opérations: tremper deux "Kogaluc Jr." en 100Cr6 et 1.2842 et un "Borel II" en 100Cr6. La seconde lame de "Kipawa" où j'ai oublié de forger la lentille est trop fine de toute façon. Je la laisse donc de côté. Après les normalisations, je vais tenter un recuit de globulisation plus rapide que les traditionnels cyclage à la Roman Landes avec le cycle "DET" (divorced eutectoïd transformation) décrit par Verhoeven. On verra si les résultats sont meilleurs ou au moins équivalents aux cyclages. Perso les cyclages du 100Cr6, c'était déjà pas parfait en terme d'usinabilité (reposez en paix feux mes fôrets)...
Avec mes essais avec le chauffage par induction, j'ai beaucoup songé au milieu de trempe. En fonction des sources, on trouve des diagrammes TTT du 100Cr6 qui donnent 3 pour certains et 10 secondes pour d'autres de délai pour passer sous les 600°C du "nez" perlitique. A 10 s, le goop ou l'huile de colza devrait le faire sans problème. Sauf que j'ai rarement atteint des duretés exceptionnelles avec mes 100Cr6 dans de telles conditions. C'est ce qui me fait penser que les 3 s sont peut-être plus proches de la réalité. Il faut donc de l'huile super rapide ou une "sorte d'eau" mais moins drastique pour éviter la casse.
En version cheap, on pourrait essayer de l'eau "chaude" vers 60..80°C (on trouve tout et son contraire sur le Net pour adoucir les trempes à l'eau, mais rien de fiable) ou alors du kerdane comme huile rapide (mais j'ai peur qu'on se crâme la bicoque).
En version pro, pour l'eau il y a des adoucisseurs de trempe ou alors l'huile la plus rapide possible (elles sont souvent notées avec un temps en seconde de l'ordre de 7 à 10 s avec la désignation d'huile froide accélérée). Alors c'est pas donné et souvent faut acheter une grande quantité. Par hasard, j'ai trouvé aujourd'hui chez mon fournisseur d'huile PSA 0W-30 (dllub.fr) une huile de trempe dite rapide vendue en conditionnement de 5 litres, ce qui est presque un miracle... 39 EUR.
05-FEV-2019
J'ai donc revérifé la calibration de mon thermocouple emperlé de type K avec un four de calibration du service de métrologie (j'ai mes entrées...). La dernière vérif datait d'OCT-2017. Les affichages diffèrent un peu entre le contrôleur Taiwanais de marque SESTOS et l'Arduino mais au final, le bilan est très positif. Si j'entre 800°C sur l'un ou sur l'autre, la réalité sera décalée d'à peine 2..3°C, presque pas la peine de faire de correction (mais on les fera quand même! On n'est pas chez Bozo le clown) .
Le remontage de tous les câbles m'a causé quelques soucis puisque le SSR ne recevait aucune impulsion. Il a fallu dégainé le multimètre pour constater que les interrupteurs à bascule m'avaient joué des tours. Vite corrigé mais il était tard, il faisait froid dans le garage et j'avais faim. J'ai donc remis à demain des normalisations et un recuit de globulisation rapide des "Kogaluc Jr." et "Borel II" en 100Cr6 et 90MCV8/1.2842. Je réfléchis encore aux températures d'austénisation et aux temps pour les trempes à venir: plus ou moins de carbone dissous, des temps plus longs, quel milieu de trempe...
06-FEV-2019
Comme bien souvent, je n'arrête pas de penser, réfléchir et donc de changer d'avis, de revenir sur mes raisonnements.
En cherchant des valeurs de Ms, Mf, Ac1 pour mon 100Cr6 et mon 90MCV8, je suis (re)tombé sur une des nombreuses formules qui donne Ac1 en fonction de la quantité des éléments d'alliages. La formule montre clairement que le taux de manganèse abaisse de façon non négligeable Ac1. Le chrome l'augmente d'un facteur encore plus important. Cependant avec 2% de Mn et à peine 0.35 de Cr, le 90MCV8 a une température Ac1 plutôt très basse. Cela m'incite à vouloir encore essayer mon chauffage par induction sur cet acier. Si jamais l'acier devait prendre la trempe, il serait interessant que sa structure soit optimale afin que je n'ai pas à tout reprendre depuis le début.
Je n'ai pas eu le temps de chercher comment normaliser le 90MCV8. Je vais donc le faire au pifomètre bien réglé. Pour le recuit d'adoucissement et de globulisation, je vais simplement lui faire subir le même que celui du 100Cr6 pour une simple question de gain de temps.
Voici donc le résumé des traitements thermiques de ce soir (les températures sont celles des affichages et non pas les réelles car leur écart -moins de 2°C- est très faible et leur justesse parfaite ou pas ne devrait pas avoir d'influence sur le résultat)
- chauffe du four à 400°C avec le SESTOS, chauffage des 3 lames et recouvrement avec de l'acide borique (400 c'est juste pour être sûr que la lame reste assez chaude le temps de faire fondre l'acide)
- chauffe du four à 915°C avec le SESTOS, chauffage des "Borel II" et "Kogaluc Jr." en 100Cr6 pour 2'15" (temps de remontée de la température) + 3'. Ici je passe volontairement au dessus de Acm pour tout remettre en solution
- refroidissement à l'air sur rack en brique isolante jusqu'à au moins 350°C (avec le 100Cr6 il faut aller plus bas que la simple couleur noire à environ 500°C pour que les transformations se fassent)
- chauffe du four à 885°C avec le SESTOS, chauffage des "Borel II" et "Kogaluc Jr." en 100Cr6 pour 1'20" + 3'
- refroidissement à l'air sur rack en brique isolante jusqu'à au moins 350°C
- chauffe du four à 865°C avec le SESTOS, chauffage des "Borel II" et "Kogaluc Jr." en 100Cr6 pour 52" + 3'
- refroidissement à l'air sur rack en brique isolante jusqu'à au moins 350°C
- chauffe du four à 845°C avec le SESTOS, chauffage des "Borel II" et "Kogaluc Jr." en 100Cr6 et du "Kogaluc Jr." en 90MCV8 pour 51" + 3'. Ici je passe volontairement au dessus de Acm (pour le 90MCV8) pour tout remettre en solution
- refroidissement à l'air sur rack en brique isolante et dans un tube en acier pour le 90MCV8 jusqu'à au moins 350°C (le tube c'est juste parce que je n'avais plus de rack; n'y voyait aucune astuce ou que sais-je)
- chauffe du four à 820°C avec le SESTOS, chauffage du "Kogaluc Jr." en 90MCV8 pour 35" + 3'
- refroidissement à l'air dans un tube en acier jusqu'à au moins 350°C
- chauffe du four à 800°C avec le SESTOS, chauffage du "Kogaluc Jr." en 90MCV8 pour 43" + 3'
- refroidissement à l'air dans un tube en acier jusqu'à au moins 350°C
**** ci-dessus c'était des normalisations dans le but d'avoir des grains fins et des constitutants comme le carbone, le chrome répartis de façon homogène ****
- chauffe du four à 795°C avec l'Arduino et maintien pendant 30' (les 3 lames sont bien sûr au four)
- refroidissement lent avec l'Arduino programmé pour aller à 680°C en 370°C/h (environ 18'): c'est un plus lent que si on coupait simplement le four. Cette vitesse est très importante pour que le phénomème recherché ait lieu.
- refroidissement à l'air sur rack en brique isolante et dans un tube en acier pour le 90MCV8 jusqu'à la température ambiante
**** ci-dessus le but est de rendre l'acier mou et en même temps avoir des carbures sphéroïdaux et non pas lamellaires pour pouvoir percer les lames, le tout en un temps très court****
Des refroidissements dans de l'isolant pour ces aciers sont encore trop rapides, ils se forment alors des carbures lamellaires très résistants à l'usinage. Ici j'ai essayé une nouvelle technique qui essaie d'utiliser avantageusement un phénomène appelé DET= Divorced Eutectoïd Transformation et qui a l'avantage de produire des carbures sphéroïdaux en un seul cycle. On gagne ainsi beaucoup de temps. Il semble que c'est ainsi que l'industrie procède pour obtenir un état de livraison recuit à graphite sphéroïdal. Je manque de vocabulaire ici. En anglais, c'est l'état dit "spheroïdized anneal" et en allemand c'est GKZ (Geglüht auf Kugeligem Zementit). L'acier peut directement être usiné, "détendu" (recuit de détente vers 650°C) et trempé tout de suite après car il est dans un état optimal pour des traitements thermiques de durcissement.
J'ai encore pu constater que mon thermocouple emperlé dans sa protection en céramique provoque des réactions lentes du SESTOS et de l'Arduino. La faute à son inertie thermique. Alors autant le SESTOS le prend en compte dans son PID (vive la fonction auto tune) autant l'Arduino est toujours à la traine (il ne marche qu'en ON/OFF alors que le SESTOS nous balance un RCO=rapport cyclique d'ouverture, bref un pourcentage de puissance permettant de gérer plus finement). Je me demande vraiment si pour des cyclages performants, il ne vaudrait pas mieux que je me procure une variante du contrôleur (ce que j'appelle SESTOS comme on dit Frigidaire) avec possibilité de programmer des rampes tout en bénéficiant de la correction d'un PID.
07-FEV-2019
J'ai profité de la sableuse du boulot pour nettoyer les 3 lames à ma pause. Je dois avouer que l'acide borique "fondu" qui forme une sorte de couche vitreuse résiste très bien à la sableuse.
J'ai enfin fait quelques recherches sur la normalisation et le recuit d'adoucissement spécifiques au 90MCV8. Autant dire que ce que j'ai fait hier soir n'était pas optimal. Avec un passage proche de Acm (pour tout mettre en solution) j'aurai dû aller à 850°C environ. Là mes 845°C, c'était plutôt bien senti. Mais les autres normalisations à l'air, j'aurai dû les faire plutôt vers 750..780°C si on en croit la littérature. Quant au recuit d'adoucissement, le cycle aurait dû être bien différent de celui de la DET. Entre 2 et 5 heures à 680..720°C puis descendre à 600°C en maximum 22°C/h.... Ouais plutôt décourageant.
Et que dit la perceuse alors? Et ben elle dit que la DET sur du 100Cr6 avec ma pauvre installation d'amateur bricolo, c'est LA solution du fainéant pressé. Sans vraiment dire que l'acier était mou comme du beurre, pas le moindre problème de perçage. Les copeaux étaient même plutôt longs. Par contre... Aucun résultat sur le 90MCV8, le truc est hyper dur, les fôrets glissent, je n'ai pas insisté. Evidemment j'aurai dû essayer de percer juste après les normalisations car pour l'instant, je n'ai aucune preuve que c'est le cycle de la DET qui a provoqué la relative molesse du 100Cr6. On pourrait aussi dire que sans le savoir, j'ai eu de la chance à la forge ou avec mes essais de chauffage par induction, que sais-je. Bon, j'ai forgé les deux couteaux à intervalle, je n'ai jamais chauffé que les lames avec l'induction et les deux manches se sont comportés de façon identique face à la perceuse. Bref cela semble bien venir du cyclage court DET.
Y a t-il possibilité d'utiliser la DET avec du 90MCV8? Sans doute mais comme le diagramme Fe-C est déplacé vers le haut et la gauche avec du 100Cr6, sans doute que les 795/680°C sont autres avec le 90MCV8, genre 750/635°C... Vu que le cycle prend moins d'une heure, j'essaierai peut-être un jour.
Pressé et gamin comme je suis, j'ai fait un essai de trempe par induction avec le "Kogaluc Jr." en 90MCV8 (rappel: beaucoup de Mn = déformation plastique à chaud facilitée, baisse de Ac1 et de la température mini de trempe et amélioration notable de la trempabilité). En théorie, il pourrait déjà prendre la trempe à partir de 740°C. Comme toujours il m'a fallu environ 1 minute pour chauffer toute la lame au rouge et encore 1'30" pour que le courant arrive à un minimum stable. Essai avec l'aimant: oui pas d'attraction un court instant. Pas le moindre voile noir de changement de structure cristalline en vue, bref ça pue. Nouvelle chauffe jusqu'au courant mini et stable. Essai avec le crayon Thermomelt à 773°C. Aucune fusion. Dernière chauffe et "cuisson" de 3 minutes après stabilisation du courant. Puis trempe sélective au goop sur une hauteur de 8 mm. Malgré la finesse excessive du tranchant, je n'ai vu aucune déformation. Profitant de mes dernières connaissances acquises sur Knife Steel Nerds, j'ai prolongé directement la trempe sans attendre de stabilisation à l'ambiante (pour éviter de stabiliser de l'austénite résiduelle) en mettant la lame encore tiède (35°C?) au congélo à -18°C. Avant, j'ai bien sûr testé la dureté à la lime demi-douce. Ça avait l'air d'avoir durci mais pas à mort, moins que ce que j'avais senti sur le 100Cr6, mais le lendemain j'avais déchanté (en taillant des copeaux avec un autre couteau). Bref on va attendre demain et aller tester avec divers autres couteaux.
A propos de déformations. Tous les traitements subits par le "Borel II" en 100Cr6 n'ont pas ramené la lame à sa position initiale (elle était un peu remontée avec les trempes sélectives à l'eau avec le chauffage par induction)
08-FEV-2019
La DET doit se faire au départ entre Ac1 et Acm. Avec 795°C, on est déjà au dessus de Acm selon le diag. Fe-C (à l'équilibre avec des transfo quasi statiques hein, attention) pour le 90MCV8. Donc sans doute que la DET ici devrait être vers 740..750°C pendant 30' et puis baisse vers 640°C en 370°C/h. Quant aux normalisations, sans doute la première aurait dû être vers 840 (proche de Acm) et les autres vers 740..760°C.
09-FEV-2019
Je me suis dit que j'allais profiter de la matinée pour faire l'ensemble des traitements thermiques pour les 3 lames en souffrance, sans la moindre pause entre les étapes afin de diminuer au maximum les risques de stabiliser de l'austénite résiduelle (Knife Steel Nerds leçon 1). A savoir austénisation, trempe sélective au goop continue jusqu'à -18°C et saut unique à -50°C, revenu d'une heure, trempe à l'eau et continue jusqu'à -18°C, second revenu, retrempe à l'eau et congélo. Parce que je suis impatient et pressé, je ne ferai pas de 3ème revenu alors que les études semblent indiquées que le 3ème a tendance à bien homogénéiser la dureté (leçon 2).
J'ai mis un casse-goutte sur le "Borel II" à la lime. Puis j'ai marqué les lignes d'attaque des émoutures à P120 en essayant d'avoir un tranchant d'épaisseur constante (mais trop fin à mon goût pour être bien stable et préserver assez de carbone au coeur). J'ai fini les surfaces à P220 et P400 pour éviter les fissures à la trempe. J'ai fini le plat du tranchant à P400 avec deux micro chanfreins à 45° toujours pour éviter les fissures. Pendant ces opérations je me suis aperçu que les pointes des lames en 100Cr6 étaient tordues. Tiens, j'avais pas vu avant. Je redresse au marteau très facilement. Trop. En fait le métal flue à froid. Il est vraiment mou à crever. J'ai sans doute déformé les pointes au back, tout simplement.
Toujours parce que je suis impatient et pressé, je renonce aussi au recuit de détente de plusieurs heures, d'abord parce que seuls les manches ont été percés et que les lames ont subi très peu d'enlèvement de matière "stressant", post recuit de globulisation.
Je vais doubler les temps d'austénisation que j'utilise d'habitude pour avoir une meilleure mise en solution (leçon 3: à ces températures et ces durées, avec un peu de chrome, le grossissement de grain est inexistant). Je vais en profiter pour tester mes crayons Thermomelt. Aucune lame n'a de protection contre la décarburation. Le goop est solide vers 9°C dans le garage. Sa profondeur dans le petit bac est à 8 mm soit environ 1/3 de hauteur de lame. Entre les recommandations générales de 790..820°C de l'industrie pour le 90MCV8 avec la plage basse pour les pièces fines, les recommandations à 780..800°C d'une société allemande qui ne livre que des tôles fines et celles à 810..820°C de la plupart des couteliers et sites de vente spécialisés, je me suis décidé pour 810°C plutôt que 800 avec l'idée d'avoir un maximum de dureté (de carbone dissous) puisque je suis en sélectif et que le reste de la lame devrait donner assez de résilience. Au départ je voulais choisir 800°C pour le 100Cr6 mais comme les résultats trouvés sur Knife Steel Nerds (leçon 4) indiquent à peine 0.63% de carbone mesuré pour une austénisation à 1550°F (alors que le diagramme de Verhoeven prédit 0.80%; l'écart venant sans doute de la cinétique), je me suis finalement décidé pour les 845°C "classiques".
Pour les revenus, je descends à 195 au lieu des 200°C habituels pour être bien sûr d'éviter la zone où de la martensite "revenue" en excès (c'est la martensite additionnelle formée par l'austénite résiduelle revenue qui devient excessive; au delà de 0.6% de carbone dissous, la martensite se forme en plaques -moins solides- plutôt qu'en lattes; la structure en plaques aux joints de grain favorise la propagation de fissures) apparait causant à la fois une baisse de dureté ET de résilience (leçon 5 à la vue des courbes du 100Cr6).
Les températures indiquées ci-dessous sont les températures réelles après corrections et pas celles de l'afficheur. Par exemple pour les 843°C du 100Cr6, j'ai réglé 841.6°C sur le contrôleur. Mes temps d'austénisations habituels pour les carbones sont 1' par millimètre d'épaisseur maxi au dos + le temps de remontée du four. Ici avec le double ça ferait environ 6 min + la remontée que j'ai arrondi à 10 à cause des essais des crayons et des deux lames en même temps pour le 100Cr6.
[Je me relis et je crois que je suis loin d'être le plus limpide du monde; j'essaie de vous expliquer mes choix plutôt que de livrer des recettes toutes faites; sachez cependant que toutes mes décisons "thermiques" s'expliquent par un raisonnement logique et basé sur des connaissances scientifiques publiques que je n'arrive peut-être pas toujours à bien mettre par écrit; ce qui selon Boileau vous fera soupçonner que je ne maitrise pas parfaitement le sujet; et c'est sans doute pas faux; quoi c'est "Boileau" que vous comprenez pas?]
C'est parti...
- chauffe du four à 810°C avec un temps de stabilisation. Je trouve que la régulation oscille beaucoup plus que dans mes souvenirs malgré le PID. Je referai un "auto tune" la prochaine fois.
- mise au four du "Kogaluc Jr." en 90MCV8
- vers 7' je le sors pour tester les crayons Thermomelt à 804 et 816°C. Difficile à voir mais après examen des crayons, le 804 a bien fondu et pas le 816. Plutôt positif donc.
- sortie de la lame au bout de 10' à température et trempe au goop jusqu'à ce que la lame soit entièrement noire
- vérification de la rectitude: OK malgré un tranchant très fin
- test à la lime demi-douce: ça patine bien sauf vers la pointe je trouve, mais comme la lame est assez chaude encore, je ne suis pas sûr que la martensite soit présente en masse partout
- hop au congélo à -18°C alors que la lame doit encore être vers 40..50°C (comme cela je suis sûr de ne pas avoir de palier vers 20°C)
- réglage du four à 843°C et attente de pseudo stabilisation
- mise au four des deux lames en 100Cr6
- vers 8' je sors le "Kogaluc Jr." pour tester les crayons 816 et 843°C: le 816 a fondu et pas le 843. Hmmm...
- vers 10' je sors le "Borel II" et trempe au goop jusqu'à ce que la lame soit entièrement noire
- vérification de la rectitude: OK mais une très très légère courbure bananesque
- test à la lime demi-douce: ça patine bien (mieux que sur le 90MCV8) mais un peu moins vers la pointe je trouve
- pose sur le dos en attendant la seconde lame
- vers 13' je sors le "Kogaluc Jr." et trempe au goop jusqu'à ce que la lame soit entièrement noire
- vérification de la rectitude: OK
- test à la lime demi-douce: ça patine mieux encore que sur le précédent mais aussi un peu moins vers la pointe je trouve
- congélo avec la première lame, le "Borel II" étant plus froid que le "Kogaluc Jr."
- allumage du four de cuisine à 195°C (surveillance avec un thermomètre calibré dans le four qui oscillera entre 190 et presque 200°C)
- sortie des lames du congélo et pulvérisation d'un spray réfrigérant à -50°C sur les tranchants (2 pulvérisations par coté); le 90MCV8 a passé environ 40' à -18°C et les 100Cr6 environ 20
- 1 h à 195°C
- refroidissement brutal en seau d'eau à 9°C
- retour congélo à -18°C pour 30'
- retour au four pour 1 h à 195°C
- refroidissement brutal en seau d'eau à 9°C
- retour congélo à -18°C pour 2 h 47 (30' auraient suffit mais je suis simplement sorti m'aérer la tête en centre ville marchand, marchant dans la foule et léchant les vitrines: j'ai vu du lait crû à 2.15 EUR au marché couvert, celui que j'achète avec mon contenant à la ferme de mon village est à 40 cents et en plus je connais personnellement la vache: c'est quoi qu'on fait faux?)
- sortie et mise à l'ambiante
10-FEV-2019
Ma fille n'arrive que ce soir, dehors le temps est éxécrable, pas de vélo donc, mais coutellerie. En matinée j'ai débarassé les lames de leur calamine avec du papier abrasif P180 à la main (il y a comme des dessins de cratères par endroits), puis j'ai repris les émoutures au back jusqu'à P400 et un peu le plat des manches. Mes lames sont vraiment trop fines. Dommage. Je crois que je deviens de plus en plus mauvais. Petite révélation flash au perchlo. Bof on ne voit pas grand chose. A l'oeil nu je vois bien que le "Borel II" n'en est pas vraiment un: la pointe est trop haute (la faute à mes essais de trempe avec le chauffage par induction). C'est fou comme l'oeil est sensible au moindre millimètre dans une forme quelconque.
L'après-midi j'ai repris les émoutures à la main. Il reste de profondes stries, alors je suis retourné au back pour en éliminer un maximum. Retour à la main mais bien que moindre, il reste de trop nombreuses stries. Ajoutées à la finesse des tranchants j'ai juste envie de tout fiche à la poubelle. L'acier est trop dur, pas envie de passer des heures à polir manuellement. J'arrête et je passe les lames aux disques à polir sisal, coton et flanelle avec respectivement des pâtes noire, verte et blanche. Un miroir... Plein de rayures, on les voit encore mieux. Il serait sans doute plus judicieux de revenir à une finition P400 à la main, tirée en long.
Petit essai de dureté avec un couteau essayant de couper une "tranche" de tranchant. Le 90MCV8 résiste bien mais j'arrive à entamer le 100Cr6 en taillant de petits copeaux avec un simple couteau pas spécialement réputé.
C'est quoi la raison de ce fiasco? Réfléchissons...
- mauvaise température: peu probable, le 90MCV8 à 810°C a marché, le thermocouple a été étalonné cette semaine, les crayons Thermomelt vont plus ou moins de pair avec l'affichage
- le 100Cr6 n'est pas du 100Cr6: vu le petit roulement dont il était issu j'ai du mal à croire à une pièce cémentée. Le roulement venait de la poubelle de l'usine et je sais que la maintenance n'achète que de la marque. Mais vu les excellents résultats du recuit de globulisation et la molesse résultante, y avait peut-être vraiment pas assez de carbone dans ce truc?
- acier décarburé par les nombreux essais, recuits, etc? Possible, pourtant je n'était qu'une fois à 915°C et une autre fois à 885°C, 6 minutes en tout.
- je ne refroidis pas assez vite? Le temps de sortir la lame du four et d'aller jusqu'au bac de goop, les tranchants très fins (pas assez de chaleur emmagasinnée) s'étaient déjà assombris... Possible aussi. Sur tous les diagrammes qu'on trouve, le 90MCV8 a toujours environ 10 s pour passer sous les 600°C mais selon les sources, le 100Cr6 va de 3 à 10 s en passant aussi par 5 s. Avec 3 secondes je dois déjà être très limite.
==> avant de remerder sur du 100Cr6, il faudra
- tremper un échantillon pour garantir la trempabilité
- optimiser le milieu de trempe (huile de colza chaude plutôt que du goop? Huile de trempe accélérée du commerce? Adoucisseur de trempe polymère du commerce? Eau? Saumure?)
- laisser beaucoup de matière au tranchant
Bon j'ai déjà un stencil "1.2842" (oui les chutes de 90MCV8 que je forge proviennent des restes d'un acier livré à ma boite par une société allemande, alors je mets la dénomination la plus proche possible de la vérité), il me faut encore faire un "100Cr6". Préparation d'un masque (collage à la cyano de deux impressions sur film transparent superposés pour plus d'opacité), insolation UV de 2 min du stencil (lampe 9 W; côté rugueux vers la source de lumière), révélation de 7 min, rinçage à l'eau et séchage. Le stencil est venu super bien. Contours bien nets. Que voulez-vous, on ne peut pas se planter tout le temps. Du coup j'ai gravé les 3 lames avec d'abord la gravure à proprement parler (courant continu), puis avec un peu de coloration en noir (courant alternatif qui une fois sur deux redépose du métal). Comme j'ai fait des émoutures légèrement convexes, les bords des logos ne sont pas bien nets (stencil pas parfaitement à plat). Si je reviens à une finition tirée en long à P400, ça devrait rentrer dans l'ordre.
Bon je vous avoue que je suis très déçu limite dépressif de tout mon travail pas très rigoureux, du projet induction qui débande dans les grandes largeurs. D'un côté j'ai envie de tout envoyer balader, de l'autre j'ai déjà envie de reprendre un bout de 100Cr6 et de faire beaucoup mieux: laisser plein de matière à la forge, tremper avec les bons milieux de trempe, enlever toutes les rayures et pourtant avoir assez de matière au tranchant, bien dur et pourquoi pas une belle ligne de trempe? Demain est un autre jour. Ma fille n'est pas là. Elle a peut-être la scarlatine et comme moi je ne l'ai jamais eu, il faut que je m'en tienne éloigné le temps qu'on sache ce qu'elle a vraiment. Elles commencent bien mes vacances d'hiver.
11-FEV-2019
Ma fille doit faire une prise de sang demain matin, résultats mercredi sans doute et pas de Cassie avec Papa pendant tout ce temps là. Ça me déprime.
Avec ma scie japonaise (côté denture fine) j'ai découpé à la longueur et en deux, un morceau de la branche d'olivier trouvée à Introdacqua, pendant mes vacances italiennes dans les Abruzzes en août 2018 (voir journal en date du 08-AOU-2018). La branche a des trous un peu partout. L'idée sera de les boucher, pourquoi pas avec une résine colorée? Ou alors un mix époxy sciure. J'ai poncé les deux faces à plat sur du P60 posé sur mon morceau de miroir. Pas super veiné mais pas vraiment moche. J'ai gardé la sciure dans un gobelet afin de parer à toute éventualité. Le "Kogaluc Jr." en 90MCV8 aura des plaquettes en Pertinax et pour l'autre, il faut encore que je me décide.
Plus tard, dans mes chutes FTFI, j'ai choisi un morceau de bois presque jaune pour le "Kogaluc Jr." en 100Cr6. Il me fait penser à la couleur du citron. Il est bien dur mais pas trop dense, au poids estimé dans ma main. Pourquoi finir ces lames à la dureté tout aussi douteuse que celle des derniers "Abbica " et "Madawaska"? Je ne sais pas. J'ai coupé cette essence inconnue à la longueur et j'ai poncé les faces à plat, toujours avec du P60, toujours avec le miroir. Très peu de travail car la chute avait déjà une face très plane.
12-FEV-2019
J'ai passé presque 3 heures au garage en matinée à me geler les miches. Je rêve d'un endroit comme la buanderie de mes parents, à la cave, avec deux fenêtres, une arrivée d'eau et surtout siège d'un chauffage central qui vous berce en hiver. Le seul avantage fut une certaine productivité puisque j'ai travaillé sur 3 couteaux en parallèle. Bon bref voici la liste des opérations effectuées
- découpe et ébavurage de la quincaillerie en laiton qui sera matée à la fin: rivets de 3 mm et tubes de 6 mm (5 mm intérieur)
- dégrossissage de l'épaisseur des plaquettes à la mini scie à ruban
- perçage des plaquettes à 3 et 6 mm en me servant des semelles comme guide et en tenant souvent le tout à la main faute de surface bien planes et perpendiculaires. Un trou sera d'ailleurs "coulé" pour cause de plaquette "aspirée" par le fôret. J'ai refait le trou ailleurs et je tacherai de boucher le premier. On n'est plus à une catastrophe merdeuse près sur mes derniers prochains (de merde; ah bon? Je l'avais déjà dit...)
- les semelles n'étant pas vraiment planes et à cause du retour élastique du bois, j'ai agrandi les trous à main levée à 3.1 et 6.1 mm: le montage des rivets est plus simple, il y a un peu de jeu annulaire pour la colle et les plaquettes se conformeront un peu mieux aux semelles
- façonnage des parties avant des semelles au back jusqu'à P400 (d'abord une, puis sa jumelle positionnée par les rivets afin de copier et d'égaliser la forme): j'ai fait les faces avant des "Kogaluc Jr." un poil trop en arrière, l'équilibre et l'harmonie visuels en souffrent
- chanfreinage à 35° des parties avant des plaquettes
- polissage au disque et pâte 40 microns spéciale bois des faces avant: je suis amoureux de l'olivier, même sans veinage exceptionnel mon morceau de branche est magnifique une fois poli; le bois jaune inconnu prend également un très beau poli.
- découpe des excès de matière au contour des plaquettes à la mini scie à ruban
- amorce de perçage à 3.6 mm au dos des plaquettes pour y faire des poches rétention de colle
Avec le recul, je crois qu'il eut été plus efficace de ramener les demi "rondins" de bois à des épaisseurs et formes de plaquettes parallélépipédiques avec un rabot. Les faces auraient été aussi plus parallèles et les épaisseurs plus constantes, ce qui aurait à nouveau facilité la précision et la perpendicularité toute relative des perçages.
Voilà un bout de temps que je radine sur les photos. Voici les 3 lames, les plaquettes avant/arrière, les faces avant polies, la quincaille et en prime,
les crayons thermiques Thermomelt et Tempilstik.
J'avais l'intention de finir les lames à P400
et de tout coller plus tard le même jour mais j'ai enfin pu aller
chercher ma fille et j'ai consacré ma soirée à
elle.
13-FEV-2019
Les plaquettes ne sont vraiment pas très jointives aux semelles trop déformées. Je pourrai tout mettre sous presses fortes au collage mais comme je compte mettre les rivets plus tard une fois l'épaisseur finale atteinte, j'ai peur qu'avec la chaleur et les manipulations les plaquettes ne se décollent. Je vais donc les coller sous presses légères en laissant les plaquettes garder leur forme, sans contrainte. Malgré la surcote de +0.1 mm, il reste des "coincements" dans le montage. J'ai donc agrandi les trous à 3.2 et 6.2 mm. J'en ai aussi profité pour égaliser encore un peu mieux les hauteurs des plaquettes au niveau des chanfreins près du ricasso.
L'après-midi j'ai plongé les lames exactement 5 minutes dans le perchlo (froid du garage: 7°C). Cela n'a pas révélé grand chose. Toutes les lames sont très noires (bref y a bien du carbone), hormis quelques tâches blanches. L'acier 90MCV8 semble le plus noir. Ensuite j'ai tout poli à P400 à la main en prenant soin de faire des stries bien parallèles. Las, on voit encore beaucoup trop les imperfections. La finition "tirée en long" ne sera donc même pas un cache-misère. Dégraissage des lames et décirage des plaquettes.

Effet de perspective, les deux "Kogaluc Jr." ont exactement la même taille. Voyez la différence de couleur
noire
Beaucoup de colle époxy et collage des plaquettes. Malgré mes projets, j'ai tout même serré les plaquettes plus fort que prévu. Pourvu que ça tienne au façonnage tant que les rivets ne sont pas encore dedans. Essuyage des excès d'époxy au ricasso avec coton-tige et acétone.
15-FEV-2019
La montre de ma fille ne marche plus. La pile sans doute. J'ai fait levier avec quelque chose de fin sous l'encoche ultra mince du couvercle: le "Madawaska". Pointe pliée! Voilà donc toute la dureté de ce truc! Que du boulot de merde. Ça m'a miné le moral! Il faut que je regarde les choses en face cher Internet, je fais clairement de la dépression, sans doute pas un truc grave mais ça m'attire vers le fond. Je fais beaucoup de sport, j'essaie de sortir, de voir des gens, de lire, je fais des choses de mes mains comme de la cuisine, de la patisserie, même du pain et du fromage... Et des couteaux. Et pourtant j'ai tant de mal à sortir la tête hors de l'eau alors que je vis au paradis avec un toit sur la tête, de la bouffe dans le frigo, un salaire, l'éducation dispensée à ma fille, la même que celles des garçons et son libre-arbitre de pouvoir faire ce qu'elle entend de sa propre vie. Quel pourcentage de la population terrestre peut en dire autant? Elle fait chier la condition humaine.
16-FEV-2019
Ch'ui vraiment pas bien. Je dois passer pour un tocard aux yeux de ma fille et je m'en veux d'être ainsi. On pense que ça devrait suffire à me rebooster, mais pas moyen. Ne pas réfléchir et y aller, se relever, produire des choses de ses mains pour occuper le corps et donc l'esprit. En matinée, j'ai façonné les contours des manches après sortie des presses. 1 heure environ.
L'après-midi, j'ai mis les plaquettes à l'épaisseur d'environ 13 mm au cul et 12 mm au ricasso. Puis j'ai cassé les angles avec un chanfrein à 45° que j'ai fini par arrondir. Il y a de la colle dans les trous, il faudra repercer. Il n'y a pas de colle partout au cul du "Borel II" malgré l'excès que j'y avais mis. Il faudra en remettre. J'ai bouché le trou dans la plaquette en bois jaune du "Kogaluc Jr." en 100Cr6 avec un mélange de sciure et d'époxy. Bizzaremment le mélange n'a pas la même couleur que le bois... J'ai mis le rab de colle au fond du trou d'une des plaquettes en olivier (que je veux encore sabler au boulot pour enlever l'écorce; la branche est ainsi faite qu'il y a des trous partout). 1 heure de travail environ. Résultats intermédiaires
- "Kogaluc Jr." en 90MCV8 et plaquettes en "Pertinax", 13.22 derrière, 13.1 mm devant
- "Kogaluc Jr." en 100Cr6 et plaquettes en bois jaune inconnu, 14.68 derrière, 13.06 mm devant
- "Borel II" en 90MCV8 et plaquettes en olivier d'Introdacqua, 14.25 derrière, 12.52 mm devant
17-FEV-2019
Dites, si j'vous parle de mes dépressions, c'est pas pour avoir du courier ou se faire plaindre. C'est un peu comme si écrire ici avec quelqu'un qui me lit ou pas, c'était parler à un psy qui s'en fout ou pas, ce sera de toute façon le même résultat (sans payer 50 boules à la sortie). Cela me permet de tenir un petit journal, principalement au sujet de la coutellerie, de mes petits progrès ou découvertes. Parfois je parle d'autres petites choses entre les lignes, comme de petites capsules temporelles cachées par ci, par là. Qui sait, un jour peut-être un de mes petits enfants se tapera tout cela et apprendra à connaitre un peu son grand-père.
J'ai inspecté de près les manches. Il y a plein d'endroits sans colle époxy. Le chant du dos n'est parfois pas du tout perpendiculaire aux grands côtés. Bref, j'ai repris les profils au back et j'ai repercé tous les trous d'abord à 3 et 6 mm de part en part puis à 3.2 et 6.2 mm dans chaque plaquette. Pour finir, j'ai essayé de boucher tous les micro jours avec de l'époxy, y compris au ricasso avec essuyage aux cotons-tiges et acétone. Je ne comprends pas comment il y a pu avoir des jours au ricasso alors que ça dégoulinait d'époxy dans cette zone au collage. Il faut voir les quantités en excès que j'ai retiré avec les cotons-tiges à cet endroit cette fois là.
18-FEV-2018
J'ai emmené le "Borel II" avec plaquettes en olivier au boulot pour sabler la partie en creux encore pourvu d'écorce. Entre temps je me suis dit "pourquoi pas un insert plutôt qu'un remplissage au mélange époxy sciure d'olivier?". J'ai mis à la taille et à main levée un petit morceau de cocobolo du Mexique qu'il me restait. Le tout a été "cimenté" au mélange résine époxy et sciure d'olivier. Au ricasso, il reste encore des jours alors que j'y ai déjà mis deux couches d'époxy. On verra ça après un premier ponçage de l'insert. Je suppose qu'il y aura aussi des trous à boucher par là.
20-FEV-2018
J'ai repris le manche en olivier du "Borel II", l'époxy de l'insert est bien sèche. J'ai un peu ajusté l'épaisseur d'une plaquette au back: c'était aussi celle avec l'insert en cocobolo, ce qui m'a permis de tout aplanir. Ensuite j'ai poursuivi à la main la finition des angles au P80, 120, 180, 320 et 600. Il reste du boulot, mais impatient j'ai mis un petit coup de disque à polir avec pâte 40 microns spéciale bois pour voir l'état final. Pour une simple petite branche, y a un peu de veinage pas dégueux.
Quelques remarques
- bien que le manche soit peu épais, la fine semelle amincie donne visuellement l'impression que le manche est un peu trop épais
- il reste des jours à boucher entre lame et plaquettes
- le trou de passage dragonne est un peu trop près du cul du manche pour avoir un collet battu du tube laiton bien plan: l'arrondi au "cul" remonte jusqu'au trou
- le manque de matière est aussi siège d'une fissure (déjà là avant ou pas?) qui risque de s'agrandir avec l'effort radial au moment de battre le collet.
- il faut encore finir les chants
21-FEV-2019
J'ai pour la troisième fois tenté de boucher les derniers jours entre plaquettes et semelle sur le "Borel II" en 100Cr6 avec de la résine époxy. Essuyage des excès au ricasso avec coton-tige et acétone.
22-FEV-2019
Bon faut s'accrocher, le weekend arrive, plein d'espace temps pour que le cerveau puisse repartir à pédaler et causer du mal être. Le soir, j'ai donc vite monté le "Kogaluc Jr." en 90MCV8 sur mon support spécial afin de finir à la main le manche: P80, 120, 180, 320 et 600. Masque, lunettes, vêtements de travail... C'est vrai que le pertinax -gratuit en plus- fait plutôt une bonne matière pour les manches, mais y a pas à dire, votre instinct de survie vous dit que la poussière de ce truc est pas glop pour la santé. Et il bouffe les abrasifs assez vite. Environ 1h10 de travail.
23-FEV-2019
Bon je sens que le samedi instille le lent poison de la solitude dans mon cerveau, mon âme et mon coeur. Je suis allé courir mais cela ne suffit pas. Je suis allé au garage peu après 9h00, ouverture de la porte qu'entre le soleil et sa douce chaleur. J'ai façonné le manche du "Kogaluc Jr." en 100Cr6 sur mon support spécial afin de finir à la main le manche: P80, 120, 180, 320 et 600. Juste avant, au back, j'ai "descendu" à hauteur du manche le bouchon fait dans l'essence inconnue à couleur jaune.
Ensuite j'ai repris au back les chants des 3 lames à P220 et 400 (enlèvement des traces de colle de bouchage des jours et polissage des aciers). Evidemnment cela a fait de petits plats dans les manches que j'ai encore repris à la main à P400 et P600. Perçage de petits chanfreins à 45° dans tous les trous. Réduction à la bonne hauteur des rivets et tubes, enduction de colle époxy, matage des rivets, déformation des tubes avec des billes et l'étau (faudrait que je trouve un truc plus efficace ou bien que je me procure une troisième main; pas facile de coincer billes, tube et couteau à l'horizontale tout en serrant l'étau). J'ai fini le matage des tubes au marteau. Nettoyage à l'acétone et séchage. Environ 2h35 de travail.
Je suis sorti hier en ville, me mélanger à la foule, me rappeler qu'il y a tant d'autres humains sur terre. J'ai pâtissé et je suis allé au ciné voir un bon vieux film comme je les aime, même si la dimension dramatique était moins intense que dans "Million Dollar Baby" et "Gran Torino". Oui c'était le dernier Eastwood en VO, je l'adore lui. Pas trop de drame, c'était sans doute mieux pour moi. Pendant ces films je m'oublie. Qu'est ce que c'est bon.
24-FEV-2019
Les pensées parasites et noires m'assaillent encore ce matin comme hier soir. Il fait encore grand soleil. J'ai attaqué mon pain au levain et je suis allé au garage pour continuer à travailler sur les couteaux. Mise "à zéro" de la quincaillerie, reprises multiples à la main P320, 400, 600 et encore P180, 320, 400, 600. Multiples décirages, polissage au disque et pâte spéciale bois. Le "Kogaluc Jr." en 90MCV8 avec plaquettes en Pertinax est plus ou moins fini (sauf affûtage). Comme il ne boira pas d'huile, une dernière couche de cire de carnauba. En voilà un de plus pratiquemment sorti du bal. Environ 1 h de travail.
Aller on s'accroche ma couille, cassage de mottes dans le futur gazon, renforcements, repas, vélo, pâte à tartiner maison, faiselle maison et cuisson du pain.
13-FEV-2019
Les plaquettes ne sont vraiment pas très jointives aux semelles trop déformées. Je pourrai tout mettre sous presses fortes au collage mais comme je compte mettre les rivets plus tard une fois l'épaisseur finale atteinte, j'ai peur qu'avec la chaleur et les manipulations les plaquettes ne se décollent. Je vais donc les coller sous presses légères en laissant les plaquettes garder leur forme, sans contrainte. Malgré la surcote de +0.1 mm, il reste des "coincements" dans le montage. J'ai donc agrandi les trous à 3.2 et 6.2 mm. J'en ai aussi profité pour égaliser encore un peu mieux les hauteurs des plaquettes au niveau des chanfreins près du ricasso.
L'après-midi j'ai plongé les lames exactement 5 minutes dans le perchlo (froid du garage: 7°C). Cela n'a pas révélé grand chose. Toutes les lames sont très noires (bref y a bien du carbone), hormis quelques tâches blanches. L'acier 90MCV8 semble le plus noir. Ensuite j'ai tout poli à P400 à la main en prenant soin de faire des stries bien parallèles. Las, on voit encore beaucoup trop les imperfections. La finition "tirée en long" ne sera donc même pas un cache-misère. Dégraissage des lames et décirage des plaquettes.
Effet de perspective, les deux "Kogaluc Jr." ont exactement la même taille. Voyez la différence de couleur
noire
Beaucoup de colle époxy et collage des plaquettes. Malgré mes projets, j'ai tout même serré les plaquettes plus fort que prévu. Pourvu que ça tienne au façonnage tant que les rivets ne sont pas encore dedans. Essuyage des excès d'époxy au ricasso avec coton-tige et acétone.
15-FEV-2019
La montre de ma fille ne marche plus. La pile sans doute. J'ai fait levier avec quelque chose de fin sous l'encoche ultra mince du couvercle: le "Madawaska". Pointe pliée! Voilà donc toute la dureté de ce truc! Que du boulot de merde. Ça m'a miné le moral! Il faut que je regarde les choses en face cher Internet, je fais clairement de la dépression, sans doute pas un truc grave mais ça m'attire vers le fond. Je fais beaucoup de sport, j'essaie de sortir, de voir des gens, de lire, je fais des choses de mes mains comme de la cuisine, de la patisserie, même du pain et du fromage... Et des couteaux. Et pourtant j'ai tant de mal à sortir la tête hors de l'eau alors que je vis au paradis avec un toit sur la tête, de la bouffe dans le frigo, un salaire, l'éducation dispensée à ma fille, la même que celles des garçons et son libre-arbitre de pouvoir faire ce qu'elle entend de sa propre vie. Quel pourcentage de la population terrestre peut en dire autant? Elle fait chier la condition humaine.
16-FEV-2019
Ch'ui vraiment pas bien. Je dois passer pour un tocard aux yeux de ma fille et je m'en veux d'être ainsi. On pense que ça devrait suffire à me rebooster, mais pas moyen. Ne pas réfléchir et y aller, se relever, produire des choses de ses mains pour occuper le corps et donc l'esprit. En matinée, j'ai façonné les contours des manches après sortie des presses. 1 heure environ.
L'après-midi, j'ai mis les plaquettes à l'épaisseur d'environ 13 mm au cul et 12 mm au ricasso. Puis j'ai cassé les angles avec un chanfrein à 45° que j'ai fini par arrondir. Il y a de la colle dans les trous, il faudra repercer. Il n'y a pas de colle partout au cul du "Borel II" malgré l'excès que j'y avais mis. Il faudra en remettre. J'ai bouché le trou dans la plaquette en bois jaune du "Kogaluc Jr." en 100Cr6 avec un mélange de sciure et d'époxy. Bizzaremment le mélange n'a pas la même couleur que le bois... J'ai mis le rab de colle au fond du trou d'une des plaquettes en olivier (que je veux encore sabler au boulot pour enlever l'écorce; la branche est ainsi faite qu'il y a des trous partout). 1 heure de travail environ. Résultats intermédiaires
- "Kogaluc Jr." en 90MCV8 et plaquettes en "Pertinax", 13.22 derrière, 13.1 mm devant
- "Kogaluc Jr." en 100Cr6 et plaquettes en bois jaune inconnu, 14.68 derrière, 13.06 mm devant
- "Borel II" en 90MCV8 et plaquettes en olivier d'Introdacqua, 14.25 derrière, 12.52 mm devant
17-FEV-2019
Dites, si j'vous parle de mes dépressions, c'est pas pour avoir du courier ou se faire plaindre. C'est un peu comme si écrire ici avec quelqu'un qui me lit ou pas, c'était parler à un psy qui s'en fout ou pas, ce sera de toute façon le même résultat (sans payer 50 boules à la sortie). Cela me permet de tenir un petit journal, principalement au sujet de la coutellerie, de mes petits progrès ou découvertes. Parfois je parle d'autres petites choses entre les lignes, comme de petites capsules temporelles cachées par ci, par là. Qui sait, un jour peut-être un de mes petits enfants se tapera tout cela et apprendra à connaitre un peu son grand-père.
J'ai inspecté de près les manches. Il y a plein d'endroits sans colle époxy. Le chant du dos n'est parfois pas du tout perpendiculaire aux grands côtés. Bref, j'ai repris les profils au back et j'ai repercé tous les trous d'abord à 3 et 6 mm de part en part puis à 3.2 et 6.2 mm dans chaque plaquette. Pour finir, j'ai essayé de boucher tous les micro jours avec de l'époxy, y compris au ricasso avec essuyage aux cotons-tiges et acétone. Je ne comprends pas comment il y a pu avoir des jours au ricasso alors que ça dégoulinait d'époxy dans cette zone au collage. Il faut voir les quantités en excès que j'ai retiré avec les cotons-tiges à cet endroit cette fois là.
18-FEV-2018
J'ai emmené le "Borel II" avec plaquettes en olivier au boulot pour sabler la partie en creux encore pourvu d'écorce. Entre temps je me suis dit "pourquoi pas un insert plutôt qu'un remplissage au mélange époxy sciure d'olivier?". J'ai mis à la taille et à main levée un petit morceau de cocobolo du Mexique qu'il me restait. Le tout a été "cimenté" au mélange résine époxy et sciure d'olivier. Au ricasso, il reste encore des jours alors que j'y ai déjà mis deux couches d'époxy. On verra ça après un premier ponçage de l'insert. Je suppose qu'il y aura aussi des trous à boucher par là.
20-FEV-2018
J'ai repris le manche en olivier du "Borel II", l'époxy de l'insert est bien sèche. J'ai un peu ajusté l'épaisseur d'une plaquette au back: c'était aussi celle avec l'insert en cocobolo, ce qui m'a permis de tout aplanir. Ensuite j'ai poursuivi à la main la finition des angles au P80, 120, 180, 320 et 600. Il reste du boulot, mais impatient j'ai mis un petit coup de disque à polir avec pâte 40 microns spéciale bois pour voir l'état final. Pour une simple petite branche, y a un peu de veinage pas dégueux.
Quelques remarques
- bien que le manche soit peu épais, la fine semelle amincie donne visuellement l'impression que le manche est un peu trop épais
- il reste des jours à boucher entre lame et plaquettes
- le trou de passage dragonne est un peu trop près du cul du manche pour avoir un collet battu du tube laiton bien plan: l'arrondi au "cul" remonte jusqu'au trou
- le manque de matière est aussi siège d'une fissure (déjà là avant ou pas?) qui risque de s'agrandir avec l'effort radial au moment de battre le collet.
- il faut encore finir les chants
21-FEV-2019
J'ai pour la troisième fois tenté de boucher les derniers jours entre plaquettes et semelle sur le "Borel II" en 100Cr6 avec de la résine époxy. Essuyage des excès au ricasso avec coton-tige et acétone.
22-FEV-2019
Bon faut s'accrocher, le weekend arrive, plein d'espace temps pour que le cerveau puisse repartir à pédaler et causer du mal être. Le soir, j'ai donc vite monté le "Kogaluc Jr." en 90MCV8 sur mon support spécial afin de finir à la main le manche: P80, 120, 180, 320 et 600. Masque, lunettes, vêtements de travail... C'est vrai que le pertinax -gratuit en plus- fait plutôt une bonne matière pour les manches, mais y a pas à dire, votre instinct de survie vous dit que la poussière de ce truc est pas glop pour la santé. Et il bouffe les abrasifs assez vite. Environ 1h10 de travail.
23-FEV-2019
Bon je sens que le samedi instille le lent poison de la solitude dans mon cerveau, mon âme et mon coeur. Je suis allé courir mais cela ne suffit pas. Je suis allé au garage peu après 9h00, ouverture de la porte qu'entre le soleil et sa douce chaleur. J'ai façonné le manche du "Kogaluc Jr." en 100Cr6 sur mon support spécial afin de finir à la main le manche: P80, 120, 180, 320 et 600. Juste avant, au back, j'ai "descendu" à hauteur du manche le bouchon fait dans l'essence inconnue à couleur jaune.
Ensuite j'ai repris au back les chants des 3 lames à P220 et 400 (enlèvement des traces de colle de bouchage des jours et polissage des aciers). Evidemnment cela a fait de petits plats dans les manches que j'ai encore repris à la main à P400 et P600. Perçage de petits chanfreins à 45° dans tous les trous. Réduction à la bonne hauteur des rivets et tubes, enduction de colle époxy, matage des rivets, déformation des tubes avec des billes et l'étau (faudrait que je trouve un truc plus efficace ou bien que je me procure une troisième main; pas facile de coincer billes, tube et couteau à l'horizontale tout en serrant l'étau). J'ai fini le matage des tubes au marteau. Nettoyage à l'acétone et séchage. Environ 2h35 de travail.
Je suis sorti hier en ville, me mélanger à la foule, me rappeler qu'il y a tant d'autres humains sur terre. J'ai pâtissé et je suis allé au ciné voir un bon vieux film comme je les aime, même si la dimension dramatique était moins intense que dans "Million Dollar Baby" et "Gran Torino". Oui c'était le dernier Eastwood en VO, je l'adore lui. Pas trop de drame, c'était sans doute mieux pour moi. Pendant ces films je m'oublie. Qu'est ce que c'est bon.
24-FEV-2019
Les pensées parasites et noires m'assaillent encore ce matin comme hier soir. Il fait encore grand soleil. J'ai attaqué mon pain au levain et je suis allé au garage pour continuer à travailler sur les couteaux. Mise "à zéro" de la quincaillerie, reprises multiples à la main P320, 400, 600 et encore P180, 320, 400, 600. Multiples décirages, polissage au disque et pâte spéciale bois. Le "Kogaluc Jr." en 90MCV8 avec plaquettes en Pertinax est plus ou moins fini (sauf affûtage). Comme il ne boira pas d'huile, une dernière couche de cire de carnauba. En voilà un de plus pratiquemment sorti du bal. Environ 1 h de travail.
Aller on s'accroche ma couille, cassage de mottes dans le futur gazon, renforcements, repas, vélo, pâte à tartiner maison, faiselle maison et cuisson du pain.
J'ai commencé à enduire les manches en bois avec de l'huile de Tung, à savoir le "Borel II" et le "Kogaluc Jr." en 100Cr6 ainsi que le "Madawaska" dont j'avais essayé de boucher des fissures en un nombre incalculables de passes et qui attendait son tour... Bref
- 3 couches d'huile de Tung/térébenthine/siccatif à 49.25%/49.25%/1.5%
- 2 couches d'huile de Tung pure/siccatif à 98.5%/1.5%
25-FEV-2019
Dernière couche d'huile de Tung pure/siccatif à 98.5%/1.5% sur les manches des "Borel II", "Kogaluc Jr." et "Madawaska".
26-FEV-2019
Les manches ont l'air bien sec. Deux couches de cire de carnauba passées au disque à polir, puis deux couches de cire d'antiquaire (y compris le "Kogaluc Jr." à manche en pertinax). Ensuite dans une vis de 3 mm, j'ai scié une fente longitudinale pour copier un petit outil vu sur Youtube. Grace à la fente, on enroule un peu d'abrasif et voilà de quoi aller nettoyer/polir l'intérieur de mes tubes passage dragonne si on monte le tout sur une perceuse.
27-FEV-2019
J'ai testé mon petit outil pour "décaper" l'intérieur des tubes passage dragonne sur les derniers couteaux: pas très efficace. Je crois que je serai mieux loti en repassant un coup de fôret de 5.1 mm...
28-FEV-2019
Le mieux est l'ennemi du bien. C'est encore pas mon jour. Pile le type d'encouragement dont j'ai besoin...
Bref j'ai passé un coup de fôret de 5 mm dans les tubes de passage dragonne des "Abbica", "Madwaska", "Kogaluc Jr." et "Borel II", puis un coup de ôret de 5.1 mm en commençant par le "Borel II" (le plus joli évidemment) et malgré la colle, cela a déjà suffit à faire tourner le tube sur lui même. Bien sûr le tube n'était pas plan à chaque sortie puisqu'il manquait déjà de la matière vers le cul du manche. Bref un magnifique spectacle. J'ai remis le tube en place comme j'ai pu, avec un nouveau matage avec des billes d'acier de 8 mm et vas-y que je finis au marteau. Dégouté. Il faudra reprendre cette partie.
Ensuite j'ai mis un tranchant à la meule à eau sur les 5 lames. 15° de chaque côté pour chacune. Là aussi le biseau de largeur irrégulière trahit des émoutures d'origines forgées et loin d'être parfaitement constantes en épaisseur derrière le tranchant. Bon aller, je vais au lit.
Pour me rebooster un peu le moral je songe à faire un "Borel II" et un "Franquelin" en pur "stock removal", histoire d'avoir au moins des épaisseurs constantes et plaisantes à l'oeil partout... 90MCV8/XC10 pour le premier, T508 pour le second avec émouture Kata-Ha. On verra si l'envie ne m'a pas laché d'ici là.
03-MAR-2019
Les tranchants des couteaux sont très moches parce qu'en les posant sur la pierre à eau ce n'est pas toujours le fil qui a touché la pierre. Dans un effort de finir cette série, j'ai pris le "Kogaluc Jr." en 100Cr6 pour retoucher avec mes cales recouvertes de papier abrasif ce tranachnat et tenter d ele rendre plus agréable à l'oeil: reprise à P120, 180, 240, 320 et 400. Ensuite j'ai mis le tranchant à la main avec mes deux pierres à eau Haidu (P180 et 280), la DMT P325 et le cuir enduit de pâte 2 microns. Bien agressif et ça rase. Suivant!
04-MAR-2019
Chaque année j'écris la même chose: bref, lundi de carnaval, c'est férié dans ma boite, c'est ainsi. J'en ai profité pour avancer un peu dans les lames.
J'ai découpé à la meuleuse puis façonné au back un "Borel II" en 90MCV8/XC10 et un "Franquelin" en T508. Un casse-goutte dans le premier et aucun dans le second sur lequel je prévois une émouture Kata-Ha. Je pense les avant émouture pour une fois, le T508 entre plaques alu vers 1020°C et le sandwich à l'eau vers 800°C. Sur les précédents en 90MCV8/XC10, l'huile de Colza avait bien marché mais comme la fiche technique d'Eurotechni donne l'eau à 780..800°C comme première alternative, je vais tenter le coup. Ce sera comme chez San Mai japonais et si le manteau d'acier doux protège le coeur de la décarburation et d'un vrillage trop violent, l'eau devrait me donner le maximum du 90MCV8 (même si on refroidit sous le nez perlitique vers 600°C en un temps suffisant pour obtenir la trempe, plus le temps de refroidissement est court, plus la transformation austénite martensite est complète; c'est toujours une histoire de compromis dureté risque de déformation).
Cette fois pour le façonnage, j'ai poussé le vice jusqu'à monter la table horizontale du back à la verticale afin de façonner les chants bien perpendiculaires aux plats des côtés. Vendues à 2.9 et 2.8 mm, mes barres de T508 resp. 90MCV8/XC10 font respectivement 2.95 et 3 mm d'épaisseur.
J'ai repris tous les tranchants des "Kogaluc Jr.", "Madawaska" et "Abbica" au P120, 180, 240, 320 et 400 avant des les affûter à P180, 280, 325 et cuir +pâte 2 microns. Finition rapide tirée en long à P600 et huile fine. J'ai pris des photos pour mettre à jour la galerie. Il reste le "Borel II" à finir.
05-MAR-2019
Il y avait hier un chouette article sur l'AEB-L sur Knife Steel Nerds. Tout ce que j'avais pu regrouper et déduire au sujet de cet acier s'est révélé exact. Il y a bien plus encore à lire. Cela devient officiellement mon inox préféré.
Au boulot, j'ai sablé les deux ébauches de "Borel II" et "Franquelin".
J'ai commencé à remplir les tableaux des dernières entrées dans la galerie.
06-MAR-2019
La vis dans le fémur de ma mère s'est déplacé sans doute pour cause d'os complètement poreux. C'est pour cela qu'elle est incapable de marcher depuis son opération. On a enfin trouvé la raison. Je suppose qu'il va falloir envisager une nouvelle opération. Cela ne fait qu'ajouter à mon mal être actuel. je sais que je vois le verre à moitié vide mais j'ai la sensation d'un fardeau. On est sans doute reparti pour 6 mois.
J'ai percé les semelles des "Borel II" et "Franquelin". La différence avec mes aciers forgés recuits comme je peux est assez flagrante (surtout les 100Cr6 et 90MCV8). L'acier est assez costaud mais cela se perce très bien. Un vrai plaisir.
J'ai continué à remplir les tableaux de la galerie.
07-MAR-2019
J'ai mis un coup de lime dans deux des trous du manche du "Franquelin".
J'ai repris le tranchant du "Borel II" pour faire disparaitre les rayures laissées accidentellement par la meule à eau lors de l'affûtage. J'ai aussi commencé à retoucher la zone du tube de passage dragonne qui s'était fait la malle au perçage léger pour nettoyer l'intérieur. Faudra continuer.
J'ai fini de remplir les tableaux de la galerie.
11-MAR-2019
Weekend trop occupé, des traitements thermiques en retard. Berf j'ai décidé de tremper les deux dernières lames avant émouture, pour pouvoir rattraper des défauts, pour avoir un tranchant qui ne refroidit pas trop vite pour les simples carbones. Donc ce soir j'attaque le "Borel II" en 90MCV8/XC10. J'ai relancé mon controleur avec la fonction auto tune ciblée à 800°C. Les précédents paramètres PID était (désignation Sestos) M50=493, P=24, t=5. Après auto tune ils étaient à M50=526, P=24 et t=24 (merde c'est carrément pô pareil). J'ai finalement préféré tremper à l'huile car cela avait bien marché ainsi par le passé.
- lame de 65 g
- austénisation de 10 min de temps total au four à 805°C
- trempe dans un tube vertical de contenance approximative 0.8 l d'huile de colza préchauffée à 63°C pendant environ 12 s, puis refroidissement à l'air
- prolongement du refroidissement à -18°C pendant 25 min
- spray réfrigérant à -50°C sur le tranchant
- pas moyen de tester la dureté, l'acier dur étant prisonnier des deux couches d'XC10 mou
- la lame a un léger voile et un léger vrillage, moins de 0.5 mm de flèche au milieu si on pose la lame à plat. Peut-être était-ce déjà dans la barre avant trempe?
- 1 h au four de cuisine à 195°C (surveillé par thermomètre indépendant)
- refroidissement brutal dans un seau d'eau froide à ~12°C
- retour au congélateur à-18°C à 20h45
A suivre...
12-MAR-2019
Second revenu
- sortie de congélo à 18h11 (donc après 21h26 à -18°C)
- 1 h au four de cuisine à 195°C (surveillé par thermomètre indépendant)
- refroidissement brutal dans un seau d'eau froide à ~17°C
- retour au congélateur à-18°C à 19h30
13-MAR-2019
Sortie de congélo du "Borel II" à17h14 (donc après 21h44 à-18°C)
Après trempe et revenu. De la calamine ne s'est formée que par endroit, c'est curieux. On voit la bande de 90MCV8 au centre, avec une légère
coloration par rapport à l'XC10.
15-MAR-2019
J'ai emmené le "Borel II" au boulot pour le sabler vite fait à la pause. Cela écomomisera un peu les bandes et mon huile de coude.
16-MAR-2019
Il est temps de rattraper le retard en traitements thermiques.On va tout faire à la queue leu leu histoire de ne pas staibiliser d'austénite résiduelle... On attaque les "Franquelin" en T508 etz le "H21" (trop longtemps laissé de côté, pauv' gosse) en X46Cr13. J'ai relancé mon controleur avec la fonction auto tune ciblée à 1050°C. Après auto tune les paramètres PID sont M50=606, P=28 et t=24. J'ai finalement retenu les plaques alu et renoncé à la papilotte inox pour le "H21" pour pouvoir bien "coincer" la lame déjà émoulue, bien à plat. Pour une fois, j'ai fait 3 revenus, l'espoir étant ici d'homogénéiser la dureté sur toute la pièce. J'avais le temps...
- "Franquelin" à 77 g sans émouture et "H21" à 26 g avec tranchant de 0.8 mm
- "H21" austénisation de 6'14" à 1050°C (temps de remontée 1'14")
- trempe entre plaques alu de la lame uniquement, la soie trempant à l'air avec moi soufflant dessus
- prolongement du refroidissement à -18°C pendant 37 min
- "Franquelin" austénisation de 10' à 1020°C (temps de remontée 53")
- trempe entre plaques alu et ouverture papillotte
- prolongement du refroidissement à -18°C pendant 21 min
- spray réfrigérant à -50°C sur le tranchant du "Franquelin" uniquement
- test à la lime demi douce: "Franquelin" d'la balle, "H21" ça acroche sur la calamine puis ça patine aussi. (décarbuartion superficielle par absence de papillotte?)
- aucun vrillage constaté
- 1 h au four de cuisine à 150°C (surveillé par thermomètre indépendant)
- refroidissement brutal dans un seau d'eau froide à ~15°C
- 35'16" à -18°C
- 45' au four de cuisine à 150°C (surveillé par thermomètre indépendant)
- refroidissement brutal dans un seau d'eau froide à ~17°C
- 21' à-18°C
- 45' au four de cuisine à 195°C (surveillé par thermomètre indépendant)
- refroidissement brutal dans un seau d'eau froide à ~18°C
- 3h27 à-18°C

J'ai emmené le "Borel II" au boulot pour le sabler vite fait à la pause. Cela écomomisera un peu les bandes et mon huile de coude.
16-MAR-2019
Il est temps de rattraper le retard en traitements thermiques.On va tout faire à la queue leu leu histoire de ne pas staibiliser d'austénite résiduelle... On attaque les "Franquelin" en T508 etz le "H21" (trop longtemps laissé de côté, pauv' gosse) en X46Cr13. J'ai relancé mon controleur avec la fonction auto tune ciblée à 1050°C. Après auto tune les paramètres PID sont M50=606, P=28 et t=24. J'ai finalement retenu les plaques alu et renoncé à la papilotte inox pour le "H21" pour pouvoir bien "coincer" la lame déjà émoulue, bien à plat. Pour une fois, j'ai fait 3 revenus, l'espoir étant ici d'homogénéiser la dureté sur toute la pièce. J'avais le temps...
- "Franquelin" à 77 g sans émouture et "H21" à 26 g avec tranchant de 0.8 mm
- "H21" austénisation de 6'14" à 1050°C (temps de remontée 1'14")
- trempe entre plaques alu de la lame uniquement, la soie trempant à l'air avec moi soufflant dessus
- prolongement du refroidissement à -18°C pendant 37 min
- "Franquelin" austénisation de 10' à 1020°C (temps de remontée 53")
- trempe entre plaques alu et ouverture papillotte
- prolongement du refroidissement à -18°C pendant 21 min
- spray réfrigérant à -50°C sur le tranchant du "Franquelin" uniquement
- test à la lime demi douce: "Franquelin" d'la balle, "H21" ça acroche sur la calamine puis ça patine aussi. (décarbuartion superficielle par absence de papillotte?)
- aucun vrillage constaté
- 1 h au four de cuisine à 150°C (surveillé par thermomètre indépendant)
- refroidissement brutal dans un seau d'eau froide à ~15°C
- 35'16" à -18°C
- 45' au four de cuisine à 150°C (surveillé par thermomètre indépendant)
- refroidissement brutal dans un seau d'eau froide à ~17°C
- 21' à-18°C
- 45' au four de cuisine à 195°C (surveillé par thermomètre indépendant)
- refroidissement brutal dans un seau d'eau froide à ~18°C
- 3h27 à-18°C
Les voilà après
TTH. On voit bien la différence d'état de surface avec et
sans protection contre la décarburation.
18-MAR-2019
J'ai emmené les "Franquelin" et "H21" au boulot pour les sabler.
19-MAR-2019
Un nouvel article sur Knife Steel Nerd parle de magnétisme et température de Curie. J'y vois enfin plus clair! L'acier perd son magnétsime dans deux cas
- lorsque le fer (la ferrite) atteint 769°C
- lorsque l'austénite non magnétique apparait (bref la ferrite disparait)
Et du coup c'est bien le second graphe que j'avais trouvé qui est correct mais son vrai titre devrait être "température de perte de magnétisme dans l'acier". Je vous le remets:
Dans la zone entre Ac1 et Ac3, l'austénite apparait progressivement et l'acier devient de moins en moins magnétique.
Jusqu'à environ 0.45% de carbone, les 769°C sont atteint avant les 100% d'austénite, c'est donc à 769°C que cesse le magnétisme
Entre 0.45 et 0.77%, on a 100% d'austénite (ligne Ac3) avant 769°C, c'est donc Ac3 la limite ici.
au delà de 0.77%, on a plus de ferrite dès 727..731°C (jusqu'à Acm, la cémentite diminue jusqu'à 0%)
J'ai emmené les "Franquelin" et "H21" au boulot pour les sabler.
19-MAR-2019
Un nouvel article sur Knife Steel Nerd parle de magnétisme et température de Curie. J'y vois enfin plus clair! L'acier perd son magnétsime dans deux cas
- lorsque le fer (la ferrite) atteint 769°C
- lorsque l'austénite non magnétique apparait (bref la ferrite disparait)
Et du coup c'est bien le second graphe que j'avais trouvé qui est correct mais son vrai titre devrait être "température de perte de magnétisme dans l'acier". Je vous le remets:
Dans la zone entre Ac1 et Ac3, l'austénite apparait progressivement et l'acier devient de moins en moins magnétique.
Jusqu'à environ 0.45% de carbone, les 769°C sont atteint avant les 100% d'austénite, c'est donc à 769°C que cesse le magnétisme
Entre 0.45 et 0.77%, on a 100% d'austénite (ligne Ac3) avant 769°C, c'est donc Ac3 la limite ici.
au delà de 0.77%, on a plus de ferrite dès 727..731°C (jusqu'à Acm, la cémentite diminue jusqu'à 0%)
Par contre
ça ne va pas vraiment résoudre mes problèmes
d'induction. Je vois cependant une idée: mettre deux barreaux
d'acier doux dans le solénoïde et ils vont monter à
769°C. Ensuite glisser entre les deux, un acier
hypereutectoïde qui serait chauffé à 727°C par
induction puis à 769°C par conduction des voisins.
Ça pourrait marcher...
23-MAR-2019
Enfin un peu de temps libre. J'ai taillé les émoutures du "Borel II" en 90MCV8/XC10. Je souhaite avoir un tranchant de 0,4 mm au final. Pour laisser de la matière, j'ai visé 0,5 mm et une émouture de 19 mm de hauteur ce qui sur un plat de 2,96 mm me ramène à 3.70° de chaque côté. J'ai tracé émouture et tranchant au pied à coulisse après enduction de bleu de Prusse. J'ai cassé l'angle du tranchant à la lime et également limé un début de ligne d'attaque au ricasso avec un guide. J'ai monté la lame sur un support à 90°, incliné la table horizontale du back, mis une bande neuve P60 et en avant. Hormis une dissymétrie à la ligne d'attaque (rayon différent) jusque là tout allait bien. J'ai poursuive avec une bande P120 à main levée. Manque de pratique ou de talent tout simplement, j'ai eu quelques accidents notamment près du ricasso avec un manque de matière au tranchant. Sur le côté droit, l'émouture est remontée sur presque toute la hauteur au lieu de s'arrêter vers 19 mm. Pour une fois il reste de la matière à la pointe (mais peu). A cause de l'émouture dissymétrique l'épaisseur au dos de lame près de la pointe est dissymétrique aussi. J'ai fini au mieux à P220 et P400 pour limiter les retouches à la main plus tard. Il reste un peu moins de 0,4 mm au tranchant (0,36..0,39). Je suis loin d'être satisfait. La lame fait 52 g et le centre de gravité a beaucoup reculé. Il va encore reculé davanatage avec les plaquettes montées.
09-AVR-2019
Pas grand chose à raconter car je n'ai rien fait. Ma maman a dû retourner à l'hopital pour se faire opérer à nouveau. La visserie dans son fémur gauche s'est déplacée pour cause d'os trop faiblard. Il a fallu se débarrasser de l'os et mettre une prothèse. Nous voilà repartis pour plusieurs semaines de rééducation. J'y passe donc beaucoup de mon temps libre, accompagnant mon père de 83 ans.
J'écris aujourd'hui parce que dans la poubelle de l'usine j'ai trouvé une plaque de tôle inox de 2 mm. Non magnétqiue c'est sans doute un 304L ou 416 qui pourrait servir à faire des sandwiches inox/carbone soudés à la forge.
13-AVR-2019
J'ai une semaine de vacances avec ma fille. Je vais pouvoir sortir un peu la tête hors de l'eau et respirer, me donner l'impression d'avoir un peu de temps pour moi. J'ai passé presque 1 heure et 45 minutes au garage. J'ai taillé l'émouture Kata-Ha du "Franquelin" en T508. Avec 3 mm d'épaisseur, 0.4 que je veux garder au tranchant et une hauteur d'émouture à 17 mm, ça nous fait un angle de 8.69° que j'ai arrondi à 8.70°. J'ai incliné la table du back en avant à coup de P40, 60, 120, 220 et 400. C'est plutôt bien venu, sans trop d'accidents et en refroidissant après cahque passe. L'acier trempé me semble vraiment plus difficile à usiner. Est ce le bon choix en terme d'usure de bande et de temps de travail? Mes bandes de 40 et 60 n'étaient pas neuves non plus... J'ai profité des bandes de 220 et 400 pour faire de légères passes sur l'émouture du "H21" en X46Cr13.
Avec la roue de 250 mm j'ai légèrement creusé l'autre face du "Franquelin" à P120, 220, 400 et 800. Pour une fois j'étais plutôt bien au milieu. Il reste environ 0.35 mm d'épaisseur de tranchant. Celui là, il va bien couper!
Le soir en inspectant encore mon travail, j'ai trouvé la surface creuse du "Franquelin" trop irrégulière alors je l'ai retouchée au back: P120, 220 et 400. Le tranchant est passé à 0,25..0,28! Celui du "H21" était trop gros avec 0.8 mm. J'ai réduit cette largeur à environ 0.5 mm (un poil au dessus) puis j'ai égalisé l'émouture de façon convexe avec le brin mou de la bande sur le back: P120, 220 et 400.
15-AVR-2019
En matinée j'ai pris à la main les émoutures des "Borel II" (92MCV8/XC10), "Franquelin" (T508) et "H21" (X46Cr13): P400 puis devant l'état des lieux, P120, 180, 240, 320 et 400. Malgré tous mes efforts au back, il reste toujours de profondes stries, d'autant plus difficiles à retirer que le métal est durci (blindé de carbures de chrome en ce concerne les T508 et X46Cr13). J'y reviendrai peut-être encore si la motivation remonte.
16-AVR-2019
J'ai poli les 3 lames aux pâtes noire, verte et blanche avec respectivement des disques sisal, coton et flanelle. Le résultat, sans être parfait, est meilleur qu'attendu vu l'état de départ.
Plus tard j'ai fait 2 masques "IMC T508" et "IMC XC10/O2" et avec eux, j'ai insolé 2 stencils Etch-O-Matic pendant 2 minutes (lampe 9W assez neuve) avant de les révéler, rincer et sécher. J'ai fait une première sélection de bois et d'intercalaires: ébène du gabon + intercalaire rouge pour le "Franquelin" et loupe de hêtre + intercalaire noir pour le "Borel II". Pas eu le temps de faire plus. Ma manan doit sortir de l'hopital mercredi prochain. La fin du tunnel?
17-AVR-2019
Tôt le matin j'ai attaqué les logos. Mal m'en a pris? Le résultat me laisse insatisfait
- toujours mon chargeur de batterie (plutôt gros courant dispo mais l'aiguille se lève à peine, bien en dessous de l'ampère mais cette alim' me donne l'impression de "pousser" derrière)
- un stencil X46Cr13 déjà utilisé, deux stencils T508 et O2/XC10 neufs
- la face du stencil enduite de la couche épaisse est côté lame, donc la grille est "éloignée" de la lame: est-ce bon pour avoir une épaisseur de film d 'électrolyte ou au bien est-ce mauvais pour la définition précise des contours?
- le "Borel II" en 90MCV8/XC10 a été révélé au perchlo, environ 5 minutes. Note: la ligne de séparation entre les eux aciers n'est pas nette, une partie du carbone du 90MCV8 a migré dans l'XC10 car il a noirci aussi sur en gros la moitié de l'épaisseur. En laissant l'XC10 sur le tranchant avant trempe pour protéger le 90MCV8 de la décarburation (par combustion à haute températrure), on a malheureusement obtenu le même résultat d'appauvrissement local (par migration) sans compter qu'on a ainsi sans doute aussi durci l'XC10 devenu une sorte d'XC30 ou 40...
- logo O2/XC10: pince croco, coton-tige et uniquement en courant continu pour creuser et avoir le contraste métal brillant au fond, métal noir en surface, application en 4..5 passages only, résultat acceptable
- logo X46Cr13: pince croco, coton-tige, courant continu puis alternatif pour noircir le logo et avoir du contraste. Trop d'applications sans doute (au moins 10?), logo pas très net
- logo T508: pince croco et clou en fer doux avec grosse goutte de saumure, les deux courants. Ça dépote! Sans doute trop d'applications, logo moyen, stencil endommagé et en plus le ruban adhésif de masquage a retiré une partie de la "résine" bleue, le stencil est déjà foutu...
Entre les différents métaux, ma saumure toujours saturée (mais à des taux différents à cause de la température de l'eau chaude que j'utilise), ma source de courant intense, mes stencils peut-être réalisés du mauvais coté, l'applicateur local et non surfacique comme le matos pro, j'ai beaucoup de mal à sortir des résultats constants et satisfaisants. Peut-être faut-il songer à investir? Pour avoir des bords nets sur le logo, je mets le masque (à l'endroit) côté fin du film bleu (le plus proche de la grille) car la source d'UV est en haut. Je me retrouve alors avec la couche épaisse en bas (côté lame). Au prochain stencil, je mettrai le masque à l'envers côté fin et ainsi il sera côté lame avec le logo dans le bon sens au moment de la gravure.
Dans un magasin d'espace vert local (Point Vert) dans lequel j'ai cherché des plants de pommes de terre Charlotte pour faire une expérience dans ma pelouse, quelle ne fut pas ma surprise de voir à la caisse parmi les présentoirs Opinel, des "couteaux de jardin" de marque Bahco qui sont en fait des répliques de Mora Clipper/Companion. Examen de près: acier inox laminé, étui rigoureusement identique, tranchant presque rasoir. Il ne s'agit pas de copie mais simplement d'une série Mora rebadgée Bahco. Et le clou: 8.50 EUR! (alors que le Clipper/Companion est vendu environ 12.50 EUR et c'est déjà une affaire!)

Idem: lame de 2.5 mm avec un coeur en 12C27 laminé (soudé!) entre deux couches d'inox non trempable (austénitique ou ferritique).
Seule la zone du clip ceinture a été un peu modernisée.
23-MAR-2019
Enfin un peu de temps libre. J'ai taillé les émoutures du "Borel II" en 90MCV8/XC10. Je souhaite avoir un tranchant de 0,4 mm au final. Pour laisser de la matière, j'ai visé 0,5 mm et une émouture de 19 mm de hauteur ce qui sur un plat de 2,96 mm me ramène à 3.70° de chaque côté. J'ai tracé émouture et tranchant au pied à coulisse après enduction de bleu de Prusse. J'ai cassé l'angle du tranchant à la lime et également limé un début de ligne d'attaque au ricasso avec un guide. J'ai monté la lame sur un support à 90°, incliné la table horizontale du back, mis une bande neuve P60 et en avant. Hormis une dissymétrie à la ligne d'attaque (rayon différent) jusque là tout allait bien. J'ai poursuive avec une bande P120 à main levée. Manque de pratique ou de talent tout simplement, j'ai eu quelques accidents notamment près du ricasso avec un manque de matière au tranchant. Sur le côté droit, l'émouture est remontée sur presque toute la hauteur au lieu de s'arrêter vers 19 mm. Pour une fois il reste de la matière à la pointe (mais peu). A cause de l'émouture dissymétrique l'épaisseur au dos de lame près de la pointe est dissymétrique aussi. J'ai fini au mieux à P220 et P400 pour limiter les retouches à la main plus tard. Il reste un peu moins de 0,4 mm au tranchant (0,36..0,39). Je suis loin d'être satisfait. La lame fait 52 g et le centre de gravité a beaucoup reculé. Il va encore reculé davanatage avec les plaquettes montées.
09-AVR-2019
Pas grand chose à raconter car je n'ai rien fait. Ma maman a dû retourner à l'hopital pour se faire opérer à nouveau. La visserie dans son fémur gauche s'est déplacée pour cause d'os trop faiblard. Il a fallu se débarrasser de l'os et mettre une prothèse. Nous voilà repartis pour plusieurs semaines de rééducation. J'y passe donc beaucoup de mon temps libre, accompagnant mon père de 83 ans.
J'écris aujourd'hui parce que dans la poubelle de l'usine j'ai trouvé une plaque de tôle inox de 2 mm. Non magnétqiue c'est sans doute un 304L ou 416 qui pourrait servir à faire des sandwiches inox/carbone soudés à la forge.
13-AVR-2019
J'ai une semaine de vacances avec ma fille. Je vais pouvoir sortir un peu la tête hors de l'eau et respirer, me donner l'impression d'avoir un peu de temps pour moi. J'ai passé presque 1 heure et 45 minutes au garage. J'ai taillé l'émouture Kata-Ha du "Franquelin" en T508. Avec 3 mm d'épaisseur, 0.4 que je veux garder au tranchant et une hauteur d'émouture à 17 mm, ça nous fait un angle de 8.69° que j'ai arrondi à 8.70°. J'ai incliné la table du back en avant à coup de P40, 60, 120, 220 et 400. C'est plutôt bien venu, sans trop d'accidents et en refroidissant après cahque passe. L'acier trempé me semble vraiment plus difficile à usiner. Est ce le bon choix en terme d'usure de bande et de temps de travail? Mes bandes de 40 et 60 n'étaient pas neuves non plus... J'ai profité des bandes de 220 et 400 pour faire de légères passes sur l'émouture du "H21" en X46Cr13.
Avec la roue de 250 mm j'ai légèrement creusé l'autre face du "Franquelin" à P120, 220, 400 et 800. Pour une fois j'étais plutôt bien au milieu. Il reste environ 0.35 mm d'épaisseur de tranchant. Celui là, il va bien couper!
Le soir en inspectant encore mon travail, j'ai trouvé la surface creuse du "Franquelin" trop irrégulière alors je l'ai retouchée au back: P120, 220 et 400. Le tranchant est passé à 0,25..0,28! Celui du "H21" était trop gros avec 0.8 mm. J'ai réduit cette largeur à environ 0.5 mm (un poil au dessus) puis j'ai égalisé l'émouture de façon convexe avec le brin mou de la bande sur le back: P120, 220 et 400.
15-AVR-2019
En matinée j'ai pris à la main les émoutures des "Borel II" (92MCV8/XC10), "Franquelin" (T508) et "H21" (X46Cr13): P400 puis devant l'état des lieux, P120, 180, 240, 320 et 400. Malgré tous mes efforts au back, il reste toujours de profondes stries, d'autant plus difficiles à retirer que le métal est durci (blindé de carbures de chrome en ce concerne les T508 et X46Cr13). J'y reviendrai peut-être encore si la motivation remonte.
16-AVR-2019
J'ai poli les 3 lames aux pâtes noire, verte et blanche avec respectivement des disques sisal, coton et flanelle. Le résultat, sans être parfait, est meilleur qu'attendu vu l'état de départ.
Plus tard j'ai fait 2 masques "IMC T508" et "IMC XC10/O2" et avec eux, j'ai insolé 2 stencils Etch-O-Matic pendant 2 minutes (lampe 9W assez neuve) avant de les révéler, rincer et sécher. J'ai fait une première sélection de bois et d'intercalaires: ébène du gabon + intercalaire rouge pour le "Franquelin" et loupe de hêtre + intercalaire noir pour le "Borel II". Pas eu le temps de faire plus. Ma manan doit sortir de l'hopital mercredi prochain. La fin du tunnel?
17-AVR-2019
Tôt le matin j'ai attaqué les logos. Mal m'en a pris? Le résultat me laisse insatisfait
- toujours mon chargeur de batterie (plutôt gros courant dispo mais l'aiguille se lève à peine, bien en dessous de l'ampère mais cette alim' me donne l'impression de "pousser" derrière)
- un stencil X46Cr13 déjà utilisé, deux stencils T508 et O2/XC10 neufs
- la face du stencil enduite de la couche épaisse est côté lame, donc la grille est "éloignée" de la lame: est-ce bon pour avoir une épaisseur de film d 'électrolyte ou au bien est-ce mauvais pour la définition précise des contours?
- le "Borel II" en 90MCV8/XC10 a été révélé au perchlo, environ 5 minutes. Note: la ligne de séparation entre les eux aciers n'est pas nette, une partie du carbone du 90MCV8 a migré dans l'XC10 car il a noirci aussi sur en gros la moitié de l'épaisseur. En laissant l'XC10 sur le tranchant avant trempe pour protéger le 90MCV8 de la décarburation (par combustion à haute températrure), on a malheureusement obtenu le même résultat d'appauvrissement local (par migration) sans compter qu'on a ainsi sans doute aussi durci l'XC10 devenu une sorte d'XC30 ou 40...
- logo O2/XC10: pince croco, coton-tige et uniquement en courant continu pour creuser et avoir le contraste métal brillant au fond, métal noir en surface, application en 4..5 passages only, résultat acceptable
- logo X46Cr13: pince croco, coton-tige, courant continu puis alternatif pour noircir le logo et avoir du contraste. Trop d'applications sans doute (au moins 10?), logo pas très net
- logo T508: pince croco et clou en fer doux avec grosse goutte de saumure, les deux courants. Ça dépote! Sans doute trop d'applications, logo moyen, stencil endommagé et en plus le ruban adhésif de masquage a retiré une partie de la "résine" bleue, le stencil est déjà foutu...
Entre les différents métaux, ma saumure toujours saturée (mais à des taux différents à cause de la température de l'eau chaude que j'utilise), ma source de courant intense, mes stencils peut-être réalisés du mauvais coté, l'applicateur local et non surfacique comme le matos pro, j'ai beaucoup de mal à sortir des résultats constants et satisfaisants. Peut-être faut-il songer à investir? Pour avoir des bords nets sur le logo, je mets le masque (à l'endroit) côté fin du film bleu (le plus proche de la grille) car la source d'UV est en haut. Je me retrouve alors avec la couche épaisse en bas (côté lame). Au prochain stencil, je mettrai le masque à l'envers côté fin et ainsi il sera côté lame avec le logo dans le bon sens au moment de la gravure.
Dans un magasin d'espace vert local (Point Vert) dans lequel j'ai cherché des plants de pommes de terre Charlotte pour faire une expérience dans ma pelouse, quelle ne fut pas ma surprise de voir à la caisse parmi les présentoirs Opinel, des "couteaux de jardin" de marque Bahco qui sont en fait des répliques de Mora Clipper/Companion. Examen de près: acier inox laminé, étui rigoureusement identique, tranchant presque rasoir. Il ne s'agit pas de copie mais simplement d'une série Mora rebadgée Bahco. Et le clou: 8.50 EUR! (alors que le Clipper/Companion est vendu environ 12.50 EUR et c'est déjà une affaire!)
Idem: lame de 2.5 mm avec un coeur en 12C27 laminé (soudé!) entre deux couches d'inox non trempable (austénitique ou ferritique).
Seule la zone du clip ceinture a été un peu modernisée.
22-AVR-2019
Le weekend se termine, il fut bien chargé. Enfin un peu de temps pour moi. Ma mère avait une permission de sortie ce weekend mais elle sortira définitivement de sa rééducation mercredi prochain. On voit le bout et avec lui le retour de temps libre pour moi. Cet après-midi j'ai débité et façonné grossièrement le contour des plaquettes des "Franquelin" en T508 et "Borel II" en 90MCV8/XC10. Débit de loupe de hêtre à la scie circulaire (à qui il manque deux dents et qui brûle plus qu'elle ne coupe; il va falloir que j'en trouve une nouvelle), contour grossier à la scie à ruban (loupe de hêtre et ébène du Gabon) et ponçage à plat au P60 sur une vitre. Il est intéressant de "sentir" au sciage les densités différentes de la loupe.
24-AVR-2019
Premier soir de libre depuis longtemps, Maman est de retour at home!
- collage à l'époxy des plaquettes en ébène du Gabon sur fibre intercalaire rouge de 0.8 mm: égrénage, dégraissage/décirage, enduction, mise sous presses légères
- collage à l'époxy des plaquettes en loupe de hêtre sur fibre intercalaire noire de 0.8 mm: égrénage, dégraissage/décirage, enduction, mise sous presses légères
- collage des manche et lame du "H21": ponçage à P2500 de la face avant de la garde en résine polypropylène, dégraissage de la soie courte, protection de lame au ruban adhésif, enduction, mise sous presse, essuyage des excès d'époxy à l'acétone
Plus tard, je me suis aperçu que l'épaisseur de la garde du "H21" n'était pas constante le long de l'axe longitudinal du couteau. Soit j'arriverai à reprendre un peu cela plus tard, soit cela restera ainsi. Dommage. J'ai laissé trop de temps entre toutes les étapes de fabrication de ce couteau et j'ai dû oublier certains défauts qu'il me fallait encore corriger.
25-AVR-2019
Sortie des presses. J'ai dégrossi au petit back les intercalaires pour les ramener ces derniers au niveau du contour des plaquettes. Pour la première fois, un petit coin d'un intercalaire s'est décollé (pas assez de colle?). Je le recollerai au moment du collage des plaquettes. Ensuite j'ai percé les plaquettes en me servant des manches comme d'un guide. 6 mm pour les trous des tubes de passage dragonne et 3 resp. 3.2 mm pour les rivets laiton resp. alu de 3 resp. 3.2 mm. Comme toujours il faudra sans doute les repasser (hors présence du manche) en surcôte de 0.1 mm pour un montage légèrement coulissant des rivets (0.05 mm au rayon comme réservoir de colle; en plus du matage final).
Pour le "H21" prévu avec un rivet inox de 2.95 mm, j'ai juste repassé un fôret de 3 mm dans le trou partiellement bouché par de la résine époxy.
27-AVR-2019
Façonnage au back de la face avant des plaquettes en ébène et loupe de hêtre. Puis chanfrein à 35° (disque P100) sur la hauteur totale moins l'épaisseur de l'intercalaire. Ponçage à la main des surfaces à P120, 180, 220, 320 et 400. Polissage au disque avec pâte 40 microns spéciale bois. Il y avait deux fissures dans la loupe de hêtre sur une plaquette. Bouchage à la cyanocrylate avec ponçage au P400 (ma croyance c'est qu'une fine pâte collante se forme et bouche l'ensemble). Nouveau polissage et la plaquette est déclarée bonne pour le service.
Reperçage des trous avec une surcôte de 0.1 mm: 3 -> 3.1, 3.2 -> 3.3 et 6 -> 6.1 mm. Le bois semble toujours avoir un petit "retour élastique de matière". Cela permet un montage des rivets sans contrainte, un espace pour loger de la colle et un peu de degré de liberté pour que toutes les surfaces se conforment au mieux. Perçage de multiples petits trous coniques au dos des plaquettes pour faire des poches de rétention de colle et favoriser encore la tenue dans le temps.
28-AVR-2019
Collage des plaquettes (et je vous passe des détails sans importance):
- débit de la quincaillerie laiton et alu,
- dégraissage des surfaces à l'acétone,
- mélange de l'époxy,
- mise sous presses fortes,
- retrait de la quincaillerie,
- mise sous presses supplémentaires
- essuyage des excès d'époxy au ricasso, done!
30-AVR-2019
J'ai ramené un Laguiole à affûter d'un collègue Allemand. Un exemplaire de qualité d'assemblage médiocre mais tout inox. Lame en 420, plaquettes en hêtre à vue de nez. Il manque pas mal de lame à force d'affûtage sans doute mécanique. Les plaquettes ont travaillé (trop d'eau?) et il y a beaucoup de jeu radial à l'axe. Le tranchant est ébréché au milieu. En pinçant la mitre dans l'étau, j'ai rattrapé le jeu et l'axe a un peu dépassé ce qui m'a permis de le mâter à nouveau. Jeu rattrapé. J'ai affiné la lame à la main à coup de pierres à eau Haidu 180 et 280 puis de coticule. Ensuite j'ai mis beaucoup de temps à avoir un tranchant à 20° de chaque côté. La faute a un acier qui ne fait que des ébréchures. Soit le traitement thermique a été baclé soit le tranchant a été trop échauffé lors d'affûtages mécaniques. Mais j'ai fini par y arriver, sans que cela rase, avec un P150 (pierre diamant Fallkniven DC-4) + cuir.
01-MAI-2019
Deux heures et demi au garage en matinée
- reprise des mitres du Laguiole merdeux (Pakistan?) au back à P220 puis 400
- ajustement des plaquettes à coups de marteau
- égrénage à P320
- mise en place par coincement d'un petit bout d'ébène (chute du Franquelin) pour empêcher la lame repliée de toucher le ressort
- façonnage des contours des "Franquelin" et "Borel II" après sortie des presses. Chaleur, mauvais mélange d'époxy, travail de la loupe de hêtre, les plaquettes se sont décollées du cul du "Borel II". La plaquette droite du "Franquelin" n'est pas parfaitement jointive près du ricasso.
- mise à l'épaisseur des manches des "Franquelin", "Borel II" et "H21"
- façonnage du contour du "H21"
- chanfreinage à 45° puis 67.5 et 22.5 des angles des trois manches

Après décollage d'une plaquette du "Borel II".
Le weekend se termine, il fut bien chargé. Enfin un peu de temps pour moi. Ma mère avait une permission de sortie ce weekend mais elle sortira définitivement de sa rééducation mercredi prochain. On voit le bout et avec lui le retour de temps libre pour moi. Cet après-midi j'ai débité et façonné grossièrement le contour des plaquettes des "Franquelin" en T508 et "Borel II" en 90MCV8/XC10. Débit de loupe de hêtre à la scie circulaire (à qui il manque deux dents et qui brûle plus qu'elle ne coupe; il va falloir que j'en trouve une nouvelle), contour grossier à la scie à ruban (loupe de hêtre et ébène du Gabon) et ponçage à plat au P60 sur une vitre. Il est intéressant de "sentir" au sciage les densités différentes de la loupe.
24-AVR-2019
Premier soir de libre depuis longtemps, Maman est de retour at home!
- collage à l'époxy des plaquettes en ébène du Gabon sur fibre intercalaire rouge de 0.8 mm: égrénage, dégraissage/décirage, enduction, mise sous presses légères
- collage à l'époxy des plaquettes en loupe de hêtre sur fibre intercalaire noire de 0.8 mm: égrénage, dégraissage/décirage, enduction, mise sous presses légères
- collage des manche et lame du "H21": ponçage à P2500 de la face avant de la garde en résine polypropylène, dégraissage de la soie courte, protection de lame au ruban adhésif, enduction, mise sous presse, essuyage des excès d'époxy à l'acétone
Plus tard, je me suis aperçu que l'épaisseur de la garde du "H21" n'était pas constante le long de l'axe longitudinal du couteau. Soit j'arriverai à reprendre un peu cela plus tard, soit cela restera ainsi. Dommage. J'ai laissé trop de temps entre toutes les étapes de fabrication de ce couteau et j'ai dû oublier certains défauts qu'il me fallait encore corriger.
25-AVR-2019
Sortie des presses. J'ai dégrossi au petit back les intercalaires pour les ramener ces derniers au niveau du contour des plaquettes. Pour la première fois, un petit coin d'un intercalaire s'est décollé (pas assez de colle?). Je le recollerai au moment du collage des plaquettes. Ensuite j'ai percé les plaquettes en me servant des manches comme d'un guide. 6 mm pour les trous des tubes de passage dragonne et 3 resp. 3.2 mm pour les rivets laiton resp. alu de 3 resp. 3.2 mm. Comme toujours il faudra sans doute les repasser (hors présence du manche) en surcôte de 0.1 mm pour un montage légèrement coulissant des rivets (0.05 mm au rayon comme réservoir de colle; en plus du matage final).
Pour le "H21" prévu avec un rivet inox de 2.95 mm, j'ai juste repassé un fôret de 3 mm dans le trou partiellement bouché par de la résine époxy.
27-AVR-2019
Façonnage au back de la face avant des plaquettes en ébène et loupe de hêtre. Puis chanfrein à 35° (disque P100) sur la hauteur totale moins l'épaisseur de l'intercalaire. Ponçage à la main des surfaces à P120, 180, 220, 320 et 400. Polissage au disque avec pâte 40 microns spéciale bois. Il y avait deux fissures dans la loupe de hêtre sur une plaquette. Bouchage à la cyanocrylate avec ponçage au P400 (ma croyance c'est qu'une fine pâte collante se forme et bouche l'ensemble). Nouveau polissage et la plaquette est déclarée bonne pour le service.
Reperçage des trous avec une surcôte de 0.1 mm: 3 -> 3.1, 3.2 -> 3.3 et 6 -> 6.1 mm. Le bois semble toujours avoir un petit "retour élastique de matière". Cela permet un montage des rivets sans contrainte, un espace pour loger de la colle et un peu de degré de liberté pour que toutes les surfaces se conforment au mieux. Perçage de multiples petits trous coniques au dos des plaquettes pour faire des poches de rétention de colle et favoriser encore la tenue dans le temps.
28-AVR-2019
Collage des plaquettes (et je vous passe des détails sans importance):
- débit de la quincaillerie laiton et alu,
- dégraissage des surfaces à l'acétone,
- mélange de l'époxy,
- mise sous presses fortes,
- retrait de la quincaillerie,
- mise sous presses supplémentaires
- essuyage des excès d'époxy au ricasso, done!
30-AVR-2019
J'ai ramené un Laguiole à affûter d'un collègue Allemand. Un exemplaire de qualité d'assemblage médiocre mais tout inox. Lame en 420, plaquettes en hêtre à vue de nez. Il manque pas mal de lame à force d'affûtage sans doute mécanique. Les plaquettes ont travaillé (trop d'eau?) et il y a beaucoup de jeu radial à l'axe. Le tranchant est ébréché au milieu. En pinçant la mitre dans l'étau, j'ai rattrapé le jeu et l'axe a un peu dépassé ce qui m'a permis de le mâter à nouveau. Jeu rattrapé. J'ai affiné la lame à la main à coup de pierres à eau Haidu 180 et 280 puis de coticule. Ensuite j'ai mis beaucoup de temps à avoir un tranchant à 20° de chaque côté. La faute a un acier qui ne fait que des ébréchures. Soit le traitement thermique a été baclé soit le tranchant a été trop échauffé lors d'affûtages mécaniques. Mais j'ai fini par y arriver, sans que cela rase, avec un P150 (pierre diamant Fallkniven DC-4) + cuir.
01-MAI-2019
Deux heures et demi au garage en matinée
- reprise des mitres du Laguiole merdeux (Pakistan?) au back à P220 puis 400
- ajustement des plaquettes à coups de marteau
- égrénage à P320
- mise en place par coincement d'un petit bout d'ébène (chute du Franquelin) pour empêcher la lame repliée de toucher le ressort
- façonnage des contours des "Franquelin" et "Borel II" après sortie des presses. Chaleur, mauvais mélange d'époxy, travail de la loupe de hêtre, les plaquettes se sont décollées du cul du "Borel II". La plaquette droite du "Franquelin" n'est pas parfaitement jointive près du ricasso.
- mise à l'épaisseur des manches des "Franquelin", "Borel II" et "H21"
- façonnage du contour du "H21"
- chanfreinage à 45° puis 67.5 et 22.5 des angles des trois manches
Après décollage d'une plaquette du "Borel II".
Plus tard
l'après-midi, j'ai un peu affiné les plaquettes du "Borel
II". Jes les ai plaquées contre la semelle à coup de
serre-joints avec multiples enductions d'huile de lin
térébenthine/siccatif (78.5%/20%/1.5%). Peut-être
qu'avec la couche externe humidifiée, les fibres vont
s'assouplir et autoriser un redressement? Disons qu'on se donne
une semaine pour décider: réemploi ou fabrication de
nouvelles plaquettes. Je me souviens qu'au sciage à la scie
circulaire, il y avait comme de l'eau qui sortait autour de la zone
où plongeait la scie. Trop d'humidité encore dans les
loupes? J'y connais rien en loupe mais le plus étonnnant c'est
les variations très importantes de densité.
J'ai mis une petite couche d'huile de Tung/siccatif sur les plaquettes du Laguiole pakistanais.
02-MAI-2019
J'ai contacté une société française trouvée sur Internet pour me faire des stencils. Possibilité? Devis? Format de transmission des données?
J'ai aussi commandé une nouvelle lame de scie circulaire pour ma scie sur table. Ça devrait bientôt à nouveau couper et non pas brûler.
J'ai ouvert les presses de mes plaquettes en loupe de hêtre. La déviation n'est plus que de 2 mm au lieu de 5 en bout de manche. On dirait que les plaquettes "reviennent". Remise sous presses et nouvelles couches d'huile.
Je constate avec horreur que deux fissures sont apparues dans la plaquette droite en ébène du "Franquelin": c'est dans le chanfrein derrière le ricasso et elle sont très peu profondes. Tension?
Encore un couteau de cuisine d'une collègue espagnole à affûter. Une chinoiserie d'environ 4 ans, jamais affûtée, avec émouture creuse et acier très mou. Cependant c'est le premier couteau que je vois avec autant de détails techniques dans le marquage. Affûtage ultra rapide aux pierres à eau Haidu 180 puis 280, pierre diamantée P320 puis cuir et c'est reparti.

Inox X30Cr13 à 53±2 HRC. M'ouais, est-ce qu'on peut atteindre 53 HRC avec seulement 0.30% de
carbone? Si on en croit la littérature, oui tout juste mais après trempe et martensite "fraiche" non revenue.
J'ai mis une petite couche d'huile de Tung/siccatif sur les plaquettes du Laguiole pakistanais.
02-MAI-2019
J'ai contacté une société française trouvée sur Internet pour me faire des stencils. Possibilité? Devis? Format de transmission des données?
J'ai aussi commandé une nouvelle lame de scie circulaire pour ma scie sur table. Ça devrait bientôt à nouveau couper et non pas brûler.
J'ai ouvert les presses de mes plaquettes en loupe de hêtre. La déviation n'est plus que de 2 mm au lieu de 5 en bout de manche. On dirait que les plaquettes "reviennent". Remise sous presses et nouvelles couches d'huile.
Je constate avec horreur que deux fissures sont apparues dans la plaquette droite en ébène du "Franquelin": c'est dans le chanfrein derrière le ricasso et elle sont très peu profondes. Tension?
Encore un couteau de cuisine d'une collègue espagnole à affûter. Une chinoiserie d'environ 4 ans, jamais affûtée, avec émouture creuse et acier très mou. Cependant c'est le premier couteau que je vois avec autant de détails techniques dans le marquage. Affûtage ultra rapide aux pierres à eau Haidu 180 puis 280, pierre diamantée P320 puis cuir et c'est reparti.
Inox X30Cr13 à 53±2 HRC. M'ouais, est-ce qu'on peut atteindre 53 HRC avec seulement 0.30% de
carbone? Si on en croit la littérature, oui tout juste mais après trempe et martensite "fraiche" non revenue.
03-MAI-2019
Réponse de la société des stencils. Par piston spécial, on dirait qu'ils sont d'accord pour me mettre 24 logos sur un seul stencil de 160 X 240 [mm].
Au retour du boulot, je me suis arrêté chez mon ancien concessionnaire Mazda car depuis des semaines un ressort hélicoïdal me fait de l'oeil parmi son tas de déchets métalliques. Il était d'accord pour que je le prenne et m'a dit que son père était forgeron en premier métier, qu'il avait encore sa forge à charbon et son enclume à l'étage au dessus de son atelier. Il y avait même deux ressorts (identiques). J'en ai pris un. Le fil fait 13.2 mm de diamètre alors que mon autre d'origine VW Golf I fait un peu plus de 10. Le diamètre nominal est aussi plus grand. Aussi un ressort AR selon moi. Un peu de rouille à une extrémité (sur les deux dans la benne).
04-MAI-2019
J'ai passé en matinée 2h30 au garage à façonner à la main les manches des "H21" et "Franquelin". A la fin j'ai fait quelques réparations
- bouchage de larges fissures dans l'aubier du cocobolo du "H21" avec un mélange cyanocrylate et sciure obtenu au papier abrasif (suffit de poncer la colle pas encore sèche pour faire une sorte de pâte)
- bouchage des deux petites fissures du "Franquelin" avec de l'époxy et j'en ai aussi remis à la jointure avec le manche à cet endroit, ce n'était pas bien continu après le premier collage.
En sortant l'après-midi, comme bien souvent j'ai fait un crochet en passant devant la vitrine de "ma" coutellerie. Hein?! Plus rien en vitrine sauf des affiches, liquidation totale pour cessation d'activité depuis le 16-AVR-2019. Je suis entré une dernière fois, presque plus rien dedans non plus... Mais depuis le temps que j'en voulais un. Un petit higonokami me fait de l'oeil, lame en acier laminé 3 couches "San Mai" pour 28 EUR au lieu de 48 (-42% pas mal non?).

[Photo faite le 05-MAI-2019] C'est un bête piémontais à lentille, lame tanto en San Mai et manche en tôle pliée façon Douk-Douk, Japan style quoi.
Lame 73 mm, manche 98 mm en tôle de 1 mm pliée en U, de couleur laiton mais en acier.
Axe serrant deux rondelles laiton, la tôle et la lame, extrémité matée.
Lame de 2.6 mm qui semble découpée, hauteur 13.77 mm, émouture plate de 8.5 mm, âme centrale dure de 1 mm.
Angle de l'émouture 18°, micro émouture au tranchant. Le tranchant est un peu "recurve" au ricasso (un défaut de fabrication sans doute; main trop lourde de l'émouleur qui a enlevé trop de matière)
On sent que le trou d'axe est plus grand que l'axe (léger jeu radial). La lentille est un peu décentrée mais belle et bien forgée.
Le U est plus ouvert (4.5 mm) que l'épaisseur de lame sauf à l'axe. 42 g au total.
Le tranchant bute dans le manche vers le milieu. Faudra y mettre un matériau tendre. La lame n'était pas centrée mais avec un peu de persuasion, aucun souci.
Pourtant le couteau coupe très bien à l'état neuf.
Dès que je mets la main sur un Japonais, je lui demanderai la traduction des inscriptions sur le manche et la lame. Pour info le modèle en vente chez Nature et Découvertes a exactement
les mêmes inscriptions sur le manche mais pas la lame, 3 signes chez moi, 5 ou 4 et demi chez eux.
(c'est bizarre l'étqiuette 48 EUR a été placé PAR DESSUS de celle à 28 EUR)
Réponse de la société des stencils. Par piston spécial, on dirait qu'ils sont d'accord pour me mettre 24 logos sur un seul stencil de 160 X 240 [mm].
Au retour du boulot, je me suis arrêté chez mon ancien concessionnaire Mazda car depuis des semaines un ressort hélicoïdal me fait de l'oeil parmi son tas de déchets métalliques. Il était d'accord pour que je le prenne et m'a dit que son père était forgeron en premier métier, qu'il avait encore sa forge à charbon et son enclume à l'étage au dessus de son atelier. Il y avait même deux ressorts (identiques). J'en ai pris un. Le fil fait 13.2 mm de diamètre alors que mon autre d'origine VW Golf I fait un peu plus de 10. Le diamètre nominal est aussi plus grand. Aussi un ressort AR selon moi. Un peu de rouille à une extrémité (sur les deux dans la benne).
04-MAI-2019
J'ai passé en matinée 2h30 au garage à façonner à la main les manches des "H21" et "Franquelin". A la fin j'ai fait quelques réparations
- bouchage de larges fissures dans l'aubier du cocobolo du "H21" avec un mélange cyanocrylate et sciure obtenu au papier abrasif (suffit de poncer la colle pas encore sèche pour faire une sorte de pâte)
- bouchage des deux petites fissures du "Franquelin" avec de l'époxy et j'en ai aussi remis à la jointure avec le manche à cet endroit, ce n'était pas bien continu après le premier collage.
En sortant l'après-midi, comme bien souvent j'ai fait un crochet en passant devant la vitrine de "ma" coutellerie. Hein?! Plus rien en vitrine sauf des affiches, liquidation totale pour cessation d'activité depuis le 16-AVR-2019. Je suis entré une dernière fois, presque plus rien dedans non plus... Mais depuis le temps que j'en voulais un. Un petit higonokami me fait de l'oeil, lame en acier laminé 3 couches "San Mai" pour 28 EUR au lieu de 48 (-42% pas mal non?).
[Photo faite le 05-MAI-2019] C'est un bête piémontais à lentille, lame tanto en San Mai et manche en tôle pliée façon Douk-Douk, Japan style quoi.
Lame 73 mm, manche 98 mm en tôle de 1 mm pliée en U, de couleur laiton mais en acier.
Axe serrant deux rondelles laiton, la tôle et la lame, extrémité matée.
Lame de 2.6 mm qui semble découpée, hauteur 13.77 mm, émouture plate de 8.5 mm, âme centrale dure de 1 mm.
Angle de l'émouture 18°, micro émouture au tranchant. Le tranchant est un peu "recurve" au ricasso (un défaut de fabrication sans doute; main trop lourde de l'émouleur qui a enlevé trop de matière)
On sent que le trou d'axe est plus grand que l'axe (léger jeu radial). La lentille est un peu décentrée mais belle et bien forgée.
Le U est plus ouvert (4.5 mm) que l'épaisseur de lame sauf à l'axe. 42 g au total.
Le tranchant bute dans le manche vers le milieu. Faudra y mettre un matériau tendre. La lame n'était pas centrée mais avec un peu de persuasion, aucun souci.
Pourtant le couteau coupe très bien à l'état neuf.
Dès que je mets la main sur un Japonais, je lui demanderai la traduction des inscriptions sur le manche et la lame. Pour info le modèle en vente chez Nature et Découvertes a exactement
les mêmes inscriptions sur le manche mais pas la lame, 3 signes chez moi, 5 ou 4 et demi chez eux.
(c'est bizarre l'étqiuette 48 EUR a été placé PAR DESSUS de celle à 28 EUR)
Tiens au fait
la lame de scie circulaire était déjà dans ma
boîte aux lettres. Alors sur le Net, il y avait à boire et
à manger, à tous les prix et avec les avis dont on ne
sait pas toujours la sincérité, difficile. J'avais donc
choisi une lame de la marque Metabo. Eh ben, déception de mes
Allemands, made in PRC (République Populaire de Chine).
Décidément il ne reste plus une seule industrie chez
nous...
05-MAI-2019
J'ai un peu customisé le Higonokami
- repli de la tôle du manche pour une épaisseur constante
- du coup, la lame n'était plus très serrée et j'ai pincé l'axe dans l'étau, par petits incréments (aucune efficacité au marteau)
- j'ai mis du vernis à ongle noir sur les inscriptions pour les "remplir" avec essuyage à l'acétone. Sinon impossible à lire sur le manche avec mes yeux de 47 ans
- petit affûtage à P320 + cuir.
- collage d'un petit morceau de cuir de 1 mm au fond du manche, pour accueillir le tranchant sans l'endommager.
Quand j'aurai le back de sorti, je passerai un petit coup sur le dos de lame, brut de découpe à l'heure actuelle et sur les têtes du pivot, marquées par les mors durs de l'étau Sambre et Meuse.
L'après-midi je suis allé à une brocante qui était couplée aux portes ouvertes d'une connaissance à la fibre artistique multiple. J'y ai revu un artiste amateur sur métal qui trimballe depuis des mois un ressort hélicoïdal de Mercedes pour moi. Et me voilà en peu de temps avec un second ressort au beau diamètre de fil de 13.40 mm. Comme souvent sur les ressorts envoyés à la benne, une extrémité de spire a cassé.
06-MAI-2019
J'ai eu confirmation pour mes stencils. Par piston spécial, ils vont me mettre 24 logos sur une feuille de 160 X 240 [mm]. J'ai choisi mes 24 aciers les plus probables et je vais payer ce soir. On va bien voir ce que ça donne.
J'ai toujours des envies différentes et changeantes de faire des couteaux et à présent j'ai ces ressorts de 13 mm en tête. Que faire avec cet acier? Ben un gros truc qui prend des chocs et qui batonne sa race. J'ai cherché et vue ma tendresse pour la marque ESEE, j'ai pensé à un clone de ESEE-6 HM. Ça fait 27.5cm de long, lame de 4.2 mm et 38 mm de hauteur. Calcul rapide avec un tranchant de 1 mm, avec du 13 mm, ça va être chaud. En théorie on a 33.6% de matière en excès dans la section mais ça, c'est sans perte au feu et en admettant que toute la déformation va dans le sens de la largeur... Bref malgré qu'on ait l'air confortable avec 33% de rab, ma petite expérience me dit que ce sera sans doute pas possible. N'empêche que je vais essayer, peut-être déjà ce jeudi 9 mai car je serai en congé.
J'ai repris le ponçage du manche du "H21". Toutes les fissures sont bien bouchées. J'ai aussi peaufiné la garde qui n'est pas parfaitement symétrique. Beaucoup de boulot de détail. On est encore loin du bout mais ce petit couteau dessiné vite fait dans un coin de page il y a des mois est plutôt bien réussi dans ses proportions. J'ai espoir que son petit propriétaire le trouvera à son goût.
07-MAI-2019
Bon ça n'avance pas vite. Faut dire que j'ai d'autres chats à fouetter. J'ai repercé les trous dans les manches des "Franquelin" et "H21" à resp. 3.3, 6.1 et 3.1 mm. Ayant retrouvé un tube inox de 6.4 mm, j'ai percé un trou de 6.5 mm au cul du "H21". Ensuite j'ai fait des chanfreins à 45° autour de tous ces trous pour venir y mater la quincaillerie qui dépassait d'environ 0.5 mm de chaque côté. Pour les tubes, j'ai repris des billes de 8 mm qui pinçaient les tubes entre les mors de l'étau. Pas facile dans l'inox que j'ai fini par affiner un poil avec la fraise à chanfreiner. Voilà c'était déjà tout pour aujourd'hui. Il faudra tout poncer à ras et reprendre la finition des manches.
09-MAI-2019
Au garage de 8h30 à 11h30 en ce jour férié dans le pays où je travaille. J'ai d'abord sorti le back pour poncer à ras la quincaillerie des "Franquelin" et "H21" (à l'heure où j'écris, je m'aperçois que j'ai oublié de reprendre les champs du "Franquelin", et flûte!). J'ai fini les tubes de passage dragonne avec la fraise à chanfreiner et les billes de 8 mm. Faudra encore reprendre les manches à la main avant le polissage. J'ai aussi repris le dos de lame du récent acquis Higonokami: P120, 200 et 400.
Ensuite le gros du taff et la partie plaisir. Essayer de sortir un clone de ESEE-6 HM d'un bout de ressort hélicoïdal de 13.4 mm de diamètre. Le ESEE-6 fait 275 mm de long, 4.2 mm d'épaisseur avec 38 mm de hauteur de lame. J'ai tronçonné un morceau de 230 mm de ressort. Je sais que cela va être difficile car malgré une quantité de matière théoriquement suffisante, il faut réussir à faire que chaque coup de marteau élargisse l'acier sans l'allonger. Un temps j'ai songé à d'abord essayer de tasser le lopin afin de lui faire gonfler le diamètre. Pas facile avec une forge à gaz avec une seule flamme. Pour travailler localement le long du lopin, une forge à charbon eut été plus adéquate.
Mais j'ai préféré faire un premier essai sans "tassement". Ma stratégie fut de vouloir obtenir un plat de 25 mm de large et 5 mm d'épaisseur. D'abord créer deux méplats puis m'en servir sur la bigorne avec des coups de panne pour élargir au maximum. Ce fut tout bonnement impossible tant le lopin ripait. Alors je n'ai travaillé qu'à plat avec la panne. Le lopin s'est aussi inéxorablement étiré, rien à faire. J'ai cependant obtenu en gros un plat de 5 X 25 [mm] de section. A partir de là, forge de la pointe puis élargissement progressif de la lame toujours sur la table et avec la panne. Même avec 25 mm de large le travail sur la bigorne ripait beaucoup trop.
J'ai vite constaté que je n'arriverai pas aux 38 mm espérés. Le lopin est dans les cendres au moment où j'écris. Il fait environ 34..35 mm de large, avec 1 mm au tranchant et sans doute à peine plus de 3 mm au dos. J'ai assez bien réussi à faire la transition au niveau du décrochement pour faire la garde mais j'ai dû tronçonné un morceau du manche. Le lopin était si long que des zones n'étaient plus accessibles avec ma forge (elle n'a pas de trou débouchant au fond). J'ai pu faire une semelle amincie et élargie sans trop de difficultés. Il y a eu beaucoup de calamine autour de l'enclume, bien plus que d'habitude. Ai-je chauffé à chaque fois trop chaud? Il est vrai que je voulais des chauffes efficaces pour déformer latéralement le cylindre de départ. Est-ce que cela m'a coûté tant de matière? Peut-être bien.
Pour finir, des passes de finitions des contours, des plats (avec l'aide de la chasse à parer maison), du redressage. 3 normalisations (principalement de la lame) à la forge (et à l'oeil) avec refroidissement par air pulsé (aspirateur) et un recuit d'adoucissement du manche dans les cendres. S'il est imperçable, je tacherai de me forger un poinçon dans un des ressorts et de taper les trous à chaud. Au global, la longueur est bonne, il manquera sans doute 4 mm de hauteur de lame et 30% d'épaisseur. On sera loin du poids qui va bien pour en faire un couteau de camp qui marche bien en coupe frappée. Et c'est dommage, c'était justement le seul intérêt d'utiliser de l'acier à ressort.
Des dimensions plus précises à la sortie des cendres. J'ai utilisé mon marteau Hofi de 1.4 kg et celui de mon grand-père de 800 g (un "german engineering cross peen hammer" pour ceux que ça interesse), 3 pinces dont 1 dite "box jaws" (je ne sais pas comment on dit en français): un côté est plat, l'autre est en U et va bien pour des sections de 3 à 5 mm sur 25 mm de large (cadeau trouvé en brocante de la part de MJM). J'ai deux ampoules à la main droite: une au pouce, l'autre à l'auriculaire. C'est le manche du Hofi (juste huilé) qui est un peu plus agressif que celui du 800 g que j'avais verni. C'est parce que je fais aussi tourné un peu le manche dans ma paume (technique Hofi des "5 joints": tronc, épaule, coude, poignet et rotation dans la main). Je pense que je vais le poncer plus fin. Le vernir sera sans doute difficile vue la présence de l'huile.
[le soir] J'ai sortie la lame des cendres vers 21h30. Maxi 3.2 mm au ricasso, de 3 à 1.55 mm au dos, le tranchant a encore 1.02 mm à peu près partout, le cul est à 2.4 mm et la hauteur de lame est étonnamment constante de 34.8 à 35.1 mm sur la partie rectiligne. Le couteau est trop léger pour des coupes frappées. Mais bon, soyons positif, pour quelqu'un qui n'avait plus forger depuis longtemps, reprendre avec un projet jamais réalisé auparavant et finalement avoir une forme finale très proche du modèle n'est pas si mal. Dommage pour l'épaisseur...

Total 147 g.
Aller, on calcule à quelle longueur de fil en diamètre 13.4 cela correspond... 147/7.85*4/pi/1.34^2=13.27 cm et je suis parti de 23 cm soit 42.2% de perte...
Il est beau le forgeron... C'est sûr qu'il doit y avoir moyen de mieux faire.
05-MAI-2019
J'ai un peu customisé le Higonokami
- repli de la tôle du manche pour une épaisseur constante
- du coup, la lame n'était plus très serrée et j'ai pincé l'axe dans l'étau, par petits incréments (aucune efficacité au marteau)
- j'ai mis du vernis à ongle noir sur les inscriptions pour les "remplir" avec essuyage à l'acétone. Sinon impossible à lire sur le manche avec mes yeux de 47 ans
- petit affûtage à P320 + cuir.
- collage d'un petit morceau de cuir de 1 mm au fond du manche, pour accueillir le tranchant sans l'endommager.
Quand j'aurai le back de sorti, je passerai un petit coup sur le dos de lame, brut de découpe à l'heure actuelle et sur les têtes du pivot, marquées par les mors durs de l'étau Sambre et Meuse.
L'après-midi je suis allé à une brocante qui était couplée aux portes ouvertes d'une connaissance à la fibre artistique multiple. J'y ai revu un artiste amateur sur métal qui trimballe depuis des mois un ressort hélicoïdal de Mercedes pour moi. Et me voilà en peu de temps avec un second ressort au beau diamètre de fil de 13.40 mm. Comme souvent sur les ressorts envoyés à la benne, une extrémité de spire a cassé.
06-MAI-2019
J'ai eu confirmation pour mes stencils. Par piston spécial, ils vont me mettre 24 logos sur une feuille de 160 X 240 [mm]. J'ai choisi mes 24 aciers les plus probables et je vais payer ce soir. On va bien voir ce que ça donne.
J'ai toujours des envies différentes et changeantes de faire des couteaux et à présent j'ai ces ressorts de 13 mm en tête. Que faire avec cet acier? Ben un gros truc qui prend des chocs et qui batonne sa race. J'ai cherché et vue ma tendresse pour la marque ESEE, j'ai pensé à un clone de ESEE-6 HM. Ça fait 27.5cm de long, lame de 4.2 mm et 38 mm de hauteur. Calcul rapide avec un tranchant de 1 mm, avec du 13 mm, ça va être chaud. En théorie on a 33.6% de matière en excès dans la section mais ça, c'est sans perte au feu et en admettant que toute la déformation va dans le sens de la largeur... Bref malgré qu'on ait l'air confortable avec 33% de rab, ma petite expérience me dit que ce sera sans doute pas possible. N'empêche que je vais essayer, peut-être déjà ce jeudi 9 mai car je serai en congé.
J'ai repris le ponçage du manche du "H21". Toutes les fissures sont bien bouchées. J'ai aussi peaufiné la garde qui n'est pas parfaitement symétrique. Beaucoup de boulot de détail. On est encore loin du bout mais ce petit couteau dessiné vite fait dans un coin de page il y a des mois est plutôt bien réussi dans ses proportions. J'ai espoir que son petit propriétaire le trouvera à son goût.
07-MAI-2019
Bon ça n'avance pas vite. Faut dire que j'ai d'autres chats à fouetter. J'ai repercé les trous dans les manches des "Franquelin" et "H21" à resp. 3.3, 6.1 et 3.1 mm. Ayant retrouvé un tube inox de 6.4 mm, j'ai percé un trou de 6.5 mm au cul du "H21". Ensuite j'ai fait des chanfreins à 45° autour de tous ces trous pour venir y mater la quincaillerie qui dépassait d'environ 0.5 mm de chaque côté. Pour les tubes, j'ai repris des billes de 8 mm qui pinçaient les tubes entre les mors de l'étau. Pas facile dans l'inox que j'ai fini par affiner un poil avec la fraise à chanfreiner. Voilà c'était déjà tout pour aujourd'hui. Il faudra tout poncer à ras et reprendre la finition des manches.
09-MAI-2019
Au garage de 8h30 à 11h30 en ce jour férié dans le pays où je travaille. J'ai d'abord sorti le back pour poncer à ras la quincaillerie des "Franquelin" et "H21" (à l'heure où j'écris, je m'aperçois que j'ai oublié de reprendre les champs du "Franquelin", et flûte!). J'ai fini les tubes de passage dragonne avec la fraise à chanfreiner et les billes de 8 mm. Faudra encore reprendre les manches à la main avant le polissage. J'ai aussi repris le dos de lame du récent acquis Higonokami: P120, 200 et 400.
Ensuite le gros du taff et la partie plaisir. Essayer de sortir un clone de ESEE-6 HM d'un bout de ressort hélicoïdal de 13.4 mm de diamètre. Le ESEE-6 fait 275 mm de long, 4.2 mm d'épaisseur avec 38 mm de hauteur de lame. J'ai tronçonné un morceau de 230 mm de ressort. Je sais que cela va être difficile car malgré une quantité de matière théoriquement suffisante, il faut réussir à faire que chaque coup de marteau élargisse l'acier sans l'allonger. Un temps j'ai songé à d'abord essayer de tasser le lopin afin de lui faire gonfler le diamètre. Pas facile avec une forge à gaz avec une seule flamme. Pour travailler localement le long du lopin, une forge à charbon eut été plus adéquate.
Mais j'ai préféré faire un premier essai sans "tassement". Ma stratégie fut de vouloir obtenir un plat de 25 mm de large et 5 mm d'épaisseur. D'abord créer deux méplats puis m'en servir sur la bigorne avec des coups de panne pour élargir au maximum. Ce fut tout bonnement impossible tant le lopin ripait. Alors je n'ai travaillé qu'à plat avec la panne. Le lopin s'est aussi inéxorablement étiré, rien à faire. J'ai cependant obtenu en gros un plat de 5 X 25 [mm] de section. A partir de là, forge de la pointe puis élargissement progressif de la lame toujours sur la table et avec la panne. Même avec 25 mm de large le travail sur la bigorne ripait beaucoup trop.
J'ai vite constaté que je n'arriverai pas aux 38 mm espérés. Le lopin est dans les cendres au moment où j'écris. Il fait environ 34..35 mm de large, avec 1 mm au tranchant et sans doute à peine plus de 3 mm au dos. J'ai assez bien réussi à faire la transition au niveau du décrochement pour faire la garde mais j'ai dû tronçonné un morceau du manche. Le lopin était si long que des zones n'étaient plus accessibles avec ma forge (elle n'a pas de trou débouchant au fond). J'ai pu faire une semelle amincie et élargie sans trop de difficultés. Il y a eu beaucoup de calamine autour de l'enclume, bien plus que d'habitude. Ai-je chauffé à chaque fois trop chaud? Il est vrai que je voulais des chauffes efficaces pour déformer latéralement le cylindre de départ. Est-ce que cela m'a coûté tant de matière? Peut-être bien.
Pour finir, des passes de finitions des contours, des plats (avec l'aide de la chasse à parer maison), du redressage. 3 normalisations (principalement de la lame) à la forge (et à l'oeil) avec refroidissement par air pulsé (aspirateur) et un recuit d'adoucissement du manche dans les cendres. S'il est imperçable, je tacherai de me forger un poinçon dans un des ressorts et de taper les trous à chaud. Au global, la longueur est bonne, il manquera sans doute 4 mm de hauteur de lame et 30% d'épaisseur. On sera loin du poids qui va bien pour en faire un couteau de camp qui marche bien en coupe frappée. Et c'est dommage, c'était justement le seul intérêt d'utiliser de l'acier à ressort.
Des dimensions plus précises à la sortie des cendres. J'ai utilisé mon marteau Hofi de 1.4 kg et celui de mon grand-père de 800 g (un "german engineering cross peen hammer" pour ceux que ça interesse), 3 pinces dont 1 dite "box jaws" (je ne sais pas comment on dit en français): un côté est plat, l'autre est en U et va bien pour des sections de 3 à 5 mm sur 25 mm de large (cadeau trouvé en brocante de la part de MJM). J'ai deux ampoules à la main droite: une au pouce, l'autre à l'auriculaire. C'est le manche du Hofi (juste huilé) qui est un peu plus agressif que celui du 800 g que j'avais verni. C'est parce que je fais aussi tourné un peu le manche dans ma paume (technique Hofi des "5 joints": tronc, épaule, coude, poignet et rotation dans la main). Je pense que je vais le poncer plus fin. Le vernir sera sans doute difficile vue la présence de l'huile.
[le soir] J'ai sortie la lame des cendres vers 21h30. Maxi 3.2 mm au ricasso, de 3 à 1.55 mm au dos, le tranchant a encore 1.02 mm à peu près partout, le cul est à 2.4 mm et la hauteur de lame est étonnamment constante de 34.8 à 35.1 mm sur la partie rectiligne. Le couteau est trop léger pour des coupes frappées. Mais bon, soyons positif, pour quelqu'un qui n'avait plus forger depuis longtemps, reprendre avec un projet jamais réalisé auparavant et finalement avoir une forme finale très proche du modèle n'est pas si mal. Dommage pour l'épaisseur...
Total 147 g.
Aller, on calcule à quelle longueur de fil en diamètre 13.4 cela correspond... 147/7.85*4/pi/1.34^2=13.27 cm et je suis parti de 23 cm soit 42.2% de perte...
Il est beau le forgeron... C'est sûr qu'il doit y avoir moyen de mieux faire.