04-MAR-2020
Lames à -18°C de 19h48 hier à 5h55 aujourd'hui, soit encore 10h43.
La lame en 90MCV8 "tire" beaucoup à gauche, celle en 100Cr6 un chouilla, aussi à gauche.

90MCV8 à gauche, 100Cr6 à droite: les deux dévient vers la gauche.
Les aciers me
semblent bien trop mous. J'ai encore testé leur dureté
avec mon "Kipawa" en essayant de couper des copeaux de 90MCV8 et de
100Cr6. Non seulement c'est possible, mais j'ai aussi pu observer de
toutes petites encoches déformées sur le tranchant du
"Kipawa" et un mini pli le long du fil. Cela prouve
définitivement que là encore l'acier est moins dur sur ce
Kipawa austénisé par induction que ce que je fais
d'habitude au four ou à la forge, qui a plutôt tendance
à s'ébrécher (casse et non pas de pli). Bref
l'induction ne semble pas austéniser de façon optimale
l'XC100, le 90MCV8 et le 100Cr6.
J'ai décidé de ne pas enlever la couche supérieure d'acier sur les deux lames (afin de vérifier la dureté dans une zone moins décarburée) considérant que ce serait sans doute une perte de temps. Mais j'ai poursuivi autrement. Voilà ce que j'ai fait
- impossible de redresser les lames même avec un gros marteau de 800 g sur l'enclume (j'avais commencé avec 100 jusqu'à 500 g sur du bois): elles semblent vraiment avoir été trempées comme un ressort
- j'ai austénisé une fois de plus la lame en 90MCV8 avec l'induction pour la redresser à chaud sur l'enclume. J'ai laissé celle en 100Cr6 telle quelle.
- j'ai augmenté la drasticité du milieu de trempe en diluant 5% de sel de table dans l'eau (5% de la masse d'eau en sel)
- j'ai refait 3 trempes sélectives supplémentaires mais sur 8.5 mm d'eau au lieu de 7
- 90MCV8 eau à 19, 22 et 26°C
- 100Cr6 eau à 30, 32 et 34°C
- chaque fois dès que le dos était noir (500°C) j'ai redressé au marteau de 500 g sur l'enclume les petits défauts. Le 100Cr6 était beaucoup plus stable, presqu'aucune correction (moins d'austénite transformée en martensite?). Le 90MCV8 s'est pas mal déformé à la 4ème trempe puis bien moins sur la 5 et la 6
- j'ai vérifié que la trempe avait prise avec un lime demi-douce. Ce fut le cas 6 fois sur 6.
- j'ai noté la nouvelle position de la pointe: chaque fois la pointe est encore remontée prouvant la formation supplémentaire de martensite qui "poussait" le long du tranchant. Les moitiés avant des deux dos de lames sont au dessus de l'horizontale à présent (façon Nessmuk si ça vous cause). Pas d'atténuation en vue. Faudrait-il faire encore davantage de termpes pour voir si le phénomème se calme au bout d'un nombre déterminé de cycles?
- stockage à -18°C
- sortie au bout de 1h19 pour le 90MCV8 et 1h04 pour le 100Cr6
- mesure de dureté avec mes lames de dureté connue: 62 HRc pour le 90MCV8 et 60 HRc pour le 100Cr6 (on est loin des 65 HRc théoriques)
- 1 h à 150°C au four de cuisine avec thermomètre séparé étalonné
- refroidissement brusque dans de l'eau de pluie à 13°C
- retour à -18°C à 21h27 jusqu'au lendemain
90MCV8: au bout de 3 trempes la pointe est remontée de 5 mm puis de 1 mm pour chaque trempe suivante. Total 8 mm!
100Cr6: au bout de 3 trempes la pointe est remontée de 4 mm puis de 1 mm pour les trempes 4 et 6 mais 2 mm pour la 5. Total 8 mm aussi.
Le 100Cr6 réagit beaucoup moins bien à l'austénisation par induction. Il lui faut sans doute bien plus de temps pour que les éléments entrent en solution.
Cela correspond aussi à mon expérience avec le four. De deux lames identiques, j'aurai laissé celle en 100Cr6 austéniser plus longtemps que celle
en 90MCV8.
J'ai décidé de ne pas enlever la couche supérieure d'acier sur les deux lames (afin de vérifier la dureté dans une zone moins décarburée) considérant que ce serait sans doute une perte de temps. Mais j'ai poursuivi autrement. Voilà ce que j'ai fait
- impossible de redresser les lames même avec un gros marteau de 800 g sur l'enclume (j'avais commencé avec 100 jusqu'à 500 g sur du bois): elles semblent vraiment avoir été trempées comme un ressort
- j'ai austénisé une fois de plus la lame en 90MCV8 avec l'induction pour la redresser à chaud sur l'enclume. J'ai laissé celle en 100Cr6 telle quelle.
- j'ai augmenté la drasticité du milieu de trempe en diluant 5% de sel de table dans l'eau (5% de la masse d'eau en sel)
- j'ai refait 3 trempes sélectives supplémentaires mais sur 8.5 mm d'eau au lieu de 7
- 90MCV8 eau à 19, 22 et 26°C
- 100Cr6 eau à 30, 32 et 34°C
- chaque fois dès que le dos était noir (500°C) j'ai redressé au marteau de 500 g sur l'enclume les petits défauts. Le 100Cr6 était beaucoup plus stable, presqu'aucune correction (moins d'austénite transformée en martensite?). Le 90MCV8 s'est pas mal déformé à la 4ème trempe puis bien moins sur la 5 et la 6
- j'ai vérifié que la trempe avait prise avec un lime demi-douce. Ce fut le cas 6 fois sur 6.
- j'ai noté la nouvelle position de la pointe: chaque fois la pointe est encore remontée prouvant la formation supplémentaire de martensite qui "poussait" le long du tranchant. Les moitiés avant des deux dos de lames sont au dessus de l'horizontale à présent (façon Nessmuk si ça vous cause). Pas d'atténuation en vue. Faudrait-il faire encore davantage de termpes pour voir si le phénomème se calme au bout d'un nombre déterminé de cycles?
- stockage à -18°C
- sortie au bout de 1h19 pour le 90MCV8 et 1h04 pour le 100Cr6
- mesure de dureté avec mes lames de dureté connue: 62 HRc pour le 90MCV8 et 60 HRc pour le 100Cr6 (on est loin des 65 HRc théoriques)
- 1 h à 150°C au four de cuisine avec thermomètre séparé étalonné
- refroidissement brusque dans de l'eau de pluie à 13°C
- retour à -18°C à 21h27 jusqu'au lendemain
90MCV8: au bout de 3 trempes la pointe est remontée de 5 mm puis de 1 mm pour chaque trempe suivante. Total 8 mm!
100Cr6: au bout de 3 trempes la pointe est remontée de 4 mm puis de 1 mm pour les trempes 4 et 6 mais 2 mm pour la 5. Total 8 mm aussi.
Le 100Cr6 réagit beaucoup moins bien à l'austénisation par induction. Il lui faut sans doute bien plus de temps pour que les éléments entrent en solution.
Cela correspond aussi à mon expérience avec le four. De deux lames identiques, j'aurai laissé celle en 100Cr6 austéniser plus longtemps que celle
en 90MCV8.
05-MAR-2020
Lames à -18°C de 21h27 hier à 17h28 aujourd'hui, soit encore 20h01.
J'ai remis les lames à 150°C au four de cuisine pendant une heure. En sortie, refroidissement brusque dans de l'eau de pluie à 16°C et retour à -18°C à 18h48.
06-MAR-2020
Lames à -18°C de 18h48 hier à 5h36 aujourd'hui, soit encore 10h48.
J'ai ramené les lames au boulot pour les sabler à la pause. Vue la quantité de calamine au fond du bac de trempe, il subsiste un espoir d'une zone décarburée et donc de trouver du métal plus dur en dessous. Ce sera donc la prochaine étape: passer au backstand et amincir l'acier au moins dans la zone du tranchant. Puis passer le tout au perchlo afin de "voir" ce qui se cache sous cette variante bizarre de trempe.
08-MAR-2020
Sortie du back: j'ai repris les émoutures des deux lames pour enlever la couche supérieure de métal: bande de 120 neuve puis 220, 400 et 800 (avec liège). Polissage aux disques Sisal, coton et flanelle avec pâte noire, verte et blanche. Dégraissage puis 4 attaques de 5 minutes au perchlo pas neuf mais tiède avec neutralisation et polissage à la paille de fer entre chaque bain.
Le tranchant du 90 MCV8 est passé à 0,40..0,54 mm du ricasso à la pointe, la pointe à 0,62 mm et la masse à 36 g
Tranchant 100Cr6 0,41..0,61 mm de la pointe au ricasso, pointe à 0,47 mm masse 38 g.
09-MAR-2020
J'ai un peu forgé ce soir en poursuivant ce que j'avais commencé à la journée portes ouvertes de la forge associative locale
- allongement de la branche de la première moitié de la pince coudée faite dans un tirant de ma maison Phénix
- début de forge de la seconde branche mais avant j'ai meulé 3/4 du filetage
- suite de la plane avec allongement et arrondissement de la soie la plus courte et début d'émouture, mais avant j'ai meulé aux 2/3 les stries de la lime d'origine
Avec la plane très longue et ma forge à gaz non débouchante, il est difficile de chauffer le corps de la plane sans risquer de faire brûler les fines soies. J'aurai dû y songer lorsque je chauffais au charbon. Le foyer ouvert permet de placer n'importe quelle partie de matière d'oeuvre dans n'importe quel ordre dans le foyer. Avec ma forge non débouchante faut réfléchir avant. Le mieux serait que je fasse une sortie à l'arrière de la forge aussi, sortie à boucher la plupart du temps.
A propos de charbon, pendant les premières chauffes, les pièces sentaient encore le charbon et le coke utilisés à la JPO. Je trouve que la forge à gaz a des avantages indéniables sur une forge à charbon: contrôle de la température, fumée et odeur pour soi et les voisins, fatigue si on doit faire tourner la soufflante à la main. Elle a aussi des inconvénients au point qu'il faut avoir les deux dans certains cas, mais je crois que son bilan global est meilleur.
Retour aux "Bujeault" austénisés par induction et aux trempes multiples. J'ai voulu faire des photos mais les lames ont changé d'aspect depuis la révélation d'hier (oxydation?). Un coup de pâte Autosol à polir les chromes (de mes Béhèmes), bof, un coup de gomme pour métaux oxydés, bof aussi, finalement polissage avec du P2500 et de l'eau.

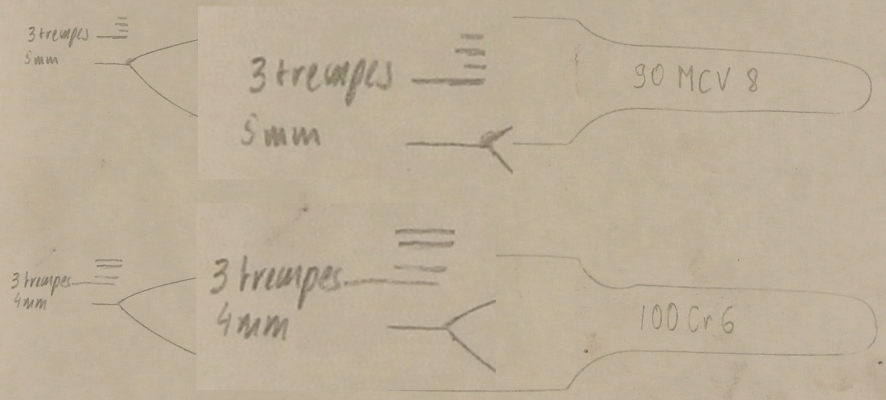
En haut 90MCV8: on distingue un peu la ligne de trempe, toute la hauteur de lame semble trempée (à quel point? Je ne sais pas). Mais j'ai bien remarqué
avec mes mesures de dureté toute relative que le dos est presque aussi dur que le tranchant. La pointe est blanche, comme non trempée. Les fibres se
rassemblent vers la pointe, preuve de la forge.
En bas 100Cr6: ici la zone trempée contraste mieux avec le haut de la lame. L'espèce de réseau fibré un peu façon Wootz se rassemble aussi vers la
pointe, preuve de la forge. La pointe est encore blanche. Derrière la pointe il y a comme un "noeud" que je ne m'explique que par un défaut dans la bague
du roulement à l'origine.

En haut 90MCV8: comme au dessus, mais avec un réseau façon Wootz un peu plus visible.Lames à -18°C de 21h27 hier à 17h28 aujourd'hui, soit encore 20h01.
J'ai remis les lames à 150°C au four de cuisine pendant une heure. En sortie, refroidissement brusque dans de l'eau de pluie à 16°C et retour à -18°C à 18h48.
06-MAR-2020
Lames à -18°C de 18h48 hier à 5h36 aujourd'hui, soit encore 10h48.
J'ai ramené les lames au boulot pour les sabler à la pause. Vue la quantité de calamine au fond du bac de trempe, il subsiste un espoir d'une zone décarburée et donc de trouver du métal plus dur en dessous. Ce sera donc la prochaine étape: passer au backstand et amincir l'acier au moins dans la zone du tranchant. Puis passer le tout au perchlo afin de "voir" ce qui se cache sous cette variante bizarre de trempe.
08-MAR-2020
Sortie du back: j'ai repris les émoutures des deux lames pour enlever la couche supérieure de métal: bande de 120 neuve puis 220, 400 et 800 (avec liège). Polissage aux disques Sisal, coton et flanelle avec pâte noire, verte et blanche. Dégraissage puis 4 attaques de 5 minutes au perchlo pas neuf mais tiède avec neutralisation et polissage à la paille de fer entre chaque bain.
Le tranchant du 90 MCV8 est passé à 0,40..0,54 mm du ricasso à la pointe, la pointe à 0,62 mm et la masse à 36 g
Tranchant 100Cr6 0,41..0,61 mm de la pointe au ricasso, pointe à 0,47 mm masse 38 g.
09-MAR-2020
J'ai un peu forgé ce soir en poursuivant ce que j'avais commencé à la journée portes ouvertes de la forge associative locale
- allongement de la branche de la première moitié de la pince coudée faite dans un tirant de ma maison Phénix
- début de forge de la seconde branche mais avant j'ai meulé 3/4 du filetage
- suite de la plane avec allongement et arrondissement de la soie la plus courte et début d'émouture, mais avant j'ai meulé aux 2/3 les stries de la lime d'origine
Avec la plane très longue et ma forge à gaz non débouchante, il est difficile de chauffer le corps de la plane sans risquer de faire brûler les fines soies. J'aurai dû y songer lorsque je chauffais au charbon. Le foyer ouvert permet de placer n'importe quelle partie de matière d'oeuvre dans n'importe quel ordre dans le foyer. Avec ma forge non débouchante faut réfléchir avant. Le mieux serait que je fasse une sortie à l'arrière de la forge aussi, sortie à boucher la plupart du temps.
A propos de charbon, pendant les premières chauffes, les pièces sentaient encore le charbon et le coke utilisés à la JPO. Je trouve que la forge à gaz a des avantages indéniables sur une forge à charbon: contrôle de la température, fumée et odeur pour soi et les voisins, fatigue si on doit faire tourner la soufflante à la main. Elle a aussi des inconvénients au point qu'il faut avoir les deux dans certains cas, mais je crois que son bilan global est meilleur.
Retour aux "Bujeault" austénisés par induction et aux trempes multiples. J'ai voulu faire des photos mais les lames ont changé d'aspect depuis la révélation d'hier (oxydation?). Un coup de pâte Autosol à polir les chromes (de mes Béhèmes), bof, un coup de gomme pour métaux oxydés, bof aussi, finalement polissage avec du P2500 et de l'eau.
En haut 90MCV8: on distingue un peu la ligne de trempe, toute la hauteur de lame semble trempée (à quel point? Je ne sais pas). Mais j'ai bien remarqué
avec mes mesures de dureté toute relative que le dos est presque aussi dur que le tranchant. La pointe est blanche, comme non trempée. Les fibres se
rassemblent vers la pointe, preuve de la forge.
En bas 100Cr6: ici la zone trempée contraste mieux avec le haut de la lame. L'espèce de réseau fibré un peu façon Wootz se rassemble aussi vers la
pointe, preuve de la forge. La pointe est encore blanche. Derrière la pointe il y a comme un "noeud" que je ne m'explique que par un défaut dans la bague
du roulement à l'origine.
En bas 100Cr6: un peu en biais du "noeud" de l'autre côté, une zone blanche non trempée (le même défaut?). Ici les fibres semblent perpendiculaires au
tranchant par endroit alors que c'est parallèle partout ailleurs, sur l'autre lame aussi.
Pourquoi les
pointes sont elles blanches et donc apparemment très mal
trempées? Bien que je commence l'immersion par la pointe,
peut-être que celle-ci perd trop de chaleur entre induit et bain
de trempe à cause de la température trop faible? C'est
pourtant contraire à tout ce que la science nous indique, en
terme de trempabilité, et qui explique aussi la dureté
élevé du dos de lame en 90MCV8 pourtant non
trempé. L'autre possibilité c'est mon induit trop court:
pointe et ricasso sont déjà trop loin de l'influence
magnétique de la première et dernière spire. Je
pensais cependant qu'avec la conductibilité thermique et le
temps assez long dans l'induit la pointe serait
austénisée à la longue. Me suis-je trompé?
Je vous ai souvent parlé du chrome qui augmente la trempabilité. Revenons aux compositions
- le 90MCV8 vient des poubelles de mon usine, on l'achète chez Präziflach et j'ai donc une composition précise C-0.9 Mn-2 Cr-0.4 V-0.1
- le 100Cr6 est inconnu alors j'ai pris les valeurs moyennes de la littérature C-1 Mn-0.35 Cr-1.5
Il faut savoir que le manganèse a une propension encore plus élevée que le chrome pour augmenter la trempabilité. Voici deux graphes trouvés en ligne. Peu importe l'exactitude, ce qui m'intèresse ce sont les valeurs relatives entre Mn et Cr. Le manganèse fait un peu mieux que le chrome.
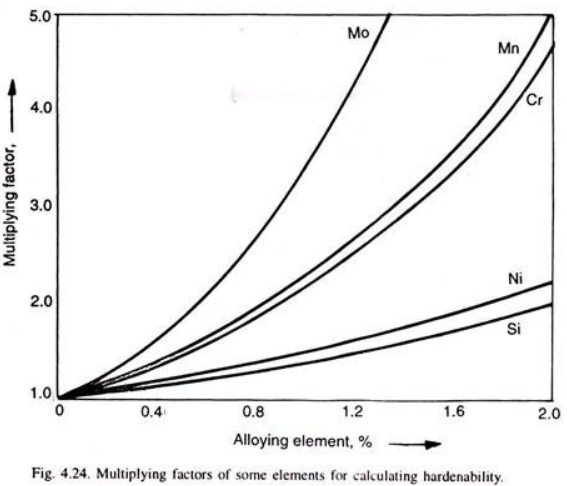
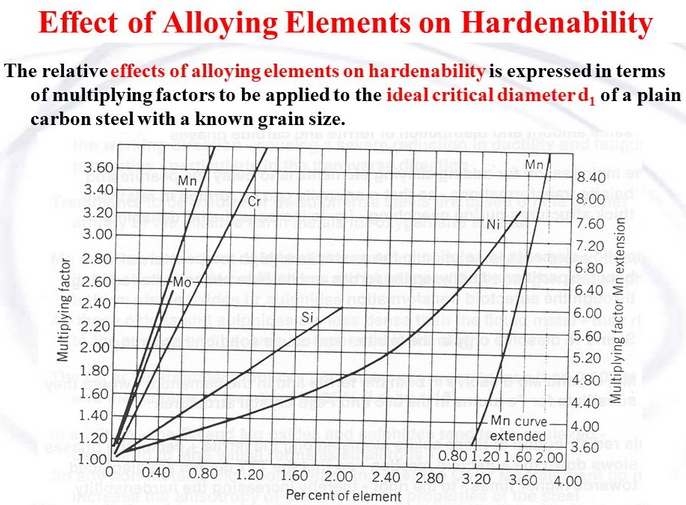
90MCV8: 2% de Mn: facteur 5 ou 3.80, 0.4% de Cr: facteur 1.3 ou 1.9.
100Cr6: 0.35% de Mn: facteur 1.2 ou 2.10, 1.5% de Cr: facteur 3.3 ou >4.
Je vous ai souvent parlé du chrome qui augmente la trempabilité. Revenons aux compositions
- le 90MCV8 vient des poubelles de mon usine, on l'achète chez Präziflach et j'ai donc une composition précise C-0.9 Mn-2 Cr-0.4 V-0.1
- le 100Cr6 est inconnu alors j'ai pris les valeurs moyennes de la littérature C-1 Mn-0.35 Cr-1.5
Il faut savoir que le manganèse a une propension encore plus élevée que le chrome pour augmenter la trempabilité. Voici deux graphes trouvés en ligne. Peu importe l'exactitude, ce qui m'intèresse ce sont les valeurs relatives entre Mn et Cr. Le manganèse fait un peu mieux que le chrome.
90MCV8: 2% de Mn: facteur 5 ou 3.80, 0.4% de Cr: facteur 1.3 ou 1.9.
100Cr6: 0.35% de Mn: facteur 1.2 ou 2.10, 1.5% de Cr: facteur 3.3 ou >4.
Si on ajoute les
pourcentages de Mn et de Cr pour chaque alliage en approximant leur
influence comme étant égale, ça fait 2.4%
d'alliage favorisant la trempabilité pour le 90MCV8 et 1.85%
pour le 100Cr6. Bref le 90MCV8
devrait tremper à l'air mieux que le 100Cr6 (meilleure
trempabilité) et on a logiquement plus de temps pour atteindre
le milieu de trempe qu'avec le 100Cr6 (ou on trempe plus
profondément). J'ai alors cherché les courbes TTT de ces
deux aciers, dont j'ai trouvé deux exemplaires sur le site de Knife Steel Nerds.
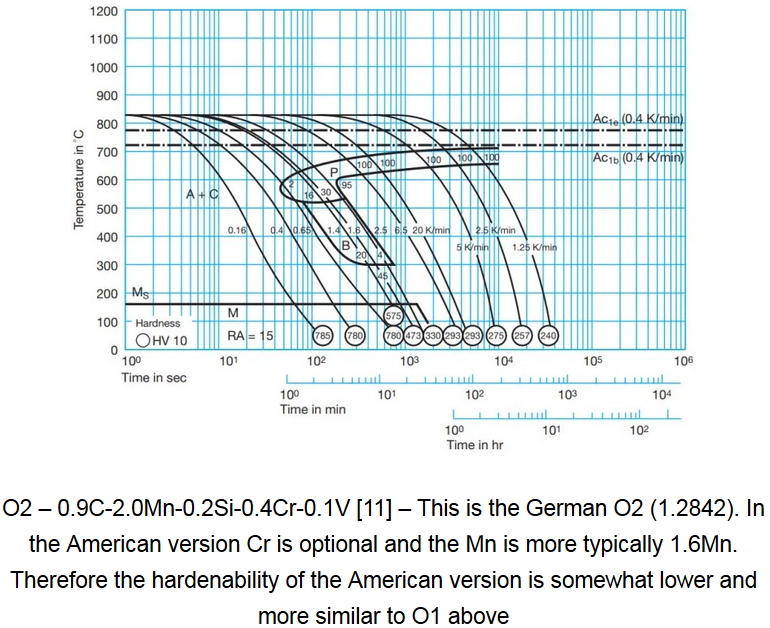

90MCV8/1.2842/O2: 45 s pour passer sous le "nez" perlitique vers 600°C.
100Cr6/1.3505/52100 8 s pour passer sous les 600°C du "nez" (je ne sais pas d'où viennent les 20 s citées).
90MCV8/1.2842/O2: 45 s pour passer sous le "nez" perlitique vers 600°C.
100Cr6/1.3505/52100 8 s pour passer sous les 600°C du "nez" (je ne sais pas d'où viennent les 20 s citées).
Tout cela pour
vous dire que les observations de formation de martensite et de mesure
de dureté sont tout à fait conformes à ce qu'annonce la théorie en fait. J'ai
ressorti mes lames de couteaux aux duretés connues et j'ai encore
essayé au mieux de rayer les lames ou de planter la pointe
pour voir si elle mord ou patine, j'en arrive à
- 58..59 HRc sur le 100Cr6 (après trempe j'avais 60 HRc sur la peau externe et environ 56..57 après les revenus)
- 61..62 HRc sur le 90MCV8 (après trempe j'avais 62 HRc sur la peau externe et environ 59..60 après les revenus)
J'ai donc "l'impression" (oui c'est dur sans instrument de mesure précis et juste son feeling)
- qu'il y a bien une couche de surface décarburée
- que le 100Cr6 perd plus de dureté entre trempe et revenu que le 90MCV8.
10-MAR-2020
Que faire des deux lames? En toute logique je devrai les plier dans l'étau pour voir si ça casse ou pas, la gueule de la cassure etc. On pourrait espérer voir si au coeur la martensite remonte plus haut que sur les bords extérieurs, comme l'affirme Ed Fowler, faisant une sorte d'effet d'acier laminé. Bien entendu je n'en ai pas le courage. Peut-être dans le futur. Je pense que je vais essayer d'en faire des couteaux afin de pouvoir tester le comportement de ces aciers ainsi trempés
En taillant une lame de "Bujeault" dans mes bruts et en enlevant la partie de la pointe non trempée, j'arrive à y faire un "Bujeault" à 106% de la taille d'origine dans le 100Cr6 et 107 dans le 90MCV8. On verra.
Le soir j'ai encore forgé un peu
- suite de la plane en finissant un peu l'autre soie et en sortant encore un peu l'émouture avec début de planage
- suite de la seconde branche de la pince coudée, toujours pas à la longueur de la première
11-MAR-2020
En essayant encore de tester la dureté des lames de "Bujeault" avec la pointe de mon couteau de poche "Kipawa" (mon premier modèle austénisé par induction) je me suis aperçu que lui aussi avait la pointe non trempée, ou tout du moins avec une autre coloration/patine. J'ai alors essayé de couper le tranchant du "Kipawa" avec le tranchant d'un autre couteau en faisant patiner l'un sur l'autre les tranchants. Alors ça glisse jusqu'à ce que le couteau de référence arrive dans la zone de la pointe du "Kipawa" et se plante littéralement dans le métal, preuve que l'acier est moins dur à cet endroit. Sur ce couteau les spires de mon induit étaient plus rapprochées. Alors à présent, je tends à penser que la pointe refroidit trop vite entre la sortie de l'induit et le milieu de trempe, tout simplement.

Une zone triangulaire non trempée de la même taille que sur les deux autres
sur mon "Kipawa".
- 58..59 HRc sur le 100Cr6 (après trempe j'avais 60 HRc sur la peau externe et environ 56..57 après les revenus)
- 61..62 HRc sur le 90MCV8 (après trempe j'avais 62 HRc sur la peau externe et environ 59..60 après les revenus)
J'ai donc "l'impression" (oui c'est dur sans instrument de mesure précis et juste son feeling)
- qu'il y a bien une couche de surface décarburée
- que le 100Cr6 perd plus de dureté entre trempe et revenu que le 90MCV8.
10-MAR-2020
Que faire des deux lames? En toute logique je devrai les plier dans l'étau pour voir si ça casse ou pas, la gueule de la cassure etc. On pourrait espérer voir si au coeur la martensite remonte plus haut que sur les bords extérieurs, comme l'affirme Ed Fowler, faisant une sorte d'effet d'acier laminé. Bien entendu je n'en ai pas le courage. Peut-être dans le futur. Je pense que je vais essayer d'en faire des couteaux afin de pouvoir tester le comportement de ces aciers ainsi trempés
En taillant une lame de "Bujeault" dans mes bruts et en enlevant la partie de la pointe non trempée, j'arrive à y faire un "Bujeault" à 106% de la taille d'origine dans le 100Cr6 et 107 dans le 90MCV8. On verra.
Le soir j'ai encore forgé un peu
- suite de la plane en finissant un peu l'autre soie et en sortant encore un peu l'émouture avec début de planage
- suite de la seconde branche de la pince coudée, toujours pas à la longueur de la première
11-MAR-2020
En essayant encore de tester la dureté des lames de "Bujeault" avec la pointe de mon couteau de poche "Kipawa" (mon premier modèle austénisé par induction) je me suis aperçu que lui aussi avait la pointe non trempée, ou tout du moins avec une autre coloration/patine. J'ai alors essayé de couper le tranchant du "Kipawa" avec le tranchant d'un autre couteau en faisant patiner l'un sur l'autre les tranchants. Alors ça glisse jusqu'à ce que le couteau de référence arrive dans la zone de la pointe du "Kipawa" et se plante littéralement dans le métal, preuve que l'acier est moins dur à cet endroit. Sur ce couteau les spires de mon induit étaient plus rapprochées. Alors à présent, je tends à penser que la pointe refroidit trop vite entre la sortie de l'induit et le milieu de trempe, tout simplement.
Une zone triangulaire non trempée de la même taille que sur les deux autres
sur mon "Kipawa".
Alors pour
l'instant la solution pour avoir une pointe trempée, c'est de
tailler une lame plus petite dans les bruts trempés en
évitant cette zone. Comme les "Bujeault" sont des prototypes de
test, je ne vais pas sacrifier de beaux morceaux de bois monobloc. Je
vais en faire à partir de carrelets plus petits issus de mes
chutes de chez FTFI. Alors j'ai sélectionné deux morceaux
de bois serpent, deux autres d'amarante et une grande planchette de ce
qui semble être du bois bagasse pour faire la partie centrale
dans laquelle sera creusée la forme complémentaire de la
soie.
J'ai repris la forge ce soir. Pendant que la forge chauffait, j'ai vu que la soie la plus fine de la plane avait une large fissure transversale tout près du corps principal.
- mise à la longueur de la seconde moitié de pince coudée
- un peu de finition pour arrondir les deux branches
- un peu de plat frappé dans la zone de l'axe de la pince
- suite du planage de la plane et en voulant redresser la soie fine, elle a cassé nette. Damned!
- j'ai mis ces deux pièces en recuit dans les cendres (je vais tacher de ressouder et de faire au mieux)
J'ai encore beaucoup relu des articles sur l'austénisation et le magnétisme sur le site Knife Steel Nerd, notamment sur les durées d'attente au delà de points de transformation (Ac1 et Ac3) en fonction de la vitesse de chauffe et de la structure cristalline (martensitique, perlitique, sphéroïdale). Je continue à digérer et internaliser de mieux en mieux après toutes ces années et mes reflexions. Je crois que mon système d'induction ne peut rien donner de bon avec du 100Cr6. Le 90 MCV8 semble avoir des propriétés de cinétique plus favorables tout en restant loin de l'idéal. Ces deux couteaux sont sans doute loin de mes voeux d'aspiration à l'absolue perfection métallographique. Mais on va faire l'imbécile heureux et continuer un peu. C'est drôle de penser qu'on est à 50% du potentiel maximal et que ça peut bien faire le job tout de même.
16-MAR-2020
Une heure de plus pour rentrer à cause de ce put**n de coronavirus. Des bouchons à la frontière allemande à chaque pont que j'ai croisé sur ma route. Non pas que j'y allais, mais tous les autres, si. Et tout ça pour trouver un magasin vide, dévalisé, pas une miette de pain à se mettre sous la dent. Bref pour vider la rage, j'ai forgé un peu.
Afin de faire un petit poinçon pour taper le trou de ma pince coudée, j'ai forgé un petit outil dans un bout de ressort avec diamètre de fil de 6 mm. C'est pas gros, mais ça va vite: on redresse et on affine... Je finirai la pointe au bac (avant les traitements thermiques) un autre jour.
Ensuite j'ai poncé à plat au P60 puis P80 les faces à encoller de mes deux morceaux de bois serpent et d'amarante pour les manches des deux "Bujeault" en souffrance. Décireur, puis colle à bois type D3 et 4 serre-joints pinces sur chaque paire. Un de mes deux plus gros serre-joints pince de chez pas cher à casser: devant, là où il y a la petite palette articulée. D'abord une puis en essayant de la réutiliser immédiatement après, l'autre. Ça prouve une fois de plus la qualité dans le temps de tous ces petits outils fabriqués à bas prix. Le pire c'est que la variante de bonne qualité qu'ils ont dû copier il y a 40 ans a disparu du marché aujourd'hui. Je vais donc devoir racheter exactement la même (dans un lot de 12 aux tailles différentes).
17-MAR-2020
Sortie des presses, avec la scie à ruban, coupe à la longueur et en deux des blocs reconstitués de bois serpent et d'amarante. Puis ponçage à plat des faces au P60 puis P80 (en tirant vers soi uniquement; un vieux truc de Nick Wheeler appris sur le Net il y a bien longtemps). Le "Bujeault" à 106% en 100Cr6 sera pour l'amarante et le 107% en 90MCV8 pour le bois serpent.
18-MAR-2020
Voilà, premier jour de ma vie à faire du télé-travail. Alors le gros avantage c'est que je me lève à 7h00 au lieu de 5h30, je n'ai pas 1h15 pour l'aller et 1h15 pour le retour, la voiture ne prend pas 125 km, 5 litres de gazole ne passent par le pot et moi je récupère autant de temps de loisir. Par contre, je vis seul depuis 2013 maintenant et la solitude me pèse souvent. Alors me voilà servi. J'aurai ma fille la semaine prochaine.
Donc après mes heures de bureau, un peu d'exercice et coutellerie. J'ai retaillé les lames austénisées par induction en "Bujeault" de 106 et 107% de l'original au back en prenant soin de bien refroidir. Je suis assez fier de moi car il n'y pas eu la moindre coloration (faut des bandes neuves bien affûtées). Ensuite j'ai affiné les soies trop larges à l'origine. Par contre les deux congés entre soie et lame ne s'arrêtent pas au même endroit. C'est ma faute je n'ai pas fait attention. Il me faudra rattraper cela, demain sans doute. Je vais aussi encore un peu diminuer la hauteur de la soie sur la seconde moitié.
Puis j'ai poncé à plat la planchette en bois bagasse qui servira à faire la partie centrale des manches: toujours miroir et P60 puis P80. Ensuite j'ai dégrossi les contours à la scie à chantourner. Fin pour aujourd'hui.
19-MAR-2020
J'ai repris au back les soies des deux "Bujeault" pour les amincir. Puis j'ai aligné au mieux les deux congés de raccordement entre soie et lame. Ensuite j'ai laborieusement transféré la forme de la soie sur papier, découpé le papier et reporté le contour du papier sur l'entretoise de bois bagasse. Suite en découpant à la scie à chantourner et finition à la lime demi-douce. Fin de la séance avec collage de la première face sur les plaquettes respectives à la colle à bois type D3 et mise sous presses.
20-MAR-2020
Journée de télé travail, tonte de pelouse (avec affûtage de la lame pour la saison le back étant de sortie!) et récupération de ma fille, ça laisse peu de temps pour les lames. J'ai juste sorti les demi-manches des presses pour m'apercevoir que je m'étais planté sur celui en bois serpent: au façonnage je ne vais pas me retrouver avec la zone la plus veinée. Punaise! Deux pièces similaires et j'arrive déjà à me planter sur une!
J'ai percé les soies pour y mettre un rivet laiton de 2 mm. Test avec fôret HSS normal: ça part mal. Le 100Cr6 et le 90MCV8 encore plus, trempent à l'air, rien à faire et un recuit basique ne sert à rien ou si peu. Mon idée de départ, c'était de chauffer très localement la soie avec mon chauffage par induction (et percer pendant que c'est chaud/mou) mais la pompe à eau a rendu l'âme. Démontage (enfin découpage à la Dremel) pour voir si c'était dû au dernier bain salé. Mais il ne semble pas. La construction de cette pompe chinoise très low tech ne semble pas compatible avec le milieu aquatique. C'est ballot pour une pompe à eau... Pas de chauffe très locale donc, alors tentative avec un fôret carbure en y allant très doucement et progressivement. Ça a très bien marché! J'ai fait les chanfreins avec un fôret carbure de 5 mm (pété hélàs; mais bien avant). Perçage d'une moitié de manche avec la soie comme guide puis reperçage à 2.1 mm, comme toujours dans le bois, une surcôte de 0.1 mm est nécessaire.
21-MAR-2020
J'ai façonné au back la forme avant grossière des demi manches des "Bujeault". Ensuite j'ai diminué l'épaisseur de l'entretoise centrale en bois bagasse au back jusqu'à arriver à l'épaisseur de la lame respective. J'ai fini cette opération à la main avec abrasif sur miroir mais impossible d'avoir des faces opposées parfaitement jointives. D'habitude j'y arrive mais impossible aujourd'hui et cela sur les deux! J'ai collé l'ensemble à la colle type D avec mise sous presses fortes pour compenser les déafauts de planéité.
Ensuite j'ai repris un peu les lames à la main avec limes et abrasifs. Celle en 100Cr6 avait accidentellement frotté le back équipé P120 en haut de l'émouture et celle en 90MCV8 avait une petite surépaisseur juste derrière le ricasso. J'ai aussi fait des encoches à la lime queue de rat dans les soies. Malgré l'impossibilité de les percer avec des fòrets HSS conventionnels, ça allait à la lime. Bizarre.
J'ai refait l'attaque chimique au perchlo sur celle en 100Cr6: 2 x 5 min dans du perchlo tiède avec neutralisation subséquente et ponçage fin au P2500 à l'eau. Petit polissage à la pâte à polir les métaux domestiques pour finir.
22-MAR-2020
J'ai dégrossi le contour des manches des "Bujeault" au back. M'y suis pris comme une tanche puisque j'ai enlevé un petit millimètre de trop à l'avant du manche du "Bujeault" à 106% en 100Cr6: le petit décrochement entre lame et soie est visible hors du manche. Ça donne un genre. J'ai enesuite ramené l'épaisseur des manches à environ 14 mm. Ensuite j'ai mis des chanfreins à 45 puis à 22.5 et 67.5° tout autour sauf à l'avant où j'ai mis un chanfrein à 35°. J'ai repris un peu les faces avant pour enlever la couleur brûlée du bois mais j'ai renoncé pour ne pas faire "apparaitre" ne plus de soie. En ecrivant ces quelques lignes je m'aperçois que j'aurai dû donner une section légèrement conique aux manches vus de face (pour y faire à la fin une section en forme d'oeuf pointe en bas). On verra si j'ai assez de courage dans le futur pour reprendre cela.
J'ai profité du back pour façonner le poinçon de 6 mm forgé dans un ressort, avec lequel je compte taper le trou pour l'axe de ma pince coudée. Le métal sain remontant à la surface, je me suis aperçu que j'avais très mal forgé la pointe: il y avait un pli dans le métal sur une grande longueur, j'ai dû éliminer une grande partie de métal de la pointe pour revenir à un corps intègre. Encore une leçon à retenir.
23-MAR-2020
J'ai recommandé une nouvelle petite pompe à eau, la même que l'autre fois. Dieu seul sait quand elle arrivera... Allez faut les sortir ces deux "Bujeault" et passer à autre chose.
- Gravure des logos
- reprise des manches avec section ovoïde préparée
- retouche de l'avant à P220 et 400 (encore de la matière qui recule et une soie de plus en plus apparente, sur les deux cette fois!)
- polissage de l'avant des manches au disque coton et pâte 40 microns spéciale bois
- préparation de rivets de 2 mm en laiton
- collages manches à l'époxy, mise en place grace aux rivets
- essuyage des excès, sortie des rivets
- bouchage des trous avec du ruban adhésif
- ajout d'époxy supplémentaire entre manche et soie
- dernier essuyage à l'acétone
24-MAR-2020
On m'annonce la pompe à eau pour le 9 mai très précisément! C'est bô...
J'ai préparé un peu d'époxy noire avec une pointe de peinture céramique et j'ai comblé les jours entre lames et manches des "Bujeault" suivi d'un petit essuyage des excès.
D'abord au back, puis finalement à la meuleuse d'angle, j'ai un peu dégrossi ma plane en souffrance. J'en ai profité pour mesurer l'angle du biseau de mes ciseaux à bois chinois: 22° semble-t-il. Je comptais y mettre 20° mais 22° c'est peut-être mieux (les ciseaux chinois sont dans un acier sacrément dur malgré la qualité médiocre du bois des manches).
25-MAR-2020
J'ai dégrossi à la râpe, puis aux limes plate batarde et demi-ronde demi-douce les deux manches des "Bujeault" en souffrance. 45 minutes. Il y a un certain plaisir à travailler le bois avec des outils à main: on voit les formes prendre naissances doucement tout en étant plutôt efficace car les outils enlèvent pas mal de matière malgré tout. La lime est sans doute la fraiseuse à main la plus sous-estimée de tous les outils. Un peu pour tous les jours en ces heures de confinement. Demain on tachera de poncer et on sera presque au bout.
26-MAR-2020
Pas eu beaucoup de temps pour avancer aujourd'hui car j'ai dû aider ma fille à faire ses exercices de physique. Période, fréquence et longueur d'onde...
Bref j'ai commencé à poncer à la main les deux manches de "Bujeault". Ils sont à présent bien agréables en main mais il faut encore des finitions.
J'ai également réfléchi à que faire du brut en ressort de BMW que j'avais fait à la JPO de la forge associative et dont le cul avait brûlé dans la forge. Pekka Tuominen a publié il y a quelques jours des photos d'une lame brute après plusieurs étapes et sur un fond en papier millimétré. C'est une petite lame annocée à 70 mm (75 en réalité) pour un puukko en port au cou. Je vais retailler grossièrement mon brut dans cette forme, peaufiner à la forge et y mettre le manche du Mora Eldris. J'ai également un morceau d'os (de bovin je suppose) trouvé un jour dans ma pelouse (un clébard je suppose après en avoir sucé la moelle). Je vais essayer d'en faire la ferule de ce puukko. Alors avec la meuleuse équipée d'un disque à tronçonner, j'ai retaillé le brut et découpé un bout d'os. J'ai façonné le contour grossièrement au back. Il faudra finir les travaux de forge avant de poursuivre: affiner, aplanir, égaliser, bref finitions quoi... Et puis tous les traitements thermiques! Trouver un nom pour ce projet. Depuis aujourd'hui je sais que je dois rester en télétravail au moins jusque fin avril. Ça nous fait environ 1h15 de temps libre en plus par jour, de quoi avancer si la motivation reste intacte. Aller on va l'avoir à l'usure ce virus de merde... On va faire ça sur une jambe comme dirait Ventura dans La Métamorphose Des Cloportes.
27-MAR-2020
J'en ai fait encore moins qu'hier car il a fallu ramené ma fille chez sa mère.
J'ai encore recoupé le morceau d'os pour faire la ferule du prochain puukko. J'ai décidé de l'appeler aussi "Caplan" comme tous mes autres puukko.
Quant aux manches de "Bujeault" j'ai essayé de boucher les pores et un joint collé non jointif avec de la cyanoacrylate qui avait hélàs fini par durcir (en 4 ou 5 ans). Mon voisin m'a filé de la cyano fraiche que j'ai mis sur le second manche. La suite demain.
28-MAR-2020
Suite et fin des manches. Bouchages supplémentaires à la cyano, ponçage 180, 320 et 600. Nettoyage au décireur. Chanfreins sur les trous des rivets. Mise en place des rivets en laiton avec un peu de cyano et matage en place. Reprise des petits accidents dus au matage aux abrasifs et polissage au disque coton avec la pâte 40 microns spéciale bois. Nouveau nettoyage au décireur.
Création d'un petit casse-goutte avec une lime ronde: les tranchants sont tout de même assez durs, et encore une fois je constate que le 90MCV8 est un poil plus dur que le 100Cr6.
Création du tranchant à 15° environ, à main levée avec la meule à eau.
Enduction des manches à l'huile
- 3 couches d'huile de tung diluée à 50% à la térébenthine (et 1.5% de siccatif)
- 2 couches d'huile de tung pure (avec 1.5% de siccatif)
29-MAR-2020
Dernière couche d'huile de tung pure (avec 1.5% de siccatif) sur les "Bujeault". Le siccatif accélère grandement le séchage, un peu de chaleur modérée aussi.
Deux couches de cire de carnauba appliquées au disque à polir.
Affûtage à la main aux pierres à eau Haïdu P180 et 280, à la pierre diamantée DMT 45 microns / P320 et finition au cuir avec pâtes 2 microns.
Deux couches de cire d'antiquaire appliquées à la main. Les numéros 100 et 101 sont sortis du bal. Faudra encore mettre à jour la galerie.
30-MAR-2020
Allumage de la forge et reprise du brut de puukko taillé dans le brut cramé dans le charbon lors de la JPO: j'ai remis tout cela en ligne, dans l'axe et à plat, bref des finitions. 3 normalisations à l'air pulsé (sortie d'aspirateur) et un recuit dans les cendres. Toutes les chauffes à la forge. Au fait le ressort est un avant de BMW 320d E46. Si ça va, je vais tenter une section rhombique (plus de matière au milieu qu'au dos de lame) à la Yrjö Puronvarsi.
J'ai profité de la forge pour tremper sélectivement à l'eau mon petit poinçon de 6 mm pour l'axe de mon projet de pince coudée. Premier revenu avec la chaleur résiduelle en visant le gorge de pigeon puis deux de plus à la forge en chauffant le cul, très léger. La lime patine mais pas tant que sur les fils issus des ressorts de bagnoles. Le petit ressort d'origine est sans doute destiné à des fonctions moins exigeantes.
J'ai encore allongé un peu les branches de ma pince coudée en puissance.
Pour le manche du "Caplan" à venir, j'ai changé d'idée. Par souci de simplicité et afin de rester dans l'esprit, ouste le précieux ébène, place à du chêne que je vais peut-être teinter en noir au brou de noix ou à la paille de fer dissoute dans le vinaigre blanc. Ferule en os de bovin et la lame traversante sera matée au cul sur un pommeau en laiton. Je vais aussi tacher d'y disposer astucieusement un tube de passage dragonne. Le morceau de chêne fait 90 X 35 X 25 [mm] pour 57 g soit environ 723 g/dm3. C'est un très vieux morceau issu d'une poutre retirée d'une maison des années 1800. Pour le manche je vais copier la forme générale du Mora Eldris MAIS comme celui-ci me semble parfaitement symétrique (on ne sait pas si le tranchant est en haut ou en bas si on ne voit pas le couteau) je vais l'améliorer avec une section ovoïde.
31-MAR-2020
Il me reste 8 heures et quelques d'heures de rab et grace à Covid19, pas possible de les reporter au trimestre suivant, alors pour ne pas les perdre je n'ai pas bosser aujourd'hui. J'avais décidé d'en mettre un grand coup.
- retriat du brut des cendres
- façonnage précis du contour
- reprise de toutes les zones pour sortir tout risque d'amorce de rupture
- émouture grossière avec finition jusqu'à P400 et micro chanfrein au tranchant
- (soyons fou) reprise de l'émouture à l'a main pour bien "lisser" et "fermer" la surface
- perçage du manche en chêne
- modification du trou en se servant de la soie chauffée au rouge dans la forge
- austénisation à la forge
- trempe sélective à l'eau de pluie pure à 50°C sur environ 8 mm
- ping... ping...
- sidération, corde, pendaison
- tentative de revenus à la forge pour s'entrainer
- reprise de la face interne de l'os de bovin pour ce projet un jour, plus tard.
- découpe du morceau de laiton qui sera necessaire au cul
- (la prochaine fois commencer par une trempe sélective au goop quand on connait pas l'acier, nez de boeuf!)
- moral in the socks...
- photos et mise à jour de la galerie

Au moins une journée de boulot perdu, un jour de congé en plus... 2 fissures sur plus de la moitié de
la lame malgré la trempe sélective.

02-AVR-2020
Suite de la pince.
- J'ai déroulé le ressort avec fil de 6 mm qui m'avait servi à faire le poinçon afin d'en tirer un axe pour la pince.
- J'ai contre-coudé au mieux les branches, sans outil, juste avec le bord de l'enclume et la panne du marteau de 800 g.
- avec la guillotine j'ai un peu isolé les zones des trous d'axe afin de pouvoir courber la pince plus tard dans cette zone, au moment des ajustements finaux.
- à la disqueuse, j'ai coupé un morceau de fil pour faire l'axe et mis à la longueur le bec le plus court de la pince.

Bon c'est pas joli joli, mais je tacherai de faire une finition acceptable.
- 1 h à 205°C
- refroidissement brusque dans un seau d'eau de pluie à 18.5°C
- 2 h à -18°C
14-AVR-2020
Reprise du "Caplan". J'ai commencé à enlever l'espèce de calamine de surface avec une lime demi-douce afin de préserver les bandes (j'ai encore renouvelé le test de dureté sur l'autre face du tranchant: pareil, d'abord du copeau puis ça finit par patiner en profondeur). La soie a été faite à la meuleuse, avec une main légère. Puis au back, à la table verticale
- reprise du contre-tranchant à P220 et faible vitesse
- reprise des émoutures principales à P120 à faible vitesse et P220
- reprise du contre-tranchant à P400 à vitesse encore plus faible
- reprise des émoutures à P400
- chants du dos et du tranchant à la roue de 250 mm à P220 et 400
J'ai pris mon temps et j'ai eu la main légère. Il reste de petits cratères apparemment issus de l'acide borique (?). Je vais finir à la main au P400. J'ai bien envie de faire une révélation au perchlo histoire d'essayer de "voir" s'il y a bien une décarburation en surface: on devrait voir un changement de couleur façon San Mai (3 couches laminées avec couche centrale dure) si la lime ne m'a pas trompé. Le tranchant est juste sous les 0.6 mm et avec le contre-tranchant à presque 2 mm, la lame a l'air super fine alors que dans la section principale elle est presque à 3.5 mm.
15-AVR-2021
Aujourd'hui je suis sorti à vélo pour aller me ravitailler à la ferme en lait crû. J'avais un couteau, mon pliant à lentille "Kipawa", qui a échappé d'une poche de mon bermuda de trail au retour... Bois serpent à 25..30 km/h contre le macadam. Devinez qui a gagné? Il y a un choc au cul (pas grave fonctionnellement) mais surtout un "poc" et une fissure non loin de la butée de fermeture... Damned!
Reprise des émoutures du "Caplan" à la main au P180, 220, 320 et 400. Grace à la couche supérieure décarburée, ça allait plus vite que d'habitude. A se demander si ce ne serait pas un moyen très simple de faire des lames en 3 couches laminées? Polissage aux disques sisal, coton et flanelle avec respectivement les pâtes noire, verte et blanche. J'ai passé mon perchlo 25 s au micro ondes pour le tiédir et j'ai fait 3 bains de respectivement1, 2 et 5 min. Neutralisation entre les bains et polissage à la paille de fer. Toute la lame est noire sauf le sommet des deux émoutures qui se rejoignent sur une même face (décarburée?). Après polissage, on croit deviner que la couleur noire s'accentue lorsqu'on s'approche du tranchant. Tout cela va dans le sens de la décarburation de surface que je crois avoir détecté à la lime. L'aspect de la lame laisse voir des fines bandes de perlite (claire) et de cémentite (sombre) parallèles au tranchant. Il faudrait un temps de révélation plus élevé pour mieux les voir, par exemple 4 fois 5 minutes comme sur les deux derniers "Bujeault".
16-AVR-2020
J'ai réparé au mieux la fissure dans le manche de mon "Kipawa" en bois serpent avec de la simple colle à bois type D3. Les autres marques seront légèrement poncées plus tard.
J'ai repris un peu la planéité du morceau d'os supposé de bovin avant d'y tailler longuement une fente pour faire passer la soie du "Caplan". Idem avec le pommeau en laiton qui servira à recevoir le matage de la soie. J'ai décidé d'allonger d'environ 6..7 mm le manche du "Caplan" par rapport à celui du Mora Eldris que je repompe dans ce projet. J'ai aussi percé le trou pour le tube de passage dragonne à 6 puis 6.1 mm avant de faire le petit décrochement dans la soie (pourquoi elle a pas décarburé elle? Elle est inusinable) qui permettera de le contourner. A propos de soie, il a fallu une fois de plus la remettre un peu dans l'axe de la lame. Sans doute le polissage à la main d'hier qui nous a un peu décalé tout ça.
17-AVR-2020
J'ai gratté les surplus de colle à bois séchée sur le manche du "Kipawa". C'est pas trop mal et ça a l'air assez solide.
J'ai poli jusqu'à P2500 la face avant de la ferule en os. Je n'ai pas osé polir au disque de peur de salir de façon irréversible l'os. J'aurais dû faire un essai sur la face cachée. La face extérieure du pommeau en laiton a été égalisée aux limes. Cette pièce issue de la poubelle de l'usine avait de petits fraisages qui rendaient la face non plane. J'ai accentué à la lime le chanfrein qui recevra la soie matée. J'ai repris au chalumeau à gaz la soie: presque au rouge dans la zone à mater et au delà du "bleu" gorge de pigeon sur le reste afin de tenter d'y faire de petites encoches rondes pour favoriser l'accroche de la colle.
J'ai fait le logo sur l'émouture gauche de la lame, contrairement à mon habitude car l'émouture droite était trop accidentée, vraisemblablement à cause de l'acide borique. J'ai poursuivi avec l'affûtage grossier uniquement à la meule à eau à main levée avec un angle de 15° environ par côté. J'ai peur des accidents si j'affûte après montage car le talon de la lame est très proche de la ferule. Nettoyage des surfaces à coller avec l'acétone et préparation d'un petit coin de bois pour mieux coincer la lame dans le manche (trou trop gros?) au moment du collage. Préparation de la colle époxy à prise lente, enduction des surfaces, bouchage du trou de la dragonne pour éviter les coulures et les fuites et mise assez compliquée sous presses. Essuyage des excès à l'acétone au niveau de la jonction lame ferule.
18-AVR-2020
J'ai essayé d'adapter la forme verticale du manche du Mora Eldriss à la longueur à peine plus grande du manche du "Caplan". Et ce n'est pas très satisfaisant. Le dessin d'un couteau tient dans le millimètre entre le beau et le moche. J'ai découpé cette forme sur papier pour la reporter sur le manche.
J'ai sorti le "Caplan" des presses et avec un ciseau à bois j'ai retiré l'époxy qui a coulé dans le chanfrein destiné à recevoir la soie matée. Ensuite j'ai réduis la longueur de la soie à un dépassement de 1.5 mm et je l'ai longuement matée dans son logement. J'ai sorti le back, fait des tracés et longuement travaillé sur le manche le faisant évoluer en permanence et s'éloigner du Eldris... Et je sens bien que c'est en train de m'échapper... Le manche va être trop gros par rapport à la lame, mais c'était voulu pour bien remplir la paume, par contre sa forme est bizarre. Moche quoi. Les congés entre les angles droits des ferule et pommeau sont trop petits. On verra ce que ça donnera après les finitions ou bien que je sois satisfait ou fatigué. J'ai aussi poli au back le pommeau jusqu'à P400.
19-AVR-2020
J'ai entièrement repris le manche du "Caplan" pour aller à nouveau vers une forme très lisse non accidentée, de section ovoïde, façon Pekka Tuominen. Beaucoup de finition à la râpe et à la lime demi-douce pour progresser lentement. Cela m'a pris beaucoup de temps. Chanfrein à 45° dans le trou, sciage, mise à taille et matage du tube de passage dragonne. Nettoyage, polissage au disque coton et pâte spéciale bois 40 microns, coupe des dernières traces d'époxy au ricasso au ciseau à bois, nouveau nettoyage, masquage et teinte à la paille de fer dissoute dans du vinaigre blanc. La forme est pas mal mais la position de la lame par rapport au manche n'est pas très réussie je pense. La faute au façonnage de départ, complètement HS qui a enlevé trop de matière là où il m'en fallait plus tard...
20-AVR-2020
Egrénage du manche du "Caplan" à la paille de fer et étalées sur une grosse journée, 6 couches d'huile de tung, les 3 premières diluées à 50% avec de la térébenthine et les 3 dernières pures (avec chaque fois 1.5% de siccatif). Avec la teinte un peu irrégulière en fonction des veines et de la densité du chêne, je le trouve très beau d'un coup ce bois... Les tanins du chêne réagissent vraiment bien avec le fer dissout dans le vinaigre blanc.
21-AVR-2020
Dernières couches: deux de cire de carnauba, deux de cire d'antiquaire. Affûtage aux pierre à eau Haïdu P180 et 280, pierre DMT 320 et petit coup de cuir avec pâte 2 microns. Création du tableau dans la page galerie.
27-AVR-2020
J'ai fini par enfin pouvoir lire le livre sur les couteaux japonais ("The knifenerd guide to japanese knives" par Kevin Kent ISBN 9781999390600) que je me suis offert pour Noel. J'y ai appris que Takayuki Shibata affûte ses couteaux à 800 (J800 c'est environ P1000, J8000 n'a pas d'équivalent en garanulométrie de papier européen mais c'est bien au dessus de P5000; selon mes recherches sur le Net) sur le tranchant gauche et 8000 sur le droit. J'ai supposé une granulométrie japonaise et que les côtés gauche droite sont ceux lorsqu'on tient le couteau en main. J'ai donc fait un essai sur mon dernier "Caplan" (photos faite et galerie mise à jour) avec du P320 à gauche et de la pierre de coticule belge à droite (5000..8000). Je ne constate hélàs aucune réelle différence à la coupe. Mais je ne suis pas le Mozart de l'affûtage.
01-MAI-2020
Contre l'ennui et à côté des tâches quotidiennes, j'ai commencé par travailler sur deux étuis en cuir
- un premier classique, plié en deux, 3 couches de martyr, passant de ceinture monobloc pour le "Bujeault 107%" en 90MCV8
- un second de type scandinave pour le dernier "Caplan" avec fourreau en bois en deux parties
Pour le premier, rien de spécial à signaler, au soir j'en suis à avoir creusé la rainure pour la couture avec le marquage des trous, une grande partie teinte, le passant de ceinture cousu. Cuir tanné végétal.
Pour le second, un type que je réalise la première fois de ma vie, j'ai maladroitement creusé au ciseaux à bois deux morceaux de platane d'environ 8 mm d'épaisseur. Après un peu de ponçage à plat, j'ai collé le tout pour former un fourreau qui après affinage devra être cousu dans un étui avec une seule couture à l'arrière. Ici je prévois de réutiliser le cuir d'un vieux cartable. Pas sûr qu'il se laisse bien conformer comme du tanné végétal...
02-MAI-2020
J'ai presque fini le premier étui en cuir pour le "Bujeault 107%".
- perçage des trous
- seconde rainure pour relier les trous sur la face cachée
- mouillage, teinture de la zone de couture ainsi que le martyr (dedans comme dehors)
- marquage avec la roulette, couture point sellier, dernier marquage avec la roulette
- mouillage, arrondi des angles, lissage et introduction du couteau avec film plastique alimentaire pour la protection.
Le manche pénètre peu mais je voulais un port très haut pour ce couteau.
J'ai dégrossi le fourreau en bois au couteau. D'abord avec le "Caplan" lui même (je trouve super d'utiliser un couteau comme outil pour faire son propre étui) puis avec mon pliant "Kipawa". Je voulais voir la tenue du tranchant de ces deux aciers. Sur le platane, elle est excellente pour les deux, notamment le supposé XC100 (d'une lime) du "Kipawa" austénitisé par induction sur lequel j'ai toujours des doutes. Le 100Cr6 du "Caplan" avec les TTH de Knife Steel Nerd ne prête pas le flan à la moindre. La mécanique (pivot 3 mm et palette, bois serpent) du piémontais encaisse très bien les efforts. Cependant deux remarques
- le tranchant du "Caplan" est trop gros juste derrière le fil, il vaudrait mieux le reprendre. Il est sans doute hyper costaud mais oppose un peu trop de résistance à la pénétration dans des objets assez durs
- la pointe du "Kipawa" était pliée/enfoncée. Sans doute une des conséquences de la chute récente en vélo que mes yeux de 48 ans sans lunettes n'ont pas vu l'autre fois. Rectification rapide à la lime puis à la pierre Fallkniven. Ces deux faits confirment que la trempe n'a que peu prise à la pointe, comme semblait déjà le révéler le perchlo ainsi que mes tests de dureté. J'ai souvent eu des problèmes de trempe aux pointes (sur des aciers non alliés) au four, comme à la forge et à l'induction. Pourtant je trempe toujours pointe en premier. C'est vraiment cette zone qui doit se refroidir hyper vite à la sortie et me fait louper le nez perlitique. Je ne vois guère comme solution que de laisser plus de matière ou un peu surchauffer la pointe (ou laisser tomber les purs carbone)
Le fourreau a été poursuivi à la râpe, puis à la lime demi-douce et enfin avec une vieille éponge abrasive Norton deux grains ("gros" et "fin") ultar rincée. Ce fut beaucoup plus qu'avec le backstand mais j'avais envie d'utiliser des outils à main. Cela permet d'y aller très progressivement. Comme je veux former le cuir mouillé autour du fourreau je lui ai mis une petite couche d'huile de lin afin qu'il n'absorbe pas trop d'humidité. Pour le cuir, on reste dans l'esprit "récup" du "Caplan" (os trouvé, chêne de poutre offert, roulement de la benne...) avec mon vieux cartable. Le morceau choisi et découpé est très déformé et plein de trous de couture mais ça ne fait rien. Il est actuellement en train de tremper dans l'eau pour essayer de le ramollir et de le mettre à plat.

L'étui cuir en train de sécher, le fourreau en bois huilé et la pointe du "Kipawa" réparée.
- "Gadois 2.0" en lime forgée tranchant 0.5 mm en vé à ~34° et au moins 63 HRc: rien à faire
- "Matané" en ressort Mazda forgé tranchant 0.65 mm convexe à ~36° et environ 61 HRc: rien à faire, indestructible
- "Maskinongé" usiné en disque à tronçonner le bois tranchant 0.4 mm en vé à ~26° et environ 62 HRc: j'ai fait les ébréchures les plus faciles, avec une jolie répétabilité
- "Couchepaganiche" en lime Facom forgée tranchant 0.5 mm en vé à ~40° et au moins 63 HRc: rien à faire
- "Caplan" en lime Facom forgée tranchant 0.3 mm en vé à ~30° et au moins 63 HRc: j'ai réussi à plier le micro sommet du tranchant
- pour vérifier, j'ai pris la réplique du Mora Companion vendu par Bahco avec émouture scandi zéro, 12C27 laminé entre deux couches d'inox, estimé à 56..57 HRc: très facile de plier plastiquement le sommet du tranchant.
Conclusions? En fait rien de nouveau sous le soleil, juste un peu d'entrainement. Plus c'est dur, plus c'est haut en carbone, plus c'est fin, plus l'angle est aigu, mieux on arrive à déformer ou ébrécher le tranchant. Si c'est épais et/ou convexe cela devient vite impossible. Même les couteaux du commerce avec des duretés conservatrices, de gros angles, des aciers résilients suivent les mêmes lois, avec notablement moins d'effort. Bref mes couteaux n'ont rien de différents des autres, les aciers suivent bien les lois de la physique et des TTH qu'ils soient transformés en couteaux par les meilleurs ou votre humble serviteur. J'ai surtout pu me jauger la main et les efforts nécessaires pour les déformations et par comparaison au Mora, je trouve mes réalisations plutôt très résistantes. Suis content.
Les tranchants endommagés ont été corrigés avec une pierre de coticule. Les tranchants sont revenus très très vite avec une mention spéciale pour le 90MCV8 du "Kegaska 2.0".
24-JUN-2020
Je me suis servi de l'étui de mon Enzo Trapper pour dessiner le patron un peu raccourci d'un étui pour le "Kegaska 2.0" en lime forgée. Je vais utiliser le même cuir de mon vieux cartable que celui qui a servi pour faire l'étui du dernier "Caplan" en 100Cr6. Il trempe dans l'eau pour le ramollir et en sortir les plis des soufflets depuis ce midi.
25-JUN-2020
J'ai sorti le cuir de l'eau le matin et je l'ai mis sous des pavés toute la journée sous la cagnard. Le soir j'ai découpé l'étui et le martyr. J'ai percé quelques trous, creusé 3 rainures pour le pli, préparé certains angles avec l'abat-carre et teinté certaines zones.
26-JUN-2020
J'ai revu un duromètre Leeb (à rebond) chinois sur ebay... C'est cher, mais infiniment moins qu'un pénétrateur. J'ai bien envie de craquer...
La suite de l'étui du "Kegaska 2.0".
- Marquage des trous de couture du passant de ceinture,
- perçage, grattage, replis et collage du passant.
- Contre-perçage et creux autour des trous afin de noyer le fil.
- Collage du martyr et façonnage du demi-contour au petit back Peugeot.
- Creux pour la couture d'un seul côté, marquage des points à la roulette, perçage des points, collage/fermeture de l'étui,
- réouverture de l'étui car j'ai oublié de coudre le passant!
- Couture du passant (point sellier),
- second collage/fermeture de l'étui, contre-perçage des trous de couture dans le martyr,
- égalisage de la tranche avec le back, chanfreins et arrondi des angles (ce vieux cuir sec au tannage chimique ne s'y prête guère).
- Nouvelle rainure de l'autre côté pour noyer le fil, teinte des zones restées claires.
- Couture du martyr avec point sellier...
Et voilà! S'il n'y avait pas la douloureuse étape de couture à la main, ce serait presque sympa le travail du cuir...
27-JUN-2021
Petites couches de crème et graisse pour cuir sur le dernier étui. Massage, pénétration, repos, essuyage, lustrage. Enfin fini.
30-JUN-2020
Dans un moment de faiblesse, j'ai craqué... Puisque la dureté c'est l'alpha et l'omega pour juger des résultats de mes TTH, j'ai commandé sur ebay en Chine un duromètre Leeb (à rebond!). Hyper bon marché par rapport à un classique Rockwell mais cela reste une sacrée somme pour un amateur. Ne vais-je pas le regretter? Ça en ferait des mètres de Damas inxo ou même de Wootz d'Achim Wirtz pour ce prix.
03-JUL-2020
Une petite découverte aujourd'hui. Ces derniers temps j'étais plutôt insatisfait de l'affûtage de mes dernières lames. Impossible de retrouver le mordant que j'aime tant avoir, quelque soit les outils utilisés. Pour changer, j'ai sorti ma pierre Norton IB-134 et comme je n'avais rien sous la main, j'ai pris dans ma cuisine mon huile IKEA Skydd (pour planche à découper). La pierre est censée être remplie d'huile d'origine mais c'était il y a plus de 20 ans. Du coup je me suis dit qu'il était temps de lubrifier... Le tranchant est devenu super agressif avec la face India "fine" indiquée par Norton comme P400. J'adore! Comme j'aime! Du coup j'ai refait l'expérience avec tous mes derniers couteaux et ce fut le même résultat à chaque fois. Bref, l'ajout de lubrifiant semble indispensable pour obtenir le maximum d'une pierre Norton. En plus cette huile nourrit le bois des manches. Que demande le peuple?
04-JUL-2020
J'ai encore affûté une vingtaine de couteaux récents (et mes couteaux de cuisine) avec la pierre "Fine" India (P400) Norton de ma IB-134 et l'huile minérale IKEA Skydd. Toujours le même résultat hyper agressif quels que soient l'acier, la dureté, le procéde d'obtention. Même pas de passage au cuir, juste 2 passages par côté avec le seul poids du couteau sur la céramique (P600) de la Fallkniven DC-4 avec environ 5° de plus. Et voilà, équipé et paré!
07-JUL-2020
J'ai construit un petit support en bois pour ma pierre Norton IB-134, avec un morceau de planche de pin qui accompagne les livraisons de plats Eurotechni, des bâtons de glace et un vieux gant de vaisselle (pour la face anti dérapante)
08-JUL-2020
Samedi y a forge associative de 9 à 16. J'ai prévu de redresser un ressort de 8 mm afin d'en faire un axe pour réparer ma pompe à pied bicylindre Michelin made in China qui a rendu l'âme: comme toujours, les axes trop petits ont usiné des trous oblongs dans les tôles latérales trop fines. Dur de trouver du matos de qualité (ou alors mettre une étiquette près des axes avec la mention "oil frequently"). J'ai aussi l'intention de tremper ma plane (voir en date du 29-FEV-2020), en suspend depuis. Je veux profiter du foyer au charbon pour ne tremper que le corps central. Alors ce soir j'ai ressoudé à l'arc et électrode rutile la branche qui était cassée... Sauf que comme j'avais oublié mon masque chez mes parents, j'ai soudé les yeux fermés. Déjà que je suis nul en soudure, vous imaginez la petite saynète...
Bon faudra encore trouver autre chose à faire...
09-JUL-2020
Fausse alerte pour samedi. Pas de forge prévue, juste du rangement et du nettoyage, bref le boulot associatif quand il faut des bras... Cela veut dire que je vais sortir ma forge pour réparer ma pompe et peut-être essayer de tremper la plane.
Voilà plusieurs semaines qu'il traine de vieilles fenêtres devant une maison rénovée du village. Sur un vieux site (belge je crois) dont j'ai malheureusement oublié le nom, il était dit que les montants de fenêtres (en bois!) font de bons manches car souvent en bois tropical très stable. Aujourd'hui j'ai enfin croisée la propriétaire qui m'a gentimenet autorisé à prendre tout ce que je voulais. J'ai juste pris un montant, bien droit et plutôt dur. Impossible de reconnaitre l'essence. Je demanderai à une connaissance.
14-JUL-2020
Si si je bosse aujourd'hui... Voilà plusieurs semaines que ma dernière pompe à pied (une bicylindre) de marque Michelin mais made in China m'a laché. 45.90 EUR le 03-JUN-2011. Un bon manomètre précis, un excellent embout à visser, toujours étanche mais le tout monté sur des tôles pas assez rigides maintenues par des tiges aux extrémités embouties.Des patins caoutchouc troués à force. Je me sers beaucoup de ce type de pompe pour les voitures, les motos, les vélos. Cette fois c'est l'emboutissage d'une extrémité de l'axe de rotation qui s'est frayé un chemin dans la tôle. On a beau parcourir les magasins ou le Net, y a plus que des pompes de qualité merdique, visible à l'oeil nu. Même pas un truc cher mais haut de gamme.
J'avais offert le même modèle mono cylindre à mon frère. C'est le flexible qui est vite devenu poreux alors que le mien est en excellent état. On avait remédié au problème avec du ruban adhésif d'électricien, très efficace, mais récemment c'est le ressort qui a cassé.
Ma meilleure pompe à pied date de l'époque des francs, 259, la plus chère chez Norauto, marque Orex, made in Germany, très bon mano, flexible tressé. L'embout était vite devenu non étanche mais un collier et un nouvel embout pro plus tard, c'était reparti. Tôle deux fois plus épaisse que la Michelin, pieds en caoutchouc qui n'ont jamais été percés par les pattes mais un jour l'extrémité du ressort a cassé. Réparé à chaud (car il manquait quelques millimètres), au final c'est aussi l'axe qui a fini par me faire un trou oblong et une portée ovale. Je l'ai encore et elle attend patiemment une réparation. J'ai compté sur un tourneur qui m'a hélàs oublié (volontairement j'imagine, c'est pas faute d'avoir demandé 4 fois par an pendant 5 ans, si si!)
Devant l'impossibilité de trouver une remplaçante, j'ai essayé de réparer la bicylindre à l'africaine et pas selon les règles de la construction mécanique made in Arts et Métiers. J'ai refait à la forge un grand axe de 8 mm dans le fil d'un ressort que j'avais et repercé tous les trous de 5 et 6 mm à 8 mm. La tôle est toujours aussi fine mais je lubrifierai avant chaque usage et ça devrait nous refaire au moins 5 ans. Encore deux rondelles M8 pour caler le jeu latéral et je pense que je ne ferai même pas de butée à chaque extrémité (déformation plastique d'un côté et filetage M8 de l'autre) tant l'axe dépasse. On va voir. Je vous ferai une petite photo à la fin.
15-JUL-2020
Comme la forge était encore sur l'établi, j'ai tenté de tremper la plane dont j'avais ressoudé une branche récemment. J'ai ouvert la porte de la forge, posé des briques réfractaires pour conserver la chaleur le plus à l'intérieur possible et mis le débit de gaz au mini pour chauffer lentement est uniformément.

C'est le mieux que j'ai pu faire comme photo dans le noir (pour voir les couleurs). On devine la plane en voyant les branches.
.
J'ai repris la forge ce soir. Pendant que la forge chauffait, j'ai vu que la soie la plus fine de la plane avait une large fissure transversale tout près du corps principal.
- mise à la longueur de la seconde moitié de pince coudée
- un peu de finition pour arrondir les deux branches
- un peu de plat frappé dans la zone de l'axe de la pince
- suite du planage de la plane et en voulant redresser la soie fine, elle a cassé nette. Damned!
- j'ai mis ces deux pièces en recuit dans les cendres (je vais tacher de ressouder et de faire au mieux)
J'ai encore beaucoup relu des articles sur l'austénisation et le magnétisme sur le site Knife Steel Nerd, notamment sur les durées d'attente au delà de points de transformation (Ac1 et Ac3) en fonction de la vitesse de chauffe et de la structure cristalline (martensitique, perlitique, sphéroïdale). Je continue à digérer et internaliser de mieux en mieux après toutes ces années et mes reflexions. Je crois que mon système d'induction ne peut rien donner de bon avec du 100Cr6. Le 90 MCV8 semble avoir des propriétés de cinétique plus favorables tout en restant loin de l'idéal. Ces deux couteaux sont sans doute loin de mes voeux d'aspiration à l'absolue perfection métallographique. Mais on va faire l'imbécile heureux et continuer un peu. C'est drôle de penser qu'on est à 50% du potentiel maximal et que ça peut bien faire le job tout de même.
16-MAR-2020
Une heure de plus pour rentrer à cause de ce put**n de coronavirus. Des bouchons à la frontière allemande à chaque pont que j'ai croisé sur ma route. Non pas que j'y allais, mais tous les autres, si. Et tout ça pour trouver un magasin vide, dévalisé, pas une miette de pain à se mettre sous la dent. Bref pour vider la rage, j'ai forgé un peu.
Afin de faire un petit poinçon pour taper le trou de ma pince coudée, j'ai forgé un petit outil dans un bout de ressort avec diamètre de fil de 6 mm. C'est pas gros, mais ça va vite: on redresse et on affine... Je finirai la pointe au bac (avant les traitements thermiques) un autre jour.
Ensuite j'ai poncé à plat au P60 puis P80 les faces à encoller de mes deux morceaux de bois serpent et d'amarante pour les manches des deux "Bujeault" en souffrance. Décireur, puis colle à bois type D3 et 4 serre-joints pinces sur chaque paire. Un de mes deux plus gros serre-joints pince de chez pas cher à casser: devant, là où il y a la petite palette articulée. D'abord une puis en essayant de la réutiliser immédiatement après, l'autre. Ça prouve une fois de plus la qualité dans le temps de tous ces petits outils fabriqués à bas prix. Le pire c'est que la variante de bonne qualité qu'ils ont dû copier il y a 40 ans a disparu du marché aujourd'hui. Je vais donc devoir racheter exactement la même (dans un lot de 12 aux tailles différentes).
17-MAR-2020
Sortie des presses, avec la scie à ruban, coupe à la longueur et en deux des blocs reconstitués de bois serpent et d'amarante. Puis ponçage à plat des faces au P60 puis P80 (en tirant vers soi uniquement; un vieux truc de Nick Wheeler appris sur le Net il y a bien longtemps). Le "Bujeault" à 106% en 100Cr6 sera pour l'amarante et le 107% en 90MCV8 pour le bois serpent.
18-MAR-2020
Voilà, premier jour de ma vie à faire du télé-travail. Alors le gros avantage c'est que je me lève à 7h00 au lieu de 5h30, je n'ai pas 1h15 pour l'aller et 1h15 pour le retour, la voiture ne prend pas 125 km, 5 litres de gazole ne passent par le pot et moi je récupère autant de temps de loisir. Par contre, je vis seul depuis 2013 maintenant et la solitude me pèse souvent. Alors me voilà servi. J'aurai ma fille la semaine prochaine.
Donc après mes heures de bureau, un peu d'exercice et coutellerie. J'ai retaillé les lames austénisées par induction en "Bujeault" de 106 et 107% de l'original au back en prenant soin de bien refroidir. Je suis assez fier de moi car il n'y pas eu la moindre coloration (faut des bandes neuves bien affûtées). Ensuite j'ai affiné les soies trop larges à l'origine. Par contre les deux congés entre soie et lame ne s'arrêtent pas au même endroit. C'est ma faute je n'ai pas fait attention. Il me faudra rattraper cela, demain sans doute. Je vais aussi encore un peu diminuer la hauteur de la soie sur la seconde moitié.
Puis j'ai poncé à plat la planchette en bois bagasse qui servira à faire la partie centrale des manches: toujours miroir et P60 puis P80. Ensuite j'ai dégrossi les contours à la scie à chantourner. Fin pour aujourd'hui.
19-MAR-2020
J'ai repris au back les soies des deux "Bujeault" pour les amincir. Puis j'ai aligné au mieux les deux congés de raccordement entre soie et lame. Ensuite j'ai laborieusement transféré la forme de la soie sur papier, découpé le papier et reporté le contour du papier sur l'entretoise de bois bagasse. Suite en découpant à la scie à chantourner et finition à la lime demi-douce. Fin de la séance avec collage de la première face sur les plaquettes respectives à la colle à bois type D3 et mise sous presses.
20-MAR-2020
Journée de télé travail, tonte de pelouse (avec affûtage de la lame pour la saison le back étant de sortie!) et récupération de ma fille, ça laisse peu de temps pour les lames. J'ai juste sorti les demi-manches des presses pour m'apercevoir que je m'étais planté sur celui en bois serpent: au façonnage je ne vais pas me retrouver avec la zone la plus veinée. Punaise! Deux pièces similaires et j'arrive déjà à me planter sur une!
J'ai percé les soies pour y mettre un rivet laiton de 2 mm. Test avec fôret HSS normal: ça part mal. Le 100Cr6 et le 90MCV8 encore plus, trempent à l'air, rien à faire et un recuit basique ne sert à rien ou si peu. Mon idée de départ, c'était de chauffer très localement la soie avec mon chauffage par induction (et percer pendant que c'est chaud/mou) mais la pompe à eau a rendu l'âme. Démontage (enfin découpage à la Dremel) pour voir si c'était dû au dernier bain salé. Mais il ne semble pas. La construction de cette pompe chinoise très low tech ne semble pas compatible avec le milieu aquatique. C'est ballot pour une pompe à eau... Pas de chauffe très locale donc, alors tentative avec un fôret carbure en y allant très doucement et progressivement. Ça a très bien marché! J'ai fait les chanfreins avec un fôret carbure de 5 mm (pété hélàs; mais bien avant). Perçage d'une moitié de manche avec la soie comme guide puis reperçage à 2.1 mm, comme toujours dans le bois, une surcôte de 0.1 mm est nécessaire.
21-MAR-2020
J'ai façonné au back la forme avant grossière des demi manches des "Bujeault". Ensuite j'ai diminué l'épaisseur de l'entretoise centrale en bois bagasse au back jusqu'à arriver à l'épaisseur de la lame respective. J'ai fini cette opération à la main avec abrasif sur miroir mais impossible d'avoir des faces opposées parfaitement jointives. D'habitude j'y arrive mais impossible aujourd'hui et cela sur les deux! J'ai collé l'ensemble à la colle type D avec mise sous presses fortes pour compenser les déafauts de planéité.
Ensuite j'ai repris un peu les lames à la main avec limes et abrasifs. Celle en 100Cr6 avait accidentellement frotté le back équipé P120 en haut de l'émouture et celle en 90MCV8 avait une petite surépaisseur juste derrière le ricasso. J'ai aussi fait des encoches à la lime queue de rat dans les soies. Malgré l'impossibilité de les percer avec des fòrets HSS conventionnels, ça allait à la lime. Bizarre.
J'ai refait l'attaque chimique au perchlo sur celle en 100Cr6: 2 x 5 min dans du perchlo tiède avec neutralisation subséquente et ponçage fin au P2500 à l'eau. Petit polissage à la pâte à polir les métaux domestiques pour finir.
22-MAR-2020
J'ai dégrossi le contour des manches des "Bujeault" au back. M'y suis pris comme une tanche puisque j'ai enlevé un petit millimètre de trop à l'avant du manche du "Bujeault" à 106% en 100Cr6: le petit décrochement entre lame et soie est visible hors du manche. Ça donne un genre. J'ai enesuite ramené l'épaisseur des manches à environ 14 mm. Ensuite j'ai mis des chanfreins à 45 puis à 22.5 et 67.5° tout autour sauf à l'avant où j'ai mis un chanfrein à 35°. J'ai repris un peu les faces avant pour enlever la couleur brûlée du bois mais j'ai renoncé pour ne pas faire "apparaitre" ne plus de soie. En ecrivant ces quelques lignes je m'aperçois que j'aurai dû donner une section légèrement conique aux manches vus de face (pour y faire à la fin une section en forme d'oeuf pointe en bas). On verra si j'ai assez de courage dans le futur pour reprendre cela.
J'ai profité du back pour façonner le poinçon de 6 mm forgé dans un ressort, avec lequel je compte taper le trou pour l'axe de ma pince coudée. Le métal sain remontant à la surface, je me suis aperçu que j'avais très mal forgé la pointe: il y avait un pli dans le métal sur une grande longueur, j'ai dû éliminer une grande partie de métal de la pointe pour revenir à un corps intègre. Encore une leçon à retenir.
23-MAR-2020
J'ai recommandé une nouvelle petite pompe à eau, la même que l'autre fois. Dieu seul sait quand elle arrivera... Allez faut les sortir ces deux "Bujeault" et passer à autre chose.
- Gravure des logos
- reprise des manches avec section ovoïde préparée
- retouche de l'avant à P220 et 400 (encore de la matière qui recule et une soie de plus en plus apparente, sur les deux cette fois!)
- polissage de l'avant des manches au disque coton et pâte 40 microns spéciale bois
- préparation de rivets de 2 mm en laiton
- collages manches à l'époxy, mise en place grace aux rivets
- essuyage des excès, sortie des rivets
- bouchage des trous avec du ruban adhésif
- ajout d'époxy supplémentaire entre manche et soie
- dernier essuyage à l'acétone
24-MAR-2020
On m'annonce la pompe à eau pour le 9 mai très précisément! C'est bô...
J'ai préparé un peu d'époxy noire avec une pointe de peinture céramique et j'ai comblé les jours entre lames et manches des "Bujeault" suivi d'un petit essuyage des excès.
D'abord au back, puis finalement à la meuleuse d'angle, j'ai un peu dégrossi ma plane en souffrance. J'en ai profité pour mesurer l'angle du biseau de mes ciseaux à bois chinois: 22° semble-t-il. Je comptais y mettre 20° mais 22° c'est peut-être mieux (les ciseaux chinois sont dans un acier sacrément dur malgré la qualité médiocre du bois des manches).
25-MAR-2020
J'ai dégrossi à la râpe, puis aux limes plate batarde et demi-ronde demi-douce les deux manches des "Bujeault" en souffrance. 45 minutes. Il y a un certain plaisir à travailler le bois avec des outils à main: on voit les formes prendre naissances doucement tout en étant plutôt efficace car les outils enlèvent pas mal de matière malgré tout. La lime est sans doute la fraiseuse à main la plus sous-estimée de tous les outils. Un peu pour tous les jours en ces heures de confinement. Demain on tachera de poncer et on sera presque au bout.
26-MAR-2020
Pas eu beaucoup de temps pour avancer aujourd'hui car j'ai dû aider ma fille à faire ses exercices de physique. Période, fréquence et longueur d'onde...
Bref j'ai commencé à poncer à la main les deux manches de "Bujeault". Ils sont à présent bien agréables en main mais il faut encore des finitions.
J'ai également réfléchi à que faire du brut en ressort de BMW que j'avais fait à la JPO de la forge associative et dont le cul avait brûlé dans la forge. Pekka Tuominen a publié il y a quelques jours des photos d'une lame brute après plusieurs étapes et sur un fond en papier millimétré. C'est une petite lame annocée à 70 mm (75 en réalité) pour un puukko en port au cou. Je vais retailler grossièrement mon brut dans cette forme, peaufiner à la forge et y mettre le manche du Mora Eldris. J'ai également un morceau d'os (de bovin je suppose) trouvé un jour dans ma pelouse (un clébard je suppose après en avoir sucé la moelle). Je vais essayer d'en faire la ferule de ce puukko. Alors avec la meuleuse équipée d'un disque à tronçonner, j'ai retaillé le brut et découpé un bout d'os. J'ai façonné le contour grossièrement au back. Il faudra finir les travaux de forge avant de poursuivre: affiner, aplanir, égaliser, bref finitions quoi... Et puis tous les traitements thermiques! Trouver un nom pour ce projet. Depuis aujourd'hui je sais que je dois rester en télétravail au moins jusque fin avril. Ça nous fait environ 1h15 de temps libre en plus par jour, de quoi avancer si la motivation reste intacte. Aller on va l'avoir à l'usure ce virus de merde... On va faire ça sur une jambe comme dirait Ventura dans La Métamorphose Des Cloportes.
27-MAR-2020
J'en ai fait encore moins qu'hier car il a fallu ramené ma fille chez sa mère.
J'ai encore recoupé le morceau d'os pour faire la ferule du prochain puukko. J'ai décidé de l'appeler aussi "Caplan" comme tous mes autres puukko.
Quant aux manches de "Bujeault" j'ai essayé de boucher les pores et un joint collé non jointif avec de la cyanoacrylate qui avait hélàs fini par durcir (en 4 ou 5 ans). Mon voisin m'a filé de la cyano fraiche que j'ai mis sur le second manche. La suite demain.
28-MAR-2020
Suite et fin des manches. Bouchages supplémentaires à la cyano, ponçage 180, 320 et 600. Nettoyage au décireur. Chanfreins sur les trous des rivets. Mise en place des rivets en laiton avec un peu de cyano et matage en place. Reprise des petits accidents dus au matage aux abrasifs et polissage au disque coton avec la pâte 40 microns spéciale bois. Nouveau nettoyage au décireur.
Création d'un petit casse-goutte avec une lime ronde: les tranchants sont tout de même assez durs, et encore une fois je constate que le 90MCV8 est un poil plus dur que le 100Cr6.
Création du tranchant à 15° environ, à main levée avec la meule à eau.
Enduction des manches à l'huile
- 3 couches d'huile de tung diluée à 50% à la térébenthine (et 1.5% de siccatif)
- 2 couches d'huile de tung pure (avec 1.5% de siccatif)
29-MAR-2020
Dernière couche d'huile de tung pure (avec 1.5% de siccatif) sur les "Bujeault". Le siccatif accélère grandement le séchage, un peu de chaleur modérée aussi.
Deux couches de cire de carnauba appliquées au disque à polir.
Affûtage à la main aux pierres à eau Haïdu P180 et 280, à la pierre diamantée DMT 45 microns / P320 et finition au cuir avec pâtes 2 microns.
Deux couches de cire d'antiquaire appliquées à la main. Les numéros 100 et 101 sont sortis du bal. Faudra encore mettre à jour la galerie.
30-MAR-2020
Allumage de la forge et reprise du brut de puukko taillé dans le brut cramé dans le charbon lors de la JPO: j'ai remis tout cela en ligne, dans l'axe et à plat, bref des finitions. 3 normalisations à l'air pulsé (sortie d'aspirateur) et un recuit dans les cendres. Toutes les chauffes à la forge. Au fait le ressort est un avant de BMW 320d E46. Si ça va, je vais tenter une section rhombique (plus de matière au milieu qu'au dos de lame) à la Yrjö Puronvarsi.
J'ai profité de la forge pour tremper sélectivement à l'eau mon petit poinçon de 6 mm pour l'axe de mon projet de pince coudée. Premier revenu avec la chaleur résiduelle en visant le gorge de pigeon puis deux de plus à la forge en chauffant le cul, très léger. La lime patine mais pas tant que sur les fils issus des ressorts de bagnoles. Le petit ressort d'origine est sans doute destiné à des fonctions moins exigeantes.
J'ai encore allongé un peu les branches de ma pince coudée en puissance.
Pour le manche du "Caplan" à venir, j'ai changé d'idée. Par souci de simplicité et afin de rester dans l'esprit, ouste le précieux ébène, place à du chêne que je vais peut-être teinter en noir au brou de noix ou à la paille de fer dissoute dans le vinaigre blanc. Ferule en os de bovin et la lame traversante sera matée au cul sur un pommeau en laiton. Je vais aussi tacher d'y disposer astucieusement un tube de passage dragonne. Le morceau de chêne fait 90 X 35 X 25 [mm] pour 57 g soit environ 723 g/dm3. C'est un très vieux morceau issu d'une poutre retirée d'une maison des années 1800. Pour le manche je vais copier la forme générale du Mora Eldris MAIS comme celui-ci me semble parfaitement symétrique (on ne sait pas si le tranchant est en haut ou en bas si on ne voit pas le couteau) je vais l'améliorer avec une section ovoïde.
31-MAR-2020
Il me reste 8 heures et quelques d'heures de rab et grace à Covid19, pas possible de les reporter au trimestre suivant, alors pour ne pas les perdre je n'ai pas bosser aujourd'hui. J'avais décidé d'en mettre un grand coup.
- retriat du brut des cendres
- façonnage précis du contour
- reprise de toutes les zones pour sortir tout risque d'amorce de rupture
- émouture grossière avec finition jusqu'à P400 et micro chanfrein au tranchant
- (soyons fou) reprise de l'émouture à l'a main pour bien "lisser" et "fermer" la surface
- perçage du manche en chêne
- modification du trou en se servant de la soie chauffée au rouge dans la forge
- austénisation à la forge
- trempe sélective à l'eau de pluie pure à 50°C sur environ 8 mm
- ping... ping...
- sidération, corde, pendaison
- tentative de revenus à la forge pour s'entrainer
- reprise de la face interne de l'os de bovin pour ce projet un jour, plus tard.
- découpe du morceau de laiton qui sera necessaire au cul
- (la prochaine fois commencer par une trempe sélective au goop quand on connait pas l'acier, nez de boeuf!)
- moral in the socks...
- photos et mise à jour de la galerie
Au moins une journée de boulot perdu, un jour de congé en plus... 2 fissures sur plus de la moitié de
la lame malgré la trempe sélective.
01-AVR-2020
Pour combattre la frustration d'hier, j'ai repris la forge de ma pince coudée. J'ai un peu peaufiné les branches et les coudes, forgés, contre-forgé et j'ai essayé de taper des trous de 6 mm. Ce fut difficile mais j'y suis arrivé. Je voulais enlever le moins de matière possible pour simplement la repousser au maximum. Pour cela j'avais forgé un poinçon très pointu (dans un fil de ressort de 6 mm) et avec une faible pente. C'est trop fragile, la fine pointe se déforme au second coup de marteau. Idem pour des pointeaux et autre chasse-clous du commerce. J'ai aussi déformé le corps de mon poinçon maison (qui a flambé). Pas assez bien trempé, redressé, re-trempé deux fois!. Je comprend pourquoi tous les poinçons qu'on voit chez le forgerons ont un cône si prononcé: la solidité! Il faut oublier vouloir ne pas du tout enlever de la matière.
Pour combattre la frustration d'hier, j'ai repris la forge de ma pince coudée. J'ai un peu peaufiné les branches et les coudes, forgés, contre-forgé et j'ai essayé de taper des trous de 6 mm. Ce fut difficile mais j'y suis arrivé. Je voulais enlever le moins de matière possible pour simplement la repousser au maximum. Pour cela j'avais forgé un poinçon très pointu (dans un fil de ressort de 6 mm) et avec une faible pente. C'est trop fragile, la fine pointe se déforme au second coup de marteau. Idem pour des pointeaux et autre chasse-clous du commerce. J'ai aussi déformé le corps de mon poinçon maison (qui a flambé). Pas assez bien trempé, redressé, re-trempé deux fois!. Je comprend pourquoi tous les poinçons qu'on voit chez le forgerons ont un cône si prononcé: la solidité! Il faut oublier vouloir ne pas du tout enlever de la matière.
02-AVR-2020
Suite de la pince.
- J'ai déroulé le ressort avec fil de 6 mm qui m'avait servi à faire le poinçon afin d'en tirer un axe pour la pince.
- J'ai contre-coudé au mieux les branches, sans outil, juste avec le bord de l'enclume et la panne du marteau de 800 g.
- avec la guillotine j'ai un peu isolé les zones des trous d'axe afin de pouvoir courber la pince plus tard dans cette zone, au moment des ajustements finaux.
- à la disqueuse, j'ai coupé un morceau de fil pour faire l'axe et mis à la longueur le bec le plus court de la pince.
Bon c'est pas joli joli, mais je tacherai de faire une finition acceptable.
03-AVR-2020
J'ai repris un projet laissé en plant depuis longtemps, le pliant N°161 de chez Otter. Il s'agissait de le démonter pour le copier éventuellement un jour et d'arrondir un peu le manche trop "carré" à mon goût. J'ai laissé tomber le démontage depuis longtemps mais en retouchant les plaquettes, j'avais rayé les mitres, ressort et platines ainsi que dégeulassé le bois sapelli.
Bref, reprise à la main au P180, 320 et 600 du bois, masquage du sapelli, reprise des parties métalliques au back à P400, puis à l'éponge abrasive usée fine (320, 400?) et au P600. Polissage des métaux aux disques sisal, coton et flanelle avec pâtes respectivement noire, verte et blanche. Masquage des parties métalliques et polissage au disque coton et pâte 40 microns spéciale bois du sapelli. Gros nettoyage au décireur et enduction de 6 couches d'huile de tung dans la même journée, y compris la nuit, surtout possibles grace au poele à granulés en route en cette froide journée (3 couches diluées à 49.25% de térébenthine, 3 pures, toutes avec 1.5% de siccatif).
04-AVR-2020
En matinée j'ai fini le Otter N°161: deux couches de cire de carnauba et deux couches de cire d'antiquaire. Zou! Retour en vitrine.
Me suis forcé à faire de menus travaux autour de chez moi l'après-midi, et vers 17h j'ai repris la forge de la pince coudée. Pas facile de garder au rouge un petit axe de 6 mm, pas facile de l'avoir rouge juste sur un côté d'abord pour y faire une "tête", des ajustements difficiles et très longs, qui fichent en l'air tout ce qu'on a fait avant: des faces planes, perpendiculaires, etc. J'ai décidé d'en faire une pince pour des ronds de 13 mm puisque ce sont les ressorts automobiles que j'ai le plus. Du coup avec un bout de ressort redressé, j'ai forgé la forme dans chaque bec de la pince. Pour finir enfin un jour, j'ai grossièrement poli la pince à la meuleuse avec un vieux disque P40. Et voilà donc ma première (et sans doute unique) pince

Pour rappel, chaque branche est issue d'un tirant restant du chantier de ma maison Phénix vers fin 2008. Le design et les étapes ont été pompés
sur le site Youtube de Glen Stollmeyer, forgeron sur balcon, à Taïpeï.
J'ai repris un projet laissé en plant depuis longtemps, le pliant N°161 de chez Otter. Il s'agissait de le démonter pour le copier éventuellement un jour et d'arrondir un peu le manche trop "carré" à mon goût. J'ai laissé tomber le démontage depuis longtemps mais en retouchant les plaquettes, j'avais rayé les mitres, ressort et platines ainsi que dégeulassé le bois sapelli.
Bref, reprise à la main au P180, 320 et 600 du bois, masquage du sapelli, reprise des parties métalliques au back à P400, puis à l'éponge abrasive usée fine (320, 400?) et au P600. Polissage des métaux aux disques sisal, coton et flanelle avec pâtes respectivement noire, verte et blanche. Masquage des parties métalliques et polissage au disque coton et pâte 40 microns spéciale bois du sapelli. Gros nettoyage au décireur et enduction de 6 couches d'huile de tung dans la même journée, y compris la nuit, surtout possibles grace au poele à granulés en route en cette froide journée (3 couches diluées à 49.25% de térébenthine, 3 pures, toutes avec 1.5% de siccatif).
04-AVR-2020
En matinée j'ai fini le Otter N°161: deux couches de cire de carnauba et deux couches de cire d'antiquaire. Zou! Retour en vitrine.
Me suis forcé à faire de menus travaux autour de chez moi l'après-midi, et vers 17h j'ai repris la forge de la pince coudée. Pas facile de garder au rouge un petit axe de 6 mm, pas facile de l'avoir rouge juste sur un côté d'abord pour y faire une "tête", des ajustements difficiles et très longs, qui fichent en l'air tout ce qu'on a fait avant: des faces planes, perpendiculaires, etc. J'ai décidé d'en faire une pince pour des ronds de 13 mm puisque ce sont les ressorts automobiles que j'ai le plus. Du coup avec un bout de ressort redressé, j'ai forgé la forme dans chaque bec de la pince. Pour finir enfin un jour, j'ai grossièrement poli la pince à la meuleuse avec un vieux disque P40. Et voilà donc ma première (et sans doute unique) pince
Pour rappel, chaque branche est issue d'un tirant restant du chantier de ma maison Phénix vers fin 2008. Le design et les étapes ont été pompés
sur le site Youtube de Glen Stollmeyer, forgeron sur balcon, à Taïpeï.
05-AVR-2020
Grace à la pince finie hier et avec le morceau de ressort ayant servi à l'ajustement exact des becs, j'ai forgé un décapsuleur comme celui que montre, par exemple, Torbjörn Ähman sur Youtube. Par contre, le mien est trempé! Ça ne sert à rien et c'est donc parfaitement indispensable. Le plus dur et le plus long a été l'amorce du trou.

La pince a super bien marché! Trempe light interrompue à l'eau, revenu unique gorge de pigeon (~280°C), finition huile de lin échauffée.
J'ai mis la courbure inverse de celle de Torbjörn car sur le coup ça em semblait plus logique. On verra à l'usage. La binouze a été prétée par un voisin
pour mise au point et essai. Je n'ai pas ce genre de produit chez moi.
Grace à la pince finie hier et avec le morceau de ressort ayant servi à l'ajustement exact des becs, j'ai forgé un décapsuleur comme celui que montre, par exemple, Torbjörn Ähman sur Youtube. Par contre, le mien est trempé! Ça ne sert à rien et c'est donc parfaitement indispensable. Le plus dur et le plus long a été l'amorce du trou.
La pince a super bien marché! Trempe light interrompue à l'eau, revenu unique gorge de pigeon (~280°C), finition huile de lin échauffée.
J'ai mis la courbure inverse de celle de Torbjörn car sur le coup ça em semblait plus logique. On verra à l'usage. La binouze a été prétée par un voisin
pour mise au point et essai. Je n'ai pas ce genre de produit chez moi.
10-AVR-2020
Seconde tentative qui fut la bonne: j'ai un peu rangé ma ferraille. J'ai trouvé parmi mes roulements une bague intérieure pesée à 99 g, d'environ 5 mm d'épaisseur, 19 mm de large et environ 25 mm de diamètre. Je tacherai de retrouver la référence du roulement d'origine. Allumage de la forge pour une tentative de coupe avec un burin monté dans le trou de diamètre 18 mm de mon enclume. J'ai fini le dernier tout petit morceau à la disqueuse. Redressage, planage du chemin de roulement, début de pointe et fin du propane. Heureusement en ces temps de confinement, j'ai une bouteille d'avance. Donc c'est back in buisness dès demain, si j'ai envie. Je pense tenter de refaire un puukko pour remplacer celui en acier ressort pété à la trempe à eau. J'ai déjà pas mal de matos pour le manche qui attend... Autant en profiter.
Je pense tenter des TTH selon les dernières publications du site Knife Steel Nerd. Aurai-je besoin d'un recuit d'adoucissement à coup de DET vu que je ne vais pas percer le moindre trou? On verra.
11-AVR-2020
Retour à la forge...Reprise du brut en 100Cr6 pour en faire un nouveau "Caplan". Alors petits détails au sujet du roulement
- modèle 6306Z, pas de marque de fabricant
- di=30 mm, Largeur B=19 mm
- avec le poids de 99 g, cela nous fait un diamètre moyen extérieur de la bague intérieure de 41.77 mm, soit donc environ 5.9 mm d'épaisseur, cela en fait un plat très bon candidat pour un couteau.
A cause de la coupe au tranchet improvisé, les bords n'étaient pas nets et cela m'a provoqué un petit replis de métal d'un côté de la pointe. Je l'ai eliminé avec un vieux disque sur la meuleuse. Ensuite du classique, forge de la lame avec beaucoup de surépaisseur, sortie de la soie avec la guillotine de Glen Stollmeyer, allongement et affinage de la soie, retour à la lame pour des finitions, tout en me servant du "Caplan" précédemment cassé à la trempe comme patron. J'ai laissé la lame dans la forge chaude éteinte. Je ne fais jamais cela en général car je laisse le sèche-cheveux tourner 5 min afin d'éviter une remontée de chaleur qui pourrait endommager ledit sèche-cheveux.
La pince spéciale de Glen Stollmeyer et ma pince coudée ont été très pratique lors de cette séance. Le marteau boules confirme aussi son statut de favori. Si on en a qu'un, c'est avec celui là que la forge d'une lame sera la plus efficace.
Donc on va dégrossir le brut en laissant autant de surépaisseur que possible ("[...] forge it thick and grind it thin") et on fera les TTH au four. Recopions ici les derniers essais de Knife Steel Nerd au sujet des TTH du 100Cr6 à usage coutelier
- le meilleur compromis dureté résilience a été obtenu avec une microstructure de départ obtenue par DET (j'ai pas de traduction, Divorced Eutectoid Transformation)
- après forge et façonnage grossier (P220 ou 400), 20 min @ 927°C, refroidissement à l'air
- 30 min @ 793°C, refroidissement à l'air
- 30 min @ 793°C, descente au four à 682°C en 370°C/h (donc en 18 min), puis refroidissement à l'air (c'est celle-ci l'opération de DET)
[en théorie, c'est maintenant que l'acier est le plus mou et qu'il devrait se laisser percer et usiner; si on fait cela, un petit recuit de détente devrait être entrepris, disons vers 680°C et refroidissement au four; les étapes d'usinage n'étant pas mentionnées, on imagine la lame complètement terminée avant les TTH de cet article; sauf façonnage finale bien entendu]
- (au fait, j'ai découvert dans un vieux livre scolaire de votre serviteur qu'on dit austénitisation et non pas austénisation, j'ai tout faux depuis un temps fou)
- austénitisation 15 min @ 816..829°C et trempe dans une huile rapide
- (un traitement cryo optionnel rapportera environ 0.5 HRc en plus)
- 2 revenus de 1 h entre 149 et 204°C
Si je décode les graphiques avec attention,
- les éprouvettes faisaient 2.5 X 10 X 55 [mm], donc pas question de réduire les temps puisque mon couteau sera certainement plus épais
- avec 823°C d'auténitisation et des revenus à 205°C, on tombe vers 61,2 HRc tout en ayant une résilience pratiquement au maximum avec 27.5 ft.lbs (pied livre, oui c'est des anglos saxons...). Le maxi est à 28.
- je ferai des passages cryo au congélo à -18°C uniquement (la dureté augmentera un chouilla et la résilience baissera un chouilla aussi)
- comme milieu de trempe je commencerai par le goop sur 8 mm (et la lime demi-douce nous dira quoi en penser)
- on devrait avoir environ 7% de carbures et 5% d'austénite résiduelle
12-AVR-2020
Sortie du brut de la forge froide.
- 87 g, pointe 1,52 mm, dos 3,80, tranchant 1,9..2,8, ricasso 4,20 et cul (de la soie) 1,75
Retrait de la calamine avec un vieux disque P40 sur la meuleuse. Façonnage du contour. J'ai changé d'idée pour la forme: un peu plus long que le précédent (+ 4 mm), dos de lame droit mais légèrement plongeant. Début d'émouture au back et à main levée. En chemin je me suis décidé pour une section rhombique à la Yrjö Puronvarsi. J'ai fait le début du contre-tranchant aux limes batarde, demi-douce et douce. Les congés entre soie et lame ont été faits à la lime queue de rat. Quelques redressages au marteau. Puis j'ai tout repris au back jusqu'à P400, contre les amorces de rupture. Le brut rentre dans le manche en chêne déjà fait pour la lame précédente. Alors je trouve cela joli mais c'est beaucoup trop de boulot, en gros faut se taper 4 émoutures! Une remarque concernant l'usinabilité avec de bonnes limes: aucun souci sauf un peu sur la faible couche de surface (écrouie par le back?). Alors n'est ce pas du "vrai" 100Cr6? Ou est ce que le fait de laisser refroidir dans la forge a permis un meilleur recuit d'adoucissement que les traditionnelles cendres (en copiant un peu le mécanisme du DET?). En tout cas ce fut une bonne surprise, toutes mes expériences précédentes que ce soit sur du 100Cr6 ou du 90MCV8 ont montré que la trempabilité améliorée par les éléments d'addtion font toujours tremper à l'air mes bruts et cela les rend en général imperçables avec des fôrets en acier rapide
- 48 g, pointe 1,07 mm, dos 1,88 (6 mm en dessous, épaisseur maxi de 3,5), tranchant 1,3, ricasso 3,52 et cul 1,75
Pour la trempe et les revenus dans la foulée, comme je veux tout faire à la suite pour stabiliser le moins d'austénite résiduelle possible, je vais me garder tout cela pour le lundi de Pâques. D'ailleurs à cause de l'excellent compromis dureté résilience annoncé par les essais de Knife Steel Nerd, je renonce à la trempe sélective (pour éviter des déformations) au profit d'une trempe intégrale à l'huile de colza préchauffée. Mais j'ai attaqué les traitements antérieurs avant, c-à-d aujourd'hui.
Pour protéger la lame de la décarburation, j'ai fait les traitements du jour avec une couche d'acide borique vitrifié
- j'ai mis lame au four en route pour 927°C et je l'ai sortie vers 700°C pour la recouvrir d'acide borique, ensuite
- 20 min @ 927°C (il a fallu 1'30" au four pour remonter)
- au lieu de laisser refroidir à l'air, j'ai utilisé de l'air pulsé (en sortie d'aspirateur) par peur que la couche d'acide borique ne soit un peu trop isolante thermiquement
- [le but de ce premier traitement c'est de passer au dessus de Acm et de dissoudre tous les carbures afin de bien les repartir; le refroidissement à l'air -jusqu'à la perte totale de couleur, disons 500°C- est suffisamment rapide pour également diminuer la taille des grains qui ont bien grossi durant ces 20 minutes à très haute tenpérature; pour être sûr de la réduction de la taille des grains, j'ai préféré accélérer un peu le refroidissement]
- 30 min @ 793°C (il a fallu 30" au four pour remonter)
- au lieu de laisser refroidir à l'air, j'ai utilisé de l'air pulsé (en sortie d'aspirateur) par peur que la couche d'acide borique ne soit un peu trop isolante thermiquement
- [le but de ce second traitement -un recuit d'affinage de grain ou normalisation- c'est de rester juste au dessus de Ac1/Ac3 afin d'obtenir une nouvelle réduction de grains au refroidissement suivant -par changement de structure cristalline austénite -> ferrite ou martensite; pour être sûr de la réduction de la taille des grains, j'ai préféré accélérer un peu le refroidissement]
- 30 min @ 793°C puis baisse à 682°C en exactement 18' (soit 370°C/h) suivi d'un refroidissement à l'air (calme cette fois)
- [ce troisième traitement -un recuit d'adoucissement- est la DET dont le but est d'obtenir un acier le plus mou et usinable possible; c'est maintenant qu'il faudrait faire des trous et éventuellement façonner au back; mais dans ce cas il faudra ajouter un recuit de détente afin d'éliminer les tensions internes générées par les retraits de matière; la structure cristalline de l'acier est alors constitué de sphères et non plus de plaques; les sphères comme les piscines à boules des mômes laissent pénétrer plus facilement les outils; le prix à payer sera un temps d'austénitisation plus long car ces sphères se dissolvent moins vite en austénite, mais les essais semblent montrer que sous les 850..875°C le 100Cr6 ne voit pas son grain grossir très vite; en échange cette structure sphéroïdale de départ avant trempe semble donner les meilleurs résultats en terme de compromis dureté résilience]
La suite demain...
13-AVR-2020
La lame est pliée à peu près à la jonction lame - soie. J'avais beaucoup martelé cet endroit pour redresser après façonnage au back. Y avait-il des contraintes qui se sont libérées?
La couche vitrifiée d'acide borique est très difficile à enlever: en grattant avec plein de méthodes, en tapotant au marteau pour casser... Je regrette la sableuse du boulot. Faudra éviter à l'avenir si pas de possibilité de sablage. J'ai enlevé le plus gros et j'ai fait un petit ponçage manuel à P400. Pour ne pas marquer l'acier censé être mou, j'ai progressivement redressé la lame avec le maillet à embouts plastiques sur billot en bois (en me servant de bosses, creux et plats dans ledit billot; un peu d'acide borique a encore sauté). Ce qui me tracasse le plus c'est que sous certains endroits libérés de la couche vitrifiée, il y a comme des petits cratères, qu'on voit parfois en cas d'acier brûlé à la forge ou de forte décarburation. Hmmm...
Four programmé à 823°C et huile de colza préchauffée à 70°C (alarme du thermomètre de cuisine; et c'est là que je me suis aperçu que cette seconde sonde IKEA déconnait aussi à présent; comme son ancêtre, ces sondes ne survivent pas plus de 5 ans on dirait; je me suis dépanné avec mes thermocouples chinois).
- 15 min @ 823°C (+ 28 s de remontée); l'huile était à 68°C à t=0
- trempe à l'huile de colza à 58°C (le nez perlitique vers 600°C sur la meilleure doc que j'ai est donné à t=3 s)
- aucune déformation
- test lime demi-douce sur lame tiède: métal hyper mou! Décarburation de surface? Ou martensite qui se fait attendre (M0=240°C, M90=166°C selon la littérature)
- 1 h à -18°C; test à la lime demi-douce vers 40 min au moment d'allumer le four de cuisine. C'est toujours aussi mou!
[je vous dis pas comme j'ai cogité: roulement cémenté? C'est pour cela que c'était si facile à limer après la forge? J'avais décidé de stopper là si le dernier test à la lime en profondeur ne donnait rien; et j'avais peu d'espoir vues les précautions contre la décarburation avec l'acide borique]
- à la sortie du congélo, j'ai limé dans la surépaisseur du tranchant, et vas y que ça faisait du copeau, du beurre... Jusqu'à ce que plus rien, ça patine sévère. J'estime avoir enlevé 0,2..0,3 mm d'acier de surface. J'ai refait le test dans une autre zone (jointure soie lame) pour constater le même phénomène: copeaux puis patinage. Ouf! On continue donc avec le premier revenu.
[Mon bout de ferraille a-t-il perdu son carbone à la forge? Ou bien juste dans les 15 min d'austénitisation? L'acide borique ne marcherait pas? Surtout dans la longue phase à 927°C?]
- 1 h à 205°C au four de cuisine avec thermomètre calibré à l'intérieur (mon four Siemens est un modèle de précision!)
- refroidissement brusque dans un seau d'eau de pluie à 16.5°C. La lame a pris une couleur jaune un peu brillante dans les parties que j'avais polies avec la lime
- 1 h à -18°C
Seconde tentative qui fut la bonne: j'ai un peu rangé ma ferraille. J'ai trouvé parmi mes roulements une bague intérieure pesée à 99 g, d'environ 5 mm d'épaisseur, 19 mm de large et environ 25 mm de diamètre. Je tacherai de retrouver la référence du roulement d'origine. Allumage de la forge pour une tentative de coupe avec un burin monté dans le trou de diamètre 18 mm de mon enclume. J'ai fini le dernier tout petit morceau à la disqueuse. Redressage, planage du chemin de roulement, début de pointe et fin du propane. Heureusement en ces temps de confinement, j'ai une bouteille d'avance. Donc c'est back in buisness dès demain, si j'ai envie. Je pense tenter de refaire un puukko pour remplacer celui en acier ressort pété à la trempe à eau. J'ai déjà pas mal de matos pour le manche qui attend... Autant en profiter.
Je pense tenter des TTH selon les dernières publications du site Knife Steel Nerd. Aurai-je besoin d'un recuit d'adoucissement à coup de DET vu que je ne vais pas percer le moindre trou? On verra.
11-AVR-2020
Retour à la forge...Reprise du brut en 100Cr6 pour en faire un nouveau "Caplan". Alors petits détails au sujet du roulement
- modèle 6306Z, pas de marque de fabricant
- di=30 mm, Largeur B=19 mm
- avec le poids de 99 g, cela nous fait un diamètre moyen extérieur de la bague intérieure de 41.77 mm, soit donc environ 5.9 mm d'épaisseur, cela en fait un plat très bon candidat pour un couteau.
A cause de la coupe au tranchet improvisé, les bords n'étaient pas nets et cela m'a provoqué un petit replis de métal d'un côté de la pointe. Je l'ai eliminé avec un vieux disque sur la meuleuse. Ensuite du classique, forge de la lame avec beaucoup de surépaisseur, sortie de la soie avec la guillotine de Glen Stollmeyer, allongement et affinage de la soie, retour à la lame pour des finitions, tout en me servant du "Caplan" précédemment cassé à la trempe comme patron. J'ai laissé la lame dans la forge chaude éteinte. Je ne fais jamais cela en général car je laisse le sèche-cheveux tourner 5 min afin d'éviter une remontée de chaleur qui pourrait endommager ledit sèche-cheveux.
La pince spéciale de Glen Stollmeyer et ma pince coudée ont été très pratique lors de cette séance. Le marteau boules confirme aussi son statut de favori. Si on en a qu'un, c'est avec celui là que la forge d'une lame sera la plus efficace.
Donc on va dégrossir le brut en laissant autant de surépaisseur que possible ("[...] forge it thick and grind it thin") et on fera les TTH au four. Recopions ici les derniers essais de Knife Steel Nerd au sujet des TTH du 100Cr6 à usage coutelier
- le meilleur compromis dureté résilience a été obtenu avec une microstructure de départ obtenue par DET (j'ai pas de traduction, Divorced Eutectoid Transformation)
- après forge et façonnage grossier (P220 ou 400), 20 min @ 927°C, refroidissement à l'air
- 30 min @ 793°C, refroidissement à l'air
- 30 min @ 793°C, descente au four à 682°C en 370°C/h (donc en 18 min), puis refroidissement à l'air (c'est celle-ci l'opération de DET)
[en théorie, c'est maintenant que l'acier est le plus mou et qu'il devrait se laisser percer et usiner; si on fait cela, un petit recuit de détente devrait être entrepris, disons vers 680°C et refroidissement au four; les étapes d'usinage n'étant pas mentionnées, on imagine la lame complètement terminée avant les TTH de cet article; sauf façonnage finale bien entendu]
- (au fait, j'ai découvert dans un vieux livre scolaire de votre serviteur qu'on dit austénitisation et non pas austénisation, j'ai tout faux depuis un temps fou)
- austénitisation 15 min @ 816..829°C et trempe dans une huile rapide
- (un traitement cryo optionnel rapportera environ 0.5 HRc en plus)
- 2 revenus de 1 h entre 149 et 204°C
Si je décode les graphiques avec attention,
- les éprouvettes faisaient 2.5 X 10 X 55 [mm], donc pas question de réduire les temps puisque mon couteau sera certainement plus épais
- avec 823°C d'auténitisation et des revenus à 205°C, on tombe vers 61,2 HRc tout en ayant une résilience pratiquement au maximum avec 27.5 ft.lbs (pied livre, oui c'est des anglos saxons...). Le maxi est à 28.
- je ferai des passages cryo au congélo à -18°C uniquement (la dureté augmentera un chouilla et la résilience baissera un chouilla aussi)
- comme milieu de trempe je commencerai par le goop sur 8 mm (et la lime demi-douce nous dira quoi en penser)
- on devrait avoir environ 7% de carbures et 5% d'austénite résiduelle
12-AVR-2020
Sortie du brut de la forge froide.
- 87 g, pointe 1,52 mm, dos 3,80, tranchant 1,9..2,8, ricasso 4,20 et cul (de la soie) 1,75
Retrait de la calamine avec un vieux disque P40 sur la meuleuse. Façonnage du contour. J'ai changé d'idée pour la forme: un peu plus long que le précédent (+ 4 mm), dos de lame droit mais légèrement plongeant. Début d'émouture au back et à main levée. En chemin je me suis décidé pour une section rhombique à la Yrjö Puronvarsi. J'ai fait le début du contre-tranchant aux limes batarde, demi-douce et douce. Les congés entre soie et lame ont été faits à la lime queue de rat. Quelques redressages au marteau. Puis j'ai tout repris au back jusqu'à P400, contre les amorces de rupture. Le brut rentre dans le manche en chêne déjà fait pour la lame précédente. Alors je trouve cela joli mais c'est beaucoup trop de boulot, en gros faut se taper 4 émoutures! Une remarque concernant l'usinabilité avec de bonnes limes: aucun souci sauf un peu sur la faible couche de surface (écrouie par le back?). Alors n'est ce pas du "vrai" 100Cr6? Ou est ce que le fait de laisser refroidir dans la forge a permis un meilleur recuit d'adoucissement que les traditionnelles cendres (en copiant un peu le mécanisme du DET?). En tout cas ce fut une bonne surprise, toutes mes expériences précédentes que ce soit sur du 100Cr6 ou du 90MCV8 ont montré que la trempabilité améliorée par les éléments d'addtion font toujours tremper à l'air mes bruts et cela les rend en général imperçables avec des fôrets en acier rapide
- 48 g, pointe 1,07 mm, dos 1,88 (6 mm en dessous, épaisseur maxi de 3,5), tranchant 1,3, ricasso 3,52 et cul 1,75
Pour la trempe et les revenus dans la foulée, comme je veux tout faire à la suite pour stabiliser le moins d'austénite résiduelle possible, je vais me garder tout cela pour le lundi de Pâques. D'ailleurs à cause de l'excellent compromis dureté résilience annoncé par les essais de Knife Steel Nerd, je renonce à la trempe sélective (pour éviter des déformations) au profit d'une trempe intégrale à l'huile de colza préchauffée. Mais j'ai attaqué les traitements antérieurs avant, c-à-d aujourd'hui.
Pour protéger la lame de la décarburation, j'ai fait les traitements du jour avec une couche d'acide borique vitrifié
- j'ai mis lame au four en route pour 927°C et je l'ai sortie vers 700°C pour la recouvrir d'acide borique, ensuite
- 20 min @ 927°C (il a fallu 1'30" au four pour remonter)
- au lieu de laisser refroidir à l'air, j'ai utilisé de l'air pulsé (en sortie d'aspirateur) par peur que la couche d'acide borique ne soit un peu trop isolante thermiquement
- [le but de ce premier traitement c'est de passer au dessus de Acm et de dissoudre tous les carbures afin de bien les repartir; le refroidissement à l'air -jusqu'à la perte totale de couleur, disons 500°C- est suffisamment rapide pour également diminuer la taille des grains qui ont bien grossi durant ces 20 minutes à très haute tenpérature; pour être sûr de la réduction de la taille des grains, j'ai préféré accélérer un peu le refroidissement]
- 30 min @ 793°C (il a fallu 30" au four pour remonter)
- au lieu de laisser refroidir à l'air, j'ai utilisé de l'air pulsé (en sortie d'aspirateur) par peur que la couche d'acide borique ne soit un peu trop isolante thermiquement
- [le but de ce second traitement -un recuit d'affinage de grain ou normalisation- c'est de rester juste au dessus de Ac1/Ac3 afin d'obtenir une nouvelle réduction de grains au refroidissement suivant -par changement de structure cristalline austénite -> ferrite ou martensite; pour être sûr de la réduction de la taille des grains, j'ai préféré accélérer un peu le refroidissement]
- 30 min @ 793°C puis baisse à 682°C en exactement 18' (soit 370°C/h) suivi d'un refroidissement à l'air (calme cette fois)
- [ce troisième traitement -un recuit d'adoucissement- est la DET dont le but est d'obtenir un acier le plus mou et usinable possible; c'est maintenant qu'il faudrait faire des trous et éventuellement façonner au back; mais dans ce cas il faudra ajouter un recuit de détente afin d'éliminer les tensions internes générées par les retraits de matière; la structure cristalline de l'acier est alors constitué de sphères et non plus de plaques; les sphères comme les piscines à boules des mômes laissent pénétrer plus facilement les outils; le prix à payer sera un temps d'austénitisation plus long car ces sphères se dissolvent moins vite en austénite, mais les essais semblent montrer que sous les 850..875°C le 100Cr6 ne voit pas son grain grossir très vite; en échange cette structure sphéroïdale de départ avant trempe semble donner les meilleurs résultats en terme de compromis dureté résilience]
La suite demain...
13-AVR-2020
La lame est pliée à peu près à la jonction lame - soie. J'avais beaucoup martelé cet endroit pour redresser après façonnage au back. Y avait-il des contraintes qui se sont libérées?
La couche vitrifiée d'acide borique est très difficile à enlever: en grattant avec plein de méthodes, en tapotant au marteau pour casser... Je regrette la sableuse du boulot. Faudra éviter à l'avenir si pas de possibilité de sablage. J'ai enlevé le plus gros et j'ai fait un petit ponçage manuel à P400. Pour ne pas marquer l'acier censé être mou, j'ai progressivement redressé la lame avec le maillet à embouts plastiques sur billot en bois (en me servant de bosses, creux et plats dans ledit billot; un peu d'acide borique a encore sauté). Ce qui me tracasse le plus c'est que sous certains endroits libérés de la couche vitrifiée, il y a comme des petits cratères, qu'on voit parfois en cas d'acier brûlé à la forge ou de forte décarburation. Hmmm...
Four programmé à 823°C et huile de colza préchauffée à 70°C (alarme du thermomètre de cuisine; et c'est là que je me suis aperçu que cette seconde sonde IKEA déconnait aussi à présent; comme son ancêtre, ces sondes ne survivent pas plus de 5 ans on dirait; je me suis dépanné avec mes thermocouples chinois).
- 15 min @ 823°C (+ 28 s de remontée); l'huile était à 68°C à t=0
- trempe à l'huile de colza à 58°C (le nez perlitique vers 600°C sur la meilleure doc que j'ai est donné à t=3 s)
- aucune déformation
- test lime demi-douce sur lame tiède: métal hyper mou! Décarburation de surface? Ou martensite qui se fait attendre (M0=240°C, M90=166°C selon la littérature)
- 1 h à -18°C; test à la lime demi-douce vers 40 min au moment d'allumer le four de cuisine. C'est toujours aussi mou!
[je vous dis pas comme j'ai cogité: roulement cémenté? C'est pour cela que c'était si facile à limer après la forge? J'avais décidé de stopper là si le dernier test à la lime en profondeur ne donnait rien; et j'avais peu d'espoir vues les précautions contre la décarburation avec l'acide borique]
- à la sortie du congélo, j'ai limé dans la surépaisseur du tranchant, et vas y que ça faisait du copeau, du beurre... Jusqu'à ce que plus rien, ça patine sévère. J'estime avoir enlevé 0,2..0,3 mm d'acier de surface. J'ai refait le test dans une autre zone (jointure soie lame) pour constater le même phénomène: copeaux puis patinage. Ouf! On continue donc avec le premier revenu.
[Mon bout de ferraille a-t-il perdu son carbone à la forge? Ou bien juste dans les 15 min d'austénitisation? L'acide borique ne marcherait pas? Surtout dans la longue phase à 927°C?]
- 1 h à 205°C au four de cuisine avec thermomètre calibré à l'intérieur (mon four Siemens est un modèle de précision!)
- refroidissement brusque dans un seau d'eau de pluie à 16.5°C. La lame a pris une couleur jaune un peu brillante dans les parties que j'avais polies avec la lime
- 1 h à -18°C
- refroidissement brusque dans un seau d'eau de pluie à 18.5°C
- 2 h à -18°C
14-AVR-2020
Reprise du "Caplan". J'ai commencé à enlever l'espèce de calamine de surface avec une lime demi-douce afin de préserver les bandes (j'ai encore renouvelé le test de dureté sur l'autre face du tranchant: pareil, d'abord du copeau puis ça finit par patiner en profondeur). La soie a été faite à la meuleuse, avec une main légère. Puis au back, à la table verticale
- reprise du contre-tranchant à P220 et faible vitesse
- reprise des émoutures principales à P120 à faible vitesse et P220
- reprise du contre-tranchant à P400 à vitesse encore plus faible
- reprise des émoutures à P400
- chants du dos et du tranchant à la roue de 250 mm à P220 et 400
J'ai pris mon temps et j'ai eu la main légère. Il reste de petits cratères apparemment issus de l'acide borique (?). Je vais finir à la main au P400. J'ai bien envie de faire une révélation au perchlo histoire d'essayer de "voir" s'il y a bien une décarburation en surface: on devrait voir un changement de couleur façon San Mai (3 couches laminées avec couche centrale dure) si la lime ne m'a pas trompé. Le tranchant est juste sous les 0.6 mm et avec le contre-tranchant à presque 2 mm, la lame a l'air super fine alors que dans la section principale elle est presque à 3.5 mm.
15-AVR-2021
Aujourd'hui je suis sorti à vélo pour aller me ravitailler à la ferme en lait crû. J'avais un couteau, mon pliant à lentille "Kipawa", qui a échappé d'une poche de mon bermuda de trail au retour... Bois serpent à 25..30 km/h contre le macadam. Devinez qui a gagné? Il y a un choc au cul (pas grave fonctionnellement) mais surtout un "poc" et une fissure non loin de la butée de fermeture... Damned!
Reprise des émoutures du "Caplan" à la main au P180, 220, 320 et 400. Grace à la couche supérieure décarburée, ça allait plus vite que d'habitude. A se demander si ce ne serait pas un moyen très simple de faire des lames en 3 couches laminées? Polissage aux disques sisal, coton et flanelle avec respectivement les pâtes noire, verte et blanche. J'ai passé mon perchlo 25 s au micro ondes pour le tiédir et j'ai fait 3 bains de respectivement1, 2 et 5 min. Neutralisation entre les bains et polissage à la paille de fer. Toute la lame est noire sauf le sommet des deux émoutures qui se rejoignent sur une même face (décarburée?). Après polissage, on croit deviner que la couleur noire s'accentue lorsqu'on s'approche du tranchant. Tout cela va dans le sens de la décarburation de surface que je crois avoir détecté à la lime. L'aspect de la lame laisse voir des fines bandes de perlite (claire) et de cémentite (sombre) parallèles au tranchant. Il faudrait un temps de révélation plus élevé pour mieux les voir, par exemple 4 fois 5 minutes comme sur les deux derniers "Bujeault".
16-AVR-2020
J'ai réparé au mieux la fissure dans le manche de mon "Kipawa" en bois serpent avec de la simple colle à bois type D3. Les autres marques seront légèrement poncées plus tard.
J'ai repris un peu la planéité du morceau d'os supposé de bovin avant d'y tailler longuement une fente pour faire passer la soie du "Caplan". Idem avec le pommeau en laiton qui servira à recevoir le matage de la soie. J'ai décidé d'allonger d'environ 6..7 mm le manche du "Caplan" par rapport à celui du Mora Eldris que je repompe dans ce projet. J'ai aussi percé le trou pour le tube de passage dragonne à 6 puis 6.1 mm avant de faire le petit décrochement dans la soie (pourquoi elle a pas décarburé elle? Elle est inusinable) qui permettera de le contourner. A propos de soie, il a fallu une fois de plus la remettre un peu dans l'axe de la lame. Sans doute le polissage à la main d'hier qui nous a un peu décalé tout ça.
17-AVR-2020
J'ai gratté les surplus de colle à bois séchée sur le manche du "Kipawa". C'est pas trop mal et ça a l'air assez solide.
J'ai poli jusqu'à P2500 la face avant de la ferule en os. Je n'ai pas osé polir au disque de peur de salir de façon irréversible l'os. J'aurais dû faire un essai sur la face cachée. La face extérieure du pommeau en laiton a été égalisée aux limes. Cette pièce issue de la poubelle de l'usine avait de petits fraisages qui rendaient la face non plane. J'ai accentué à la lime le chanfrein qui recevra la soie matée. J'ai repris au chalumeau à gaz la soie: presque au rouge dans la zone à mater et au delà du "bleu" gorge de pigeon sur le reste afin de tenter d'y faire de petites encoches rondes pour favoriser l'accroche de la colle.
J'ai fait le logo sur l'émouture gauche de la lame, contrairement à mon habitude car l'émouture droite était trop accidentée, vraisemblablement à cause de l'acide borique. J'ai poursuivi avec l'affûtage grossier uniquement à la meule à eau à main levée avec un angle de 15° environ par côté. J'ai peur des accidents si j'affûte après montage car le talon de la lame est très proche de la ferule. Nettoyage des surfaces à coller avec l'acétone et préparation d'un petit coin de bois pour mieux coincer la lame dans le manche (trou trop gros?) au moment du collage. Préparation de la colle époxy à prise lente, enduction des surfaces, bouchage du trou de la dragonne pour éviter les coulures et les fuites et mise assez compliquée sous presses. Essuyage des excès à l'acétone au niveau de la jonction lame ferule.
18-AVR-2020
J'ai essayé d'adapter la forme verticale du manche du Mora Eldriss à la longueur à peine plus grande du manche du "Caplan". Et ce n'est pas très satisfaisant. Le dessin d'un couteau tient dans le millimètre entre le beau et le moche. J'ai découpé cette forme sur papier pour la reporter sur le manche.
J'ai sorti le "Caplan" des presses et avec un ciseau à bois j'ai retiré l'époxy qui a coulé dans le chanfrein destiné à recevoir la soie matée. Ensuite j'ai réduis la longueur de la soie à un dépassement de 1.5 mm et je l'ai longuement matée dans son logement. J'ai sorti le back, fait des tracés et longuement travaillé sur le manche le faisant évoluer en permanence et s'éloigner du Eldris... Et je sens bien que c'est en train de m'échapper... Le manche va être trop gros par rapport à la lame, mais c'était voulu pour bien remplir la paume, par contre sa forme est bizarre. Moche quoi. Les congés entre les angles droits des ferule et pommeau sont trop petits. On verra ce que ça donnera après les finitions ou bien que je sois satisfait ou fatigué. J'ai aussi poli au back le pommeau jusqu'à P400.
19-AVR-2020
J'ai entièrement repris le manche du "Caplan" pour aller à nouveau vers une forme très lisse non accidentée, de section ovoïde, façon Pekka Tuominen. Beaucoup de finition à la râpe et à la lime demi-douce pour progresser lentement. Cela m'a pris beaucoup de temps. Chanfrein à 45° dans le trou, sciage, mise à taille et matage du tube de passage dragonne. Nettoyage, polissage au disque coton et pâte spéciale bois 40 microns, coupe des dernières traces d'époxy au ricasso au ciseau à bois, nouveau nettoyage, masquage et teinte à la paille de fer dissoute dans du vinaigre blanc. La forme est pas mal mais la position de la lame par rapport au manche n'est pas très réussie je pense. La faute au façonnage de départ, complètement HS qui a enlevé trop de matière là où il m'en fallait plus tard...
20-AVR-2020
Egrénage du manche du "Caplan" à la paille de fer et étalées sur une grosse journée, 6 couches d'huile de tung, les 3 premières diluées à 50% avec de la térébenthine et les 3 dernières pures (avec chaque fois 1.5% de siccatif). Avec la teinte un peu irrégulière en fonction des veines et de la densité du chêne, je le trouve très beau d'un coup ce bois... Les tanins du chêne réagissent vraiment bien avec le fer dissout dans le vinaigre blanc.
21-AVR-2020
Dernières couches: deux de cire de carnauba, deux de cire d'antiquaire. Affûtage aux pierre à eau Haïdu P180 et 280, pierre DMT 320 et petit coup de cuir avec pâte 2 microns. Création du tableau dans la page galerie.
27-AVR-2020
J'ai fini par enfin pouvoir lire le livre sur les couteaux japonais ("The knifenerd guide to japanese knives" par Kevin Kent ISBN 9781999390600) que je me suis offert pour Noel. J'y ai appris que Takayuki Shibata affûte ses couteaux à 800 (J800 c'est environ P1000, J8000 n'a pas d'équivalent en garanulométrie de papier européen mais c'est bien au dessus de P5000; selon mes recherches sur le Net) sur le tranchant gauche et 8000 sur le droit. J'ai supposé une granulométrie japonaise et que les côtés gauche droite sont ceux lorsqu'on tient le couteau en main. J'ai donc fait un essai sur mon dernier "Caplan" (photos faite et galerie mise à jour) avec du P320 à gauche et de la pierre de coticule belge à droite (5000..8000). Je ne constate hélàs aucune réelle différence à la coupe. Mais je ne suis pas le Mozart de l'affûtage.
01-MAI-2020
Contre l'ennui et à côté des tâches quotidiennes, j'ai commencé par travailler sur deux étuis en cuir
- un premier classique, plié en deux, 3 couches de martyr, passant de ceinture monobloc pour le "Bujeault 107%" en 90MCV8
- un second de type scandinave pour le dernier "Caplan" avec fourreau en bois en deux parties
Pour le premier, rien de spécial à signaler, au soir j'en suis à avoir creusé la rainure pour la couture avec le marquage des trous, une grande partie teinte, le passant de ceinture cousu. Cuir tanné végétal.
Pour le second, un type que je réalise la première fois de ma vie, j'ai maladroitement creusé au ciseaux à bois deux morceaux de platane d'environ 8 mm d'épaisseur. Après un peu de ponçage à plat, j'ai collé le tout pour former un fourreau qui après affinage devra être cousu dans un étui avec une seule couture à l'arrière. Ici je prévois de réutiliser le cuir d'un vieux cartable. Pas sûr qu'il se laisse bien conformer comme du tanné végétal...
02-MAI-2020
J'ai presque fini le premier étui en cuir pour le "Bujeault 107%".
- perçage des trous
- seconde rainure pour relier les trous sur la face cachée
- mouillage, teinture de la zone de couture ainsi que le martyr (dedans comme dehors)
- marquage avec la roulette, couture point sellier, dernier marquage avec la roulette
- mouillage, arrondi des angles, lissage et introduction du couteau avec film plastique alimentaire pour la protection.
Le manche pénètre peu mais je voulais un port très haut pour ce couteau.
J'ai dégrossi le fourreau en bois au couteau. D'abord avec le "Caplan" lui même (je trouve super d'utiliser un couteau comme outil pour faire son propre étui) puis avec mon pliant "Kipawa". Je voulais voir la tenue du tranchant de ces deux aciers. Sur le platane, elle est excellente pour les deux, notamment le supposé XC100 (d'une lime) du "Kipawa" austénitisé par induction sur lequel j'ai toujours des doutes. Le 100Cr6 du "Caplan" avec les TTH de Knife Steel Nerd ne prête pas le flan à la moindre. La mécanique (pivot 3 mm et palette, bois serpent) du piémontais encaisse très bien les efforts. Cependant deux remarques
- le tranchant du "Caplan" est trop gros juste derrière le fil, il vaudrait mieux le reprendre. Il est sans doute hyper costaud mais oppose un peu trop de résistance à la pénétration dans des objets assez durs
- la pointe du "Kipawa" était pliée/enfoncée. Sans doute une des conséquences de la chute récente en vélo que mes yeux de 48 ans sans lunettes n'ont pas vu l'autre fois. Rectification rapide à la lime puis à la pierre Fallkniven. Ces deux faits confirment que la trempe n'a que peu prise à la pointe, comme semblait déjà le révéler le perchlo ainsi que mes tests de dureté. J'ai souvent eu des problèmes de trempe aux pointes (sur des aciers non alliés) au four, comme à la forge et à l'induction. Pourtant je trempe toujours pointe en premier. C'est vraiment cette zone qui doit se refroidir hyper vite à la sortie et me fait louper le nez perlitique. Je ne vois guère comme solution que de laisser plus de matière ou un peu surchauffer la pointe (ou laisser tomber les purs carbone)
Le fourreau a été poursuivi à la râpe, puis à la lime demi-douce et enfin avec une vieille éponge abrasive Norton deux grains ("gros" et "fin") ultar rincée. Ce fut beaucoup plus qu'avec le backstand mais j'avais envie d'utiliser des outils à main. Cela permet d'y aller très progressivement. Comme je veux former le cuir mouillé autour du fourreau je lui ai mis une petite couche d'huile de lin afin qu'il n'absorbe pas trop d'humidité. Pour le cuir, on reste dans l'esprit "récup" du "Caplan" (os trouvé, chêne de poutre offert, roulement de la benne...) avec mon vieux cartable. Le morceau choisi et découpé est très déformé et plein de trous de couture mais ça ne fait rien. Il est actuellement en train de tremper dans l'eau pour essayer de le ramollir et de le mettre à plat.
L'étui cuir en train de sécher, le fourreau en bois huilé et la pointe du "Kipawa" réparée.
03-MAI-2020
Fabrication d'un étui de type scandinave pour le "Caplan". J'ai regardé un tuto sur YouTube et j'ai dû me taper chaque trou avec le vieux poinçon de mon grand-père (un peu affûté et redressé pour l'ocsasion). Le moins qu'on puisse dire, c'est que pour une première expérience, j'ai tout fait pour me dégoûter en décidant d'exploiter le cuir d'un vieux cartable. Celui-ci ne se comporte absolument pas comme du tanné végétal: quasiment pas le moindre de gré de conformation. Il faut tirer fort sur le fil pour forcer le cuivre à suivre la forme du manche puis du fourreau en bois. A cause de la seconde aiguille qui passait toujours dans le fil au lieu de l'éviter (trou trop serrés), la mort dans l'âme, j'ai renoncé au point sellier. Ma ligne de couture est un peu irrégulière, j'ai passé avant l'abat-carre sur l'entrée intérieure et extérieure de l'étui. Finition avec le petit backstand Peugeot, teinture de la couture et séchage.
04-MAI-2020
Sortie des "Bujeault 107%" et "Caplan" de leur étui. Le "Bujeault 107%" entièrement recouvert de film ap assé deux jours dans l'humidité. Un tout petit bout de son tranchant est rouillé orange. C'est parti avec de la paille de fer mais elle reste de la coloration localement. Le "Caplan" n'avait que le manche qui était protégé, la lame a passé la nuit dans le fourreau et l'humidité environnante: tout le tranchant est orange. Là encore c'est bien parti avec de la paille de fer. Idem il reste des traces de coloration noirâtre. Bon de toute façon, je voulais "casser" l'épaulement derrière tranchant pour l'affiner...
Plus tard en fin de journée, un coup d'abat-carre sur la couture de l'étui scandinave avec teinture et lissage ainsi que nouvelle teinture de l'entrée du premier étui (tout est légèrement humidifié avant). Et pour finir en soirée, une couche de graisse "Le Phoque" sur chaque étui.
J'ai encore débité deux planchettes de 12 mm dans une branche du cerisier pleureur abattu chez mes parents, hsitoire de voir ce que ça raconte en dedans: bof on dirait du buis, tout blanc sans la moindre veine. Il est encore bien humide et commence à fisssurer de partout.
05-MAI-2020
J'ai eu finalement assez de motivation pour tenter d'affiner le tranchant du "Caplan" mais pas assez pour sortir le back. Du coup j'ai essayé avec une pierre de coticule de 150 mm. Bien que le grain soit très fin (de 5 à 8000 selon le morceau de caillasse chopé), il est très agressif et enlève beaucoup de matière. Le tout avec de l'eau. Que demande le peuple craignant des revenus intempestifs dus à des machines?
Très vite le tranchant devient convexe au niveau de l'épaulement qui sépare le tranchant de l'émouture. Sous la pulpe des doigts tout semble devenu sensiblement plus fin. Pas pour mon pied à coulisse cependant. Les "lignes de niveau" à 0.5 et 0.7 mm me semblent encore exactement au même endroit! C'est juste l'arète entre émouture et tranchant que j'ai dû "casser". Petit essai sur du bois: ça pénètre bien mieux, la lame est plus mordante, c'est assez bluffant. Le fil reste bien tranchant. La bel finition matte du perchlo a disparu dans la zone du tranchant. On va attendre avant d'essayer éventuellement de la refaire, dès fois que j'ai encore des élans d'affineur qui me reprennent...
06-MAI-2020
Ça manque sérieusement de motivation, putain de Covid! J'ai retrouvé de petits oeillets en laiton d'environ 4 mm dans mes affaires coutelières. J'ai percé l'étui du "Caplan" dans la zone prévue à cet effet pour y placer l'oeillet par déformation plastique (il a aussi de petites griffes). J'y ai mis un anneau élastique de porte-clefs. Faudra faire encore un passant de ceinture et ça devrait être fini.
07-MAI-2020
J'ai trouvé une chute de mon vieux cartable parfaite pour y faire le passant de l'étui du "Caplan": découpe, abat-carre, égrénage des zones à coller, teinte du chant, collage. J'ai trouvé un ancien tube de colle UHU "Kraft" dont la notice indique la possibilité d'encollage immédiat en 1 face et après séchage en 2 faces (type néoprène) et je l'ai essayé. Ça marche plutôt très bien et cela ne sent pas aussi fort. Ça peut dépanner mais je crois qu'il faut toujours rester avec la colle la plus spécialisée possible: bois avec du bois, néoprène avec du cuir et éviter la bi compsant à toutes les sauces...
08-MAI-2020
Perçage des 3 pauv' trous de couture du passant à 1.8 mm, petite coup de rainette pour noyer le fil, mouillage, teinture et pour finir, couture point sellier et voilà. On enfile l'anneau et c'est opérationnel!

Fabrication d'un étui de type scandinave pour le "Caplan". J'ai regardé un tuto sur YouTube et j'ai dû me taper chaque trou avec le vieux poinçon de mon grand-père (un peu affûté et redressé pour l'ocsasion). Le moins qu'on puisse dire, c'est que pour une première expérience, j'ai tout fait pour me dégoûter en décidant d'exploiter le cuir d'un vieux cartable. Celui-ci ne se comporte absolument pas comme du tanné végétal: quasiment pas le moindre de gré de conformation. Il faut tirer fort sur le fil pour forcer le cuivre à suivre la forme du manche puis du fourreau en bois. A cause de la seconde aiguille qui passait toujours dans le fil au lieu de l'éviter (trou trop serrés), la mort dans l'âme, j'ai renoncé au point sellier. Ma ligne de couture est un peu irrégulière, j'ai passé avant l'abat-carre sur l'entrée intérieure et extérieure de l'étui. Finition avec le petit backstand Peugeot, teinture de la couture et séchage.
04-MAI-2020
Sortie des "Bujeault 107%" et "Caplan" de leur étui. Le "Bujeault 107%" entièrement recouvert de film ap assé deux jours dans l'humidité. Un tout petit bout de son tranchant est rouillé orange. C'est parti avec de la paille de fer mais elle reste de la coloration localement. Le "Caplan" n'avait que le manche qui était protégé, la lame a passé la nuit dans le fourreau et l'humidité environnante: tout le tranchant est orange. Là encore c'est bien parti avec de la paille de fer. Idem il reste des traces de coloration noirâtre. Bon de toute façon, je voulais "casser" l'épaulement derrière tranchant pour l'affiner...
Plus tard en fin de journée, un coup d'abat-carre sur la couture de l'étui scandinave avec teinture et lissage ainsi que nouvelle teinture de l'entrée du premier étui (tout est légèrement humidifié avant). Et pour finir en soirée, une couche de graisse "Le Phoque" sur chaque étui.
J'ai encore débité deux planchettes de 12 mm dans une branche du cerisier pleureur abattu chez mes parents, hsitoire de voir ce que ça raconte en dedans: bof on dirait du buis, tout blanc sans la moindre veine. Il est encore bien humide et commence à fisssurer de partout.
05-MAI-2020
J'ai eu finalement assez de motivation pour tenter d'affiner le tranchant du "Caplan" mais pas assez pour sortir le back. Du coup j'ai essayé avec une pierre de coticule de 150 mm. Bien que le grain soit très fin (de 5 à 8000 selon le morceau de caillasse chopé), il est très agressif et enlève beaucoup de matière. Le tout avec de l'eau. Que demande le peuple craignant des revenus intempestifs dus à des machines?
Très vite le tranchant devient convexe au niveau de l'épaulement qui sépare le tranchant de l'émouture. Sous la pulpe des doigts tout semble devenu sensiblement plus fin. Pas pour mon pied à coulisse cependant. Les "lignes de niveau" à 0.5 et 0.7 mm me semblent encore exactement au même endroit! C'est juste l'arète entre émouture et tranchant que j'ai dû "casser". Petit essai sur du bois: ça pénètre bien mieux, la lame est plus mordante, c'est assez bluffant. Le fil reste bien tranchant. La bel finition matte du perchlo a disparu dans la zone du tranchant. On va attendre avant d'essayer éventuellement de la refaire, dès fois que j'ai encore des élans d'affineur qui me reprennent...
06-MAI-2020
Ça manque sérieusement de motivation, putain de Covid! J'ai retrouvé de petits oeillets en laiton d'environ 4 mm dans mes affaires coutelières. J'ai percé l'étui du "Caplan" dans la zone prévue à cet effet pour y placer l'oeillet par déformation plastique (il a aussi de petites griffes). J'y ai mis un anneau élastique de porte-clefs. Faudra faire encore un passant de ceinture et ça devrait être fini.
07-MAI-2020
J'ai trouvé une chute de mon vieux cartable parfaite pour y faire le passant de l'étui du "Caplan": découpe, abat-carre, égrénage des zones à coller, teinte du chant, collage. J'ai trouvé un ancien tube de colle UHU "Kraft" dont la notice indique la possibilité d'encollage immédiat en 1 face et après séchage en 2 faces (type néoprène) et je l'ai essayé. Ça marche plutôt très bien et cela ne sent pas aussi fort. Ça peut dépanner mais je crois qu'il faut toujours rester avec la colle la plus spécialisée possible: bois avec du bois, néoprène avec du cuir et éviter la bi compsant à toutes les sauces...
08-MAI-2020
Perçage des 3 pauv' trous de couture du passant à 1.8 mm, petite coup de rainette pour noyer le fil, mouillage, teinture et pour finir, couture point sellier et voilà. On enfile l'anneau et c'est opérationnel!
12-MAI-2020
Un collègue de la forge associative m'a donné 2 objets
- un gros ressort d'origine Mercedes (sans doute de classe E) qui a 14.1 mm de diamètre de fil. Le plus gros en ma possession
- une grosse vieille lime tiers point de 30 cm, 22 mm de côté de marque Talabot Duteil France et avec une sorte d'écusson sur une autre face
13-MAI-2020
Après presque 2 mois, ma petite pompe à eau de Chine a fini par arriver. Rigoureusement identique à la défaillante, elle me sert à refroidir le serpentin de mon chauffage par induction. Je l'ai cablée dans la foulée en essayant de faire une installation plus sérieuse que la première.
14-MAI-2020
La possibilité de pouvoir enfin refaire des auténitisations par induction trotte dans ma tête. Je ferai bien un nouvel essai avec du 90MCV8 qui semblait mieux répondre à ce traitement. Pourquoi pas sur une lame taillé dans la masse, comme avant? Ou alors sur un pur carbone type XC100? Je me suis souvenu que j'avais toujours voulu refaire une copie d'Enzo Elver. Avant d'offrir le vrai à mon frère j'avais scanné le contour. J'ai aussi songé que plutôt que d'y faire 6 trempes sélectives qui font remonter les pointes de 8 mm au final (et dont il faut anticiper le contour au départ), je pourrai faire des trempes intégrales, sauf la dernière en sélectif.
15-MAI-2020
J'ai ressorti mon contour d'Enzo Elver des archives pour le coller sur une tôle fine afin de se faire un patron durable. J'ai tout de même allongé la lame de 4 mm avant de façonner le tout au back. Il est très proche de mon modèle "Kegaska" et je le baptiste donc "Kegaska 2.0". Je vais le tailler dans un plat de 90 MCV8 de 3.3 mm sorti il y a longtemps de la benne de mon usine. Une chute si parfaite que je n'avais pas voulu la forger, avec de belles faces bien parallèles. En la recherchant je suis retombé sur l'espèce de grosse râpe qui m'avait servi à faire le "Mule" de Kyley Harris (voir galerie AVR-2015). Je pense y tailler un second exemplaire obtenu à la forge. De cette façon je peux récupérer un petit morceau restant, trop court, mais dont je devrai réussir à suffisamment amincir la semelle pour obtenir le contour complet.
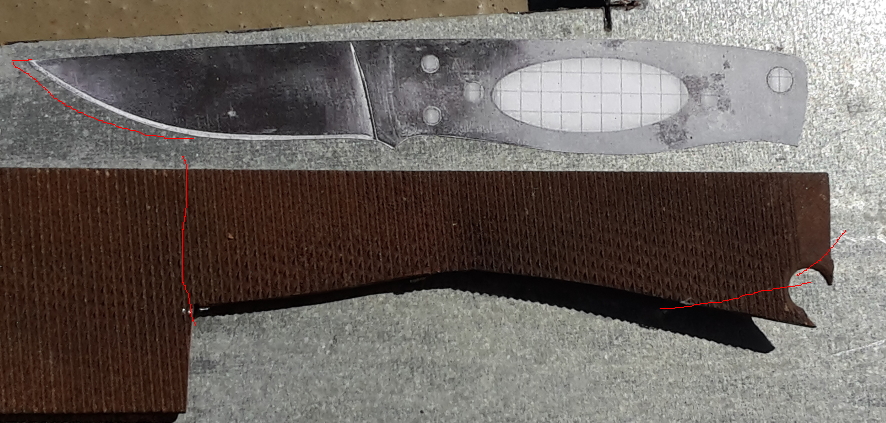
Les lignes rouges montrent la pointe allongée de 4 mm et les coupes à la disqueuse dans la grosse râpe de brocante.
Après le "Caplan" pas assez agressif sur le bois, je songe à faire au "Kegaska 2.0" des émoutures scandinaves qui descendent à 0 comme sur l'Elver original qui a 14° de demi-angle au sommet. En plus en laissant un gros tranchant avant TTH, je devrai avoir moins de déformation et moins de refroidissement entre sortie d'induction et bac de trempe.
J'ai donc reporté le profil sur ma chute de 90MCV8 et je l'ai façonnée au back. Le back étant sorti, j'en ai profité pour amincir au P220 puis 400 le tranchant du dernier "Caplan" en 100Cr6. J'ai bien pris soin de ne pas chauffer et ça a marché, pas la moindre coloration. Par contre, mon pied à coulisse m'a montré que je n'ai pas aminci grand chose derrière le tranchant. Je suis péniblement arrivé à 0.5 mm, juste avant de voir la batterie du pied à coulisse mourrir. J'ai fini de le polir à la main à la pierre de coticule pour voir apparaitre des défauts de planéité de surface. Je vais sûrement tout reprendre à la pulpe du doigt et papier de 800 peut-être.
Le brut du "Kegaska 2.0" est très lourd. Comme sur le Elver du commerce je vais tacher d'enlever pas mal de matière dans la semelle. Mais je ferai cela en même temps que je percerai la semelle du brut qui sera forgé. La prochaine étape sera l'ébauche d'émouture scandinave, sans doute demain matin. Mais comment faire mes tracés avec l'affichage du pied à coulisse en panne?
On passera ensuite (je ne sais pas quand) à la forge du second brut. Il faudra d'abord sortir les arètes à la meuleuse d'angle, après une première chauffe, pour ne pas les marteler en permanence dans la surface.
PS: en regardant une recette sur YouTube, j'ai vu par hasard des os à moelle. C'est bien cela que j'ai trouvé dans ma pelouse et qui a servi à faire la ferrule du dernier "Caplan". C'est toujours du veau ou du boeuf selon Internet, donc bien du bovin comme supposé.
16-MAI-2020
Le pied à coulisse fonctionne à nouveau avec un affichage erratique: la pile sans doute mais qui me redonne au moins de quoi tracer le tranchant du "Kegaska 2.0". Le plat fait 3.35 mm et j'ai décidé de laisser 1.5 mm de tranchant avant TTH. Petit marquage de la ligne d'attaque de l'émouture avec lime et guide. Retour au back encore sorti et en avant pour une pré émouture scandi à 14° de chaque côté avec mon support et la table inclinée: P120 à 2800 tr/min, 220 à 2000 tr/min et 400 à 1500 tr/min. Bon je dois être une brêle, y a pas d'autre explication. Mes émoutures sont dissymétriques, sont remontées plsu en arrière vers le ricasso malgré le marquage de départ et il reste à peine entre 1 et 1.20 mm de tranchant...
Je voulais faire les opérations de perçage des deux "Kegaska 2.0" en même temps mais pour combler le reste de la matinée du samedi, j'ai finalement percé la semelle du modèle taillé dans la masse. J'ai complètement oublié de peser la lame avant et après perçage pour voir le gain de poids. Bref j'ai mis 2 trous de rivets à 3 mm et un de tube passage dragonne à 6. J'ai fait d'autres trous et des pré-trous avec le forêt carbure de 3 mm avant d'en agrandir 4 à 11 mm. La perceuse Bosch arrive à ses limites par rapport à la perceuse du boulot que j'utilisais à la pause. Heureusement le fôret était bien affûté, le 90MCV8 bien recuit et que j'ai mis moulte huile de coup. Avec la disqueuse et beaucoup de travail de lime j'ai fait 2 grosses découpes pour gagner du poids. Le centre de gravité est juste devant le premier trou de rivet et c'est déjà pas assez proche du ricasso. Avec ce qui manquera devant après émouture finale et ce qu'il y aura en plus derrière avec les plaquettes, ce sera pire... Je vais voir si j'ai le courage d'aller gratter encore dans les recoins des découpes. Vive les semelles amincies!
17-MAI-2020
Dimanche après-midi de glande. Au lieu de forger le brut du second "Kegaska 2.0", j'ai continué mes recherches dans mes 3 ouvrages de référence, à savoir le bouquin de Verhoeven, celui de Landes et le site de Larrin Thomas, Knife Steel Nerds. Chaque fois que je me replonge dedans je découvre d'autres choses. Quelle complexité les TTH, avec tant de conditions antagonistes. Le plus efficace plutôt que mes plans théoriques ce serait évidemment de vrais essais avec des mesures scientifiques...
Bon bref, je veux essayer mes trempes par induction après un relatif succès avec les deux derniers "Bujeault". Un des résultats c'est que le 90MCV8 semble répondre bien plus favorablement à l'austénitisation par induction. rappelons que j'avais fait au moins 6 trempes sélectives à l'eau + 5% de sel. Les pointes étaient remontées de 8 mm et il avait fallu laisser de la matière pour corriger la forme. Pour garder de la dureté, les revenus étaient passsés de 200 à 150°C. En vrac
- mes recherches indiquent des trempabilités relatives (par rapport à XC75-XC80 situé à 1) à 800°C de 1.27 pour le 100Cr6 et 2.39 pour le 90MCV8
* la profondeur de trempe sur le 90MCV8 doit être très supérieure au 100Cr6
* C'est vraiment un acier qui doit très bien prendre la trempe à l'huile (quand on est assez haut pour l'austénistisation; moi je vais rester à l'eau salée vus les derniers essais, mais j'ai peut-être un poil plus de temps pour rejoindre le bac de trempe et malgré tout réussir à tremper la pointe...)
- je compte saler l'eau à 10% cette fois (ça semble être la référence)
- la trempabilité est fortement impactée par la taille de grain: plus elle est petite moins on trempe en profondeur: comment obtenir une trempe à coeur avec un grain ASTM14..15? Sur un tranchant assez fin ça pourrait passer mais celui-ci n'ayant pas assez de masse il refroidit trop vite
* peut-être que mes émoutures scandinaves avec 1..1,2 mm au tranchant seront un bon compromis?
- la structure de départ avant trempe influe la structure après trempe
* dans l'ordre de la meilleure à la moins bonne: la martensite (donc après une première trempe), la perlite, un recuit avec des graphites sphéroïdaux (état de livraison standard optimisant la facilité d'usinage)
* le problème c'est les temps d'austénitisation qui sont exactement inverses: les graphites sphéroïdaux demande le moins de temps d'austénitisation alors que la structure à grains de plus en plus fins (à cause de trempes multiples) de la martensite tend à devoir austénitiser à l'infini
* bref pour combattre la déformation, je compte tremper intégralement, disons 3 fois avec une trempe sélective finale sur 1/3 de lame
* pour les durées, à cause de la relatiuve grosse quantité d'alliage et de la température d'austénitisation très faible, 10 minutes ne seront pas encore assez j'en ai peur, surtout vers les dernières trempes lorsque le grain s'est affiné. Que faire?
- après chaque trempe intégrale, il faudra bien descendre sous Ms (approx vers 240°C, M90=? -90% de martensite formée- on va dire T ambiante) pour avoir un maximum de martrensite comme structure de départ de la trempe suivante
- du côté magnétique, plus on chauffe vite, plus les températures de transformations Ac1 et Ac3 sont décalées vers le haut, avec l'induction 25 à 40°C facile selon moi
- donc au départ on se dit "super ça nous fera 727+25..40" mais cela ne sert à rien car c'est justement parce que la structure martensitique n'est pas obtenue qu'on monte aussi haut. Une fois stabilisé, l'ensemble va sans doute s'auto réguler vers Ac1-Ac3
- une courbe TTT de 90MCV8 donne Ac1=720°C et Ac3=780°C
- une formule empirique de Verhoeven donne Ac1=720°C (pour le 90MCV8)
- quoiqu'il en soit le 90MCV8 est selon les formules empriques l'acier avec les températures de transformations les plus basses, vient ensuite l'XC100 dont j'espère que la plupart de mes limes sont un cousin (et qui explique ma seconde lame en cette espérée matière pour un essai avec l'induction)
Et pendant que j'y étais, j'ai relu le paragraphe sur le recuit par DET de Verhoeven pour essayer de comprendre pourquoi ça avait marché sur du 100Cr6 et pas sur du 90MCV8. Larrin Thomas avait utilisé la même recette (à savoir 795°C-680°C) sur du CruForgeV sans que ses résultats soient prodigieux. Je pense que ça vient simplement de la position de Ac1 par rapport aux limites haute et basse.
- cas idéal utilisé par l'industrie, donc une bonne source: 100Cr6 Ac1 750°C, DET 795-680°C, donc +45°C et -70°C (Verhoeven parle d'une amplitude approximative d'une cinquantaine de dégrés autour de Ac1)
- essai moyen avec le CruForgeV: Ac1 selon la formule de Verhoeven 736°C, avec les valeurs ci-dessus, on aurait une DET à 781-666°C, c'est proche
- mais pour mon 90MCV8 l'autre fois, Ac1 720°C, soit une DET "théorique" à 765-650, peut-être la cause du ratage car 30°C ça commence à être significatif tout de même; à essayer un jour avec la même rampe de 370°C/h ou une plus lente (à cause de la trempabilité supérieure du 90MCV par rapport au 100Cr6; le CruForgeV est à 1.52 bien plus proche des 1.27 de trempabilité relative du 100Cr6)
Bref je vous noie, je vous perd, mais écrire et dormir me permet de digérer, d'intégrer et de régler mon pifomètre pour des essais à des points de départ pas trop pourris. C'est balaise les TTH théoriques tout de même... Surtout si on s'impose en plus une température trop basse pour l'austénitisation...
18-MAI-2020
C'est vrai que je ne vous avais pas dit que grace au Covid19, j'ai grasse mat' tous les lundis de mai... Short time work parait qu'on dit en angliche, pour chômage partiel...
J'ai forgé environ 2 heures le "Kegaska 2.0" en brut d'une très large râpe d'origine inconnue, peut-être pour de l'alu ou un métal tendre. J'ai chauffé le lopin au rouge puis je l'ai laissé noircir dans la forge éteinte et fermée avant d'éliminer les dents avec la meuleuse d'angle. J'ai été surpris de la quantité de métal restant après élimination des dents: à peine 2.85 mm environ à l'endroit le plus fin...
Comme il y avait peu de métal, j'ai essayé de forger au plus près de la forme finie sans émouture à la lame et avec une semelle amincie. Long... Et obligeant à retourner souvent à la forge. Pas très efficient en fait de chercher le dernier pouillième... Résultat: il me manque 4 mm de lame et me voilà donc à pouvoir y faire exactement la forme courte de la lame du Elver du commerce mais surtout le métal a sacrément minci... J'ai peur que le dos de lame soit à peine vers les 2 mm. On verra bien à la sortie des cendres.
Pour finir après un planage appliqué au marteau (Merde! J'aurai dû y mettre des coups de chasse à parer!) j'ai fait 3 normalisations de la lame à la forge et à l'air pulsé suivi d'un recuit principalement de la semelle, dans les cendres.
20-MAI-2020
Allez on sort de la léthargie. J'ai agrandi les découpes d'allègement dans la semelle du "Kegaska 2.0" en 90MCV8. La lime, une école de patience... Et une ampoule au pouce.
Sortie du back et de la meuleuse d'angle. Petit grattage de la calamine sur le "Kegaska 2.0" forgé, traçage du contour et façonnage du contour au mieux (suis pas à 100% du profil original) au back: P120, 220 et 400 + cylindre Kirjes en 220 et 400 pour les rayons très petits. J'ai aplani au mieux au marteau, puis j'ai rectifié les 4 faces (2 pour la semelle et 2 pour la lame) à P60 sur la table verticale du backstand. J'ai cassé à main levée (à cause d'une épaisseur de lame non constante) l'angle du tranchant en y mettant une émouture scandinave grossière et convexifiée. Enfin j'ai percé et ébavuré la semelle: 2 trous de 3 mm pour des rivets, 1 de 6 mm pour le tube passage dragonne et 4 de 10.5 mm pour allègement. Je ne ferai pas de fenêtre car la semelle est déjà amincie. Aucun problème de semelle imperçable pour cause de recuit pourri ou d'acier blindé en élements d'alliage. Bilan
- pointe 1,26 mm
- tranchant 1 .. 1,26 mm
- dos de lame 2,23 mm au maximum
- ricasso 2,31 mm
- cul de semelle 1,44 mm
21-MAI-2020
Mes brioches qui poussent (enfin de la levure fraiche trouvée en magasin!), aller faire du vélo? Non je préfère surveiller mes petits déjeuners à venir. Vélo cet après-midi malgré les fortes chaleurs annoncées et garage pour polissage à la main...
- "Kegaska 2.0" en 90MCV8 dont les faces rectifiées me faisaiten espérer un travail minimal, ma cache! Alors oui faces parallèles mais profondes traces, très longue séance au P120, 180, 220, 320 et 400. Ouf!
- "Kegaska 2.0" forgé: bon degrossissage à la lime douce en travers et séance au P120, 180, 220, 320 et 400. Ouf bis!
- avec tout ce papelard abrasif sorti, reprise des émoutures du dernier "Caplan" en 100Cr6 après affinage récent de celles-ci au back, sortie des rayures à P180, 400, 800 et 2500. C'était presque plus facile que sur le 90MCV8 recuit malgré les 61 HRc, mais il faut dire que la surface était déjà bien finie.
24-MAI-2020
A cause de l'annulation du salon Coutellia (ou un autre je ne sais plus...), Eurotechni proposait d'offrir les frais de port. J'en ai profité car depuis quelques temps ils vendent une peinture de protection contre la décarburation à haute température. Même effet que le feuillard inox. Vu mon échec avec l'acide borique sur le 100Cr6 vers 920°C pendant 30 min (dissolution des carbures au dessus de Acm) avec mon dernier "Bujeault 106%", je me suis qu'il fallait eessayer avec un truc plus sérieux. Le pot est plutôt cher et il faut trouver du xylène pour nettoyer le pinceau après application, mais je ne trouverai sans doute pas meilleure offre facilement. Pour atteindre le montant minimum afin de profiter de l'offre, j'ai complété avec un peu de ferraille bon marché: T7Mo, X50CrMoV15 et C130.
25-MAI-2020
Peut-être mon dernier lundi de chômage partiel. On en profite pour tremper les deux "Kegaska 2.0" avec l'induction et de nouvelles stratégies que voici
- Non plus mais 4 austénitisations à l'induction au total
- avec les trois premières, trempe intégrale à l'eau salée à 10 % (avant c'était 5%)
- pour la dernière trempe sélective à l'eau salée à 10%; J'espère ainsi éviter la remontée de la pointe
- pour les durées d'austénitisation, observation du courant absorbé: lorsque celui est stable j'ai envie de croire que toutes les transformations possibles dans l'acier (dissolution de carbone, formation d'asuténite et de carbures) à la température atteinte sont faites; Si l'acier de la grosse lime de brocante est "simple" contrairement au 90MCV8 plus allié, cela devrait durer plus longtemps avec ce dernier; Il est d'ailleurs notoire qu'on recommande des temps d'austénitisation plus longs avec les aciers faiblement alliés qu'avec les "purs" carbone.
J'ai tout installé au mieux avec un système pour que la lame tienne seule et sans mouvement dans la bobine. L'eau de refroidissement est pure pour préserver la nouvelle pompe. L'eau salée est de l'eau de pluie dans une bouteille coupée pour les trempes intégrales et un bac pour la trempe sélective. J'utilise mon établi Workmate pour mettre les bacs de trempe le plus près possible de la sortie de la bobine. J'ai un thermocouple pour surveiller les températures des liquides dans les trois bacs. Un chrono pour mes relevés.
On distingue ce que j'ai décrit ci-dessus et aussi la pince étau qui tient la lame en reposant sur une brique. L'établi étau Workmate ouvert pour un accès
rapide vers le bas et le bac de trempe.
Un collègue de la forge associative m'a donné 2 objets
- un gros ressort d'origine Mercedes (sans doute de classe E) qui a 14.1 mm de diamètre de fil. Le plus gros en ma possession
- une grosse vieille lime tiers point de 30 cm, 22 mm de côté de marque Talabot Duteil France et avec une sorte d'écusson sur une autre face
13-MAI-2020
Après presque 2 mois, ma petite pompe à eau de Chine a fini par arriver. Rigoureusement identique à la défaillante, elle me sert à refroidir le serpentin de mon chauffage par induction. Je l'ai cablée dans la foulée en essayant de faire une installation plus sérieuse que la première.
14-MAI-2020
La possibilité de pouvoir enfin refaire des auténitisations par induction trotte dans ma tête. Je ferai bien un nouvel essai avec du 90MCV8 qui semblait mieux répondre à ce traitement. Pourquoi pas sur une lame taillé dans la masse, comme avant? Ou alors sur un pur carbone type XC100? Je me suis souvenu que j'avais toujours voulu refaire une copie d'Enzo Elver. Avant d'offrir le vrai à mon frère j'avais scanné le contour. J'ai aussi songé que plutôt que d'y faire 6 trempes sélectives qui font remonter les pointes de 8 mm au final (et dont il faut anticiper le contour au départ), je pourrai faire des trempes intégrales, sauf la dernière en sélectif.
15-MAI-2020
J'ai ressorti mon contour d'Enzo Elver des archives pour le coller sur une tôle fine afin de se faire un patron durable. J'ai tout de même allongé la lame de 4 mm avant de façonner le tout au back. Il est très proche de mon modèle "Kegaska" et je le baptiste donc "Kegaska 2.0". Je vais le tailler dans un plat de 90 MCV8 de 3.3 mm sorti il y a longtemps de la benne de mon usine. Une chute si parfaite que je n'avais pas voulu la forger, avec de belles faces bien parallèles. En la recherchant je suis retombé sur l'espèce de grosse râpe qui m'avait servi à faire le "Mule" de Kyley Harris (voir galerie AVR-2015). Je pense y tailler un second exemplaire obtenu à la forge. De cette façon je peux récupérer un petit morceau restant, trop court, mais dont je devrai réussir à suffisamment amincir la semelle pour obtenir le contour complet.
Les lignes rouges montrent la pointe allongée de 4 mm et les coupes à la disqueuse dans la grosse râpe de brocante.
Après le "Caplan" pas assez agressif sur le bois, je songe à faire au "Kegaska 2.0" des émoutures scandinaves qui descendent à 0 comme sur l'Elver original qui a 14° de demi-angle au sommet. En plus en laissant un gros tranchant avant TTH, je devrai avoir moins de déformation et moins de refroidissement entre sortie d'induction et bac de trempe.
J'ai donc reporté le profil sur ma chute de 90MCV8 et je l'ai façonnée au back. Le back étant sorti, j'en ai profité pour amincir au P220 puis 400 le tranchant du dernier "Caplan" en 100Cr6. J'ai bien pris soin de ne pas chauffer et ça a marché, pas la moindre coloration. Par contre, mon pied à coulisse m'a montré que je n'ai pas aminci grand chose derrière le tranchant. Je suis péniblement arrivé à 0.5 mm, juste avant de voir la batterie du pied à coulisse mourrir. J'ai fini de le polir à la main à la pierre de coticule pour voir apparaitre des défauts de planéité de surface. Je vais sûrement tout reprendre à la pulpe du doigt et papier de 800 peut-être.
Le brut du "Kegaska 2.0" est très lourd. Comme sur le Elver du commerce je vais tacher d'enlever pas mal de matière dans la semelle. Mais je ferai cela en même temps que je percerai la semelle du brut qui sera forgé. La prochaine étape sera l'ébauche d'émouture scandinave, sans doute demain matin. Mais comment faire mes tracés avec l'affichage du pied à coulisse en panne?
On passera ensuite (je ne sais pas quand) à la forge du second brut. Il faudra d'abord sortir les arètes à la meuleuse d'angle, après une première chauffe, pour ne pas les marteler en permanence dans la surface.
PS: en regardant une recette sur YouTube, j'ai vu par hasard des os à moelle. C'est bien cela que j'ai trouvé dans ma pelouse et qui a servi à faire la ferrule du dernier "Caplan". C'est toujours du veau ou du boeuf selon Internet, donc bien du bovin comme supposé.
16-MAI-2020
Le pied à coulisse fonctionne à nouveau avec un affichage erratique: la pile sans doute mais qui me redonne au moins de quoi tracer le tranchant du "Kegaska 2.0". Le plat fait 3.35 mm et j'ai décidé de laisser 1.5 mm de tranchant avant TTH. Petit marquage de la ligne d'attaque de l'émouture avec lime et guide. Retour au back encore sorti et en avant pour une pré émouture scandi à 14° de chaque côté avec mon support et la table inclinée: P120 à 2800 tr/min, 220 à 2000 tr/min et 400 à 1500 tr/min. Bon je dois être une brêle, y a pas d'autre explication. Mes émoutures sont dissymétriques, sont remontées plsu en arrière vers le ricasso malgré le marquage de départ et il reste à peine entre 1 et 1.20 mm de tranchant...
Je voulais faire les opérations de perçage des deux "Kegaska 2.0" en même temps mais pour combler le reste de la matinée du samedi, j'ai finalement percé la semelle du modèle taillé dans la masse. J'ai complètement oublié de peser la lame avant et après perçage pour voir le gain de poids. Bref j'ai mis 2 trous de rivets à 3 mm et un de tube passage dragonne à 6. J'ai fait d'autres trous et des pré-trous avec le forêt carbure de 3 mm avant d'en agrandir 4 à 11 mm. La perceuse Bosch arrive à ses limites par rapport à la perceuse du boulot que j'utilisais à la pause. Heureusement le fôret était bien affûté, le 90MCV8 bien recuit et que j'ai mis moulte huile de coup. Avec la disqueuse et beaucoup de travail de lime j'ai fait 2 grosses découpes pour gagner du poids. Le centre de gravité est juste devant le premier trou de rivet et c'est déjà pas assez proche du ricasso. Avec ce qui manquera devant après émouture finale et ce qu'il y aura en plus derrière avec les plaquettes, ce sera pire... Je vais voir si j'ai le courage d'aller gratter encore dans les recoins des découpes. Vive les semelles amincies!
17-MAI-2020
Dimanche après-midi de glande. Au lieu de forger le brut du second "Kegaska 2.0", j'ai continué mes recherches dans mes 3 ouvrages de référence, à savoir le bouquin de Verhoeven, celui de Landes et le site de Larrin Thomas, Knife Steel Nerds. Chaque fois que je me replonge dedans je découvre d'autres choses. Quelle complexité les TTH, avec tant de conditions antagonistes. Le plus efficace plutôt que mes plans théoriques ce serait évidemment de vrais essais avec des mesures scientifiques...
Bon bref, je veux essayer mes trempes par induction après un relatif succès avec les deux derniers "Bujeault". Un des résultats c'est que le 90MCV8 semble répondre bien plus favorablement à l'austénitisation par induction. rappelons que j'avais fait au moins 6 trempes sélectives à l'eau + 5% de sel. Les pointes étaient remontées de 8 mm et il avait fallu laisser de la matière pour corriger la forme. Pour garder de la dureté, les revenus étaient passsés de 200 à 150°C. En vrac
- mes recherches indiquent des trempabilités relatives (par rapport à XC75-XC80 situé à 1) à 800°C de 1.27 pour le 100Cr6 et 2.39 pour le 90MCV8
* la profondeur de trempe sur le 90MCV8 doit être très supérieure au 100Cr6
* C'est vraiment un acier qui doit très bien prendre la trempe à l'huile (quand on est assez haut pour l'austénistisation; moi je vais rester à l'eau salée vus les derniers essais, mais j'ai peut-être un poil plus de temps pour rejoindre le bac de trempe et malgré tout réussir à tremper la pointe...)
- je compte saler l'eau à 10% cette fois (ça semble être la référence)
- la trempabilité est fortement impactée par la taille de grain: plus elle est petite moins on trempe en profondeur: comment obtenir une trempe à coeur avec un grain ASTM14..15? Sur un tranchant assez fin ça pourrait passer mais celui-ci n'ayant pas assez de masse il refroidit trop vite
* peut-être que mes émoutures scandinaves avec 1..1,2 mm au tranchant seront un bon compromis?
- la structure de départ avant trempe influe la structure après trempe
* dans l'ordre de la meilleure à la moins bonne: la martensite (donc après une première trempe), la perlite, un recuit avec des graphites sphéroïdaux (état de livraison standard optimisant la facilité d'usinage)
* le problème c'est les temps d'austénitisation qui sont exactement inverses: les graphites sphéroïdaux demande le moins de temps d'austénitisation alors que la structure à grains de plus en plus fins (à cause de trempes multiples) de la martensite tend à devoir austénitiser à l'infini
* bref pour combattre la déformation, je compte tremper intégralement, disons 3 fois avec une trempe sélective finale sur 1/3 de lame
* pour les durées, à cause de la relatiuve grosse quantité d'alliage et de la température d'austénitisation très faible, 10 minutes ne seront pas encore assez j'en ai peur, surtout vers les dernières trempes lorsque le grain s'est affiné. Que faire?
- après chaque trempe intégrale, il faudra bien descendre sous Ms (approx vers 240°C, M90=? -90% de martensite formée- on va dire T ambiante) pour avoir un maximum de martrensite comme structure de départ de la trempe suivante
- du côté magnétique, plus on chauffe vite, plus les températures de transformations Ac1 et Ac3 sont décalées vers le haut, avec l'induction 25 à 40°C facile selon moi
- donc au départ on se dit "super ça nous fera 727+25..40" mais cela ne sert à rien car c'est justement parce que la structure martensitique n'est pas obtenue qu'on monte aussi haut. Une fois stabilisé, l'ensemble va sans doute s'auto réguler vers Ac1-Ac3
- une courbe TTT de 90MCV8 donne Ac1=720°C et Ac3=780°C
- une formule empirique de Verhoeven donne Ac1=720°C (pour le 90MCV8)
- quoiqu'il en soit le 90MCV8 est selon les formules empriques l'acier avec les températures de transformations les plus basses, vient ensuite l'XC100 dont j'espère que la plupart de mes limes sont un cousin (et qui explique ma seconde lame en cette espérée matière pour un essai avec l'induction)
Et pendant que j'y étais, j'ai relu le paragraphe sur le recuit par DET de Verhoeven pour essayer de comprendre pourquoi ça avait marché sur du 100Cr6 et pas sur du 90MCV8. Larrin Thomas avait utilisé la même recette (à savoir 795°C-680°C) sur du CruForgeV sans que ses résultats soient prodigieux. Je pense que ça vient simplement de la position de Ac1 par rapport aux limites haute et basse.
- cas idéal utilisé par l'industrie, donc une bonne source: 100Cr6 Ac1 750°C, DET 795-680°C, donc +45°C et -70°C (Verhoeven parle d'une amplitude approximative d'une cinquantaine de dégrés autour de Ac1)
- essai moyen avec le CruForgeV: Ac1 selon la formule de Verhoeven 736°C, avec les valeurs ci-dessus, on aurait une DET à 781-666°C, c'est proche
- mais pour mon 90MCV8 l'autre fois, Ac1 720°C, soit une DET "théorique" à 765-650, peut-être la cause du ratage car 30°C ça commence à être significatif tout de même; à essayer un jour avec la même rampe de 370°C/h ou une plus lente (à cause de la trempabilité supérieure du 90MCV par rapport au 100Cr6; le CruForgeV est à 1.52 bien plus proche des 1.27 de trempabilité relative du 100Cr6)
Bref je vous noie, je vous perd, mais écrire et dormir me permet de digérer, d'intégrer et de régler mon pifomètre pour des essais à des points de départ pas trop pourris. C'est balaise les TTH théoriques tout de même... Surtout si on s'impose en plus une température trop basse pour l'austénitisation...
18-MAI-2020
C'est vrai que je ne vous avais pas dit que grace au Covid19, j'ai grasse mat' tous les lundis de mai... Short time work parait qu'on dit en angliche, pour chômage partiel...
J'ai forgé environ 2 heures le "Kegaska 2.0" en brut d'une très large râpe d'origine inconnue, peut-être pour de l'alu ou un métal tendre. J'ai chauffé le lopin au rouge puis je l'ai laissé noircir dans la forge éteinte et fermée avant d'éliminer les dents avec la meuleuse d'angle. J'ai été surpris de la quantité de métal restant après élimination des dents: à peine 2.85 mm environ à l'endroit le plus fin...
Comme il y avait peu de métal, j'ai essayé de forger au plus près de la forme finie sans émouture à la lame et avec une semelle amincie. Long... Et obligeant à retourner souvent à la forge. Pas très efficient en fait de chercher le dernier pouillième... Résultat: il me manque 4 mm de lame et me voilà donc à pouvoir y faire exactement la forme courte de la lame du Elver du commerce mais surtout le métal a sacrément minci... J'ai peur que le dos de lame soit à peine vers les 2 mm. On verra bien à la sortie des cendres.
Pour finir après un planage appliqué au marteau (Merde! J'aurai dû y mettre des coups de chasse à parer!) j'ai fait 3 normalisations de la lame à la forge et à l'air pulsé suivi d'un recuit principalement de la semelle, dans les cendres.
20-MAI-2020
Allez on sort de la léthargie. J'ai agrandi les découpes d'allègement dans la semelle du "Kegaska 2.0" en 90MCV8. La lime, une école de patience... Et une ampoule au pouce.
Sortie du back et de la meuleuse d'angle. Petit grattage de la calamine sur le "Kegaska 2.0" forgé, traçage du contour et façonnage du contour au mieux (suis pas à 100% du profil original) au back: P120, 220 et 400 + cylindre Kirjes en 220 et 400 pour les rayons très petits. J'ai aplani au mieux au marteau, puis j'ai rectifié les 4 faces (2 pour la semelle et 2 pour la lame) à P60 sur la table verticale du backstand. J'ai cassé à main levée (à cause d'une épaisseur de lame non constante) l'angle du tranchant en y mettant une émouture scandinave grossière et convexifiée. Enfin j'ai percé et ébavuré la semelle: 2 trous de 3 mm pour des rivets, 1 de 6 mm pour le tube passage dragonne et 4 de 10.5 mm pour allègement. Je ne ferai pas de fenêtre car la semelle est déjà amincie. Aucun problème de semelle imperçable pour cause de recuit pourri ou d'acier blindé en élements d'alliage. Bilan
- pointe 1,26 mm
- tranchant 1 .. 1,26 mm
- dos de lame 2,23 mm au maximum
- ricasso 2,31 mm
- cul de semelle 1,44 mm
21-MAI-2020
Mes brioches qui poussent (enfin de la levure fraiche trouvée en magasin!), aller faire du vélo? Non je préfère surveiller mes petits déjeuners à venir. Vélo cet après-midi malgré les fortes chaleurs annoncées et garage pour polissage à la main...
- "Kegaska 2.0" en 90MCV8 dont les faces rectifiées me faisaiten espérer un travail minimal, ma cache! Alors oui faces parallèles mais profondes traces, très longue séance au P120, 180, 220, 320 et 400. Ouf!
- "Kegaska 2.0" forgé: bon degrossissage à la lime douce en travers et séance au P120, 180, 220, 320 et 400. Ouf bis!
- avec tout ce papelard abrasif sorti, reprise des émoutures du dernier "Caplan" en 100Cr6 après affinage récent de celles-ci au back, sortie des rayures à P180, 400, 800 et 2500. C'était presque plus facile que sur le 90MCV8 recuit malgré les 61 HRc, mais il faut dire que la surface était déjà bien finie.
24-MAI-2020
A cause de l'annulation du salon Coutellia (ou un autre je ne sais plus...), Eurotechni proposait d'offrir les frais de port. J'en ai profité car depuis quelques temps ils vendent une peinture de protection contre la décarburation à haute température. Même effet que le feuillard inox. Vu mon échec avec l'acide borique sur le 100Cr6 vers 920°C pendant 30 min (dissolution des carbures au dessus de Acm) avec mon dernier "Bujeault 106%", je me suis qu'il fallait eessayer avec un truc plus sérieux. Le pot est plutôt cher et il faut trouver du xylène pour nettoyer le pinceau après application, mais je ne trouverai sans doute pas meilleure offre facilement. Pour atteindre le montant minimum afin de profiter de l'offre, j'ai complété avec un peu de ferraille bon marché: T7Mo, X50CrMoV15 et C130.
25-MAI-2020
Peut-être mon dernier lundi de chômage partiel. On en profite pour tremper les deux "Kegaska 2.0" avec l'induction et de nouvelles stratégies que voici
- Non plus mais 4 austénitisations à l'induction au total
- avec les trois premières, trempe intégrale à l'eau salée à 10 % (avant c'était 5%)
- pour la dernière trempe sélective à l'eau salée à 10%; J'espère ainsi éviter la remontée de la pointe
- pour les durées d'austénitisation, observation du courant absorbé: lorsque celui est stable j'ai envie de croire que toutes les transformations possibles dans l'acier (dissolution de carbone, formation d'asuténite et de carbures) à la température atteinte sont faites; Si l'acier de la grosse lime de brocante est "simple" contrairement au 90MCV8 plus allié, cela devrait durer plus longtemps avec ce dernier; Il est d'ailleurs notoire qu'on recommande des temps d'austénitisation plus longs avec les aciers faiblement alliés qu'avec les "purs" carbone.
J'ai tout installé au mieux avec un système pour que la lame tienne seule et sans mouvement dans la bobine. L'eau de refroidissement est pure pour préserver la nouvelle pompe. L'eau salée est de l'eau de pluie dans une bouteille coupée pour les trempes intégrales et un bac pour la trempe sélective. J'utilise mon établi Workmate pour mettre les bacs de trempe le plus près possible de la sortie de la bobine. J'ai un thermocouple pour surveiller les températures des liquides dans les trois bacs. Un chrono pour mes relevés.
On distingue ce que j'ai décrit ci-dessus et aussi la pince étau qui tient la lame en reposant sur une brique. L'établi étau Workmate ouvert pour un accès
rapide vers le bas et le bac de trempe.
Voici un tableau
pour les auténitisations du premier "Kegaska 2.0" en 90MCV8 de
3.3 mm. Le courant à t=0 n'est pas constant car je n'ai pas
toujours appuyé au même moment sur le chrono, ne pas en
tenir compte.
Hormis t=0 que j'ai essayé de mettre lorsque I=12 A sur le second essai, on voit qu'un régime stationnaire s'installe. Les faibles évolutions cependant significatives vers la fin semblent me dire qu'il y a bien encore de lentes transformations qui se passent après 5 minutes dans le 90MCV8. Après chaque trempe, j'attends d'avoir l'acier vers 20°C afin d'être sûr d'avoir une microstructure martensitique pour la prochaine austénitisation, gage d'une meilleure réponse du traitement thermique et d'un grain plus fin avec des carbures répartis de façon homogène. Aucune casse, un acier très blanc avec une calamine qui explose presque dans l'eau. La lame est restée bien droite sauf après la trempe sélective qui l'a fait fortement dévier à gauche vers la pointe. L'aspect de l'acier est aussi moins blanc qu'avant. Les yeux me disent que cette trempe n'était pas optimale. Lame au congélo à -18°C à 15h19.
A cause de la faible taille du bac de trempe pour la dernière trempe sélective, j'ai été obligé de saisir le couteau autrement avec la pince étau et donc de le placer autrement dans la bobine. J'ai fini la trempe sélective dans le bac d'eau de refroidissement de la bobine à environ 35°C.
J'ai remarqué que la pointe avait du mal à devenir orange alors qu'elle est bien placée dans la bobine (assez loin de l'extrémité). J'ai tenté de le photographier sur la première photo ci-dessous mais impossible. La tache un peu sombre à la pointe a une ligne de séparation du reste de la lame qui est verticale... Exactement comme sur toutes mes autres lames trempées par induction avec des lignes de trempe devant la pointe indiquant qu'elle est beaucoup moins dure... Et si ce n'était pas ma lenteur à sortir de la bobine pour rejoindre le bac mais plutôt une sorte "d'effet de bord" de mon montage? Mais qu'elle en est la cause? J'ai espéré qu'un temps d'austénitisation d'au moins 10 min arrangerait les choses par conduction thermique du reste de la lame qui rechaufferait la pointe.
J'avais mis des traces de crayons thermiques à 774 et 804°C mais je n'ai pas réussi à voir dans la bobine s'ils ont fondu. Impossible de savoir les températures atteintes. Plus le temps passait, plus il semblait y avoir des plaques noires sur la lame: de la calamine en plaque. Peut-être que c'est cela que j'ai vu sur la pointe, puisqu'au contraire elle doit chauffer plus vite que le reste de la lame.
J'ai fait des tests à la lime demi-douce après chaque trempe: chaque fois l'acier semblait très très dur! Il en fut de même pour le second couteau en acier inconnu et supposé "pur" carbone.

Voici la position de la lame pendant l'auténitisation avant trempe intégrale.
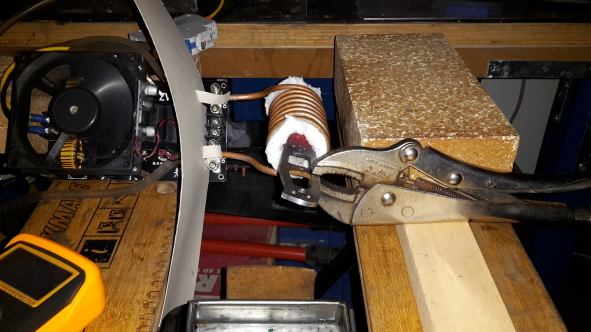
Voici la position de la lame pendant l'auténitisation avant trempe sélective.
On recommence avec le "Kegaska 2.0" forgé dans une lime avec 2.31 mm d'épaisseur de lame.
En effet sur cet acier le courant s'est stabilisé beaucoup plus vite. Il semble donc (et c'est élégant) que la stabilisation du courant (moins 0.01 A de variation en 1 minute) indique également quand l'austénitisation peut prendre fin puisqu'il n'y a plus la moindre transformation dans l'acier.
Aucune casse, un acier très blanc à chaque fois sauf en sortie de trempe sélective. Après la première trempe il restait des traces de calamine sur l'épaisseur du tranchant (trop vite refroidi avant d'atteindre l'eau salée?). La lame s'est aussi tordue vers la gauche au niveau de la pointe après la première trempe. Après chaque nouvelle trempe elle est revenue progressivement vers la droite pour finir pile dans l'axe après la dernière trempe, sélective. C'te chance! J'ai fini la trempe sélective dans le bac d'eau de refroidissement de la bobine à environ 39°C pour bien remonter la zone trempée vers le ricasso.
Pareil avec la lime demi-douce (d'la balle!), les descentes à l'ambiante après chaque trempe. Congélo à 15h56.
Sortie de congélo à 16h34 pour les deux. Pour essayer ce fameux truc déjà vu très souvent, j'ai plaqué la lame en 90MCV8 avec un serre-joint (décapé) contre un fer plat afin de redresser la lame pendant le revenu. Et en avant pour 60 min @ 150°C (lors des derniers essais avec l'induction, les lames en 90MCV8 et 100Cr6 ont perdu beaucoup de dureté pendant les revenus à 200°C; j'ai décidé d'y aller progressivement)
En sortie du four trempe à l'eau de pluie à 20°C. Avant même la trempe, je constate que la lame du 90MCV8 a cassé nette pendant le revenu juste derrière le serre-joint, la contrainte a dû être trop forte. C'est rageant. Je continue avec ce qu'il en reste pour engranger de l'expérience. Test à la lime demi-douce: les deux lames sont extra dures. Pas de saut à 170..175°C, je mets le prochain revenu directement à 205°C.
Retour au congélo à 17h40 et sortie à 18h28.
Nouveau revenu 60 min @ 205°C. Trempe eau de pluie à 20°C en sortie, test lime demi-douce, toujours aciers extra durs. Congélo à 19h41. Ma fille crie famine!
26-MAI-2020
Sortie des lames du congélo à 7h07, fin des TTH. Je peux enfin vous faire une photo de la casse d'hier en sortie du premier revenu. J'ai testé les duretés avec mes lames de dureté connue, sans avoir enlevé la couche supérieur de métal. Donc ces valeurs prennent en compte une éventuelle décarburation qui a eu lieu selon moi quand on voit la quantité de calamine au fond des bacs de trempe. Le 90MCV8 ne se laisse pas rayé par le Lauri à 63 HRc. Même dans le dos de lame il a du mal à mordre (normal ce truc trempe grave à l'air), on est sans doute vers les 62 HRc. Pour l'acier issu de la grande râpe, on est vers 62 HRc au tranchant et le dos se laisse entaillé par mon Yakitori de cuisine en 1.4116 donné pour 55 HRc. Au feeling on a l'air bien en dessous, 50 HRc peut-être? Par rapport au patron de départ, le dos de lame et la pointe n'ont pas bougé sur le 90MCV8. Sur l'autre acier inconnu, la première moitié du dos de lame est remontée d'environ 1 mm. Il est vrai que le 90MCV8 est réputé pour rester dimensionnellement stable après trempe.

La cassure est perpendiculaire au tranchant. Hasard? Le grain est plutot très sympa. La partie la plus claire est la pointe qui a subi un seul revenu à
150°C tandis que la lame ayant subi le second revenu à 205°C est plus brune. Le fameux jaune des revenus vers 200..230°C?
- perçage des 3 trous à 3 et 6 mm avec la semelle servant de guide pour les deux plaquettes,
- reperçage en surcote de 0.1 mm (3.1 et 6.1 mm)
- tracé du contour, dégrossissage à la scie à ruban
- finition des faces avant sur les deux jeux
- arrondi au mini backstand Peugeot
- chanfrein à 35° sur le mini lapidaire Peugeot
- finition à la main des faces avant et chanfreins: P120, 180, 320 et 400,
- puis polissage disque coton et pâte spéciale bois 40 microns
- dégraissage et décirage des surfaces
- préparation et enduction d'époxy à prise lente et progressive
- montage sous presses légères (sur le 90MCV8 pour ne pas chasser toute la colle; sur l'acier de lime pour compenser les défauts de planéité et remplir les jours)
- nettoyage des excès d'époxy au ricasso
- retrait des rivets de mise en place
08-JUN-2020
Profitant de mon jour de chômage partiel pour faire des courses, j'ai acheté un petit couteau de chef de 17 cm (vendu pour 20 cm) que je compte customiser
- c'est encore un Tarrerias-Bonjean de Thiers
- inox, forgé
- le tranchant neuf a de petites entailles par endroits, malgré la protection de l'emballage
- j'ai mesuré la position de la "ligne" d'épaisseur 0.5 mm, elle est a à plus de 3 mm derrière le tranchant: ça c'est de l'émouture fine qui va trancher!
- à la loupe le tranchant semble avoir été fait entre P120 à P180
- je l'ai mesuré d'une largeur de 0.5 mm avec une épaisseur de 0.3 mm soit un demi-angle au sommet d'environ Arctan (0.15/0.5)=16.6°; on est plus proche des 15 que des 20°
- ça coupe mais sans plus, faudra affûter et ça roulera ce truc.
- en le cherchant sur le site Tarrerias, on ne le trouve pas tout de suite mais on trouve une gamme, aux gardes différentes, très similaire. Il y est indiqué 56 HRc acier Nitrox "maison" avec 0.35% de carbone, 16 de chrome et dopé azote (ce qui explique l'obtention des 56 HRc après revenu malgré le bas taux de carbone). Je pense que le modèle de la grande distribution est en inox plus classique (et moins cher) type X46Cr16, Z50 ou 55 CrMoV14 ou 15...
- puis en cherchant parmi tous les couteaux de chef, on le découvre, exactement celui là,sous la référence 446740, avec garde et mitres identiques. Pas la moindre indication sur l'acier ou la dureté.
L'après-midi j'ai percé les rivets des plaquettes en polypropylène du couteau de chef de 17 cm pour pouvoir les démonter. Il y avait encore d'autres fixations surmoulées, ultra solides. De la très bonne came solide ce truc. J'ai collé deux planchettes de 5 mm de noyer et d'acajou pour en faire la matière d'oeuvre pour les futures plaquettes.
Pour finir, sortie des presses des deux "Kegaska 2.0" pour façonner les contours au back et cylindre pneumatique Kirjes (encoche façon mini garde pour l'index): P60, 120, 220 et 400.
09-JUN-2020
Sortie du sandwich noyer acajou des presses. J'ai mesuré les divers trous dans la semelle du TB (Tarrerias-Bonjean): 4, 4.1, 4.2 et 6 mm. Je me suis décidé à reprendre les efforts de cisaillement avec deux tourillons en bois de 6 mm montés à l'aveugle et de mettre 3 rivets inox (de 3.85 mm; récup de tige inox d'une vieille grille de four) pour l'esthétique, seulement collés.
Le raccord entre semelle et mitre est en arc de cercle avec un angle obtus de 105°. Pas facile. J'ai cependant réussi avec le petit lapidaire du petit combiné Peugeot incliné à 15° à y faire à main levé un arc de cercle qui épouse bien le contour (un gros rouleau de ruban adhèsif avait le bon diamètre que j'ai reporté au crayon). Préparation du tourillon (sciage, chanfreinage), égrénage des surfaces, dégraissage, décirage, perçage des trous borgnes de 6 mm dans chaque plaquette, colle à bois type D3 pour les tourillons, époxy à prise lente et collage de la première plaquette avec les 2 tourillons et mise sous presses fortes.
Ensuite j'ai façonné les contours grossiers des deux manches des deux "Kegaska 2.0" à main levée et au back à P60 et P120 (après des tracés pour m'aider visuellement). Faudra finir à la main. Le MDF semble trop peu résistant pour faire un bon manche. Ça ne résiste pas assez à l'abrasion... N'empêche que le Elver avec 4 mm de lame de plus, c'est plutôt joli et équilibré dans les proportions.
10-JUN-2020
La suite du TB de 17 cm...
- sortie de presse
- affinage du contour de la plaquette déjà collée à la scie à ruban
- perçage des 3 trous de rivets à 4 mm de ladite plaquette (la semelle a des trous oblongs de 4.1 et 4.2 mm de largeur à ces endroits)
- dégraissage, décirage des surfaces
- époxy pour la liaison bois métal et colle à bois type D3 pour la liaison tourillons acajou de la seconde plaquette
- mise sous presses fortes la seconde face de la semelle ayant un défaut de planéité
A la tombée de la nuit, j'ai repris à la râpe et à la lime demi-douce les manches des deux "Kegaska 2.0". Autant il faut un peu de patience avec le buis, autant le MDF n'oppose pas la moindre résistance à l'abrasion. Il faut faire très attention de ne pas enlever trop de matière d'un seul coup.
11-JUN-2020
La suite du TB de 17 cm...
- sortie de presse
- affinage du contour de la seconde plaquette à la scie à ruban
- contre-perçage des 3 trous de rivets à 4 mm de la seconde plaquette
- descente du contour des plaquettes au niveau de la semelle avec le back
- descente de l'épaisseur des plaquettes de 10 à 8.5 mm comme sur le couteau d'origine: un trou parfaitement cylindrique est apparu dans le noyer de la plaquette droite (?!) entre le premier et le second rivet.
- petite pente d'une dizaine de degrés sur les champs (comme sur l'origine aussi)
- dégrossissage au back
Il reste du boulot.
12-JUN-2020
J'ai continué les retouches du TB 17 cm au back à la bande de P800 (liège). Il aurait été plus judicieux de faire un montage à blanc des plaquettes et de les coller une fois retouchées et toute la zone de la garde polie définitivement. J'essairai de m'en souvenir. Ici il faudra sans cesse polir la garde, retoucher les plaquettes, retoucher la garde et ainsi de suite. J'ai coupé 3 rivets inox (qui ne seront pas matés) et je les ai collés à l'époxy. Il reste encore du boulot de finition. Je songe à une petite protection de tranchant en bois avec aimants de rétention.
Reprise à la main des manches des "Kegaska 2.0": P80, 120, 180, 320, 400 et 600. Polissage au disque coton et pâte spéciale bois 40 microns (pour le buis il restait des rayures et j'ai dû revenir par deux fois aux abrasifs). Nettoyage au décireur. Il faut définitivement rayé le MDF des matériaux pour plaquettes: trop mou, marque très vite, ne prend pas un beau poli. Exit. Been there, done that.
13-JUN-2020
J'ai coupé, aplani, ébavuré la quincaillerie pour faire les rivets et les tubes de passage dragonne des deux "Kegaska 2.0" tout en étant obligé de repassé les trous à 3.1 et 6.1 mm dans l'acier de râpe, semelle comprise et seulement les plaquettes sur le 90MCV8 (mais c'est sans doute dû à un forêt de 6.1 mm HS plus qu'à une trempe partielle de la semelle) avec un accident sur une plaquette MDF endommagée. J'ai aussi fait les chanfreins à 45° sur les trous.
15-JUN-2020
J'ai maté la quincaillerie laiton sur les deux "Kegaska 2.0" puis je l'ai poncé à ras ainsi que celle en inox du TB de 17 cm au backstand. Il faut encore tout reprendre à la main.
16-JUN-2020
Reprise à la main au P180, 320, 400 et 600 des zones autour des rivets des deux "Kegaska 2.0". Nettoyage au décireur puis polissage au disque coton et pâte 40 microns spéciale bois avec second nettoyage au décireur. Le buis du second est plus veiné que d'habitude pour cett essence, c'est joli, mais il a une fissure près du riccaso sur la plaquette droite. Si j'avais encore de la cyanoacrylate en stock, j'y mettrai p-ê un petit coup. Mais j'ai envie de passer à l'huile de finition et de classer ces projets qui n'ont pas suivi le programme que j'avais en tête pour eux.
J'ai repris à la main les plaquettes du TB de 17 cm puis aussi toute la garde, une vraie cochonnerie à polir, sans arriver nulle part.
17-JUN-2020
J'ai préparé un peu d'époxy (Araldite 90 secondes) pour boucher les fissures dans le buis du "Kegaska 2.0" et collé un petit bout de cuivre issu d'un fil électrique de 1.5 mm2 dans le trou de la plaquette en noyer du TB 17 cm: c'était exactement la taille. Afin de ne pas polir une énième fois de plus le buis, j'ai essuyé les excès d'époxy à l'acétone mais sans réussir à combler les fissures à ras.
Une fois l'époxy prise,
- aux limes j'ai ramené le petit bout de fil de cuivre au niveau de la plaquettes
- et j'ai passé les 3 couches d'huile de tung diluée ainsi que la première couche d'huile pure sur les manches des deux "Kegaska 2.0": le MDF absorbe énormément tandis que le buis semble déjà imperméable.
Reprise de la garde du TB 17 cm à la main, puis polissage ainsi que la lame (manche protégé par ruban à masquer) aux divers disques polissoirs, si souvent cités ici que ça doit finir par gonfler mon imaginiare seul lecteur fidèle (qui que tu sois, merci!). Gravure du logo IMC.
Ensuite j'ai découpé 3 pièces en noyer, acajou et samba pour en faire une sorte d'étui censé protégé le tranchant du TB 17 cm. Ajustage du contour avec le petit back Peugeot et premier collage avec mise sous presses du martyr en samba sur la plus grande plaque en acajou. Perçage diamètre 4 mm sur 0.5 mm de profondeur à 4 endroits afin d'y noyer 4 petits aimants collés à la colle forte.
18-JUN-2020: Général nous voila! :)
Enduction des deux dernières couches d'huile de tung pure sur les manches des deux "Kegaska 2.0".
Collage de la seconde plaque en noyer et façonnage (au petit backstand) du protège-tranchant du TB 17 cm. Arrondi des angles (Back + P60 à la main), polissage (main P100, P180, P320 et disque coton+pâte), nettoyage au décireur, enductions multiples à l'huile de tung diluée et pure. L'acajou a très soif mais pas tant que le MDF!
Suite et fin du façonnage à la main (jusqu'à P600 à cause de la semelle) du manche du TB 17 cm. Décirage, polissage et premières couches d'huile de tung diluée.
19-JUN-2020
De passage chez Casto pour une bricole électrique chez mes parents, j'ai pris une lime ronde demi-douce de leur marque maison Magnusson, Mac Allister, une chinoiserie, mais trop mal. Diamètre 7 mm.
21-JUN-2020
J'ai passé deux couches de cire de cranauba sur les 3 manches et le protège-tranchant en souffrance et en sus deux couches de cire d'antiquaire sur les deux manches des "Kegaska 2.0".
J'ai rattrapé les ébréchures du TB de 17 cm avec les pierre à eau Haïdu P180 et 280 avant un dernier passage à la DMT 45 microns avec finition cuir et pâte 2 microns. Pour les deux "Kegaska 2.0" il aura suffit de blanchir les émoutures à la pierre de coticule avec un micro tranchant à la DMT 45 microns (2 passes légères à ~25°) et passe de finition au cuir avec pâte 2 microns. Mesures et photos et ce sera fini pour ces 3 candidats.
22-JUN-2020
Mise à jour de la galerie, prise de caractéristiques: le "Kegaska 2.0" forgé dans une lime est plutôt vers 60 que 62 HRc. C'est à partir du Fallkniven F1 à 59 HRc que ça patine et le Enzo Trapper à 60..61 HRc mord.
23-JUN-2020
Tiens je m'aperçois que je n'avais pas fini le dos des deux "Kegaska 2.0" alors qu'ils sont déjà aux oubliettes muséales. Bon ce sera fait à l'occasion d'une prochaine sortie du backstand.
En panne de cyanoacrylate, j'ai fait une commande Amazon pour 50 g en viscosité moyenne (100 centipoise) pour usage général.
Aujourd'hui c'était pas chômage partiel mais fête nationale là où je travaille. Malgré moultes taches incontournables, un peu de temps pour moi. Alors pour une fois je me suis fait un peu d'expérience avec le "edge flex test" des US: on incline un tranchant perpendiculairement à la génératrice d'une tige (souvent du laiton de 6.35 mm) et on regarde: ça plie, ça revient, ça casse etc. En gros si ça casse on est trop dur, si ça plie et que ça reste ainsi, c'est évidemment tellement mou que c'est pas trempé et si ça revient, on déclare le TTH OK pour un couteau. Bref je vous parie qu'on peut plier et laisser revenir entre 45 et 65 HRc. Tout est question de la force avec laquelle on appuie, de la finesse du tranchant, de sa géométrie, etc. Mais je crois que c'est un bon exercice à répéter pour pouvoir se situer et avoir un certain feeling.
Alors j'ai passé une grande partie du tranchant de mes dernières réalisations sur une tige de laiton d'environ 7 mm de diamètre, en inclinant de plus en plus la lame et en poussant de plus en plus fort jusqu'à ce que quelque chose se passe, mes yeux étant équipés de mon espèce de loupe avec serre-tête
- "Kegaska 2.0" en 90MCV8 scandi zéro à 32° et au moins 63 HRc: au delà d'un certain point, le tout petit sommet du tranchant plie et fait une bavure à peine perceptible. A deux endroits voisins j'ai pu faire deux ébréchures de 0.15 mm de profondeur mais sans que le métal ne se détache
- "Kegaska 2.0" en lime forgée scandi zéro à 31° et environ 60 HRc: au delà d'un certain point, le tout petit sommet du tranchant plie et fait une bavure à peine perceptible. Aucune ébréchure.
- "Caplan" en 100Cr6 forgé tranchant 0.5 mm convexe à ~30° et environ 61 HRc: rien à faire ça ne bouge pas
- "Bujeault 106%" en 100Cr6 forgé tranchant 0.5 mm en vé à ~30° et environ 58..59 HRc: rien à faire
- "Bujeault 107%" en 90MCV8 forgé tranchant 0.5 mm en vé à~ 30° et environ 60..61 HRc: rien à faire
| courant absorbé [A] | Temps t=0 | t=1 [min] | t=2 [min] | t=3 [min] | t=4 [min] | t=5 [min] | t=6 [min] | t=7 [min] | t=8 [min] | t=9 [min] | t=10 [min] | température eau de trempe salée à 10% [°C ] | durée austénitisation approx. [min] |
| austénitisation 1 | 10.80 | 9.58 | 9.44 | 9.38 | 9.32 | 9.30 | 9.28 | 9.26 | 9.25 | 9.23 | 9.22 | 18.6 | 11 |
| austénitisation 2 | 12.16 | 9.65 | 9.50 | 9.38 | 9.34 | 9.31 | 9.29 | 9.28 | 9.27 | 9.26 | 9.26 | 24.5 | 11 |
| austénitisation 3 | 12.00 | 9.66 | 9.42 | 9.35 | 9.32 | 9.30 | 9.29 | 9.28 | 9.28 | 9.28 | 9.28 | 31.3 | 11 |
| austénitisation 4 | 10.73 | 9.47 | 9.34 | 9.28 | 9.26 | 9.25 | ? | 9.24 | 9.24 | 9.24 | - | 17.8 | 10 |
Hormis t=0 que j'ai essayé de mettre lorsque I=12 A sur le second essai, on voit qu'un régime stationnaire s'installe. Les faibles évolutions cependant significatives vers la fin semblent me dire qu'il y a bien encore de lentes transformations qui se passent après 5 minutes dans le 90MCV8. Après chaque trempe, j'attends d'avoir l'acier vers 20°C afin d'être sûr d'avoir une microstructure martensitique pour la prochaine austénitisation, gage d'une meilleure réponse du traitement thermique et d'un grain plus fin avec des carbures répartis de façon homogène. Aucune casse, un acier très blanc avec une calamine qui explose presque dans l'eau. La lame est restée bien droite sauf après la trempe sélective qui l'a fait fortement dévier à gauche vers la pointe. L'aspect de l'acier est aussi moins blanc qu'avant. Les yeux me disent que cette trempe n'était pas optimale. Lame au congélo à -18°C à 15h19.
A cause de la faible taille du bac de trempe pour la dernière trempe sélective, j'ai été obligé de saisir le couteau autrement avec la pince étau et donc de le placer autrement dans la bobine. J'ai fini la trempe sélective dans le bac d'eau de refroidissement de la bobine à environ 35°C.
J'ai remarqué que la pointe avait du mal à devenir orange alors qu'elle est bien placée dans la bobine (assez loin de l'extrémité). J'ai tenté de le photographier sur la première photo ci-dessous mais impossible. La tache un peu sombre à la pointe a une ligne de séparation du reste de la lame qui est verticale... Exactement comme sur toutes mes autres lames trempées par induction avec des lignes de trempe devant la pointe indiquant qu'elle est beaucoup moins dure... Et si ce n'était pas ma lenteur à sortir de la bobine pour rejoindre le bac mais plutôt une sorte "d'effet de bord" de mon montage? Mais qu'elle en est la cause? J'ai espéré qu'un temps d'austénitisation d'au moins 10 min arrangerait les choses par conduction thermique du reste de la lame qui rechaufferait la pointe.
J'avais mis des traces de crayons thermiques à 774 et 804°C mais je n'ai pas réussi à voir dans la bobine s'ils ont fondu. Impossible de savoir les températures atteintes. Plus le temps passait, plus il semblait y avoir des plaques noires sur la lame: de la calamine en plaque. Peut-être que c'est cela que j'ai vu sur la pointe, puisqu'au contraire elle doit chauffer plus vite que le reste de la lame.
J'ai fait des tests à la lime demi-douce après chaque trempe: chaque fois l'acier semblait très très dur! Il en fut de même pour le second couteau en acier inconnu et supposé "pur" carbone.
Voici la position de la lame pendant l'auténitisation avant trempe intégrale.
Voici la position de la lame pendant l'auténitisation avant trempe sélective.
On recommence avec le "Kegaska 2.0" forgé dans une lime avec 2.31 mm d'épaisseur de lame.
| courant absorbé [A] | Temps t=0 | t=1 [min] | t=2 [min] | t=3 [min] | t=4 [min] | t=5 [min] | température eau de trempe [°C ] | durée austénitisation approx. [min] |
| austénitisation 1 | 12.00 | 9.10 | 8.99 | 8.97 | 8.96 | 8.96 | 33.2 | 7 |
| austénitisation 2 | 12.00 | 9.12 | 8.98 | 8.93 | 8.92 | 8.91 | 36.1 | 6 |
| austénitisation 3 | 12.00 | 9.05 | 8.92 | 8.92 | 8.93 | - | 39.3 | 4 |
| austénitisation 4 | 12.00 | 9.00 | 8.96 | 8.95 | 8.94 | - | 20.4 | 4 |
En effet sur cet acier le courant s'est stabilisé beaucoup plus vite. Il semble donc (et c'est élégant) que la stabilisation du courant (moins 0.01 A de variation en 1 minute) indique également quand l'austénitisation peut prendre fin puisqu'il n'y a plus la moindre transformation dans l'acier.
Aucune casse, un acier très blanc à chaque fois sauf en sortie de trempe sélective. Après la première trempe il restait des traces de calamine sur l'épaisseur du tranchant (trop vite refroidi avant d'atteindre l'eau salée?). La lame s'est aussi tordue vers la gauche au niveau de la pointe après la première trempe. Après chaque nouvelle trempe elle est revenue progressivement vers la droite pour finir pile dans l'axe après la dernière trempe, sélective. C'te chance! J'ai fini la trempe sélective dans le bac d'eau de refroidissement de la bobine à environ 39°C pour bien remonter la zone trempée vers le ricasso.
Pareil avec la lime demi-douce (d'la balle!), les descentes à l'ambiante après chaque trempe. Congélo à 15h56.
Sortie de congélo à 16h34 pour les deux. Pour essayer ce fameux truc déjà vu très souvent, j'ai plaqué la lame en 90MCV8 avec un serre-joint (décapé) contre un fer plat afin de redresser la lame pendant le revenu. Et en avant pour 60 min @ 150°C (lors des derniers essais avec l'induction, les lames en 90MCV8 et 100Cr6 ont perdu beaucoup de dureté pendant les revenus à 200°C; j'ai décidé d'y aller progressivement)
En sortie du four trempe à l'eau de pluie à 20°C. Avant même la trempe, je constate que la lame du 90MCV8 a cassé nette pendant le revenu juste derrière le serre-joint, la contrainte a dû être trop forte. C'est rageant. Je continue avec ce qu'il en reste pour engranger de l'expérience. Test à la lime demi-douce: les deux lames sont extra dures. Pas de saut à 170..175°C, je mets le prochain revenu directement à 205°C.
Retour au congélo à 17h40 et sortie à 18h28.
Nouveau revenu 60 min @ 205°C. Trempe eau de pluie à 20°C en sortie, test lime demi-douce, toujours aciers extra durs. Congélo à 19h41. Ma fille crie famine!
26-MAI-2020
Sortie des lames du congélo à 7h07, fin des TTH. Je peux enfin vous faire une photo de la casse d'hier en sortie du premier revenu. J'ai testé les duretés avec mes lames de dureté connue, sans avoir enlevé la couche supérieur de métal. Donc ces valeurs prennent en compte une éventuelle décarburation qui a eu lieu selon moi quand on voit la quantité de calamine au fond des bacs de trempe. Le 90MCV8 ne se laisse pas rayé par le Lauri à 63 HRc. Même dans le dos de lame il a du mal à mordre (normal ce truc trempe grave à l'air), on est sans doute vers les 62 HRc. Pour l'acier issu de la grande râpe, on est vers 62 HRc au tranchant et le dos se laisse entaillé par mon Yakitori de cuisine en 1.4116 donné pour 55 HRc. Au feeling on a l'air bien en dessous, 50 HRc peut-être? Par rapport au patron de départ, le dos de lame et la pointe n'ont pas bougé sur le 90MCV8. Sur l'autre acier inconnu, la première moitié du dos de lame est remontée d'environ 1 mm. Il est vrai que le 90MCV8 est réputé pour rester dimensionnellement stable après trempe.
La cassure est perpendiculaire au tranchant. Hasard? Le grain est plutot très sympa. La partie la plus claire est la pointe qui a subi un seul revenu à
150°C tandis que la lame ayant subi le second revenu à 205°C est plus brune. Le fameux jaune des revenus vers 200..230°C?
J'ai l'impression
que le 90MCV8 et les purs carbone type XC100 sont de bons candidats
pour des trempes simples et faciles à l'induction. Sans doute
impossible d'avoir 65..66 HRc après trempe, mais avec 0,6..0,7%
de carbone dans l'austénite on obtient sans doute des
duretés plus qu'élevées tout en ayant une
très grande résilience.
Il faut sans doute oublier les trempes sélectives. Seules des trempes intégrales hyper rapides sans contrôle précis des gestes me donnent des aspects blanchâtres de lame dont je pense que les trempes sont les plus complètes. Il faudra plutôt se concentrer sur des revenus sélectifs du dos de lames après deux revenus intégraux au four de cuisine. Plus de contrôle, moins de risque de casse et de déformation, trempe plus complète. Eventuellement faudra se procurer un chalumeau. Ma lampe à gaz ne concentre pas assez la chaleur pour les revenus sélectifs.
Je pense rester avec de l'eau saléée à 10% pour les "purs" carbone. J'ai l'impression qu'avec le 90MCV8 austénitisé au moins 10 min, l'huile de colza vers 50..70°C fera l'affaire aussi. Avec tant de manganèse et de chrome, le nez perlitique est si loin que ça devrait durcir. Je pourrai tester à la lime et si je vois que ça prend moins, toujours revenir à l'eau pour les autres trempes.
Peut-être que le 100Cr6 meriterait un dernier essai avec un temps d'austénitisation de 15 min. Toutes les rares courbes et données que j'ai pu trouver, même avec la meilleure microstructure avant austénitisation indiquent des temps relativement longs.
28-MAI-2020
Arrivée du vernis/de la peinture contre la décarburation et les quelques aciers de chez Eurotechni. Le xylène pour le nettoyage du pinceau était là aussi mais sans la moindre annonce par mail. Equipé!
Petite remarque: voilà déjà deux commandes de 135Cr3 en 3 mm que je fais avec à la livraison du 130CrV3 qui arrive. Par contre, le plat de 6 mm est bien noté 135Cr3 à la reception. Alors en soi, ce n'est pas grave, je dirai même qu'à choisir, la pointe de vanadium en plus (0.08% pour une valeur nominale de 0.1%!) en échange des 0.05% de carbone en moins ne fait pas de mal, bien au contraire mais ce ne sont pas les mêmes aciers selon la norme et on vous livre donc autre chose que ce que vous avez commandé. Pas bien ça. Et deuzio, si tu commandes des stencils avec inscription 135Cr3 en parallèle et que te voilà avec du 130CrV3, pas glop non plus, du moins si t'es un peu maniaque comme moi.
03-JUN-2020
Aujourd'hui j'ai repris au backstand les émoutures des deux "Kegaska 2.0". Le brisé en 90MCV8 aussi pour explorer le concept jusqu'au bout. J'ai recalé la table horizontale à 14° et comme d'habitude, je n'ai pas réussi à faire des émoutures symétriques. La faute à mon inclinomètre, car une fois la table horizontale à 0°, la table verticale n'est pas à 90° par rapport à la table horizontale. Donc au lieu de faire des émoutures à 14°, elles sont plutôt à 16 ou 12°, etc. J'avais fait des tracés pour y aller à taton mais cela n'aura pas suffit. Par contre, la dissymétrie n'est pas catastrophique et pas handicapante du point de vue fonctionnel.
Chaque face a été passée au P60, 120, 220 puis 400. Fier de moi, le métal n'a jamais pris la moindre coloration. On continuera avec des reprises à la main.
04-JUN-2020
Le soir j'ai repris sans gros zèle les faces et émoutures à la main
- au P120, 180, 220, 320 et 400 sur une face du "Kegaska 2.0" en 90 MCV8 et P400 sur l'émouture
- puis avec le recul, l'autre face au P120, 180, 220, 320 et 400 et P320 +400 sur l'émouture
- et avec le retour d'expérience, les deux côtés du second "Kegaska 2.0" à P80, 120, 180, 220, 320 et 400 avec P180, 220, 320 et 400 sur l'émouture
06-JUN-2020
J'ai repris les deux "Kegaska 2.0" à la main au P400: plats et émoutures. Bien que j'ai prévu de les attaquer au perchlo, j'ai poli les lames aux disques sisal, coton et flanelle avec pâtes respectivement noire, verte et blanche. Puis j'ai fait tiédir du perchlo au micro-ondes avant d'immerger les lames deux fois deux minutes, avec neutralisation et petit polissage à la paille de fer. La ligne de trempe sur l'acier de la lime est plus marquée que sur le 90MCV8 où elle est presque invisible: toute la lame semble trempée malgré la trempe sélective.
L'après-midi j'ai gravé les logos suivi d'un petit polissage au P2500 et à grande eau.
07-JUN-2020: bonne fête Maman!
J'ai fait des plaquettes pour chaque "Kegaska 2.0"
- pour celui en 90MCV8, à partir d'une chute de 19 mm de MDF teinté noir pleine masse, avec une densité de 0.777. Je la gardais depuis longtemps. C'est le moment de faire un essai sur un couteau sans pointe, à la semelle parfaitement plate
- perçage des 3 trous à 3 et 6 mm avec la semelle servant de guide,
- reperçage en surcote de 0.1 mm (3.1 et 6.1 mm)
- tracé du contour, dégrossissage à la scie à ruban
- coupe en deux à la scie à ruban
- rectification des faces à encoller à la main sur miroir et papier abrasif P60
- pour l'autre avec des chutes FTFI de buis
- tentative de faire des plaquettes aux faces parallèles avec le rabot électrique sous ma dégauchisseuse
- rectification des faces à encoller à la main sur miroir et papier abrasif P60
Il faut sans doute oublier les trempes sélectives. Seules des trempes intégrales hyper rapides sans contrôle précis des gestes me donnent des aspects blanchâtres de lame dont je pense que les trempes sont les plus complètes. Il faudra plutôt se concentrer sur des revenus sélectifs du dos de lames après deux revenus intégraux au four de cuisine. Plus de contrôle, moins de risque de casse et de déformation, trempe plus complète. Eventuellement faudra se procurer un chalumeau. Ma lampe à gaz ne concentre pas assez la chaleur pour les revenus sélectifs.
Je pense rester avec de l'eau saléée à 10% pour les "purs" carbone. J'ai l'impression qu'avec le 90MCV8 austénitisé au moins 10 min, l'huile de colza vers 50..70°C fera l'affaire aussi. Avec tant de manganèse et de chrome, le nez perlitique est si loin que ça devrait durcir. Je pourrai tester à la lime et si je vois que ça prend moins, toujours revenir à l'eau pour les autres trempes.
Peut-être que le 100Cr6 meriterait un dernier essai avec un temps d'austénitisation de 15 min. Toutes les rares courbes et données que j'ai pu trouver, même avec la meilleure microstructure avant austénitisation indiquent des temps relativement longs.
28-MAI-2020
Arrivée du vernis/de la peinture contre la décarburation et les quelques aciers de chez Eurotechni. Le xylène pour le nettoyage du pinceau était là aussi mais sans la moindre annonce par mail. Equipé!
Petite remarque: voilà déjà deux commandes de 135Cr3 en 3 mm que je fais avec à la livraison du 130CrV3 qui arrive. Par contre, le plat de 6 mm est bien noté 135Cr3 à la reception. Alors en soi, ce n'est pas grave, je dirai même qu'à choisir, la pointe de vanadium en plus (0.08% pour une valeur nominale de 0.1%!) en échange des 0.05% de carbone en moins ne fait pas de mal, bien au contraire mais ce ne sont pas les mêmes aciers selon la norme et on vous livre donc autre chose que ce que vous avez commandé. Pas bien ça. Et deuzio, si tu commandes des stencils avec inscription 135Cr3 en parallèle et que te voilà avec du 130CrV3, pas glop non plus, du moins si t'es un peu maniaque comme moi.
03-JUN-2020
Aujourd'hui j'ai repris au backstand les émoutures des deux "Kegaska 2.0". Le brisé en 90MCV8 aussi pour explorer le concept jusqu'au bout. J'ai recalé la table horizontale à 14° et comme d'habitude, je n'ai pas réussi à faire des émoutures symétriques. La faute à mon inclinomètre, car une fois la table horizontale à 0°, la table verticale n'est pas à 90° par rapport à la table horizontale. Donc au lieu de faire des émoutures à 14°, elles sont plutôt à 16 ou 12°, etc. J'avais fait des tracés pour y aller à taton mais cela n'aura pas suffit. Par contre, la dissymétrie n'est pas catastrophique et pas handicapante du point de vue fonctionnel.
Chaque face a été passée au P60, 120, 220 puis 400. Fier de moi, le métal n'a jamais pris la moindre coloration. On continuera avec des reprises à la main.
04-JUN-2020
Le soir j'ai repris sans gros zèle les faces et émoutures à la main
- au P120, 180, 220, 320 et 400 sur une face du "Kegaska 2.0" en 90 MCV8 et P400 sur l'émouture
- puis avec le recul, l'autre face au P120, 180, 220, 320 et 400 et P320 +400 sur l'émouture
- et avec le retour d'expérience, les deux côtés du second "Kegaska 2.0" à P80, 120, 180, 220, 320 et 400 avec P180, 220, 320 et 400 sur l'émouture
06-JUN-2020
J'ai repris les deux "Kegaska 2.0" à la main au P400: plats et émoutures. Bien que j'ai prévu de les attaquer au perchlo, j'ai poli les lames aux disques sisal, coton et flanelle avec pâtes respectivement noire, verte et blanche. Puis j'ai fait tiédir du perchlo au micro-ondes avant d'immerger les lames deux fois deux minutes, avec neutralisation et petit polissage à la paille de fer. La ligne de trempe sur l'acier de la lime est plus marquée que sur le 90MCV8 où elle est presque invisible: toute la lame semble trempée malgré la trempe sélective.
L'après-midi j'ai gravé les logos suivi d'un petit polissage au P2500 et à grande eau.
07-JUN-2020: bonne fête Maman!
J'ai fait des plaquettes pour chaque "Kegaska 2.0"
- pour celui en 90MCV8, à partir d'une chute de 19 mm de MDF teinté noir pleine masse, avec une densité de 0.777. Je la gardais depuis longtemps. C'est le moment de faire un essai sur un couteau sans pointe, à la semelle parfaitement plate
- perçage des 3 trous à 3 et 6 mm avec la semelle servant de guide,
- reperçage en surcote de 0.1 mm (3.1 et 6.1 mm)
- tracé du contour, dégrossissage à la scie à ruban
- coupe en deux à la scie à ruban
- rectification des faces à encoller à la main sur miroir et papier abrasif P60
- pour l'autre avec des chutes FTFI de buis
- tentative de faire des plaquettes aux faces parallèles avec le rabot électrique sous ma dégauchisseuse
- rectification des faces à encoller à la main sur miroir et papier abrasif P60
- reperçage en surcote de 0.1 mm (3.1 et 6.1 mm)
- tracé du contour, dégrossissage à la scie à ruban
- finition des faces avant sur les deux jeux
- arrondi au mini backstand Peugeot
- chanfrein à 35° sur le mini lapidaire Peugeot
- finition à la main des faces avant et chanfreins: P120, 180, 320 et 400,
- puis polissage disque coton et pâte spéciale bois 40 microns
- dégraissage et décirage des surfaces
- préparation et enduction d'époxy à prise lente et progressive
- montage sous presses légères (sur le 90MCV8 pour ne pas chasser toute la colle; sur l'acier de lime pour compenser les défauts de planéité et remplir les jours)
- nettoyage des excès d'époxy au ricasso
- retrait des rivets de mise en place
08-JUN-2020
Profitant de mon jour de chômage partiel pour faire des courses, j'ai acheté un petit couteau de chef de 17 cm (vendu pour 20 cm) que je compte customiser
- c'est encore un Tarrerias-Bonjean de Thiers
- inox, forgé
- le tranchant neuf a de petites entailles par endroits, malgré la protection de l'emballage
- j'ai mesuré la position de la "ligne" d'épaisseur 0.5 mm, elle est a à plus de 3 mm derrière le tranchant: ça c'est de l'émouture fine qui va trancher!
- à la loupe le tranchant semble avoir été fait entre P120 à P180
- je l'ai mesuré d'une largeur de 0.5 mm avec une épaisseur de 0.3 mm soit un demi-angle au sommet d'environ Arctan (0.15/0.5)=16.6°; on est plus proche des 15 que des 20°
- ça coupe mais sans plus, faudra affûter et ça roulera ce truc.
- en le cherchant sur le site Tarrerias, on ne le trouve pas tout de suite mais on trouve une gamme, aux gardes différentes, très similaire. Il y est indiqué 56 HRc acier Nitrox "maison" avec 0.35% de carbone, 16 de chrome et dopé azote (ce qui explique l'obtention des 56 HRc après revenu malgré le bas taux de carbone). Je pense que le modèle de la grande distribution est en inox plus classique (et moins cher) type X46Cr16, Z50 ou 55 CrMoV14 ou 15...
- puis en cherchant parmi tous les couteaux de chef, on le découvre, exactement celui là,sous la référence 446740, avec garde et mitres identiques. Pas la moindre indication sur l'acier ou la dureté.
L'après-midi j'ai percé les rivets des plaquettes en polypropylène du couteau de chef de 17 cm pour pouvoir les démonter. Il y avait encore d'autres fixations surmoulées, ultra solides. De la très bonne came solide ce truc. J'ai collé deux planchettes de 5 mm de noyer et d'acajou pour en faire la matière d'oeuvre pour les futures plaquettes.
Pour finir, sortie des presses des deux "Kegaska 2.0" pour façonner les contours au back et cylindre pneumatique Kirjes (encoche façon mini garde pour l'index): P60, 120, 220 et 400.
09-JUN-2020
Sortie du sandwich noyer acajou des presses. J'ai mesuré les divers trous dans la semelle du TB (Tarrerias-Bonjean): 4, 4.1, 4.2 et 6 mm. Je me suis décidé à reprendre les efforts de cisaillement avec deux tourillons en bois de 6 mm montés à l'aveugle et de mettre 3 rivets inox (de 3.85 mm; récup de tige inox d'une vieille grille de four) pour l'esthétique, seulement collés.
Le raccord entre semelle et mitre est en arc de cercle avec un angle obtus de 105°. Pas facile. J'ai cependant réussi avec le petit lapidaire du petit combiné Peugeot incliné à 15° à y faire à main levé un arc de cercle qui épouse bien le contour (un gros rouleau de ruban adhèsif avait le bon diamètre que j'ai reporté au crayon). Préparation du tourillon (sciage, chanfreinage), égrénage des surfaces, dégraissage, décirage, perçage des trous borgnes de 6 mm dans chaque plaquette, colle à bois type D3 pour les tourillons, époxy à prise lente et collage de la première plaquette avec les 2 tourillons et mise sous presses fortes.
Ensuite j'ai façonné les contours grossiers des deux manches des deux "Kegaska 2.0" à main levée et au back à P60 et P120 (après des tracés pour m'aider visuellement). Faudra finir à la main. Le MDF semble trop peu résistant pour faire un bon manche. Ça ne résiste pas assez à l'abrasion... N'empêche que le Elver avec 4 mm de lame de plus, c'est plutôt joli et équilibré dans les proportions.
10-JUN-2020
La suite du TB de 17 cm...
- sortie de presse
- affinage du contour de la plaquette déjà collée à la scie à ruban
- perçage des 3 trous de rivets à 4 mm de ladite plaquette (la semelle a des trous oblongs de 4.1 et 4.2 mm de largeur à ces endroits)
- dégraissage, décirage des surfaces
- époxy pour la liaison bois métal et colle à bois type D3 pour la liaison tourillons acajou de la seconde plaquette
- mise sous presses fortes la seconde face de la semelle ayant un défaut de planéité
A la tombée de la nuit, j'ai repris à la râpe et à la lime demi-douce les manches des deux "Kegaska 2.0". Autant il faut un peu de patience avec le buis, autant le MDF n'oppose pas la moindre résistance à l'abrasion. Il faut faire très attention de ne pas enlever trop de matière d'un seul coup.
11-JUN-2020
La suite du TB de 17 cm...
- sortie de presse
- affinage du contour de la seconde plaquette à la scie à ruban
- contre-perçage des 3 trous de rivets à 4 mm de la seconde plaquette
- descente du contour des plaquettes au niveau de la semelle avec le back
- descente de l'épaisseur des plaquettes de 10 à 8.5 mm comme sur le couteau d'origine: un trou parfaitement cylindrique est apparu dans le noyer de la plaquette droite (?!) entre le premier et le second rivet.
- petite pente d'une dizaine de degrés sur les champs (comme sur l'origine aussi)
- dégrossissage au back
Il reste du boulot.
12-JUN-2020
J'ai continué les retouches du TB 17 cm au back à la bande de P800 (liège). Il aurait été plus judicieux de faire un montage à blanc des plaquettes et de les coller une fois retouchées et toute la zone de la garde polie définitivement. J'essairai de m'en souvenir. Ici il faudra sans cesse polir la garde, retoucher les plaquettes, retoucher la garde et ainsi de suite. J'ai coupé 3 rivets inox (qui ne seront pas matés) et je les ai collés à l'époxy. Il reste encore du boulot de finition. Je songe à une petite protection de tranchant en bois avec aimants de rétention.
Reprise à la main des manches des "Kegaska 2.0": P80, 120, 180, 320, 400 et 600. Polissage au disque coton et pâte spéciale bois 40 microns (pour le buis il restait des rayures et j'ai dû revenir par deux fois aux abrasifs). Nettoyage au décireur. Il faut définitivement rayé le MDF des matériaux pour plaquettes: trop mou, marque très vite, ne prend pas un beau poli. Exit. Been there, done that.
13-JUN-2020
J'ai coupé, aplani, ébavuré la quincaillerie pour faire les rivets et les tubes de passage dragonne des deux "Kegaska 2.0" tout en étant obligé de repassé les trous à 3.1 et 6.1 mm dans l'acier de râpe, semelle comprise et seulement les plaquettes sur le 90MCV8 (mais c'est sans doute dû à un forêt de 6.1 mm HS plus qu'à une trempe partielle de la semelle) avec un accident sur une plaquette MDF endommagée. J'ai aussi fait les chanfreins à 45° sur les trous.
15-JUN-2020
J'ai maté la quincaillerie laiton sur les deux "Kegaska 2.0" puis je l'ai poncé à ras ainsi que celle en inox du TB de 17 cm au backstand. Il faut encore tout reprendre à la main.
16-JUN-2020
Reprise à la main au P180, 320, 400 et 600 des zones autour des rivets des deux "Kegaska 2.0". Nettoyage au décireur puis polissage au disque coton et pâte 40 microns spéciale bois avec second nettoyage au décireur. Le buis du second est plus veiné que d'habitude pour cett essence, c'est joli, mais il a une fissure près du riccaso sur la plaquette droite. Si j'avais encore de la cyanoacrylate en stock, j'y mettrai p-ê un petit coup. Mais j'ai envie de passer à l'huile de finition et de classer ces projets qui n'ont pas suivi le programme que j'avais en tête pour eux.
J'ai repris à la main les plaquettes du TB de 17 cm puis aussi toute la garde, une vraie cochonnerie à polir, sans arriver nulle part.
17-JUN-2020
J'ai préparé un peu d'époxy (Araldite 90 secondes) pour boucher les fissures dans le buis du "Kegaska 2.0" et collé un petit bout de cuivre issu d'un fil électrique de 1.5 mm2 dans le trou de la plaquette en noyer du TB 17 cm: c'était exactement la taille. Afin de ne pas polir une énième fois de plus le buis, j'ai essuyé les excès d'époxy à l'acétone mais sans réussir à combler les fissures à ras.
Une fois l'époxy prise,
- aux limes j'ai ramené le petit bout de fil de cuivre au niveau de la plaquettes
- et j'ai passé les 3 couches d'huile de tung diluée ainsi que la première couche d'huile pure sur les manches des deux "Kegaska 2.0": le MDF absorbe énormément tandis que le buis semble déjà imperméable.
Reprise de la garde du TB 17 cm à la main, puis polissage ainsi que la lame (manche protégé par ruban à masquer) aux divers disques polissoirs, si souvent cités ici que ça doit finir par gonfler mon imaginiare seul lecteur fidèle (qui que tu sois, merci!). Gravure du logo IMC.
Ensuite j'ai découpé 3 pièces en noyer, acajou et samba pour en faire une sorte d'étui censé protégé le tranchant du TB 17 cm. Ajustage du contour avec le petit back Peugeot et premier collage avec mise sous presses du martyr en samba sur la plus grande plaque en acajou. Perçage diamètre 4 mm sur 0.5 mm de profondeur à 4 endroits afin d'y noyer 4 petits aimants collés à la colle forte.
18-JUN-2020: Général nous voila! :)
Enduction des deux dernières couches d'huile de tung pure sur les manches des deux "Kegaska 2.0".
Collage de la seconde plaque en noyer et façonnage (au petit backstand) du protège-tranchant du TB 17 cm. Arrondi des angles (Back + P60 à la main), polissage (main P100, P180, P320 et disque coton+pâte), nettoyage au décireur, enductions multiples à l'huile de tung diluée et pure. L'acajou a très soif mais pas tant que le MDF!
Suite et fin du façonnage à la main (jusqu'à P600 à cause de la semelle) du manche du TB 17 cm. Décirage, polissage et premières couches d'huile de tung diluée.
19-JUN-2020
De passage chez Casto pour une bricole électrique chez mes parents, j'ai pris une lime ronde demi-douce de leur marque maison Magnusson, Mac Allister, une chinoiserie, mais trop mal. Diamètre 7 mm.
21-JUN-2020
J'ai passé deux couches de cire de cranauba sur les 3 manches et le protège-tranchant en souffrance et en sus deux couches de cire d'antiquaire sur les deux manches des "Kegaska 2.0".
J'ai rattrapé les ébréchures du TB de 17 cm avec les pierre à eau Haïdu P180 et 280 avant un dernier passage à la DMT 45 microns avec finition cuir et pâte 2 microns. Pour les deux "Kegaska 2.0" il aura suffit de blanchir les émoutures à la pierre de coticule avec un micro tranchant à la DMT 45 microns (2 passes légères à ~25°) et passe de finition au cuir avec pâte 2 microns. Mesures et photos et ce sera fini pour ces 3 candidats.
22-JUN-2020
Mise à jour de la galerie, prise de caractéristiques: le "Kegaska 2.0" forgé dans une lime est plutôt vers 60 que 62 HRc. C'est à partir du Fallkniven F1 à 59 HRc que ça patine et le Enzo Trapper à 60..61 HRc mord.
23-JUN-2020
Tiens je m'aperçois que je n'avais pas fini le dos des deux "Kegaska 2.0" alors qu'ils sont déjà aux oubliettes muséales. Bon ce sera fait à l'occasion d'une prochaine sortie du backstand.
En panne de cyanoacrylate, j'ai fait une commande Amazon pour 50 g en viscosité moyenne (100 centipoise) pour usage général.
Aujourd'hui c'était pas chômage partiel mais fête nationale là où je travaille. Malgré moultes taches incontournables, un peu de temps pour moi. Alors pour une fois je me suis fait un peu d'expérience avec le "edge flex test" des US: on incline un tranchant perpendiculairement à la génératrice d'une tige (souvent du laiton de 6.35 mm) et on regarde: ça plie, ça revient, ça casse etc. En gros si ça casse on est trop dur, si ça plie et que ça reste ainsi, c'est évidemment tellement mou que c'est pas trempé et si ça revient, on déclare le TTH OK pour un couteau. Bref je vous parie qu'on peut plier et laisser revenir entre 45 et 65 HRc. Tout est question de la force avec laquelle on appuie, de la finesse du tranchant, de sa géométrie, etc. Mais je crois que c'est un bon exercice à répéter pour pouvoir se situer et avoir un certain feeling.
Alors j'ai passé une grande partie du tranchant de mes dernières réalisations sur une tige de laiton d'environ 7 mm de diamètre, en inclinant de plus en plus la lame et en poussant de plus en plus fort jusqu'à ce que quelque chose se passe, mes yeux étant équipés de mon espèce de loupe avec serre-tête
- "Kegaska 2.0" en 90MCV8 scandi zéro à 32° et au moins 63 HRc: au delà d'un certain point, le tout petit sommet du tranchant plie et fait une bavure à peine perceptible. A deux endroits voisins j'ai pu faire deux ébréchures de 0.15 mm de profondeur mais sans que le métal ne se détache
- "Kegaska 2.0" en lime forgée scandi zéro à 31° et environ 60 HRc: au delà d'un certain point, le tout petit sommet du tranchant plie et fait une bavure à peine perceptible. Aucune ébréchure.
- "Caplan" en 100Cr6 forgé tranchant 0.5 mm convexe à ~30° et environ 61 HRc: rien à faire ça ne bouge pas
- "Bujeault 106%" en 100Cr6 forgé tranchant 0.5 mm en vé à ~30° et environ 58..59 HRc: rien à faire
- "Bujeault 107%" en 90MCV8 forgé tranchant 0.5 mm en vé à~ 30° et environ 60..61 HRc: rien à faire
- "Matané" en ressort Mazda forgé tranchant 0.65 mm convexe à ~36° et environ 61 HRc: rien à faire, indestructible
- "Maskinongé" usiné en disque à tronçonner le bois tranchant 0.4 mm en vé à ~26° et environ 62 HRc: j'ai fait les ébréchures les plus faciles, avec une jolie répétabilité
- "Couchepaganiche" en lime Facom forgée tranchant 0.5 mm en vé à ~40° et au moins 63 HRc: rien à faire
- "Caplan" en lime Facom forgée tranchant 0.3 mm en vé à ~30° et au moins 63 HRc: j'ai réussi à plier le micro sommet du tranchant
- pour vérifier, j'ai pris la réplique du Mora Companion vendu par Bahco avec émouture scandi zéro, 12C27 laminé entre deux couches d'inox, estimé à 56..57 HRc: très facile de plier plastiquement le sommet du tranchant.
Conclusions? En fait rien de nouveau sous le soleil, juste un peu d'entrainement. Plus c'est dur, plus c'est haut en carbone, plus c'est fin, plus l'angle est aigu, mieux on arrive à déformer ou ébrécher le tranchant. Si c'est épais et/ou convexe cela devient vite impossible. Même les couteaux du commerce avec des duretés conservatrices, de gros angles, des aciers résilients suivent les mêmes lois, avec notablement moins d'effort. Bref mes couteaux n'ont rien de différents des autres, les aciers suivent bien les lois de la physique et des TTH qu'ils soient transformés en couteaux par les meilleurs ou votre humble serviteur. J'ai surtout pu me jauger la main et les efforts nécessaires pour les déformations et par comparaison au Mora, je trouve mes réalisations plutôt très résistantes. Suis content.
Les tranchants endommagés ont été corrigés avec une pierre de coticule. Les tranchants sont revenus très très vite avec une mention spéciale pour le 90MCV8 du "Kegaska 2.0".
24-JUN-2020
Je me suis servi de l'étui de mon Enzo Trapper pour dessiner le patron un peu raccourci d'un étui pour le "Kegaska 2.0" en lime forgée. Je vais utiliser le même cuir de mon vieux cartable que celui qui a servi pour faire l'étui du dernier "Caplan" en 100Cr6. Il trempe dans l'eau pour le ramollir et en sortir les plis des soufflets depuis ce midi.
25-JUN-2020
J'ai sorti le cuir de l'eau le matin et je l'ai mis sous des pavés toute la journée sous la cagnard. Le soir j'ai découpé l'étui et le martyr. J'ai percé quelques trous, creusé 3 rainures pour le pli, préparé certains angles avec l'abat-carre et teinté certaines zones.
26-JUN-2020
J'ai revu un duromètre Leeb (à rebond) chinois sur ebay... C'est cher, mais infiniment moins qu'un pénétrateur. J'ai bien envie de craquer...
La suite de l'étui du "Kegaska 2.0".
- Marquage des trous de couture du passant de ceinture,
- perçage, grattage, replis et collage du passant.
- Contre-perçage et creux autour des trous afin de noyer le fil.
- Collage du martyr et façonnage du demi-contour au petit back Peugeot.
- Creux pour la couture d'un seul côté, marquage des points à la roulette, perçage des points, collage/fermeture de l'étui,
- réouverture de l'étui car j'ai oublié de coudre le passant!
- Couture du passant (point sellier),
- second collage/fermeture de l'étui, contre-perçage des trous de couture dans le martyr,
- égalisage de la tranche avec le back, chanfreins et arrondi des angles (ce vieux cuir sec au tannage chimique ne s'y prête guère).
- Nouvelle rainure de l'autre côté pour noyer le fil, teinte des zones restées claires.
- Couture du martyr avec point sellier...
Et voilà! S'il n'y avait pas la douloureuse étape de couture à la main, ce serait presque sympa le travail du cuir...
27-JUN-2021
Petites couches de crème et graisse pour cuir sur le dernier étui. Massage, pénétration, repos, essuyage, lustrage. Enfin fini.
30-JUN-2020
Dans un moment de faiblesse, j'ai craqué... Puisque la dureté c'est l'alpha et l'omega pour juger des résultats de mes TTH, j'ai commandé sur ebay en Chine un duromètre Leeb (à rebond!). Hyper bon marché par rapport à un classique Rockwell mais cela reste une sacrée somme pour un amateur. Ne vais-je pas le regretter? Ça en ferait des mètres de Damas inxo ou même de Wootz d'Achim Wirtz pour ce prix.
03-JUL-2020
Une petite découverte aujourd'hui. Ces derniers temps j'étais plutôt insatisfait de l'affûtage de mes dernières lames. Impossible de retrouver le mordant que j'aime tant avoir, quelque soit les outils utilisés. Pour changer, j'ai sorti ma pierre Norton IB-134 et comme je n'avais rien sous la main, j'ai pris dans ma cuisine mon huile IKEA Skydd (pour planche à découper). La pierre est censée être remplie d'huile d'origine mais c'était il y a plus de 20 ans. Du coup je me suis dit qu'il était temps de lubrifier... Le tranchant est devenu super agressif avec la face India "fine" indiquée par Norton comme P400. J'adore! Comme j'aime! Du coup j'ai refait l'expérience avec tous mes derniers couteaux et ce fut le même résultat à chaque fois. Bref, l'ajout de lubrifiant semble indispensable pour obtenir le maximum d'une pierre Norton. En plus cette huile nourrit le bois des manches. Que demande le peuple?
04-JUL-2020
J'ai encore affûté une vingtaine de couteaux récents (et mes couteaux de cuisine) avec la pierre "Fine" India (P400) Norton de ma IB-134 et l'huile minérale IKEA Skydd. Toujours le même résultat hyper agressif quels que soient l'acier, la dureté, le procéde d'obtention. Même pas de passage au cuir, juste 2 passages par côté avec le seul poids du couteau sur la céramique (P600) de la Fallkniven DC-4 avec environ 5° de plus. Et voilà, équipé et paré!
07-JUL-2020
J'ai construit un petit support en bois pour ma pierre Norton IB-134, avec un morceau de planche de pin qui accompagne les livraisons de plats Eurotechni, des bâtons de glace et un vieux gant de vaisselle (pour la face anti dérapante)
08-JUL-2020
Samedi y a forge associative de 9 à 16. J'ai prévu de redresser un ressort de 8 mm afin d'en faire un axe pour réparer ma pompe à pied bicylindre Michelin made in China qui a rendu l'âme: comme toujours, les axes trop petits ont usiné des trous oblongs dans les tôles latérales trop fines. Dur de trouver du matos de qualité (ou alors mettre une étiquette près des axes avec la mention "oil frequently"). J'ai aussi l'intention de tremper ma plane (voir en date du 29-FEV-2020), en suspend depuis. Je veux profiter du foyer au charbon pour ne tremper que le corps central. Alors ce soir j'ai ressoudé à l'arc et électrode rutile la branche qui était cassée... Sauf que comme j'avais oublié mon masque chez mes parents, j'ai soudé les yeux fermés. Déjà que je suis nul en soudure, vous imaginez la petite saynète...
Bon faudra encore trouver autre chose à faire...
09-JUL-2020
Fausse alerte pour samedi. Pas de forge prévue, juste du rangement et du nettoyage, bref le boulot associatif quand il faut des bras... Cela veut dire que je vais sortir ma forge pour réparer ma pompe et peut-être essayer de tremper la plane.
Voilà plusieurs semaines qu'il traine de vieilles fenêtres devant une maison rénovée du village. Sur un vieux site (belge je crois) dont j'ai malheureusement oublié le nom, il était dit que les montants de fenêtres (en bois!) font de bons manches car souvent en bois tropical très stable. Aujourd'hui j'ai enfin croisée la propriétaire qui m'a gentimenet autorisé à prendre tout ce que je voulais. J'ai juste pris un montant, bien droit et plutôt dur. Impossible de reconnaitre l'essence. Je demanderai à une connaissance.
14-JUL-2020
Si si je bosse aujourd'hui... Voilà plusieurs semaines que ma dernière pompe à pied (une bicylindre) de marque Michelin mais made in China m'a laché. 45.90 EUR le 03-JUN-2011. Un bon manomètre précis, un excellent embout à visser, toujours étanche mais le tout monté sur des tôles pas assez rigides maintenues par des tiges aux extrémités embouties.Des patins caoutchouc troués à force. Je me sers beaucoup de ce type de pompe pour les voitures, les motos, les vélos. Cette fois c'est l'emboutissage d'une extrémité de l'axe de rotation qui s'est frayé un chemin dans la tôle. On a beau parcourir les magasins ou le Net, y a plus que des pompes de qualité merdique, visible à l'oeil nu. Même pas un truc cher mais haut de gamme.
J'avais offert le même modèle mono cylindre à mon frère. C'est le flexible qui est vite devenu poreux alors que le mien est en excellent état. On avait remédié au problème avec du ruban adhésif d'électricien, très efficace, mais récemment c'est le ressort qui a cassé.
Ma meilleure pompe à pied date de l'époque des francs, 259, la plus chère chez Norauto, marque Orex, made in Germany, très bon mano, flexible tressé. L'embout était vite devenu non étanche mais un collier et un nouvel embout pro plus tard, c'était reparti. Tôle deux fois plus épaisse que la Michelin, pieds en caoutchouc qui n'ont jamais été percés par les pattes mais un jour l'extrémité du ressort a cassé. Réparé à chaud (car il manquait quelques millimètres), au final c'est aussi l'axe qui a fini par me faire un trou oblong et une portée ovale. Je l'ai encore et elle attend patiemment une réparation. J'ai compté sur un tourneur qui m'a hélàs oublié (volontairement j'imagine, c'est pas faute d'avoir demandé 4 fois par an pendant 5 ans, si si!)
Devant l'impossibilité de trouver une remplaçante, j'ai essayé de réparer la bicylindre à l'africaine et pas selon les règles de la construction mécanique made in Arts et Métiers. J'ai refait à la forge un grand axe de 8 mm dans le fil d'un ressort que j'avais et repercé tous les trous de 5 et 6 mm à 8 mm. La tôle est toujours aussi fine mais je lubrifierai avant chaque usage et ça devrait nous refaire au moins 5 ans. Encore deux rondelles M8 pour caler le jeu latéral et je pense que je ne ferai même pas de butée à chaque extrémité (déformation plastique d'un côté et filetage M8 de l'autre) tant l'axe dépasse. On va voir. Je vous ferai une petite photo à la fin.
15-JUL-2020
Comme la forge était encore sur l'établi, j'ai tenté de tremper la plane dont j'avais ressoudé une branche récemment. J'ai ouvert la porte de la forge, posé des briques réfractaires pour conserver la chaleur le plus à l'intérieur possible et mis le débit de gaz au mini pour chauffer lentement est uniformément.
C'est le mieux que j'ai pu faire comme photo dans le noir (pour voir les couleurs). On devine la plane en voyant les branches.
Les branches sont
restées bien noires. Trempe à l'eau de pluie vers
23°C sans le moindre bris. Faut dire que j'avais laissé de
la matière, presque 2 mm au tranchant. Test à la lime
demi douce: super! Grattage de la calamine et j'ai fait deux revenus
devant l'entrée de la forge avec le dos vers le foyer. Pour le
premier j'ai eu un beau jaune paille ou or selon les zones au
tranchant, le second c'était bleu gorge de pigeon de partout. La
lame s'est un peu courbée. On verra si je tape dessus ou pas. Je
suis déjà très content que la trempe ait prise et
que les branches soient encore en place.
.