13-AOU-2017
Le soleil ressort et j'ai fait des photos du "Harricana" pour le mettre en page galerie.

Comme les enfants,
j'aime bien jouer avec mes nouveaux objets, en l'occurence le ressort
de bagnole dégoté récemment. Avec 10 mm de
diamètre ça nous fait environ une secton de 75 mm2,
ce qui correspond aussi à un plat de 25 x 3 [mm], sauf qu'il est
impossible d'élargir à 25 mm le rond de 10 (à
moins de le compresser d'abord dans la longueur pour augmenter le
diamètre, par chauffes locales), chaque coup
porté en Z allongeant le métal en X et en Y. Pour ne
l'allonger qu'en Y (en admettant qu'X soit son axe longitudinal) il
faut, comme avec un rouleau à pâtisserie, taper avec la
panne exactement sur une génératrice du cylindre.
Si j'ajoute les pertes au feu... Bref on oublie. Le couteau dont je me sers le plus est mon couteau d'office à la forme française en inox forgé, fabriqué par Tarrerias Bonjean et vendu sous les marques distributeurs Leclerc et Carrefour par exemple. Avec seulement 15 mm de largeur au ricasso, c'est un truc faisable dans un fil de 10 mm. Je pourrai même essayer de laisser une garde intégrale.
M'ouais tu penses, encore le blaireau de base qui s'y croit. J'ai forgé 2 heures et ma bouteille de propane devenue très légère n'est toujours pas vide. Je forge avec une pression de l'orde de 0,03 bar de propane, parfois 0,1..0,2 si ça doit beaucoup chauffer. Le surplus d'oxygène du sèche-cheveux me semble vraiment faire économiser beaucoup de gaz. J'ai calculé qu'il me fallait 11 cm de fil: 5 pour la lame, 1 pour la garde intégrale et 5 pour le manche. J'ai coupé 18 cm à la disqueuse parce que d'habitude je suis trop court. Pas cette fois et les 7 cm en trop faut plutôt chauffer du métal pour rien. A la fin j'ai dû couper environ 5 cm de plat de 3 mm et j'en déduis qu'une longueur de départ de 14..15 cm eut été suffisante.
Bilan
- la peinture noire du ressort brûle avec des flammes, ne sent rien et laisse des cendres blanches
- même juste 10 mm de ferraille, c'est pas facile à dérouler même quand c'est rouge et qu'on a deux grosses pinces
- même juste 10 mm de ferraille, c'est déjà dur à aplatir au départ
- avec mon tranchet moche à souhait issu d'un bout de fer à béton (et le marteau de 2 kg) j'ai pour la première fois réussi une coupe à chaud: c'est vrai que c'est super rapide!
- la lame ne fait pas les 9.5 cm et n'a pas la pointe requis pour copier le Tarrerias Bonjean
- la garde... On n'en parle même pas
- la semelle... Non plus. Je vais voir ce que je peux y tracer comme profil... Ou alors ça restera un exercice.
A la fin de la forge j'ai fait (à la forge, couleurs à l'oeil, pas de check à l'aimant)
- 3 trempes courtes à l'eau
- 3 normalisations à l'air (calme, pas pulsé)
- 1 recuit d'adoucissement, surtout de la semelle, dans mon seau de cendres de résineux (déchets de mon poele à granulés).
Si j'ajoute les pertes au feu... Bref on oublie. Le couteau dont je me sers le plus est mon couteau d'office à la forme française en inox forgé, fabriqué par Tarrerias Bonjean et vendu sous les marques distributeurs Leclerc et Carrefour par exemple. Avec seulement 15 mm de largeur au ricasso, c'est un truc faisable dans un fil de 10 mm. Je pourrai même essayer de laisser une garde intégrale.
M'ouais tu penses, encore le blaireau de base qui s'y croit. J'ai forgé 2 heures et ma bouteille de propane devenue très légère n'est toujours pas vide. Je forge avec une pression de l'orde de 0,03 bar de propane, parfois 0,1..0,2 si ça doit beaucoup chauffer. Le surplus d'oxygène du sèche-cheveux me semble vraiment faire économiser beaucoup de gaz. J'ai calculé qu'il me fallait 11 cm de fil: 5 pour la lame, 1 pour la garde intégrale et 5 pour le manche. J'ai coupé 18 cm à la disqueuse parce que d'habitude je suis trop court. Pas cette fois et les 7 cm en trop faut plutôt chauffer du métal pour rien. A la fin j'ai dû couper environ 5 cm de plat de 3 mm et j'en déduis qu'une longueur de départ de 14..15 cm eut été suffisante.
Bilan
- la peinture noire du ressort brûle avec des flammes, ne sent rien et laisse des cendres blanches
- même juste 10 mm de ferraille, c'est pas facile à dérouler même quand c'est rouge et qu'on a deux grosses pinces
- même juste 10 mm de ferraille, c'est déjà dur à aplatir au départ
- avec mon tranchet moche à souhait issu d'un bout de fer à béton (et le marteau de 2 kg) j'ai pour la première fois réussi une coupe à chaud: c'est vrai que c'est super rapide!
- la lame ne fait pas les 9.5 cm et n'a pas la pointe requis pour copier le Tarrerias Bonjean
- la garde... On n'en parle même pas
- la semelle... Non plus. Je vais voir ce que je peux y tracer comme profil... Ou alors ça restera un exercice.
A la fin de la forge j'ai fait (à la forge, couleurs à l'oeil, pas de check à l'aimant)
- 3 trempes courtes à l'eau
- 3 normalisations à l'air (calme, pas pulsé)
- 1 recuit d'adoucissement, surtout de la semelle, dans mon seau de cendres de résineux (déchets de mon poele à granulés).

(photo prise à posteriori) Le ressort, le morceau coupé à chaud, le brut et la lame à émuler. Soyez
indulgents: pas de pointe et il manque un bout du ricasso, on dirait un brut de chez Guy Degrenne.
14-AOU-2017
De petits imprévus (comme par exemple 1 kg de mirabelles très mûres offertes qui réclamaient d'urgence à corps et à cris un fond tarte en pâte sucrée) m'ont empêché de faire tout ce que j'avais prévu mais j'ai cependant avancé un peu.
J'ai aplani au mieux lame et semelle du couteau d'office que je baptise "Coxipi" (ce sera le troisième couteau d'office que je fais, les deux autres étant déjà des "Coxipi"), je l'ai redressé un peu en chauffant à la lampe à souder la partie centrale et j'y ai façonné un profil proche du Tarrerias Bonjean. Je ne sais pas comment j'ai fait mon compte mais j'ai raté la partie un peu ventrue juste avant la pointe, du coup la forme de lame est bizarre. Le recuit d'adoucissement semble avoir produit ses effets: j'ai pu scier et limer. Nul doute que la perceuse y arrivera aussi. Je soupçonne donc une absence quasi certaine de chrome, si je compare avec le 100Cr6 (où pour rappel, j'en chie des ronds de chapeaux côté perçage). Avec un taux de carbone relativement faible pour des ressorts (souvent 0.45 à 0.55%) et l'absence d'un élément favorisant la trempabilité, il sera sans doute judicieux de tremper à l'eau (quoique contre la fatigue il y a souvent beaucoup de silicium et ce dernier améliore aussi un peu la trempabilité, mais on est loin du chrome).

15-AOU-2017
Tiens y a une brocante pas loin. Pluie, tous les exposants se barrent. Je cherchais de quoi faire un petit bac de trempe horizontal (en plus de mon tube vertical), genre un vieux moule à cake et je suis revenu avec deux limes de plus:
- plate 200 X 19.7 X 5.1, marquée TALABOT FRANCE et avec un écusson au cheval cabré dessous
- plate 250 X 24.75 X 3.95 aux chants arrondis, marque Goldenberg avec pour logo deux yeux et des sourcils et avec un "R" du même côté (cette lime est plutôt fine pour cette taille)
L'après-midi pendant une heure j'ai joué de la lime et surtout du back pour dégager la lame finale de l'intérieur du brut du "Coxipi". le manche et lame ne sont pas parfaitement alignés si je laisse la garde. Ce que j'ai fait. Ça fera un couteau biscornu, issu d'un apprentissage. J'ai aussi baclé l'émouture qui est plutôt convexe. J'ai tout fini au P400 à l'exception de la semelle (laissée à P36). J'ai encore un peu modifié la pointe. Je vais tacher de finir la semelle à la lime et d'y percer 2..3 trous avant de procéder à la trempe.

Les deux limes de brocante et le "Coxipi" bâclé/modifié à ma façon de sagouin du 15 août.
16-AOU-2017
La nuit porte conseil. Ce matin de vacances d'été, j'ai cherché sur le Net tous les aciers servant a peut-être faire des ressorts hélicoïdaux de compression à fins automobiles. Aux USA, il y a le 5160 et 9260, chez nous y a du 1.2101/62SiMnCr4, 1.7701/51CrMoV4, 1.8159/51CrV4, 1.7108/61SiCr7 (le plus utilisé soi disant), 45S7, 55S7, XC75, XC80. La plupart ont des forts taux de silicium et de manganèse (pour la fatigue). Tous (sauf le 9260) se trempent à l'huile. On se souviendra aussi que vue les faibles sections, tous les livres que je possède (sauf pour les trucs japonais) banissent l'eau: trop drastique et n'importe quelle huile arrive à refroidir assez vite les faibles épaisseurs pour atteindre la dureté maximale théorique.
Bref je décide d'abandonner l'eau pour mon goop solide. Les aciers cités se trempent de 820 à 860°C. Mon idée c'était la plage basse à 830°C et avec une commande de four capable d'incréments de 5°C, à la correction du thermocouple près, ce sera 834°C (affichage 845°C).
Un couteau d'office devant surtout être un trancheur, l'émouture convexe est une mauvaise idée. J'ai donc remis une émouture plate sur la lame de P120 à P400. J'ai aplani au mieux à la lime batarde la semelle. Puis j'ai lancé le four de trempe. Et c'est ici que je dois rappeler qu'il faut être à 100% à ce que l'on fait dans la vie, sous peine d'erreurs! Et je bavarde avec le voisin, et je bricole dehors, et j'oublie de percer la semelle!
Bon j'ai austénisé 2'30" à 834°C et j'ai trempé la lame seule au goop sur 8 mm de profondeur jusqu'à ce que l'acier redevienne noir partout. Petit aller-retour dans le seau d'eau et refroidissement à l'air. Essai de dureté à la lime demi-douce: ça patine grave! L'acier semble super dur. Le goop semble donc suffire pour ce ressort en acier inconnu. J'ai mis la lame au congèl' à -18°C pour 4h17, puis 1 h de revenu à 175°C, refroidissement brutal en seau d'eau froide et retour au congél' à-18°C.

Avant la trempe, avec émouture presque plate, semelle aplanie à main levée et trous oubliés.
Le soir j'ai collé les plaquettes en zébrano du "Freestyle", resté en suspend depuis quelques semaines. Autant le finir, je tacherai de le mettre en vente en novembre pour une vintaine d'euros, y aura peut-être un amateur à ce tarif là. Je vais d'ailleurs afficher tous mes couteaux à 50% du tarif que j'avais calculé pour la fête artisanale de 2016. Ça en fera peut-être partir certains au marché de Noel de mon patelin. Oui tout sera affiché à perte mais entre remplir les tiroirs et constater que c'est toujours trop cher, je brade, je fourgue. On verra bien.
17-AOU-2017
Des envies de forge. Alors j'ai recopié au mieux par transparence dans mon cahier le couteau de Wayne Goddard en photo page 123 de son livre "the 50 dollars knife shop". La photo n'est pas à l'échelle 1 et la lame fait alors 70 mm de long et 20 mm de large. Mais avec un dos de lame à 3 mm environ, je me dis qu'avec le ressort de 10 mm de diamètre, 20 mm de large ça doit être faisable. J'ai imaginé une soie courte avec un trou de fixation et de généreux rayons de raccordement. C'était déjà un vieux projet dans mes cartons, le "Bujeault".
Après de petits calculs et une marge, j'ai coupé 10 cm de ressort hélicoïdal et hop dans la forge
- la peinture a vite brûlé
- j'ai fait de petits méplats au marteau de 2 kg
- puis j'ai élargi à 15 mm en frappant le méplat avec la panne de mon marteau Facom de 1 kg (c'est pas large et j'ai souvent tapé la table de l'enclume au début)
- panne de gaz...
- mon revendeur ayant fermé, Internet pour dégoter la station Shell la plus proche et coup de fil à la seconde, car la première ne répondait pas.
- 1 h plus tard, retour avec 2 bouteilles de propane de 10.5 kg (une de secours passqu'y en marre) à 16.82 EUR l'unité (au Grand Duché de Luxembourg; consigne supplémentaire 15 EUR). La dernière datait du 28-MAI-2016 et avait coûte 16.70 EUR
- reprise des hostilités: forge d'une pointe
- forge de l'émouture jusqu'à une largeur d'environ 22 mm. J'ai bien contre forgé pour garder une ligne continue. Le dos et le tranchant sont encore assez épais
- j'ai dû corriger un peu l'épaisseur en allongeant juste avant la pointe. La pointe est un peu trop basse mais comme y a de la matière, ça ira
- forge de la soie: pas réussi à la mettre au milieu et affinage
- finition de la lame
- j'ai mis 8 limes (3 de 250 mm et 5 de 200 mm) successivement à la forge pour les récuire. L'idée c'était de préchauffer mes cendres. Le seau métallique fermé (origine IKEA) était brûlant au toucher.
- 3 trempes rapides à l'eau (chauffe à la forge, couleur à l'oeil)
- 3 normalisations à l'air non pulsé (enfin, j'ai soufllé dessus et fait de grands moulinets)
- 1 recuit d'adoucissement et hop dans les cendres brûlantes.
- c'est sans doute mon brut le plus abouti jusqu'à aujourd'hui malgré de gros défauts, mais je veux y voir le verre à moitié plein

3.16 mm au ricasso, 23 mm de large, 2.25 mm à la pointe, tranchant de 1.36 à 1.15 mm. L'émouture
est très lisse quoiqu'un peu bombée convexe au premier tiers. La moitié de la soie sera coupée et
l'autre moitié n'est pas vraiment courbée dans le bon sens mais il y a assez de matière pour y façonner
la soie. La pointe n'est pas assez relevée, mais il y a aussi assez de matière. La pointe ne se relève pas
tant que ça en sortant l'émouture, il faut je les fasse moins basses pour des "drop point". J'aurai dû
courber la soie tant que j'y été...
J'ai sorti le "Coxipi" du congèl' après 25h12 à -18°C.
20-AOU-2017: dernier jour de vacances, demain je retourne à l'usine qui gronde
2h15 paseées au garage de l'après-midi dominical. J'ai percé le manche du "Coxipi": 3 trous de 2 mm pour des rivets laiton et 2 trous de 6 mm pour l'allègement. J'ai eu du mal avec les trous de 2 mm, l'acier me faisant le coup de l'auto trempant mais il semble juste que mes fôrets de 2, 2,1 et 2,2 mm soient de mauvaise qualité. Ensuite j'ai blanchi à main levée les lames des "Coxipi" et "Freestyle" au back avec P400. J'ai fini l'ensemble à la main avec du P400 aussi.
J'ai ensuite façonné à la main levée le manche du "Freestyle" au back à P120 puis à la main tout court de P60 à P600 (120, 180, 320). J'ai passé un coup de brosse rotative sur la semelle du "Coxipi" avant de sortir le polissoir
- pâte 40 microns pour le manche du "Freestyle" en zébrano (puis protection au ruban adhésif)
- pâte noire et disque sisal pour les lames des "Coxipi" et "Freestyle"
- pâte verte et disque coton
- pâte blanche et disque flanelle
21-AOU-2017
J'ai photocopié plusieurs fois la page 123 du livre de Goddard pour avoir le mini "Bujeault" à l'échelle. J'hésite encore pour la forme du manche. Vue la petite taille, il faut que l'index soit bien vérrouillé en place. Comme la sableuse de base doit toujours être en panne à la maintenance du bureau et que celle de l'usine m'est interdite si j'ai trop de calamine (pollution de l'abrasif qui nous sert à finir des états de surface de moules), j'ai un peu nettoyé les bruts des "Bujeault" au disque rotatif à poils en plastique monté sur la perceuse. Après ce nettoyage je me suis aperçu que les surfaces comportaient encore des traces de marteau, bref elles n'étaient pas aussi planes que je le croyais. Après collage des patrons et façonnage des contours, je tacherai de ne pas oublier de faire un peu de forge à froid.
22-AOU-2017
A tout hasard j'ai pris les lames avec moi à l'usine et le cerbère de la sableuse m'a laissé l'utiliser, contre toute attente. C'était assez "propre". Par contre leur abrasif pour améliorer le traitement surface de nos moules n'est pas très agressif (logique eh patate!) donc les lames ne sont pas ressorties aussi "blanches" qu'espérées.
Petit tour obligatoire à la benne à métaux: un roulement, tout petit et... Une lime! Très petite cependant mais de marque Dick.
Le soir j'ai collé les patrons en papier sur les bruts et j'ai façonné les contours des deux "Bujeault" au back (P36 et 120) en laissant de la matière supplémentaire aux soies. Examen de la lime pilon (c-à-d dentures sur 3 faces, forme parallélépipédique) de la benne. Inscriptions au talon F.D. Dick 2 (2=demi douce selon le catalogue Dick) Standard. Dimensions 150 X 15.70 X 4. Le métal est encore très gris, comme neuf et les dents pleines de copeaux d'aluminium apparemment. Je les ai nettoyées à la carde mais pas grand chose à faire. J'ai alors essayé avec ma pointe à tracer et j'ai pu nettoyer toute la lime. Petit essai: elle marche encore très bien. Direction les outils et pas le tas de matière d'oeuvre!
25-AOU-2017
J'ai placé une demande de devis chez Soucille à Thiers pour des bandes abrasives 50 X 1830 en 36, 60, 120, 220 et 400.
26-AOU-2017
J'ai commencé à faire les manches laminés des deux "Bujeault". Laminé ça veut dire que je veux superposer 3 couches de bois en fines plaquettes. Cela me permet à la fois de ventiler mon stock de chutes FTFI et comme en général une face au moins a été sciée, j'ai moins de travail pour aplanir les faces à encoller. J'ai donc découpé à la scie à ruban et à la scie à chantourner mes ébauches. Pour le "Bujeault" sur base ressort hélicoïdal, j'ai choisi un sandwich bocote - difou - bocotte et l'autre en 75Cr1, pink ivory - érable moucheté - pink ivory.
Notez s'il vous plait que j'identifie mes bois avec l'aide du peu de connaissance sylviculturelle que j'ai: déjà vu, comparaison par photo. Par exemple l'érable moucheté, j'ai cru que c'était du bouleau madré mais en regardant le catalogue FTFI dont il est issu, je me suis aperçu qu'ils n'en avaient pas en référence. Le plus proche selon les photos, c'était l'érable. Là je suis assez sûr de mon coup mais pour le difou, j'ai vu aussi du pequia amarello. Alors va savoir. Un bon moyen c'est d'aller au SICAC sur le stand FTFI et de demander au bonhomme en lui montrant, il est très sympa et très calé.
J'ai collé à la colle à bois type D3, les deux premières couches de chaque manche. Et c'est là que le dicton de Walter Sorells entre en jeu: "you can't have enough clamps". Bref j'étais à bout de petits serre-joints dèsle premier demi sandwich.
Sans cette fichue pelouse, j'aurai pu en faire plus l'après-midi. J'ai limé les casse-gouttes puis les lignes d'attaques des émoutures à l'aide d'un petit guide avande passer au back. Les lames étant assez fines, j'ai attaqué avec une bande P100 neuve. J'ai tout fait à main levée sans guide, ni support en essayant d'enlever un maximum de rayures avant la trempe (P220 puis 400). Il faut dire que le début d'émouture forgée déjà existante est une aide précieuse comme guide départ et on passe aussi moins de temps au back. A la fin j'ai tout repris à la main à P400. Le tranchant fait 0.6 mm avant trempe sur le gros "Bujeault" (issu du ressort) et 0.4 sur l'autre (75Cr1).
En soirée j'ai sortie les sandwiches bois laminés des presses. Le serrage est de 3 heures mini et la résistance de la colle est maximale au bout de 7 jours.
27-AOU-2017
Je fais souvent du vélo le long de la rivière (Moselle). Sur le chemin il y a une écluse avec un station munie d'une grue sur rails qui récupère les gros déchts charriés par l'eau et qui entravent les systèmes. Ce sont principalement des troncs. Voilà plusieurs semaines que j'ai repéré un gros morceau de corde pris dans une sorte de poutre. Aujourd'hui j'ai enfin pensé à m'arrêter pour récupérer ladite corde. Je cherchais ce genre d'objet pour faire des essais de durabilité de tranchant à l'américaine (rope cutting).
Elle était fortement emmélée, alors pour commencer, j'en ai coupé le plus gros morceau que je me suis enroulé autour de la taille. J'ai coupé en deux endroits avec mon Fallkniven U2 que j'ai sur moi lorsque je pédale (léger et la sueur ne lui fait pas peur). De retour à la maison: j'ai 4 m de corde en matière synthétique verte (polypropylène?) d'environ 18 mm de diamètre. Comme le carton, c'est sensé être très abrasif.

Petite vérif du tranchant du U2: des dificultés de coupe du papier au mileiu de la lame. Examen à la loupe: en effet il y a un minuscule plateau en bout de tranchant au milieu de la lame, précisément la partie utilisée pour couper la corde. Merde du soi disant super acier à 62 HRc, 2 coupes et ça débande, je suis déçu. 5 passes à gauche, 5 à droite sur le cuir avec pâte 2 microns: ça ne coupe toujours pas. 5 passes à gauche, 5 à droite sur la pierre DC4 côté P600 puis 5 passes à gauche, 5 à droite sur le cuir avec pâte 2 microns: c'est à nouveau parfait. Ouf!
28-AOU-2017
La loi des séries: encore une lime trouvée dans la benne du boulot, encore une lime pilon 200 X 20 X 5 [mm] très encrassée et sans marque. De retour chez moi, je l'ai nettoyée avec ma carde et elle semble faire le job. Elle ne rejoint donc pas pour l'instant les étagères de matière d'oeuvre mais la caisse à outils.
J'ai façonné au back les formes des demi-manches laminés des "Bujeault". J'hésite encore sur la forme, ces "Bujeault" pourraient se transformer en "Borel"... Puis j'ai aplani l'autre face de l'intercalaire du milieu afin d'adapter l'épaisseur à celle de la soie et de la lame. Il va falloir que je diminue un peu l'épaisseur de la soie du modèle en 75Cr1. En la forgeant, elle s'est épaissi au point de dépasser les 2 mm du brut de départ.

La nuit porte conseil. Ce matin de vacances d'été, j'ai cherché sur le Net tous les aciers servant a peut-être faire des ressorts hélicoïdaux de compression à fins automobiles. Aux USA, il y a le 5160 et 9260, chez nous y a du 1.2101/62SiMnCr4, 1.7701/51CrMoV4, 1.8159/51CrV4, 1.7108/61SiCr7 (le plus utilisé soi disant), 45S7, 55S7, XC75, XC80. La plupart ont des forts taux de silicium et de manganèse (pour la fatigue). Tous (sauf le 9260) se trempent à l'huile. On se souviendra aussi que vue les faibles sections, tous les livres que je possède (sauf pour les trucs japonais) banissent l'eau: trop drastique et n'importe quelle huile arrive à refroidir assez vite les faibles épaisseurs pour atteindre la dureté maximale théorique.
Bref je décide d'abandonner l'eau pour mon goop solide. Les aciers cités se trempent de 820 à 860°C. Mon idée c'était la plage basse à 830°C et avec une commande de four capable d'incréments de 5°C, à la correction du thermocouple près, ce sera 834°C (affichage 845°C).
Un couteau d'office devant surtout être un trancheur, l'émouture convexe est une mauvaise idée. J'ai donc remis une émouture plate sur la lame de P120 à P400. J'ai aplani au mieux à la lime batarde la semelle. Puis j'ai lancé le four de trempe. Et c'est ici que je dois rappeler qu'il faut être à 100% à ce que l'on fait dans la vie, sous peine d'erreurs! Et je bavarde avec le voisin, et je bricole dehors, et j'oublie de percer la semelle!
Bon j'ai austénisé 2'30" à 834°C et j'ai trempé la lame seule au goop sur 8 mm de profondeur jusqu'à ce que l'acier redevienne noir partout. Petit aller-retour dans le seau d'eau et refroidissement à l'air. Essai de dureté à la lime demi-douce: ça patine grave! L'acier semble super dur. Le goop semble donc suffire pour ce ressort en acier inconnu. J'ai mis la lame au congèl' à -18°C pour 4h17, puis 1 h de revenu à 175°C, refroidissement brutal en seau d'eau froide et retour au congél' à-18°C.
Avant la trempe, avec émouture presque plate, semelle aplanie à main levée et trous oubliés.
Le soir j'ai collé les plaquettes en zébrano du "Freestyle", resté en suspend depuis quelques semaines. Autant le finir, je tacherai de le mettre en vente en novembre pour une vintaine d'euros, y aura peut-être un amateur à ce tarif là. Je vais d'ailleurs afficher tous mes couteaux à 50% du tarif que j'avais calculé pour la fête artisanale de 2016. Ça en fera peut-être partir certains au marché de Noel de mon patelin. Oui tout sera affiché à perte mais entre remplir les tiroirs et constater que c'est toujours trop cher, je brade, je fourgue. On verra bien.
17-AOU-2017
Des envies de forge. Alors j'ai recopié au mieux par transparence dans mon cahier le couteau de Wayne Goddard en photo page 123 de son livre "the 50 dollars knife shop". La photo n'est pas à l'échelle 1 et la lame fait alors 70 mm de long et 20 mm de large. Mais avec un dos de lame à 3 mm environ, je me dis qu'avec le ressort de 10 mm de diamètre, 20 mm de large ça doit être faisable. J'ai imaginé une soie courte avec un trou de fixation et de généreux rayons de raccordement. C'était déjà un vieux projet dans mes cartons, le "Bujeault".
Après de petits calculs et une marge, j'ai coupé 10 cm de ressort hélicoïdal et hop dans la forge
- la peinture a vite brûlé
- j'ai fait de petits méplats au marteau de 2 kg
- puis j'ai élargi à 15 mm en frappant le méplat avec la panne de mon marteau Facom de 1 kg (c'est pas large et j'ai souvent tapé la table de l'enclume au début)
- panne de gaz...
- mon revendeur ayant fermé, Internet pour dégoter la station Shell la plus proche et coup de fil à la seconde, car la première ne répondait pas.
- 1 h plus tard, retour avec 2 bouteilles de propane de 10.5 kg (une de secours passqu'y en marre) à 16.82 EUR l'unité (au Grand Duché de Luxembourg; consigne supplémentaire 15 EUR). La dernière datait du 28-MAI-2016 et avait coûte 16.70 EUR
- reprise des hostilités: forge d'une pointe
- forge de l'émouture jusqu'à une largeur d'environ 22 mm. J'ai bien contre forgé pour garder une ligne continue. Le dos et le tranchant sont encore assez épais
- j'ai dû corriger un peu l'épaisseur en allongeant juste avant la pointe. La pointe est un peu trop basse mais comme y a de la matière, ça ira
- forge de la soie: pas réussi à la mettre au milieu et affinage
- finition de la lame
- j'ai mis 8 limes (3 de 250 mm et 5 de 200 mm) successivement à la forge pour les récuire. L'idée c'était de préchauffer mes cendres. Le seau métallique fermé (origine IKEA) était brûlant au toucher.
- 3 trempes rapides à l'eau (chauffe à la forge, couleur à l'oeil)
- 3 normalisations à l'air non pulsé (enfin, j'ai soufllé dessus et fait de grands moulinets)
- 1 recuit d'adoucissement et hop dans les cendres brûlantes.
- c'est sans doute mon brut le plus abouti jusqu'à aujourd'hui malgré de gros défauts, mais je veux y voir le verre à moitié plein
3.16 mm au ricasso, 23 mm de large, 2.25 mm à la pointe, tranchant de 1.36 à 1.15 mm. L'émouture
est très lisse quoiqu'un peu bombée convexe au premier tiers. La moitié de la soie sera coupée et
l'autre moitié n'est pas vraiment courbée dans le bon sens mais il y a assez de matière pour y façonner
la soie. La pointe n'est pas assez relevée, mais il y a aussi assez de matière. La pointe ne se relève pas
tant que ça en sortant l'émouture, il faut je les fasse moins basses pour des "drop point". J'aurai dû
courber la soie tant que j'y été...
J'ai ressorti le
brut des cendres environ 5 heures plus tard pour les besoins de la
photo. Il était tiède et un micro poil
déformé dans le premier tiers mais toutes les autres
limes, bien plus volumineuses étaient à la limite de ce
que supporte les mains d'un mec qui n'est pas plombier, cuisinier ou
boulanger, vers les 50°C je dirai. Elles étaient aussi
déformées, pas mal pour certaines, les plus grosses de
250 mm.
18-AOU-2017
J'ai voulu fçaonner le profil du "Bujeault" mais je me suis dit que j'allais le foirer. Je vais attendre d'être au retour au boulot pour photocopier et découper le profil... Je me connais. J'ai juste scié la moitiée de la soie. Pas de difficulté, l'acier se laisser usiner. Ce ressort est trop facile à recuire. Un vrai bonheur.
J'ai sorti le "Fresstyle" des presse et j'ai façonné le manche au back. Je me suis aussi aperçu que tout cela n'était pas droit et j'ai fait un peu de redressage. Il en faudra sans doute encore un peu.
Dans mes chutes de chez FTFI, j'ai commencé à choisir des essences pour les manches du "Coxipi" et du "Bujeault". Je crois que je pourrais aussi forger une version plus fine du "Bujeault" dans les couteaux utilitaires fichus C. Schwarte que m'avait filé MJM. Manque juste 2 mm de largeur.
Profitant de l'activité en cuisine du repas de midi, j'ai sorti le "Coxipi" du congèl' (après 39h10 à -18°C) pour lui faire un second revenu de 45 min à 175°C (j'étais pressé, j'avais besoin du four et aussi de partir) suivi d'un dernier refroidissement brutal en seau d'eau froide et retour au congél' à -18°C.
19-AOU-2017
Retour à la forge de bon matin pour tenter de sortir un second brut de "Bujeault" sur soie courte mais dans une lame C. Schwarte Solingen. Pour commencer, j'ai coupé au disque un début de pointe finissant dans le trou du manche. L'idée est de conserver au maximum les 2 mm dépaisseur initiale au dos et d'élargir la lame de 18 à 20 mm. Le moins que l'on puisse dire c'est que la finesse du métal de départ rend le contre-forgeage difficile (le métal plie au lieu d'épaissir) et oblige à de fréquentes chauffes. Bref voici le déroulé
- forge d'une pointe pas très marquée
- élargissement d'une moitié de la bande à la panne du marteau d'1 kg
- élargissement et égalisation de la surface à la table arrondie du marteau de 800 g
- sortie de l'émouture et du tranchant au ricasso et remontée jusqu'à la pointe
- constatation que c'est trop court, sortie d'1 cm de tranchant supplémentaire
- rectif de la pointe (pas géniale du tout)
- création de la soie et de deux épaulements
- courbure de la soie
- finition de la lame au petit marteau Peugeot de 400 g à table non modifiée (c-à-d relativement plane)
- 3 trempes rapides à l'eau (à la forge et à l'oeil)
- 3 normalisations à l'air non pulsé (forge + oeil)
- chauffe d'une grosse lime de 35 cm pour un recuit dans les cendres et surtout tenir chaud à mon brut de "Bujeault"
- 1 recuit d'adoucissement dans le seau de cendres
(rappel du 13-MAR-2016: une analyse partielle d'une lame C. Schwarte nous donnait avec beaucoup de probabilité un acier 1.2003/75Cr1: 830-860°C, huile 65 HRc, 2 X 1 h à 150°C -> 62 HRc, à 180°C -> 60 HRc)

En haut, une des lames HS avec une pseudo pointe coupée, en dessous le résultat après forge et
en bas le profil à ateindre. Oui je sais, il reste du chemin petit scarabée, mais l'essentiel c'est le plaisir.
18-AOU-2017
J'ai voulu fçaonner le profil du "Bujeault" mais je me suis dit que j'allais le foirer. Je vais attendre d'être au retour au boulot pour photocopier et découper le profil... Je me connais. J'ai juste scié la moitiée de la soie. Pas de difficulté, l'acier se laisser usiner. Ce ressort est trop facile à recuire. Un vrai bonheur.
J'ai sorti le "Fresstyle" des presse et j'ai façonné le manche au back. Je me suis aussi aperçu que tout cela n'était pas droit et j'ai fait un peu de redressage. Il en faudra sans doute encore un peu.
Dans mes chutes de chez FTFI, j'ai commencé à choisir des essences pour les manches du "Coxipi" et du "Bujeault". Je crois que je pourrais aussi forger une version plus fine du "Bujeault" dans les couteaux utilitaires fichus C. Schwarte que m'avait filé MJM. Manque juste 2 mm de largeur.
Profitant de l'activité en cuisine du repas de midi, j'ai sorti le "Coxipi" du congèl' (après 39h10 à -18°C) pour lui faire un second revenu de 45 min à 175°C (j'étais pressé, j'avais besoin du four et aussi de partir) suivi d'un dernier refroidissement brutal en seau d'eau froide et retour au congél' à -18°C.
19-AOU-2017
Retour à la forge de bon matin pour tenter de sortir un second brut de "Bujeault" sur soie courte mais dans une lame C. Schwarte Solingen. Pour commencer, j'ai coupé au disque un début de pointe finissant dans le trou du manche. L'idée est de conserver au maximum les 2 mm dépaisseur initiale au dos et d'élargir la lame de 18 à 20 mm. Le moins que l'on puisse dire c'est que la finesse du métal de départ rend le contre-forgeage difficile (le métal plie au lieu d'épaissir) et oblige à de fréquentes chauffes. Bref voici le déroulé
- forge d'une pointe pas très marquée
- élargissement d'une moitié de la bande à la panne du marteau d'1 kg
- élargissement et égalisation de la surface à la table arrondie du marteau de 800 g
- sortie de l'émouture et du tranchant au ricasso et remontée jusqu'à la pointe
- constatation que c'est trop court, sortie d'1 cm de tranchant supplémentaire
- rectif de la pointe (pas géniale du tout)
- création de la soie et de deux épaulements
- courbure de la soie
- finition de la lame au petit marteau Peugeot de 400 g à table non modifiée (c-à-d relativement plane)
- 3 trempes rapides à l'eau (à la forge et à l'oeil)
- 3 normalisations à l'air non pulsé (forge + oeil)
- chauffe d'une grosse lime de 35 cm pour un recuit dans les cendres et surtout tenir chaud à mon brut de "Bujeault"
- 1 recuit d'adoucissement dans le seau de cendres
(rappel du 13-MAR-2016: une analyse partielle d'une lame C. Schwarte nous donnait avec beaucoup de probabilité un acier 1.2003/75Cr1: 830-860°C, huile 65 HRc, 2 X 1 h à 150°C -> 62 HRc, à 180°C -> 60 HRc)
En haut, une des lames HS avec une pseudo pointe coupée, en dessous le résultat après forge et
en bas le profil à ateindre. Oui je sais, il reste du chemin petit scarabée, mais l'essentiel c'est le plaisir.
J'ai sorti le "Coxipi" du congèl' après 25h12 à -18°C.
20-AOU-2017: dernier jour de vacances, demain je retourne à l'usine qui gronde
2h15 paseées au garage de l'après-midi dominical. J'ai percé le manche du "Coxipi": 3 trous de 2 mm pour des rivets laiton et 2 trous de 6 mm pour l'allègement. J'ai eu du mal avec les trous de 2 mm, l'acier me faisant le coup de l'auto trempant mais il semble juste que mes fôrets de 2, 2,1 et 2,2 mm soient de mauvaise qualité. Ensuite j'ai blanchi à main levée les lames des "Coxipi" et "Freestyle" au back avec P400. J'ai fini l'ensemble à la main avec du P400 aussi.
J'ai ensuite façonné à la main levée le manche du "Freestyle" au back à P120 puis à la main tout court de P60 à P600 (120, 180, 320). J'ai passé un coup de brosse rotative sur la semelle du "Coxipi" avant de sortir le polissoir
- pâte 40 microns pour le manche du "Freestyle" en zébrano (puis protection au ruban adhésif)
- pâte noire et disque sisal pour les lames des "Coxipi" et "Freestyle"
- pâte verte et disque coton
- pâte blanche et disque flanelle
21-AOU-2017
J'ai photocopié plusieurs fois la page 123 du livre de Goddard pour avoir le mini "Bujeault" à l'échelle. J'hésite encore pour la forme du manche. Vue la petite taille, il faut que l'index soit bien vérrouillé en place. Comme la sableuse de base doit toujours être en panne à la maintenance du bureau et que celle de l'usine m'est interdite si j'ai trop de calamine (pollution de l'abrasif qui nous sert à finir des états de surface de moules), j'ai un peu nettoyé les bruts des "Bujeault" au disque rotatif à poils en plastique monté sur la perceuse. Après ce nettoyage je me suis aperçu que les surfaces comportaient encore des traces de marteau, bref elles n'étaient pas aussi planes que je le croyais. Après collage des patrons et façonnage des contours, je tacherai de ne pas oublier de faire un peu de forge à froid.
22-AOU-2017
A tout hasard j'ai pris les lames avec moi à l'usine et le cerbère de la sableuse m'a laissé l'utiliser, contre toute attente. C'était assez "propre". Par contre leur abrasif pour améliorer le traitement surface de nos moules n'est pas très agressif (logique eh patate!) donc les lames ne sont pas ressorties aussi "blanches" qu'espérées.
Petit tour obligatoire à la benne à métaux: un roulement, tout petit et... Une lime! Très petite cependant mais de marque Dick.
Le soir j'ai collé les patrons en papier sur les bruts et j'ai façonné les contours des deux "Bujeault" au back (P36 et 120) en laissant de la matière supplémentaire aux soies. Examen de la lime pilon (c-à-d dentures sur 3 faces, forme parallélépipédique) de la benne. Inscriptions au talon F.D. Dick 2 (2=demi douce selon le catalogue Dick) Standard. Dimensions 150 X 15.70 X 4. Le métal est encore très gris, comme neuf et les dents pleines de copeaux d'aluminium apparemment. Je les ai nettoyées à la carde mais pas grand chose à faire. J'ai alors essayé avec ma pointe à tracer et j'ai pu nettoyer toute la lime. Petit essai: elle marche encore très bien. Direction les outils et pas le tas de matière d'oeuvre!
25-AOU-2017
J'ai placé une demande de devis chez Soucille à Thiers pour des bandes abrasives 50 X 1830 en 36, 60, 120, 220 et 400.
26-AOU-2017
J'ai commencé à faire les manches laminés des deux "Bujeault". Laminé ça veut dire que je veux superposer 3 couches de bois en fines plaquettes. Cela me permet à la fois de ventiler mon stock de chutes FTFI et comme en général une face au moins a été sciée, j'ai moins de travail pour aplanir les faces à encoller. J'ai donc découpé à la scie à ruban et à la scie à chantourner mes ébauches. Pour le "Bujeault" sur base ressort hélicoïdal, j'ai choisi un sandwich bocote - difou - bocotte et l'autre en 75Cr1, pink ivory - érable moucheté - pink ivory.
Notez s'il vous plait que j'identifie mes bois avec l'aide du peu de connaissance sylviculturelle que j'ai: déjà vu, comparaison par photo. Par exemple l'érable moucheté, j'ai cru que c'était du bouleau madré mais en regardant le catalogue FTFI dont il est issu, je me suis aperçu qu'ils n'en avaient pas en référence. Le plus proche selon les photos, c'était l'érable. Là je suis assez sûr de mon coup mais pour le difou, j'ai vu aussi du pequia amarello. Alors va savoir. Un bon moyen c'est d'aller au SICAC sur le stand FTFI et de demander au bonhomme en lui montrant, il est très sympa et très calé.
J'ai collé à la colle à bois type D3, les deux premières couches de chaque manche. Et c'est là que le dicton de Walter Sorells entre en jeu: "you can't have enough clamps". Bref j'étais à bout de petits serre-joints dèsle premier demi sandwich.
Sans cette fichue pelouse, j'aurai pu en faire plus l'après-midi. J'ai limé les casse-gouttes puis les lignes d'attaques des émoutures à l'aide d'un petit guide avande passer au back. Les lames étant assez fines, j'ai attaqué avec une bande P100 neuve. J'ai tout fait à main levée sans guide, ni support en essayant d'enlever un maximum de rayures avant la trempe (P220 puis 400). Il faut dire que le début d'émouture forgée déjà existante est une aide précieuse comme guide départ et on passe aussi moins de temps au back. A la fin j'ai tout repris à la main à P400. Le tranchant fait 0.6 mm avant trempe sur le gros "Bujeault" (issu du ressort) et 0.4 sur l'autre (75Cr1).
En soirée j'ai sortie les sandwiches bois laminés des presses. Le serrage est de 3 heures mini et la résistance de la colle est maximale au bout de 7 jours.
27-AOU-2017
Je fais souvent du vélo le long de la rivière (Moselle). Sur le chemin il y a une écluse avec un station munie d'une grue sur rails qui récupère les gros déchts charriés par l'eau et qui entravent les systèmes. Ce sont principalement des troncs. Voilà plusieurs semaines que j'ai repéré un gros morceau de corde pris dans une sorte de poutre. Aujourd'hui j'ai enfin pensé à m'arrêter pour récupérer ladite corde. Je cherchais ce genre d'objet pour faire des essais de durabilité de tranchant à l'américaine (rope cutting).
Elle était fortement emmélée, alors pour commencer, j'en ai coupé le plus gros morceau que je me suis enroulé autour de la taille. J'ai coupé en deux endroits avec mon Fallkniven U2 que j'ai sur moi lorsque je pédale (léger et la sueur ne lui fait pas peur). De retour à la maison: j'ai 4 m de corde en matière synthétique verte (polypropylène?) d'environ 18 mm de diamètre. Comme le carton, c'est sensé être très abrasif.
Petite vérif du tranchant du U2: des dificultés de coupe du papier au mileiu de la lame. Examen à la loupe: en effet il y a un minuscule plateau en bout de tranchant au milieu de la lame, précisément la partie utilisée pour couper la corde. Merde du soi disant super acier à 62 HRc, 2 coupes et ça débande, je suis déçu. 5 passes à gauche, 5 à droite sur le cuir avec pâte 2 microns: ça ne coupe toujours pas. 5 passes à gauche, 5 à droite sur la pierre DC4 côté P600 puis 5 passes à gauche, 5 à droite sur le cuir avec pâte 2 microns: c'est à nouveau parfait. Ouf!
28-AOU-2017
La loi des séries: encore une lime trouvée dans la benne du boulot, encore une lime pilon 200 X 20 X 5 [mm] très encrassée et sans marque. De retour chez moi, je l'ai nettoyée avec ma carde et elle semble faire le job. Elle ne rejoint donc pas pour l'instant les étagères de matière d'oeuvre mais la caisse à outils.
J'ai façonné au back les formes des demi-manches laminés des "Bujeault". J'hésite encore sur la forme, ces "Bujeault" pourraient se transformer en "Borel"... Puis j'ai aplani l'autre face de l'intercalaire du milieu afin d'adapter l'épaisseur à celle de la soie et de la lame. Il va falloir que je diminue un peu l'épaisseur de la soie du modèle en 75Cr1. En la forgeant, elle s'est épaissi au point de dépasser les 2 mm du brut de départ.
Pour finir j'ai
coupé un peu de corde avec le "Borel V" en laminé 3
couches (San Mai) qu'on voit sur la photo de la corde ci-dessus
histoire de voir ce que vaut l'acier central issu d'une lame de scie et
sa dureté. Pas grand chose... A moins que cette corde soit
très abrasive. Première coupe OK et la seconde coupe
n'arrive déjà plus que très difficilement au bout.
L'observation à la loupe ne révèle rien
contrairement au Fallkniven U2 d'hier. Second essai après 5
passes à gauche, 5 à droite sur la pierre Norton IB-134
côté P400 puis 5 passes à gauche, 5 à droite
sur le cuir avec pâte 2 microns. Test coupe papier: nickel!
Nouvelle coupe de corde. Les performances s'effondrent dès la
seconde coupe. Rien de visible à la loupe. Nouvel affûtage
léger (5/5 P400 + 5/5 2 microns) et retour du tranchant, retour
dans le tiroir. Fin.
29-AOU-2017
Rien fait aujourd'hui pour avancer sur les "Bujeault". Mail chez Soucille pour savoir s'ils avaient bien reçu ma première demande. Non? Ah bon renvoi. "Ah si en fait on l'avait mais on l'a oublié..." Par contre, j'ai ramené de ma balade à vélo un dernier mètre de corde polypropylène. J'ai sorti des tiroirs mon premier "Alluviaq" (galerie, DEC-2012) au manche rose avec trempe jusqu'à -70°C en chambre climatique... A force de bricoles et autres, le tranchant est devenu très poli, assez épais et plutôt convexe. Difficile de le comparer à l'acier de lame de scie du couteau d'hier, ainsi qu'à la géométrie. 5 passes à gauche, 5 à droite sur la pierre Norton IB-134 côté P400 puis 5 passes à gauche, 5 à droite sur le cuir avec pâte 2 microns. Test coupe papier: nickel!
On attaque la coupe de corde, un peu comme dans ce film (mais moi c'est pas du chanvre de 25 mm). J'ai arrêté au bout de 11 coupes, tant la paume de ma main gauche me faisait mal, malgré le gant. Test de coupe de papier: ça coupe encore mais moins bien qu'au début. Je continuerai une prochaine fois. A chaque jour suffit sa peine.
30-AOU-2017
J'ai réfléchi à mes essais de coupe de corde. Pas très scientifique, pas très précis. Coupe en poussant? Coupe en sciant? Si coupe en sciant, il est évident qu'un tranchant laissé à P120 sera plus agressif et efficace qu'un poli miroir. Avec quel effort faut-il couper? A partir de quel effort on considère que cela ne coupe plus? Certains sur la toile coupent la corde avec un pèse-personne en dessous pour avoir une idée de l'effort. Non tout cela est bien trop flou pour être rigoureux.
Néanmoins et à défaut de mieux, si je coupe de la corde assez souvent, cela devrait me donner une bonne idée de ce que vaut le tranchant dans ce cas de figure particulier: angle, finition, dureté, acier... Alors je vais continuer à publier ici mes petits résultats, mais il faudra être conscient que c'est surtout pour developer un feeling.
J'ai aussi quelques reflexions au sujet des 3 dernières trempes sélectives sur les lames forgées dans des limes. Je pense que ces aciers ne contenaient pas le moindre atome de chrome et comme j'ai l'habitude tailler des émoutures (trop fines?) avant trempe, ces dernières étaient déjà trop froides (faible inertie thermique due à l'absence de matière) entre le moment de l'ouverture de la porte du four et la plongée dans le goop. Dans de pareils cas, il vaut sans doute mieux laisser un gros tranchant et tailler l'émouture après trempe. Mais là aussi je me connais, une chance sur deux que je laisse surchauffer l'ensemble au back, sans système d'arrosage.
Les deux "Bujeault" en souffrance ont des tranchants très fins (0.4 et 0.6 mm) mais je pense que l'acier à ressort contient assez de chrome (le 75Cr1 de toute façon) pour me permettre de m'en sortir. On verra bien le résultat. J'ai bien envie de réessayer une trempe triple sur ces deux hypoeutectoïdes.
Je suis retourné au garage coupé de la corde avec l'"Alluviaq". 12ème coupe et 13 ème très difficile. Essai de coupe papier, aussi très difficile. 5 passes à gauche, 5 à droite sur la pierre Norton IB-134 côté P400 puis 5 passes à gauche, 5 à droite sur le cuir avec pâte 2 microns. Test coupe papier: nickel! Et c'est reparti pour une quinzaine de coupes en mixant coupe en sciant et coupe en poussant. Nouvel affûtage mais avec ma très vieille pierre des Pyrénées sans cuir. Loupe: bof. Ça coupe en sciant mais pas vraiment en poussant, sauf à pousser TRES fort. 5 coupes et nouvel affûtage mais avec la face rugueuse de ma grande pierre synthétqiue de chez Brico Depot et sans cuir. A la loupe, il y a de grosses stries et ça coupe pas mal en sciant, mieux qu'avec la pierre des Pyrénées mais pas longtemps non plus, 7 coupes. retour à l'affûatge de départ: 5 passes à gauche, 5 à droite sur la pierre Norton IB-134 côté P400 puis 5 passes à gauche, 5 à droite sur le cuir avec pâte 2 microns. Test coupe papier: nickel! Nouvelles coupes de corde: pas de doute c'est bien cette combinaison qui fonctionne le mieux pour cette corde, sans que ce soit extarordinaire.
31-AOU-2017
Ma pierre Norton IB-134 est très sale sur la face "fine". J'ai cherché sur le Net comment la nettoyer. Y a plein de propositions. J'ai commencé avec une brosse à poils en laiton et de l'alcool à brûler (qui n'est pas une solution du Net). Bof. L'alcool est devenu bleu. Je ne sais pas pourquoi.
J'ai continué avec de l'eau chaude, du liquide-vaisselle et une brosse à ongles. Bof.
01-SEP-2017
J'ai reçu le devis de chez Soucille.
02-SEP-2017
Hier soir j'ai mis la pierre Norton dans le lave-vaisselle. Pas vraiment de différence ce matin.
Ma fille est retournée chez sa mère, me voilà à nouveau seul et plutôt que de continuer à fond les couteaux en attente, j'ai encore forgé. J'avais envie de refaire un "Franquelin" avec une émouture Kata-Ha et une trempe sélective. En plus cela me force plus ou moins à tailler l'émouture après trempe. J'ai aussi vue une video de Murray Carter où il forge un couteau de cou en commençant par le manche: cela permet de sêntraine un peu avant de passer à la lame qui doit être forgée plus soigneusement. A noter que dans cette video il se contente de faire un plat rectangulaire qui s'affine vers l'avant et l'arrière. Il ne forge pas la pointe. Pourtant la pointe forgée, avec ses fibres orientées le long du tranchant c'est vraiment un des gros plus des almes forgées. Je suppose qu'il ne voulait pas "plier" l'âme centrale de son sandwich inox 410 - shiro gami - 410 acheté chez Takefu.
C'est donc l'occasion de faire une chose différente. J'ai sélectionné une lime pilon Talabot de 200 X 19 X 3..4 [mm] (3 mm devant, 4 partout ailleurs). Allumage de la forge et chauffe au rouge de la queue avec trempe à l'eau et test de casse: grain super fin, couleur mat, un vrai bonheur. Cette lime est bonne pour le service. Jusqu'à aujourd'hui ce test a démasqué une seule lime céementée parmi mes acquisitions. Il faut toujours le faire.
La lime a déjà été recuite un peu par le passé (pour chauffer des cendres) et j'ai donc enchainé avec le retrait des stries à la meuleuse d'angle et un disque P40. Je crois que les disques abrasifs Casto sont merdiques car un seul disque neuf n'est pas arrivé au bout des srties de la lime et je me suis arrêté avant de toutes les faire disparaitre.
J'ai commencé par l'avant de la lime pour en faire le manche: petit arrondi, allongement, étirage en long et en large avec forte diminution d'épaisseur au bout (je vise 50% de l'épaisseur au ricasso, ici environ 1.5 mm). Ensuite j'ai coupé la lime à 45° avec la disqueuse à 90% de la longuer finale de la lame. Je vise 80% de l'épaisseur à la pointe, les 10% de plus c'est de la marge vue que je suis une buse en forge.
En matinée la forge a marché exactment 1 h et l'après-midi 1h30. Et c'est encore une fois pas ce que je voulais.
Positif
- j'ai deux débuts d'encoches pour les doigts forgées
- la ligne générale du brut suit bien celle du patron
Négatif
- trop de matière perdue au cul du manche
- pas réussi à faire un début d'émouture Kata-Ha et il n'y avait pas assez de matière pour en faire un plat d'épaisseur constante, bref j'ai une émouture symétrique. Adieu Kata-Ha
- la lame est trop fine au ricasso, comme au dos comme à la pointe: comme je suis trop mauvais il faut que je laisse encore plus matière.
J'ai fini la forge, comme toujours en ce moment après les finitions avec 3 trempes à l'eau (le manche s'est tordu), 3 normalisations à l'air et 1 recuit d'adoucissement dans le seau de cendres.
J'ai continué à travailler un peu sur les lames en cours
- ajustment de l'épaisseur de Difou d'un "Bujeault"
- affinage de l'épaisseur de la soie de l'autre "Bujeault" en 75Cr1
- révélation au perchlorure de fer de la lame du "Freestyle"
- sciage, rectification des faces d'appui, ajustement à la garde de deux plaquettes en padouk (en toute vraisemblance selon moi; merci les photos du site FTFI) pour le "Coxipi" (couteau d'office sur base de ressort hélicoïdal)
- collage des deux manches des "Bujeault" à la colle à bois type D3
03-SEP-2017
J'ai sorti les manches des "Bujeault" des presses et le brut d'hier des cendres.
J'ai façonné le contour du "Franquelin" au back, aplani le brut au marteau et au billot, j'ai affiné et aplani au back la soie (qui retrouvait de l'épaisseur dans la zone où se trouve le cul du manche), fait une émouture ciseau du côté droit (car il semble y avoir assez de matière mise du bon côté par mon marteau) et creuse de l'autre. J'ai fini les chants et les émoutures à P400 pour éviter des fissures à la trempe.

Presque trop peu de matière à la lame tant elle est proche du profil, le manche est trop long, voilà
où est passée l'épaisseur qui me manque un peu partout...
Le "Franquelin" fait 2.71 mm au ricasso (pas si loin des 3 mm voulus au départ) et environ 1 mm au tranchant, l'émouture ciseau remonte d'environ 10 mm. Contrairement à ce que j'avais écrit ci-dessus, j'ai enlevé un peu de matière avant la trempe mais j'en ai laissé beaucoup plus que d'habitude.
- la trempe sélective me permettra de plus facilement redresser la lame en cas de gauchissement (un bon tiers du dos devant être plastique, 1 petit tiers élastique et un tiers très dur)
- les 3 trempes faites en sortie de forge sont censées limiter fortment les déformations à la trempe (sur des émoutures asymétriques c'est moins sûr)
- je ferai 3 trempes triples ce qui devrait "laisser la lame aller où elle veut" avant de la redresser au final
J'ai nettoyé la pierre Norton avec un abrasif P240. Fin de l'étude.
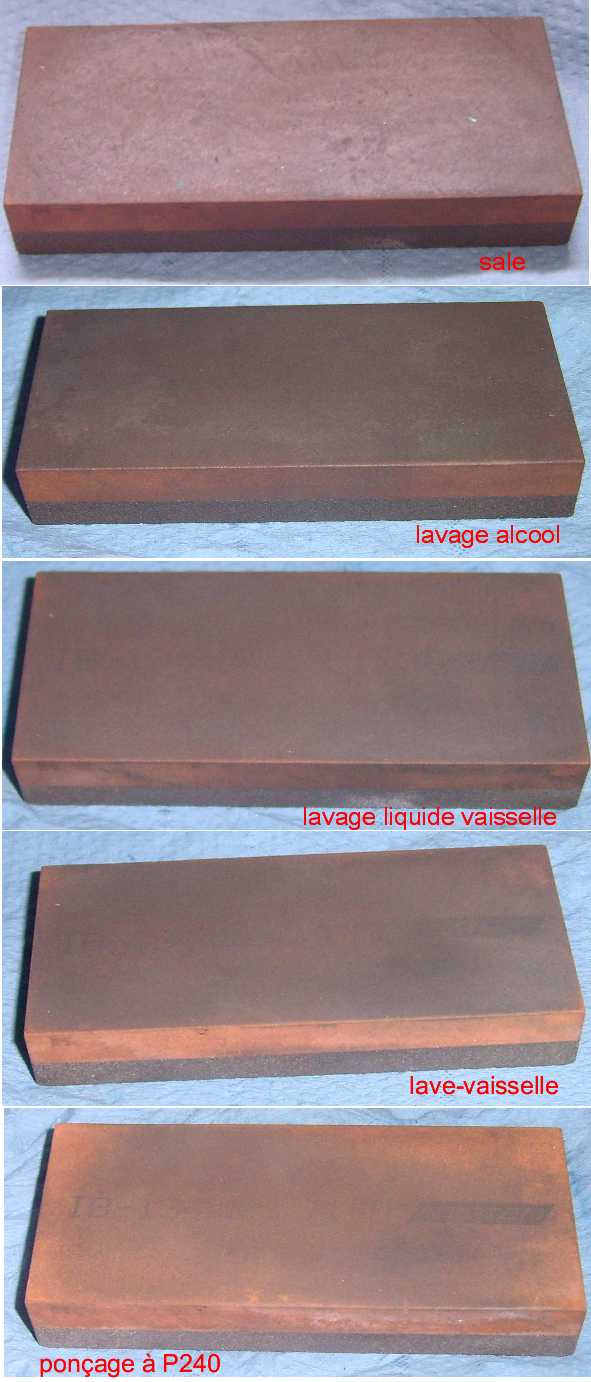
On a l'impression que la pierre est plus sale après l'acool mais c'est juste l'éclairage. A l'oeil, c'est
vraiment après l'abrasif qu'elle est la plus propre: on peut encore y lire l'ensemble du texte:
"IB-134 India combination made in USA NORTON"
29-AOU-2017
Rien fait aujourd'hui pour avancer sur les "Bujeault". Mail chez Soucille pour savoir s'ils avaient bien reçu ma première demande. Non? Ah bon renvoi. "Ah si en fait on l'avait mais on l'a oublié..." Par contre, j'ai ramené de ma balade à vélo un dernier mètre de corde polypropylène. J'ai sorti des tiroirs mon premier "Alluviaq" (galerie, DEC-2012) au manche rose avec trempe jusqu'à -70°C en chambre climatique... A force de bricoles et autres, le tranchant est devenu très poli, assez épais et plutôt convexe. Difficile de le comparer à l'acier de lame de scie du couteau d'hier, ainsi qu'à la géométrie. 5 passes à gauche, 5 à droite sur la pierre Norton IB-134 côté P400 puis 5 passes à gauche, 5 à droite sur le cuir avec pâte 2 microns. Test coupe papier: nickel!
On attaque la coupe de corde, un peu comme dans ce film (mais moi c'est pas du chanvre de 25 mm). J'ai arrêté au bout de 11 coupes, tant la paume de ma main gauche me faisait mal, malgré le gant. Test de coupe de papier: ça coupe encore mais moins bien qu'au début. Je continuerai une prochaine fois. A chaque jour suffit sa peine.
30-AOU-2017
J'ai réfléchi à mes essais de coupe de corde. Pas très scientifique, pas très précis. Coupe en poussant? Coupe en sciant? Si coupe en sciant, il est évident qu'un tranchant laissé à P120 sera plus agressif et efficace qu'un poli miroir. Avec quel effort faut-il couper? A partir de quel effort on considère que cela ne coupe plus? Certains sur la toile coupent la corde avec un pèse-personne en dessous pour avoir une idée de l'effort. Non tout cela est bien trop flou pour être rigoureux.
Néanmoins et à défaut de mieux, si je coupe de la corde assez souvent, cela devrait me donner une bonne idée de ce que vaut le tranchant dans ce cas de figure particulier: angle, finition, dureté, acier... Alors je vais continuer à publier ici mes petits résultats, mais il faudra être conscient que c'est surtout pour developer un feeling.
J'ai aussi quelques reflexions au sujet des 3 dernières trempes sélectives sur les lames forgées dans des limes. Je pense que ces aciers ne contenaient pas le moindre atome de chrome et comme j'ai l'habitude tailler des émoutures (trop fines?) avant trempe, ces dernières étaient déjà trop froides (faible inertie thermique due à l'absence de matière) entre le moment de l'ouverture de la porte du four et la plongée dans le goop. Dans de pareils cas, il vaut sans doute mieux laisser un gros tranchant et tailler l'émouture après trempe. Mais là aussi je me connais, une chance sur deux que je laisse surchauffer l'ensemble au back, sans système d'arrosage.
Les deux "Bujeault" en souffrance ont des tranchants très fins (0.4 et 0.6 mm) mais je pense que l'acier à ressort contient assez de chrome (le 75Cr1 de toute façon) pour me permettre de m'en sortir. On verra bien le résultat. J'ai bien envie de réessayer une trempe triple sur ces deux hypoeutectoïdes.
Je suis retourné au garage coupé de la corde avec l'"Alluviaq". 12ème coupe et 13 ème très difficile. Essai de coupe papier, aussi très difficile. 5 passes à gauche, 5 à droite sur la pierre Norton IB-134 côté P400 puis 5 passes à gauche, 5 à droite sur le cuir avec pâte 2 microns. Test coupe papier: nickel! Et c'est reparti pour une quinzaine de coupes en mixant coupe en sciant et coupe en poussant. Nouvel affûtage mais avec ma très vieille pierre des Pyrénées sans cuir. Loupe: bof. Ça coupe en sciant mais pas vraiment en poussant, sauf à pousser TRES fort. 5 coupes et nouvel affûtage mais avec la face rugueuse de ma grande pierre synthétqiue de chez Brico Depot et sans cuir. A la loupe, il y a de grosses stries et ça coupe pas mal en sciant, mieux qu'avec la pierre des Pyrénées mais pas longtemps non plus, 7 coupes. retour à l'affûatge de départ: 5 passes à gauche, 5 à droite sur la pierre Norton IB-134 côté P400 puis 5 passes à gauche, 5 à droite sur le cuir avec pâte 2 microns. Test coupe papier: nickel! Nouvelles coupes de corde: pas de doute c'est bien cette combinaison qui fonctionne le mieux pour cette corde, sans que ce soit extarordinaire.
31-AOU-2017
Ma pierre Norton IB-134 est très sale sur la face "fine". J'ai cherché sur le Net comment la nettoyer. Y a plein de propositions. J'ai commencé avec une brosse à poils en laiton et de l'alcool à brûler (qui n'est pas une solution du Net). Bof. L'alcool est devenu bleu. Je ne sais pas pourquoi.
J'ai continué avec de l'eau chaude, du liquide-vaisselle et une brosse à ongles. Bof.
01-SEP-2017
J'ai reçu le devis de chez Soucille.
02-SEP-2017
Hier soir j'ai mis la pierre Norton dans le lave-vaisselle. Pas vraiment de différence ce matin.
Ma fille est retournée chez sa mère, me voilà à nouveau seul et plutôt que de continuer à fond les couteaux en attente, j'ai encore forgé. J'avais envie de refaire un "Franquelin" avec une émouture Kata-Ha et une trempe sélective. En plus cela me force plus ou moins à tailler l'émouture après trempe. J'ai aussi vue une video de Murray Carter où il forge un couteau de cou en commençant par le manche: cela permet de sêntraine un peu avant de passer à la lame qui doit être forgée plus soigneusement. A noter que dans cette video il se contente de faire un plat rectangulaire qui s'affine vers l'avant et l'arrière. Il ne forge pas la pointe. Pourtant la pointe forgée, avec ses fibres orientées le long du tranchant c'est vraiment un des gros plus des almes forgées. Je suppose qu'il ne voulait pas "plier" l'âme centrale de son sandwich inox 410 - shiro gami - 410 acheté chez Takefu.
C'est donc l'occasion de faire une chose différente. J'ai sélectionné une lime pilon Talabot de 200 X 19 X 3..4 [mm] (3 mm devant, 4 partout ailleurs). Allumage de la forge et chauffe au rouge de la queue avec trempe à l'eau et test de casse: grain super fin, couleur mat, un vrai bonheur. Cette lime est bonne pour le service. Jusqu'à aujourd'hui ce test a démasqué une seule lime céementée parmi mes acquisitions. Il faut toujours le faire.
La lime a déjà été recuite un peu par le passé (pour chauffer des cendres) et j'ai donc enchainé avec le retrait des stries à la meuleuse d'angle et un disque P40. Je crois que les disques abrasifs Casto sont merdiques car un seul disque neuf n'est pas arrivé au bout des srties de la lime et je me suis arrêté avant de toutes les faire disparaitre.
J'ai commencé par l'avant de la lime pour en faire le manche: petit arrondi, allongement, étirage en long et en large avec forte diminution d'épaisseur au bout (je vise 50% de l'épaisseur au ricasso, ici environ 1.5 mm). Ensuite j'ai coupé la lime à 45° avec la disqueuse à 90% de la longuer finale de la lame. Je vise 80% de l'épaisseur à la pointe, les 10% de plus c'est de la marge vue que je suis une buse en forge.
En matinée la forge a marché exactment 1 h et l'après-midi 1h30. Et c'est encore une fois pas ce que je voulais.
Positif
- j'ai deux débuts d'encoches pour les doigts forgées
- la ligne générale du brut suit bien celle du patron
Négatif
- trop de matière perdue au cul du manche
- pas réussi à faire un début d'émouture Kata-Ha et il n'y avait pas assez de matière pour en faire un plat d'épaisseur constante, bref j'ai une émouture symétrique. Adieu Kata-Ha
- la lame est trop fine au ricasso, comme au dos comme à la pointe: comme je suis trop mauvais il faut que je laisse encore plus matière.
J'ai fini la forge, comme toujours en ce moment après les finitions avec 3 trempes à l'eau (le manche s'est tordu), 3 normalisations à l'air et 1 recuit d'adoucissement dans le seau de cendres.
J'ai continué à travailler un peu sur les lames en cours
- ajustment de l'épaisseur de Difou d'un "Bujeault"
- affinage de l'épaisseur de la soie de l'autre "Bujeault" en 75Cr1
- révélation au perchlorure de fer de la lame du "Freestyle"
- sciage, rectification des faces d'appui, ajustement à la garde de deux plaquettes en padouk (en toute vraisemblance selon moi; merci les photos du site FTFI) pour le "Coxipi" (couteau d'office sur base de ressort hélicoïdal)
- collage des deux manches des "Bujeault" à la colle à bois type D3
03-SEP-2017
J'ai sorti les manches des "Bujeault" des presses et le brut d'hier des cendres.
J'ai façonné le contour du "Franquelin" au back, aplani le brut au marteau et au billot, j'ai affiné et aplani au back la soie (qui retrouvait de l'épaisseur dans la zone où se trouve le cul du manche), fait une émouture ciseau du côté droit (car il semble y avoir assez de matière mise du bon côté par mon marteau) et creuse de l'autre. J'ai fini les chants et les émoutures à P400 pour éviter des fissures à la trempe.
Presque trop peu de matière à la lame tant elle est proche du profil, le manche est trop long, voilà
où est passée l'épaisseur qui me manque un peu partout...
Le "Franquelin" fait 2.71 mm au ricasso (pas si loin des 3 mm voulus au départ) et environ 1 mm au tranchant, l'émouture ciseau remonte d'environ 10 mm. Contrairement à ce que j'avais écrit ci-dessus, j'ai enlevé un peu de matière avant la trempe mais j'en ai laissé beaucoup plus que d'habitude.
- la trempe sélective me permettra de plus facilement redresser la lame en cas de gauchissement (un bon tiers du dos devant être plastique, 1 petit tiers élastique et un tiers très dur)
- les 3 trempes faites en sortie de forge sont censées limiter fortment les déformations à la trempe (sur des émoutures asymétriques c'est moins sûr)
- je ferai 3 trempes triples ce qui devrait "laisser la lame aller où elle veut" avant de la redresser au final
J'ai nettoyé la pierre Norton avec un abrasif P240. Fin de l'étude.
On a l'impression que la pierre est plus sale après l'acool mais c'est juste l'éclairage. A l'oeil, c'est
vraiment après l'abrasif qu'elle est la plus propre: on peut encore y lire l'ensemble du texte:
"IB-134 India combination made in USA NORTON"
04-SEP-2017
J'ai percé et chanfreiné les trous dans la semelle du "Franquelin". Aucune difficulté de perçage, ce qui me laisse à penser qu'encore une fois les limes Talabot ne contiennent aucun chrome, puisqu'il n'y a pas la moindre trempe résiduelle qui arrive souvent dès qu'il y a des traces de chrome. L'inconvénient c'est qu'on n'a peu de temps pour la trempe. J'ai dû également corriger un peu le contour du manche, trop large d'environ 1 mm dans la partie la plus ventrue. 1 mm ça se voit vraiment, incroyable. J'ai passé ma commande d'abrasifs chez Soucille.
05-SEP-2017
Je suis parfois un peu obsessionnel: j'ai encore retouché le "Franquelin" afin d'être moins insatisfait
- à coup de perceuse, de mini disque à tronçonner Dremel et de limes, j'ai taillé deux fenêtres (assez dégueulasses mais elles seront cachées) dans la semelle afin de l'alléger et de ramener le centre de gravité davantage vers le centre une fois le couteau terminé
- j'ai percé de petits trous coniques un peu partout sur la semelle pour en faire des poches de rétention de colle et augmenter ainsi l'adhésion des plaquettes plus tard (je compte cependant aussi mater les rivets et le tube passage dragonne pour assurer un maintien mécanique: ce sera une première pour moi)
- j'ai retiré au back la calamine juste au dessus du tranchant sur le côté convexe: je me suis dit que cela risquait de provoquer des fissures à la trempe, tant pis pour le look
- j'ai davantage poli au back l'émouture convexe, il y avait des stries qu'on sentait au doigt qui ne me plaisaient pas
M'étonnerait d'ailleurs pas que je reprenne les émoutures à P400 à la main d'ici peu. Call me anal...
06-SEP-2017
Ce soir j'ai travaillé sur les deux "Bujeault"
- dégrossissage de la seconde plaquette de chaque manche à la scie à ruban
- réalisation de la face avant des manches au back (P100, 200 et 400) avec chanfrein à 45° au lapidaire et polissage au dsique et pâte 40 microns
- réalisation d'encoches à la lime queue de rat dans les soies des deux lames pour améliorer l'ancrage au collage
- perçage d'un trou de 2 mm au milieu de la plaquette (lame montée avec serre-joint) pour le trou de fixation du rivet plus tard.
07-SEP-2017
En rentrant j'ai lancé le four de trempe à 834°C (parce que l'Arduino fonctionne par incrément de 5°C et avec la correction du thermocouple c'est 829 ou 834°C; visant 830 j'ai visé plus haut à cause des pertes le temps d'aller du four au milieu de trempe) et pendant le temps de chauffe j'ai poli à la main la lame du "Franquelin" à P400.
Résumé
- tremple triple du "Bujeault" en 75Cr1. Il fait 21 g avec 1.8/0.4 mm au dos/tranchant. 3 X 2'30" @ 834°C, trempe sélective au goop, les deux premières fois à main levée dans le bac de 15 mm de profondeur et la dernière dans le bac ayant 8 mm de profondeur. Cela m'a permis d'épargner du goop solide dans le petit bac, pour les 3 lames. J'ai laissé noircir la lame les deux premières fois avant de l'essuyer pour la remettre au four et à la dernière trempe j'ai attendu plus longtemps dans le goop. J'ai laissé la lame refroidir à l'air à partir d'environ 200..250°C je dirai. Le tranchant très fin s'est déformé un peu. Test à la lime demi-douce OK. Au congélateur à -18°C à 17h44
- tremple triple du "Bujeault" en ressort VW d=10. Il fait 33 g avec 3/0.6 mm au dos/tranchant. 3 X 3'30" @ 834°C, trempe sélective au goop exactement comme ci-dessus. Aucune déformation. Test à la lime demi-douce OK. Au congélateur à -18°C à 17h58
- tremple triple du "Franquelin" en lime Talabot. Il fait 49 g avec 2.7/1 mm au dos/tranchant. 3 X 3'15" @ 800°C, trempe sélective au goop,exactement comme ci-dessus. Le tranchant s'est déformé un peu du côté logique: celui de l'émouture creuse où il y a moins de matière (l'autre côté "pousse": la martensite "occupe un peu plus de place" que la ferrite/perlite). Test à la lime demi-douce OK. Au congélateur à -18°C à 18h21
08-SEP-2017
Profitant du fonctionnement du four à des fins cuisinières, j'ai fait un premier revenu des 3 lames à 200°C pendant une heure après respectivement 26h10, 26h24 et 26h37 à-18°C. Le "Coxipi" en ressort était "revenu" à 175°C (moins de carbone, moins de dureté donc moins haut en revenu) mais par souci d'économie de temps, j'ai décidé de tous les faire à 200°C. J'ai cependant mis le "Bujeault" en ressort au milieu dans le rack, protégé un peu par les deux autres: peut-être que ça fera un revenu un poil plus faible pour lui? Refroidissement brutal en seau d'eau froide en sortie de four et retour à -18°C à 21h09.
09-SEP-2017
Second revenu. Sortie des lames après 17h58 à -18°C. J'ai profité du four après la cuisson de plusieurs brioches et j'ai eu des soucis de stabilité de température. Etait-ce parce qu'il était déjà chaud auparavant avec beaucoup de matière dedans? Grace à mon thermomètre placé avec les lames dans le four j'ai pu rapidement voir la pointe à 220°C et agir pour éviter un revenu trop élevé. Bref les lames ont passé environ 1h10 au four pour 200°C théoriques (avec deux pointes à 220°C et des descentes jusqu'à 180°C). La température était beaucoup plus stable les 25 dernières minutes. Refroidissement brutal en seau d'eau froide en sortie de four et retour à -18°C à 15h07.
10-SEP-2017
J'ai sorti les 3 lames du congèl' après 28h25. Je les ai nettioyées au mieux à la brosse rotative à poils en plastique dans le but de pouvoir les sabler demain au boulot. Curieusement la calamine était très résistante sur les deux "Bujeault" et beaucoup moins sur le "Franquelin": température d'austénisation? Acier?
11-SEP-2017
J'ai pu sabler les 3 lames au boulot. A mon retour, je les ai plongées avec le "Coxipi" forgé en ressort dans le perchlorure de fer. On voit assez bien les lignes de trempe sur le "Coxipi" qui était poli et le "Franquelin", mais presque rien sur les deux "Bujeault". J'ai redressé au mieux le "Bujeault" en 75Cr1 et le "Franquelin" mais il faudra sans doute y revenir encore une ou deux fois. Pour une fois, j'ai voulu profiter de l'accroche supplémentaire provoquée par le sablage et l'attaque chimique pour graver les logos avant polissage manuel (meilleure accroche du masque en toner).
Il m'a fallu au total 8 essais pour les masques des 4 lames: c'est un peu mieux que d'habitude (à peine 2 masques en moyenne par lame) et la gravure avec le chargeur de batterie comme alim' a marché comme un charme.
J'ai fabriqué en vitesse un étui pour le "Caplan" (voir galerie en DEC-2015) avec un cuir fin de siège automobile, sans couture mais uniquement du collage. J'ai fini le chant au back et à l'outil en bois pour arrondir les bords. Un collègue me faisait remarquer il y a peu que c'était un comble que je mange avec un couteau en plastique alors que j'en faisais plein. Je me suis dit qu'il avait raison. Alors je me suis rabattu sur le "Caplan" forgé dans une moitié de lime Nicholson made in Holland de 15 X 3 [mm] de section, dont la finition laisse à désirer et avec une ferule en ébène ainsi qu'un aubier de bois de rose fissurés. Voilà un mois que je m'en sers, la lame s'est bien patinée avec une couleur grise mate mais l'étui était un morceau de ruban à masquer... C'est corrigé.
Reste encore le choix du bois pour le manche du "Franquelin". Voilà plusieurs fois que je fouille dans mes chutes FTFI sans être satisfait. J'ai de nombreuses pièces d'environ 19..20 X 19..20 [mm] de section, toutes trop petites pour faire un manche. Ce soir, j'ai eu l'idée d'en coller deux: ébène ou grenadille et amourette. Petit ponçage à plat au P60, colle D3 et série de presses pour éventuellement rattraper des défauts de planéité du premier ordre (c-à-d bananesque). Je tacherai de priviligier la partie en amourette. On verra bien une fois poli ce que donne le contraste.
12-SEP-2017: eh merde!
J'ai vu sur Youtube un film sur Bob Loveless. Cela m'a redonné envie de faire son drop point hunter. C'est un projet que j'ai déjà dans mes cartons, il s'appelle le "Couche Paganiche" (cherchez pas à comprendre, c'est juste un nom dans une liste de cours d'eau au Québec). Mais pourquoi ne pas le forger et lui faire une soie courte? A méditer. J'ai aussi vu sur son établi (à Bob), un étau monté avec les mors verticaux, comme dans le livre de Wayne Goddard.
J'ai un tout petit étau (mors 60 mm, course 80) de brocante que j'ai provisoirement monté ainsi sur mon établi étau Workmate pour poncer à la main mes 3 lames en suspend. Avec la lame reposant sur mon support en bois, cela va beaucoup plus vite et plus facilement qu'avec mes deux serre-joints habituels. Pourquoi ne l'ai-je pas fait avant ? J'en ai profité pour coller deux morceaux de cuir aux mors pour ne rien abîmer. Il me faut un autre support pour un montage plus rigide. Dès que j'aurai quelque chose de sérieux, je vous ferai une photo des deux montages, cela vous parlera davantage.
J'ai affiné l'émouture Kata-Ha du Franquelin au back (P100, 200 et 400) à environ 0.40 mm, avec beaucoup d'eau et du lubrifiant en stick pour les bandes (pour ne pas détremper le tranchant) avant de reprendre les 3 lames à la main au P400. C'est là que j'ai découvert une fissure 1 cm avant la pointe du "Franquelin": 5 mm de long côté émouture creuse et 2.5 de l'autre. Damned! (voir titre) Je suppose que c'est arrivé lorsque j'ai redressé l'ensemble au marteau. Avec 1 mm restant au tranchant et une trempe séelctive au goop (pour un acier à tremper à l'eau normalement), je ne crois pas que c'est arrivé aux trempes.
13-SEP-2017
Pas beaucoup de temps ce soir. J'ai poli aux disques sisal, coton et flanelle enduits respectivement de pâtes noire, verte et blanche les "Freestyle", "Coxipi", "Bujeault" et "Franquelin". Seuls les "Freestyle" et "Coxipi" laissent entrevoir leur ligne de trempe. Alors j'ai plongé tout ce beau monde à nouveau dans le perchlorure de fer pendant 2 longues minutes. J'ai ensuite d'ailleurs brillament réussi à renverser le perchlo, chance, entièrement dans le bac de la cuisine.
J'en ai profité pour redresser au mieux le "Bujeault" en 75Cr1. J'ai frappé très fort (avec le billot en bois en sous main) avec sans arrêt la crainte de voir sauter un bout de lame mais elle a tenu bon. Le tranchant est redressé à 95%. Je n'aurai pas cru cela possible vu le profil tordu de départ. Aussi j'ai préféré m'arrêter là. J'ai ensuite repris les polissages. Idem "Freestyle" et "Coxipi", un début sur le "Franquelin" et on croit deviner quelquechose sur les deux "Bujeault", le tranchant étant plus poli et lisse que le reste de la lame. Il y acomme de petits faux plis dans le métal près de la pointe dans le "Coxipi" et le "Bujeault" en ressort.
A la loupe, sur les tranchants de toutes ces lames qui ont été trempées 3 fois (sauf le "Coxipi" une seule fois), je crois voir des bandes parallèles au tranchant (comme sur du Wootz) qui remontent plus au moins haut sur la lame. Un nouvel essai à la lime demi-douce me confirme bien que les tranchants sont significativement plus durs que les dos de lame. Ma conclusion c'est que la trempe a marché mais en général sur une hauteur trop faible à mon goût. Sur l'acier à ressort et les limes sans chrome, j'ai peur que le goop ne suffise pas, il faut sans doute que je m'oriente vers l'eau comme milieu de trempe. Sur le 75Cr1, la ligne de trempe "fantôme" semble remonter de 5 mm, sur le "Franquelin" à peine 2 mm (5 à la pointe qui plonge la première).
14-SEP-2017
J'ai encore bien observé mes lames à la loupe. J'ai tâté leur dureté avec la pointe de mon couteau pliant (en 100Cr6, celui du SFBA-2014, galerie OCT-2014) et ça marche pas mal pour faire une "cartographie" de dureté des lames. Je suis déçu, j'ai le moral dans les chaussettes, même plus envie d'en faire. Ça va me passer sans doute.
Bon je résume
- le "Freestyle" ça fait longtemps qu' à l'oeil j'avais vu que la ligne de trempe était trop fine. J'avais décidé de le finir malgré tout et de faire bien mieux la prochaine fois.
- Le "Coxipi" en ressort forgé est bien trempé, trop même mais au moins cela a marché et dans du goop s'il vous plait. Donc y a sans doute un poil de chrome là dedans. Il a des "faux plis" vers la pointe.
- Le "Bujeault" en 75 Cr1 a la meilleure ligne de trempe que j'ai fait jusqu'à présent, presque la bonne hauteur et assez régulière, merci le chrome encore une fois. Il a aussi des "faux plis" vers la pointe et l'état de surafce est bof bof.
- Le "Franquelin" en lime Talabot est trempé sur tout le tranchant mais sur 2 (ricasso) à 5 mm (pointe) à peine et le tranchant a une énorme fissure verticale 1 cm derrière la pointe.
- Le "Bujeault" en ressort, trempé comme le Coxipi, avec 0.6 mm de matière au tranchant (pour rester chaud longtemps après la sortie du four) est trempé sur un tiers de tranchant et la moitié du dos de lame (???) côté ricasso. Comment est-ce possible? Il a aussi des "faux-plis" à la pointe
J'ai encore attaqué une fois de plus les 4 derniers au perchlorure de fer (il m'en restait!) pendant 7 min. Rinçage, photo et nettoyage léger à la paille de fer 000, photo et nettoyage à la pâte à polir les métaux Autosol.


Après 7 min dans le perchlo. La zone noire est la zone trempée. Observez le second en partant du haut ("Bujeault" en ressort).


Après rinçage du perchlo et passage de paille de fer 000.
J'ai percé et chanfreiné les trous dans la semelle du "Franquelin". Aucune difficulté de perçage, ce qui me laisse à penser qu'encore une fois les limes Talabot ne contiennent aucun chrome, puisqu'il n'y a pas la moindre trempe résiduelle qui arrive souvent dès qu'il y a des traces de chrome. L'inconvénient c'est qu'on n'a peu de temps pour la trempe. J'ai dû également corriger un peu le contour du manche, trop large d'environ 1 mm dans la partie la plus ventrue. 1 mm ça se voit vraiment, incroyable. J'ai passé ma commande d'abrasifs chez Soucille.
05-SEP-2017
Je suis parfois un peu obsessionnel: j'ai encore retouché le "Franquelin" afin d'être moins insatisfait
- à coup de perceuse, de mini disque à tronçonner Dremel et de limes, j'ai taillé deux fenêtres (assez dégueulasses mais elles seront cachées) dans la semelle afin de l'alléger et de ramener le centre de gravité davantage vers le centre une fois le couteau terminé
- j'ai percé de petits trous coniques un peu partout sur la semelle pour en faire des poches de rétention de colle et augmenter ainsi l'adhésion des plaquettes plus tard (je compte cependant aussi mater les rivets et le tube passage dragonne pour assurer un maintien mécanique: ce sera une première pour moi)
- j'ai retiré au back la calamine juste au dessus du tranchant sur le côté convexe: je me suis dit que cela risquait de provoquer des fissures à la trempe, tant pis pour le look
- j'ai davantage poli au back l'émouture convexe, il y avait des stries qu'on sentait au doigt qui ne me plaisaient pas
M'étonnerait d'ailleurs pas que je reprenne les émoutures à P400 à la main d'ici peu. Call me anal...
06-SEP-2017
Ce soir j'ai travaillé sur les deux "Bujeault"
- dégrossissage de la seconde plaquette de chaque manche à la scie à ruban
- réalisation de la face avant des manches au back (P100, 200 et 400) avec chanfrein à 45° au lapidaire et polissage au dsique et pâte 40 microns
- réalisation d'encoches à la lime queue de rat dans les soies des deux lames pour améliorer l'ancrage au collage
- perçage d'un trou de 2 mm au milieu de la plaquette (lame montée avec serre-joint) pour le trou de fixation du rivet plus tard.
07-SEP-2017
En rentrant j'ai lancé le four de trempe à 834°C (parce que l'Arduino fonctionne par incrément de 5°C et avec la correction du thermocouple c'est 829 ou 834°C; visant 830 j'ai visé plus haut à cause des pertes le temps d'aller du four au milieu de trempe) et pendant le temps de chauffe j'ai poli à la main la lame du "Franquelin" à P400.
Résumé
- tremple triple du "Bujeault" en 75Cr1. Il fait 21 g avec 1.8/0.4 mm au dos/tranchant. 3 X 2'30" @ 834°C, trempe sélective au goop, les deux premières fois à main levée dans le bac de 15 mm de profondeur et la dernière dans le bac ayant 8 mm de profondeur. Cela m'a permis d'épargner du goop solide dans le petit bac, pour les 3 lames. J'ai laissé noircir la lame les deux premières fois avant de l'essuyer pour la remettre au four et à la dernière trempe j'ai attendu plus longtemps dans le goop. J'ai laissé la lame refroidir à l'air à partir d'environ 200..250°C je dirai. Le tranchant très fin s'est déformé un peu. Test à la lime demi-douce OK. Au congélateur à -18°C à 17h44
- tremple triple du "Bujeault" en ressort VW d=10. Il fait 33 g avec 3/0.6 mm au dos/tranchant. 3 X 3'30" @ 834°C, trempe sélective au goop exactement comme ci-dessus. Aucune déformation. Test à la lime demi-douce OK. Au congélateur à -18°C à 17h58
- tremple triple du "Franquelin" en lime Talabot. Il fait 49 g avec 2.7/1 mm au dos/tranchant. 3 X 3'15" @ 800°C, trempe sélective au goop,exactement comme ci-dessus. Le tranchant s'est déformé un peu du côté logique: celui de l'émouture creuse où il y a moins de matière (l'autre côté "pousse": la martensite "occupe un peu plus de place" que la ferrite/perlite). Test à la lime demi-douce OK. Au congélateur à -18°C à 18h21
08-SEP-2017
Profitant du fonctionnement du four à des fins cuisinières, j'ai fait un premier revenu des 3 lames à 200°C pendant une heure après respectivement 26h10, 26h24 et 26h37 à-18°C. Le "Coxipi" en ressort était "revenu" à 175°C (moins de carbone, moins de dureté donc moins haut en revenu) mais par souci d'économie de temps, j'ai décidé de tous les faire à 200°C. J'ai cependant mis le "Bujeault" en ressort au milieu dans le rack, protégé un peu par les deux autres: peut-être que ça fera un revenu un poil plus faible pour lui? Refroidissement brutal en seau d'eau froide en sortie de four et retour à -18°C à 21h09.
09-SEP-2017
Second revenu. Sortie des lames après 17h58 à -18°C. J'ai profité du four après la cuisson de plusieurs brioches et j'ai eu des soucis de stabilité de température. Etait-ce parce qu'il était déjà chaud auparavant avec beaucoup de matière dedans? Grace à mon thermomètre placé avec les lames dans le four j'ai pu rapidement voir la pointe à 220°C et agir pour éviter un revenu trop élevé. Bref les lames ont passé environ 1h10 au four pour 200°C théoriques (avec deux pointes à 220°C et des descentes jusqu'à 180°C). La température était beaucoup plus stable les 25 dernières minutes. Refroidissement brutal en seau d'eau froide en sortie de four et retour à -18°C à 15h07.
10-SEP-2017
J'ai sorti les 3 lames du congèl' après 28h25. Je les ai nettioyées au mieux à la brosse rotative à poils en plastique dans le but de pouvoir les sabler demain au boulot. Curieusement la calamine était très résistante sur les deux "Bujeault" et beaucoup moins sur le "Franquelin": température d'austénisation? Acier?
11-SEP-2017
J'ai pu sabler les 3 lames au boulot. A mon retour, je les ai plongées avec le "Coxipi" forgé en ressort dans le perchlorure de fer. On voit assez bien les lignes de trempe sur le "Coxipi" qui était poli et le "Franquelin", mais presque rien sur les deux "Bujeault". J'ai redressé au mieux le "Bujeault" en 75Cr1 et le "Franquelin" mais il faudra sans doute y revenir encore une ou deux fois. Pour une fois, j'ai voulu profiter de l'accroche supplémentaire provoquée par le sablage et l'attaque chimique pour graver les logos avant polissage manuel (meilleure accroche du masque en toner).
Il m'a fallu au total 8 essais pour les masques des 4 lames: c'est un peu mieux que d'habitude (à peine 2 masques en moyenne par lame) et la gravure avec le chargeur de batterie comme alim' a marché comme un charme.
J'ai fabriqué en vitesse un étui pour le "Caplan" (voir galerie en DEC-2015) avec un cuir fin de siège automobile, sans couture mais uniquement du collage. J'ai fini le chant au back et à l'outil en bois pour arrondir les bords. Un collègue me faisait remarquer il y a peu que c'était un comble que je mange avec un couteau en plastique alors que j'en faisais plein. Je me suis dit qu'il avait raison. Alors je me suis rabattu sur le "Caplan" forgé dans une moitié de lime Nicholson made in Holland de 15 X 3 [mm] de section, dont la finition laisse à désirer et avec une ferule en ébène ainsi qu'un aubier de bois de rose fissurés. Voilà un mois que je m'en sers, la lame s'est bien patinée avec une couleur grise mate mais l'étui était un morceau de ruban à masquer... C'est corrigé.
Reste encore le choix du bois pour le manche du "Franquelin". Voilà plusieurs fois que je fouille dans mes chutes FTFI sans être satisfait. J'ai de nombreuses pièces d'environ 19..20 X 19..20 [mm] de section, toutes trop petites pour faire un manche. Ce soir, j'ai eu l'idée d'en coller deux: ébène ou grenadille et amourette. Petit ponçage à plat au P60, colle D3 et série de presses pour éventuellement rattraper des défauts de planéité du premier ordre (c-à-d bananesque). Je tacherai de priviligier la partie en amourette. On verra bien une fois poli ce que donne le contraste.
12-SEP-2017: eh merde!
J'ai vu sur Youtube un film sur Bob Loveless. Cela m'a redonné envie de faire son drop point hunter. C'est un projet que j'ai déjà dans mes cartons, il s'appelle le "Couche Paganiche" (cherchez pas à comprendre, c'est juste un nom dans une liste de cours d'eau au Québec). Mais pourquoi ne pas le forger et lui faire une soie courte? A méditer. J'ai aussi vu sur son établi (à Bob), un étau monté avec les mors verticaux, comme dans le livre de Wayne Goddard.
J'ai un tout petit étau (mors 60 mm, course 80) de brocante que j'ai provisoirement monté ainsi sur mon établi étau Workmate pour poncer à la main mes 3 lames en suspend. Avec la lame reposant sur mon support en bois, cela va beaucoup plus vite et plus facilement qu'avec mes deux serre-joints habituels. Pourquoi ne l'ai-je pas fait avant ? J'en ai profité pour coller deux morceaux de cuir aux mors pour ne rien abîmer. Il me faut un autre support pour un montage plus rigide. Dès que j'aurai quelque chose de sérieux, je vous ferai une photo des deux montages, cela vous parlera davantage.
J'ai affiné l'émouture Kata-Ha du Franquelin au back (P100, 200 et 400) à environ 0.40 mm, avec beaucoup d'eau et du lubrifiant en stick pour les bandes (pour ne pas détremper le tranchant) avant de reprendre les 3 lames à la main au P400. C'est là que j'ai découvert une fissure 1 cm avant la pointe du "Franquelin": 5 mm de long côté émouture creuse et 2.5 de l'autre. Damned! (voir titre) Je suppose que c'est arrivé lorsque j'ai redressé l'ensemble au marteau. Avec 1 mm restant au tranchant et une trempe séelctive au goop (pour un acier à tremper à l'eau normalement), je ne crois pas que c'est arrivé aux trempes.
13-SEP-2017
Pas beaucoup de temps ce soir. J'ai poli aux disques sisal, coton et flanelle enduits respectivement de pâtes noire, verte et blanche les "Freestyle", "Coxipi", "Bujeault" et "Franquelin". Seuls les "Freestyle" et "Coxipi" laissent entrevoir leur ligne de trempe. Alors j'ai plongé tout ce beau monde à nouveau dans le perchlorure de fer pendant 2 longues minutes. J'ai ensuite d'ailleurs brillament réussi à renverser le perchlo, chance, entièrement dans le bac de la cuisine.
J'en ai profité pour redresser au mieux le "Bujeault" en 75Cr1. J'ai frappé très fort (avec le billot en bois en sous main) avec sans arrêt la crainte de voir sauter un bout de lame mais elle a tenu bon. Le tranchant est redressé à 95%. Je n'aurai pas cru cela possible vu le profil tordu de départ. Aussi j'ai préféré m'arrêter là. J'ai ensuite repris les polissages. Idem "Freestyle" et "Coxipi", un début sur le "Franquelin" et on croit deviner quelquechose sur les deux "Bujeault", le tranchant étant plus poli et lisse que le reste de la lame. Il y acomme de petits faux plis dans le métal près de la pointe dans le "Coxipi" et le "Bujeault" en ressort.
A la loupe, sur les tranchants de toutes ces lames qui ont été trempées 3 fois (sauf le "Coxipi" une seule fois), je crois voir des bandes parallèles au tranchant (comme sur du Wootz) qui remontent plus au moins haut sur la lame. Un nouvel essai à la lime demi-douce me confirme bien que les tranchants sont significativement plus durs que les dos de lame. Ma conclusion c'est que la trempe a marché mais en général sur une hauteur trop faible à mon goût. Sur l'acier à ressort et les limes sans chrome, j'ai peur que le goop ne suffise pas, il faut sans doute que je m'oriente vers l'eau comme milieu de trempe. Sur le 75Cr1, la ligne de trempe "fantôme" semble remonter de 5 mm, sur le "Franquelin" à peine 2 mm (5 à la pointe qui plonge la première).
14-SEP-2017
J'ai encore bien observé mes lames à la loupe. J'ai tâté leur dureté avec la pointe de mon couteau pliant (en 100Cr6, celui du SFBA-2014, galerie OCT-2014) et ça marche pas mal pour faire une "cartographie" de dureté des lames. Je suis déçu, j'ai le moral dans les chaussettes, même plus envie d'en faire. Ça va me passer sans doute.
Bon je résume
- le "Freestyle" ça fait longtemps qu' à l'oeil j'avais vu que la ligne de trempe était trop fine. J'avais décidé de le finir malgré tout et de faire bien mieux la prochaine fois.
- Le "Coxipi" en ressort forgé est bien trempé, trop même mais au moins cela a marché et dans du goop s'il vous plait. Donc y a sans doute un poil de chrome là dedans. Il a des "faux plis" vers la pointe.
- Le "Bujeault" en 75 Cr1 a la meilleure ligne de trempe que j'ai fait jusqu'à présent, presque la bonne hauteur et assez régulière, merci le chrome encore une fois. Il a aussi des "faux plis" vers la pointe et l'état de surafce est bof bof.
- Le "Franquelin" en lime Talabot est trempé sur tout le tranchant mais sur 2 (ricasso) à 5 mm (pointe) à peine et le tranchant a une énorme fissure verticale 1 cm derrière la pointe.
- Le "Bujeault" en ressort, trempé comme le Coxipi, avec 0.6 mm de matière au tranchant (pour rester chaud longtemps après la sortie du four) est trempé sur un tiers de tranchant et la moitié du dos de lame (???) côté ricasso. Comment est-ce possible? Il a aussi des "faux-plis" à la pointe
J'ai encore attaqué une fois de plus les 4 derniers au perchlorure de fer (il m'en restait!) pendant 7 min. Rinçage, photo et nettoyage léger à la paille de fer 000, photo et nettoyage à la pâte à polir les métaux Autosol.
Après 7 min dans le perchlo. La zone noire est la zone trempée. Observez le second en partant du haut ("Bujeault" en ressort).
Après rinçage du perchlo et passage de paille de fer 000.
Histoire d'avoir
à réaliser des choses finies, je vais monter tous les
couteaux sauf le "Bujeault" en ressort. Il faut refaire la trempe ou le
benner. Pour les limes Talabot (et d'autres sans doute), il faudra sans
doute passer à l'eau. Augmenter la profondeur de goop? Ou bien
austéniser plus haut pour compenser la perte à la sortie
du four vers le bac de trempe? Je n'aime pas cette solution car sur les
aciers simples on va très vite avoir du grossissement de grain.
C'est très risqué.
J'ai continué à longuement observer à la loupe les lames polie à la pâte à main. Elles sont encore très grises. J'essaie d'engranger de l'expérience. On voit bien la zone non trempée "mangée" par le perchlo. On voit l'aspect différent de la zone trempée. Entre les deux, le métal ne semble pas "mangé" et parfos je crois deviner des lignes proches parallèles au tranchant. Les zones intermédiaires (censées être élastiques c-à-d trempée comme un ressort, de l'ordre de 45 HRc) sont elles assez dures pour fournir un tranchant correct si un jour la zone trempée a disparu après de multiples affûtages? Le tranchant du "Franquelin" semble avoir deux lignes de trempe, la seconde est moins prononcée (une trempe précédente à la dernière) mais fait 7 mm de haut: pas loin des 8 mm de goop sauf que... Pour garder du goop solide dans le bac de 8 mm, j'ai fait chaque fois les deux premières trempes dans le bac de 12 mm. Alors est-ce un début de solution? Je veux dire que 8 mm de goop trempe une hauteur de 2..3 mm et 12 7 mm. En gros on "perd" 5 mm de hauteur de trempe dans le goop.
Je vais encore polir au touret les lames avec la pâte verte et mettre cela sous le microscope. Peut-être pourrai-je faire quelque chouette photo pour ici.
J'ai continué à longuement observer à la loupe les lames polie à la pâte à main. Elles sont encore très grises. J'essaie d'engranger de l'expérience. On voit bien la zone non trempée "mangée" par le perchlo. On voit l'aspect différent de la zone trempée. Entre les deux, le métal ne semble pas "mangé" et parfos je crois deviner des lignes proches parallèles au tranchant. Les zones intermédiaires (censées être élastiques c-à-d trempée comme un ressort, de l'ordre de 45 HRc) sont elles assez dures pour fournir un tranchant correct si un jour la zone trempée a disparu après de multiples affûtages? Le tranchant du "Franquelin" semble avoir deux lignes de trempe, la seconde est moins prononcée (une trempe précédente à la dernière) mais fait 7 mm de haut: pas loin des 8 mm de goop sauf que... Pour garder du goop solide dans le bac de 8 mm, j'ai fait chaque fois les deux premières trempes dans le bac de 12 mm. Alors est-ce un début de solution? Je veux dire que 8 mm de goop trempe une hauteur de 2..3 mm et 12 7 mm. En gros on "perd" 5 mm de hauteur de trempe dans le goop.
Je vais encore polir au touret les lames avec la pâte verte et mettre cela sous le microscope. Peut-être pourrai-je faire quelque chouette photo pour ici.