03-JUN-2016
Ce soir j'ai eu les yeux plus grands que le ventre -comme d'habitude- et la soirée fut longue. J'ai eu pour projet de tremper le "Borel V" en sandwich 90MV8/XC10 et le "M(a)ousse" en T508 et de normaliser mes deux bruts de forge en 100Cr6. Tout cela pendant mon weekend de garde, après les courses tout en faisant le repas de ma fille, de la pâte avec cuisson sous forme d'éclairs et de la pâte à brioche. Il est tard à l'heure où j'écris, ma fille dort à poings fermés...
Bref j'ai sorti des presses le "Brochant" à manche en bois de rose et j'ai allumé le four de trempe.
"Borel V" en 90MV8/XC10 de 3 mm / 53 g sans protection contre la décarburation
- austénisation 6 min @ 805°C (+25 s de remontée en T°)
- trempe environ 15 s dans huile de colza à 75°C
- je l'ai sortie très chaude pour un redressement éventuel (et nécessaire: ça venait bien entre bloc en bois et marteau puis je suis passé à l'étau et j'ai pété la pointe!)
- (pas mal de calamine)
- 2 h 4 min au congélateur à -18°C, puis spray réfigérant -50°C
- test à la lime 1/2 douce: d'la balle!
- 30 min @ 200°C (vérifié par thermomètre indépendant calibré)
- trempe dans un seau d'eau froide
- retour au congélateur pour 9 h 48 min @ -18°C (jusqu'au lendemain matin)

Voici le grain du 90MV8 de la pointe cassé: c'est bien mais on est loin du 100Cr6 ou des limes.
Peut-être que c'est difficile à normaliser le 90MV8? Mais si c'est faisable faudra que je fasse des
normalisations pour mes réalisations suivantes dans ma plaque actuelle de sandwich 90MV8/XC10.
"M(a)ousse" en T508 de 3 mm / 73 g sans protection contre la décarburation (comme je fais une austénisation courte selon les nouvelles fiches d'Eurotechni, à savoir 2 min/mm, j'essaie sans papillotte et avec de l'huile au lieu des plaques alu)
- austénisation 6 min @ 1020°C (+73 s de remontée en T°)
- trempe environ 15 s dans huile de colza à 61°C
- je l'ai sortie très chaude pour un redressement éventuel: inutile c'était droit (j'ai laissé presque 1 mm au tranchant)
- (pas mal de calamine)
- 45 min au congélateur à -18°C, puis spray réfigérant -50°C
- test à la lime 1/2 douce: nettement moins bien que sur l'autre mais il semble que ce soit la calamine qui s'en va
- 30 min @ 150°C (vérifié par thermomètre indépendant calibré)
- trempe dans un seau d'eau froide
- retour au congélateur pour 9 h 55 min @ -18°C (jusqu'au lendemain)
Recuit de normalisation (le but c'est d'affiner le grain) de 2 bruts de forge en 100Cr6
- 80 g 3.22 mm d'épaisseur max au milieu et environ 1.6 mm à la pointe et 2.16 mm au cul
- 96 g 4.09 mm d'épaisseur max au milieu et environ 1.72 mm à la pointe et 1.78 mm au cul
- j'ai mis les 2 en même temps au four @ 925°C ( le plus gros en premier)
- sortie du premier (le moins gros) au bout de 3 min (+36 s de remontée) et du second au bout de 4 environ
- refroidissement jusqu'à la couleur noire (~500°C) devant la sortie d'air pulsé de mon aspirateur à poussière du garage
- retour au four @ 900°C (le plus gros en premier)
- sortie du premier (le moins gros) au bout de 3 min (+25 s de remontée) et du second au bout de 4 environ
- refroidissement jusqu'à la couleur noire (~500°C) devant la sortie d'air pulsé de mon aspirateur à poussière du garage
- retour au four @ 870°C (le plus gros en premier)
- sortie du premier (le moins gros) au bout de 3 min (+20 s de remontée) et du second au bout de 4 environ
- refroidissement jusqu'à la couleur noire (~500°C) devant la sortie d'air pulsé de mon aspirateur à poussière du garage
- repos à l'air libre sur une brique réfractaire
J'ai essayé des temps d'austénisation assez courts (2 min/mm) avec le 90MV8 et le T508 parce qu'apparememnt c'est possible. Le 90MV8 est devenu bien dur. Pour le T508, j'espère que le couteau ne sera pas trop mou. J'espère pouvoir refaire une pointe et une forme acceptable au "Borel V".
04-JUN-2016
Bon je poursuis les TTH mais par morceaux encore pour les bruts de forge car entre le jogging, une LRAR à la Poste, le montage des éclairs, la cuisson des brioches, les devoirs de ma fille, le repas de midi, ben faut être un virtuose de l'emploi du temps "souple".
Donc en matinée:
[M(a)ousse T508] second revenu
- 30 min @ 150°C (vérifié par thermomètre indépendant calibré)
- trempe dans un seau d'eau froide
- retour au congélateur pour 34 h 48 min @ -18°C (jusqu'au lendemain soir)
[Borel V 90MV8/XC10] second revenu
- 40 min @ 200°C (vérifié par thermomètre indépendant calibré)
- trempe dans un seau d'eau froide
- retour au congélateur pour 33 h 59 min @ -18°C (jusqu'au lendemain soir)
[2 bruts de forge en 100Cr6] recuit de globulisation (le but c'est former de la cementite globulaire -en forme de sphère- en lieu et place de cémentite lamellaire - en forme de plaques: l'acier se laissera mieux usiner et surtout au moment de l'austénisation la structure sphérique des grains de cémentite de petite taille -la petite taille vient des normalisations d'hier- permettra une mise en solution rapide et une structure avant trempe optimale pour la dureté ET la résilience de la pièce trempée)
- chauffe au four vers 390°C et enduction d'acide borique contre la décarburation
- cyclage autour de Ac1 (qui est de 755°C pour le 100Cr6 d'après la formule du livre de Verhoeven)
- les valeurs de température du cycle sont inspirées d'un exemple sur du 52100 du livre de Verhoeven
- les cyclages c'est ce qu'il faut faire pour des hypereutectoïdes après forge et normalisation selon Landes
- j'ai réduit les durées des paliers et le nombre de cycles parce que je me tape tout à la main et que ma foi, j'avais pas tout le temps du monde de faire des allers et retours toutes les 5 min au garage. J'espère que la faible masse et la faible épaisseur des pièces jouera en ma faveur
- 20 min @ 795°C
- descente @ 680°C en 20 min (j'ai fait des sauts de 30°C toutes les 5 min: vivement que l'Arduino machin-chose fonctionne)
- 20 min @ 680°C
- remontée à Vmax @ 795°C pour un nouveau cycle
- j'ai fait 3 cycles [795->680] et j'ai laissé les lames au four éteint.
Alors bien sûr avec tout ce temps cumulé au dessus de Ac1, je me demande s'il n'y pas eu grossissement de grains. Je tremperai une chute d'un brut de forge pour observer le grain. S'il est gros, je normaliserai à nouveau les lames et je saurai pour l'avenir qu'il faut faire des cycles plus proches de Ac1 (et donc on oubliera Verhoeven pour faire des procédures de recuits successifs 100% Landes)
05-JUN-2016
Le matin j'ai dégrossi au back le manche du dernier "Brochant". Il m'est d'ailleurs arrivé un petit incident. Il y a quelques mois, devant l'usure de la table verticale du back (en acier à ferrer les bourriques: trop mou) j'y avais collé à l'époxy une plaque trempée de 1 mm d'X46Cr13. Au début je me méfiais car l'époxy perd vite ses propriétés en chauffant. Mais il ne s'est jamais rien passé... Jusqu'à ce matin. Le bois de rose résiste beaucoup à l'abrasion et chauffe en conséquence, un grand bruit (j'ai crû que la bande avait cassé) et ma plaque d'X46Cr13 est allée se loger dans les roues du back provoquant quelques défauts d'état de surface de ci de là. Bon je n'ai rien et c'est l'essentiel. J'avais réfléchi à la table verticale il y a une semaine et j'imaginai une seconde table en alu avec du verre collé dessus...
Coté TTH j'ai continué toute l'après midi avec:
[2 bruts de forge en 100Cr6] recuit d'adoucissement (le but c'est d'obtenir un métal aussi mou que possible afin de pouvoir l'usiner facilement: perçage et backstand dans mon cas)
- chauffe au four à 733°C (les 733°C sont calculés à partir d'une formule du livre de Landes pour des aciers simples, qu'il baptise type I, le 100Cr6 en fait partie)
- descente lente à 30°C/h jusqu'à 600°C (j'ai fait des sauts de 10°C toutes les 20 min: tout juste Auguste, ça fait plus de 4 heures de boulot)
- refroidissement à l'air
Pendant ce temps j'ai façonné à la main le bois de rose du manche du dernier "Brochant" en T7Mo. J'ai voulu faire quelquechose de beaucoup plus fin que les deux premiers. Je me demande à présent si ce n'était pas trop fin. J'ai fini au P600 puis au disque à polir avec pâte 40 microns. On voit la zone réparée et un peu trop fine au dos du couteau. C'est bien ainsi, rien de caché sur l'histoire de l'objet. J'ai continué jusqu'au soir à lui mettre 3 couches d'huile de Tung / térébenthine / siccatif à 50/50/1.5% (oui je sais ça fait 101.5% mais je vous la fais courte!) suivies de 3 couches d'huile de Tung pure avec 1.5% de siccatif.
J'ai sorti les "Borel V" et "M(a)ousse" du congélateur le soir. Je tacherai de les sabler au boulot à la pause demain.
06-JUN-2016
Bon j'ai sablé tout le monde y compris le dos de ma plaque d'X46Cr13 de la table verticale du back. Elle était courbée sans que je comprenne pourquoi. Après élimination des reste d'époxy elle est redevenue plane. Bref je peux la recoller. Du coup demain je tacherai de sabler l'autre face de la table afin d'améliorer l'accroche de l'époxy.
Le soir j'ai voulu essayer de débiter quelques plaquettes dans mes morceaux de bois avec ma scie circulaire sur table. J'ai dû vite arrêter. La pièce autour de la lame a cassé (du plastique!) et comme le jour autour de la lame est trop grand, des morceaux de bois s'y coincent et parfois s'éjectent violemment. Danger. Il faut que j'essaie de remplacer cette plaque. Au fait le morceau de platane qu'on m'a filé, ben c'est d'la merde, pas dense du tout-> allume-barbecue.
Sinon j'ai sélectionné du bois parmi les chutes FTFI pour finir les derniers couteaux. J'en ai 9 en suspend. J'aimerai tous les amener à la fête de l'artisanat le 2 juillet.
07-JUN-2016
Au boulot j'ai encore sablé la table verticale du back. En rentrant je l'ai recollée à la plaque trempée d'X46Cr13 et mise sous presses.
Ensuite j'ai percé les plaquettes en Pertinax du "M(a)ousse" (2 puis 2.1 mm) et débité les rivets adéquats en alu de 2 mm.
A la scie à ruban j'ai peu dégrossi davantage les plaquettes du "Borel V".
Et pour finir séance de backstand pour façonner les contours des "Chukotat" et "Borel V" forgé en 100Cr6. Juste avant j'ai coupé la plus grosse chute possible sur le brut du "Borel V". Je la tremperai d'abord pour vérifier la taille du grain. Les bruts ne sont pas ceux des pros mais ce sont les moins pires que j'ai fait jusqu'à présent. J'en serai presque fier: pointes et culs pas trop fins, semelles et lames qui s'amincissent bien, bruts assez plans.
08-JUN-2016
Au boulot j'ai sablé les faces à encoller des plaquettes en Pertinax ainsi que les rivets alu du "M(a)ousse". Comme son tranchant était un peu épais (presque 1 mm) le soir je l'ai aminci au back avec une légère émouture convexe. Et comme je ne suis pas doué, tout cela n'est pas très régulier... Juste derrière le tranchant il reste environ 0.5 mm à présent. Demain je vais à nouveau sabler la lame afin de faciliter l'accroche du masque en toner pour l'érosion du logo.
La table verticale étant à nouveau opérationnelle, j'ai aplani grossièrement les semelles et les lames des deux bruts de forge en 100Cr6. Le "Chukotat" a encore une grosse fissure en plein milieu de la pointe: c'est le bord du chemin de roulement qui s'aplati à la frappe dans le métal, sans se souder. Cela fait comme un micro canyon dans le métal. En théorie il faudrait éliminer ce rebord à la meuleuse avant la forge mais il représente une quantité non négligeable de métal dont j'ai besoin car pour l'instant mes bagues de roulements sont toujours un peu limite en taille. Il n'y a pas beaucoup de rab et avec mes pertes au feu de débutant, je suis toujours plus fin que je ne le souhaite sur mes bruts. Il faut donc que j'avoue que c'est en parfaite conscience du problème que j'ai agi ainsi. J'espère que la fissure disparaitra à l'émouture. Demain je tache de percer les manches. On verra si le recuit d'adoucissement a été efficace.
09-JUN-2016
Comme prévu j'ai percé les manches des bruts de forge en 100Cr6. Le métal était plutôt facile à percer, avec de longs et épais copeaux. Le process du recuit d'adoucissement est donc validé.
Ensuite j'ai transféré à chaud les masques en toner sur les "Borel V" et "M(a)ousse". J'ai réussi à faire les 2 du premier coup. La surface sablée semble bien aider à l'adhérence. Erosion à l'eau salée sous 9 volts (qui a fini par marcher; mais j'ai du souci à me faire quant à la fiabilité de la méthode).
11-JUN-2016
J'ai poli à la main les manches (et le cul du second) des "Borel V" et "M(a)ousse": P125, 180, 220, 320, 400 et 600 avant de les finir au dsique en coton enduit de pâte à polir 6.5 microns. Il reste des traces de laminage du plat d'acier et quelques rayures diffuses. Comme toujours cette opération me lasse et j'arrête là en me disant que ça fait un genre de brut de forge pas si moche que cela.
J'ai aussi poncé à plat les plaquettes du "Borel V", simplement au P60. L'essence m'est inconnue, je penche pour du cocobolo malgré une teinte plus chocolat au lait que le cocobolo que je connais. Une partie de la plaquette intégre l'aubier blanc. J'espère que cela fera un joli contraste. Je compte faire de même avec le second "BorelV" forgé avec une chute similaire mais en ébène avec un morceau d'aubier blanc.
Tiens j'ai enfin erçu au courrier ma prise femmele pour thermocouple type K et son fil compensé. Il était temps.
12-JUN-2016
Grosse après-midi au garage.
- j'ai percé les plaquettes (en cocobolo?) du "Borel V"; puis je me suis aperçu que je n'avais pas de rivets en laiton de 3 mm (?); Pas de collage aujourd'hui donc.
- j'ai façonné les parties avant de ces plaquettes
- j'ai façonné les parties avant et arrière des plaquettes en Pertinax du "M(a)ousse"
- je me suis aperçu que leur grosse épaisseur, certains trous étaient déviés dans une plaquette. Je les ai repercés.
- j'ai refait une pointe au "Borel V" en 90MV8/XC10
- j'ai taillé l'émouture du "Chukotat" en 100Cr6 forgé: le tranchant est bien au milieu mais très fin; par peur des déformations habituelles j'hésite pour la trempe sélective; j'ai réussi à sortir la fissure près de la pointe, au prix de moins de matière
- j'ai taillé l'émouture du "Borel V" en 100Cr6 forgé: le tranchant est bien au milieu mais trop fin; par peur des déformations habituelles j'hésite pour la trempe sélective; j'ai tant affiné le tranchant qu'il faudra que je change la forme du tranchant en "bouffant" un peu de matière. Au lieu de droit ce sera proche du "Franquelin" (légèrement relevé devant)
- le soir j'ai collé les plaquettes du "M(a)ousse"
13-JUN-2016
Je suis allé acheter de la tige en laiton de 3 mm aujourd'hui.
Le soir j'ai un peu poli à la main au P220, 320 et 400 les deux bruts de forge en 100Cr6 en vue de la trempe, demain soir sans doute. Il reste de nombreuses rayures sur les émoutures. J'aurai dû prendre des bandes plus fines plus tôt au back. Je suis vraiment nul en émouture. Pourtant après tant de couteaux ça devrait finir par rentrer... Tant pis pour la finition alors. Mais les tranchants m'inquiètent. Ils sont si fins... Quand je pense que j'avais de si beaux bruts, bien épais et tout et tout. Je vais faire des trempes intégrales, tant pis. Si je fais du délectif, à tous les coups les tranchants vont faire des vaguelettes et là, je pourrai benner pour de bon. Je tacherai de faire plus tard un revenu local des dos de lame, à la flamme, jusquà la couleur gorge de pigeon (~290°C). Faudra juste immerger les tranchants dans de l'eau.
Plus tard j'ai collé les plaquettes en "peut-être Cocobolo" du "Borel V": découpe des rivets, égrénage des surfaces, dégraissage, collage, mise sous presse, nettoyage à l'acétone des débordements au ricasso.
14-JUN-2016: des hauts et des bas
En rentrant du boulot j'ai attaqué la trempe des deux bruts forgés en 100Cr6.
Pour voir si le grain n'avait pas grossi lors des recuits de globulisation vers 795°C, j'ai trempé à l'eau une petite chute que j'avais gardée au moment du façonnage du contour. Casse nette, grain hyper fin, suis content c'est parti pour la trempe. Les recuits de normalisation et de globulisation qui ont précédés (voir plus haut) sont sensés m'avoir donné des distances tellement petites entre des grains sphériques d'acier, le carbone et le chrome que leur mise en solution devrait être atteinte en 3 minutes selon les tableaux de Verhoeven. Cela permet aussi d'avoir des temps d'austénisation très courts, même pour des aciers contenant des grosses molécules comme le chrome.

Le grand côté mesure 11 mm. Je n'ai pas réussi à faire de meilleure photo.
Une note concernant le choix des 845°C. Verhoeven propose dans son livre un diagramme fer-carbone pour le 100Cr6. A1 se situe vers 755°C et Acm à 910°C pour 1% de carbone. Avec 845°C, la fraction massique de carbone dissout est aux alentours de 0.78%. Cela suffit amplement à obtenir la dureté maximale de 65..66 HRc. De plus ce taux "raisonnable" permet un taux d'austénite résiduelle entre 5 et 9% selon ses graphes, taux que je me propose réduire encore par mes traitements par le froid. Les 0.22% de carbone restant se combinent avec certaines molécules de fer et de chrome "disponibles" pour former des carbures de fer et de chrome. Ces morceaux très durs (>67 HRc) un peu plus gros que les grains de martensite vont donner une bonne résistance à l'usure. Il faut imaginer ces carbures comme des dents et la martensite comme des gencives. Il faut assez de gencives pour bien maintenir les dents en place. Tout est question de balance. C'est le curseur de cet équilibre qu'on fixe en choisissant la température d'austénisation pour des aciers hypereutectoïdes faiblement alliés.
- "Borel V" de 47 g
- 5'19" @ 845°C (les 19" sont le temps de remontée en température)
- trempe à l'huile de colza à 75°C pendant environ 15 s
- essuyage de la lame et vérification à chaud (~100°C) de la planéité: coup de bol insensé, rien n'a bougé
- petit coup de P400 pour voir les couleurs du revenu (à ce sujet, très peu de calamine sur la lame)
- refroidissement lent à l'air puis 40' @ -18°C au congélateur
- spray réfigérant @ -50°C
- test de la dureté à la lime demi-douce: acier super dur, ça patine grave
- 60' @ 200°C
- refroidissement brutal dans un seau d'eau froide
- retour au congélo @ -18°C jusqu'au lendemain soir
- "Chukotat" de 46 g
- 5'22" @ 845°C (les 22" sont le temps de remontée en température)
- trempe à l'huile de colza à 88°C pendant environ 15 s (la première trempe a bien réchauffé l'huile)
- essuyage de la lame et vérification à chaud (~100°C) de la planéité: re-coup de bol insensé, rien n'a bougé
- petit coup de P400 pour voir les couleurs du revenu (à ce sujet, très peu de calamine sur la lame)
- refroidissement lent à l'air puis 30' @ -18°C au congélateur
- spray réfigérant @ -50°C
- test de la dureté à la lime demi-douce: acier super dur
- 60' @ 200°C
- refroidissement brutal dans un seau d'eau froide
- retour au congélo @ -18°C jusqu'au lendemain soir
Ça c'était pour les hauts. Avec des émoutures aussi fines, je me suis dit que j'ai rudement bien dû faire les traitements thermiques... Et je m'aperçois que j'ai complètement oublié de faire le recuit de détente! C'est celui qui doit enlever les contraintes qui ont pu naitre dans l'acier au perçage et au taillage des émoutures. C'est lui qui est normalement garant de faible déformations à la trempe. Heureusement que ça finit bien.
15-JUN-2016
J'ai sorti les lames après presque 24 h au congélo à -18..-20°C pour reprendre les traitements thermiques. Elles ont une très légère coloration jaune paille.
- 60' @ 200°C
- refroidissement brutal dans un seau d'eau froide
- retour au congélo @ -18°C jusqu'au lendemain matin
Je tacherai d'emporter les lames au boulot pour les sabler à la pause de midi.
18-JUN-2016
Sur l'ensemble de la journée, j'ai façonné au back puis à la main jusqu'à P600 les manches des "Borel V" et "M(a)ousse". J'ai fini les chants au back à P400.
19-JUN-2016
Pour la fête des pères j'ai eu un Opinel N°8 en inox. Ma fille cherchait un cadeau, que je lui ai suggéré. Pourquoi pas une customisation avec mes chutes de bois un peu précieux. Ma puce n'a hélàs pas noté que je voulais une lame carbone... Je tacherai de retourner au magasin pour tenter un échange.
En brocante j'ai trouvé une lime Talabot France, plate, 3 faces, vraisemblablement demi-douce de 200 X 19 [mm] allant de 4.75 à 4 mm d'épaisseur. A la largeur près elle est exactement identqiue à la lime d'atelier qu'il me reste (rappelez vous les collègues de la maintenance m'en avaient filé deux).
Côté coutellerie j'ai poli au disque et à la pâte 6.5 et 2 microns les manches et les lames des "Borel V" et "M(a)ousse". Le manche en bois a reçu 2 couche de vernis tampon maison, 3 couches d'huile de Tung/térébenthine/siccatif et 2 couches d'huile de Tung/siccatif. La dernière sera pour demain.
J'ai aussi transféré à chaud les masques des logos sur les "Chukotat" et "Borel V" forgés. L'émouture de ce dernier étant trop convexe, le transfert ne fut que partiel malgré plusieurs essais. J'ai donc complété le masque à coup de vernis et de gravure à l'aiguille.
20-JUN-2016
Le matin j'ai passé la dernière couche d'huile de Tung / siccatif sur le manche du "Borel V".
Me suis fait plaisir en me commandant un Fallkniven U2, petit lockback de seulement 42 g avec lame en sandwich inox 420J2/SGPS/420J2. Cela me fera aussi une lame avec une dureté de référence de 62 HRc pour mes petits tests de dureté comparative.
J'ai gravé les deux logos sur les deux dernières lames forgées. Aucun problème, tout a fonctionné du premier coup. C'est à n'y rien comprendre. Prochaine étape le polissage à la main puis une tentative de revenu différentiel à la flamme en chauffant les dos de lame (j'ai besoin d'une lame brillante pour bien voir les couleurs).
21-JUN-2016
Pendant une heure et demi j'ai poli à la main les lames forgées en 100Cr6 (et le cul d'une seule) de P180 à P600 (220, 320, 400) avec plus ou moins de bonheur. Je n'ai pas été maniaque pour conserver un côté imparfait, brut de forge.
Juste après j'ai fait des revenus des manche et des dos de lame à la flamme. Facile pour les manches (faut juste tremper la lame dans de l'eau), Beaucoup plus dur pour juste le dos de lame. A mon avis, mon succès a été très limité dans cette zone.

Le manche est bien bleu foncé "gorge de pigeon", le dos de lame à peine jaune... Pas facile.
22-JUN-2016
J'ai sablé quelque quincaille en laiton au boulot aujourd'hui. J'espère assemblé le dernier manche avant le prochain weekend. La fête artisanale c'est dans 10 jours...
Sinon pour mon Fallkniven U2, ben c'est grillé. Mail "pas dispo" et "si j'en veux un autre?". Sans déconner c'est pas sérieux.
- je suis obligé de dire que c'est toujours sur les sites français qu'on trouve des logiciels qui ne tiennent pas compte du stock
- je suis obligé de dire que les Français mettent 3 jours à répondre (parce qu'ils cherchent une soluce) pour toujours finir la queue entre les jambes: c'est comme la reception de l'hotel que vous appelez pour dire qu'il y a le feu et qu'il faut appeler les pompiers. Ces cons là vont toujours chercher à étouffer un pseudo scandale qui va coûter du temps et des vies avant d'appeler les secours. Réaction humaine. (si vous êtes à l'hotel, appeler les pompiers en direct et si c'est pas grave à la fin, ben c'est rien et vous n'en mourrez pas. Inversement...)
- les mecs sont juste des vendeurs qui n'y connaissent rien à ce qu'ils vendent: il n'y aucun équivalent de petit lockback avec lame en acier laminé de ce genre sur le marché. Pas la peine de demander si je veux autre chose...
- second mail "on a celui-là" et c'est... Un Fallkniven U2, le même, mais avec une autre désignation sur le site. Ce que je disais: la personne gère des références, différentes donc c'est pas le même couteau pour elle. Un bon m'aurait juste envoyer celui-là. La différence alors? Ben le second est pile 15.03% plus cher. Autrement dit ça sent l'augmentation de prix avec oubli d'un article dans un coin
- devant tant de compétence j'ai fait remarquer la différence de prix pour le même article en disant que le Net devait "tirer" les prix, donc pas question pour moi de les affamer. Qu'on me rembourse. Fermez le ban.
Au fait, j'ai dessiné (à main levée; je ne le fait presque jamais), un petit couteau comme je les apprécie, "drop point" devant et manche façon Caleb White. Il me plait beaucoup sur la feuille à petits carreaux.
23-JUN-2016
Fête nationale oblige (au Grand-Duché de Luxembourg), vot' serviteur a sa journée. En matinée j'ai poli au disque et pâte 6.5 microns les deux dernières lames forgées.
24-JUN-2016
Puisant dans mes réserves, j'ai posé congé et je fait le "pont". En matinée j'ai monté les manches des deux couteaux forgés.
Pour le "Borel V", j'ai
- découpé grossièrement les plaquettes à la scie à ruban
- poncé à plat au P60 lesdites plaquettes
- percé lesdites plaquettes à 3 et 6 mm pour les reprendres à 3.1 et 6.1 mm
- scié la quincailerie en laiton
- repris la quincaillerie de 3 mm lorsque je me suis aperçu qu'elle ne passait pas dans les trous du manche (qui ont "rétréci" à la trempe)
- façonné, poncé et chanfreiné les faces avant des plaquettes
- dégraissé l'ensemble
- enduit le tout de colle et mis sous presse
- essuyé les excès au ricasso à l'acétone
(la semelle aminicie n'est pas parfaitement plane; j'ai forcé sur les serre-joint en espérant que le bois se conformera et tiendra dans le temps)
Pour le "Chukotat", j'ai
- repris jusqu'à P400 au back les chants visibles
- enroulé 2 m de paracorde 550 noire sans les fils internes autour du manche
- protégé au ruban à masquer le ricasso et le cul
- imbibé à refus la paracorde de résine polyester
Souvent je me suis demandé si j'arriverai à forger un couteau dans la barre de 15 X 4 [mm] que m'a donné MJM (vous savez l'analyse disait qu'elle contenait environ 13% de chrome; MJM a récupéré gartuitement cet acier à Nogent avec l'info que c'est du semi-inox servant à faire des lames de pliant et des tire-bouchons). Pas évident d'en faire une de mes lames en 3 mm au ricasso et souvent large d'environ 25 mm ailleurs. Les pertes au feu font perdre trop de matière à l'amateur que je suis. J'ai repris cette barre en main ce matin et à une extrémité que j'avais un peu forgée un jour (pour voir) je découvre une inscription écrasée "JACOB HOLTZE*" et dessous "VEGA2" (* au moins une lettre a disparu). Un coup de Google et hop: Jacob Holtzer est un Alsacien dont le père était forgeron et qui a crée des aciéries dans la Loire entre les 2 guerres (elles intégreront le groupe Creusot Loire plus tard). Vega c'était sa gamme d'acier de coutellerie. Trop fort le Net...
Au fait, mon aspirateur à poussières qui faisait un bruit depuis la semaine dernière a rendu l'âme. Le moteur semble avoir crâmé. Sans doute que les nombreux sacs percés pendant la construction de la maison ont balancé trop de saletés dedans.
Du coup l'après-midi je suis allé en acheter un autre (un Black et Decker, 30 litres, cuve inox et prise accessoire, le même genre que l'ancien mais les accessoires sont de moins bonne qualité). En rentrant j'ai fait le patron du dernier couteau que j'ai dessiné dans un morceau de tôle. Il n'a toujours pas de nom et je trouve la prise en main moins bonne que le couteau n'est joli. Pour finir j'ai terminé la réparation de la table de la scie circulaire. La résine polyester avait déjà bien pris sur la paracorde du "Chukotat" et ne sentait presque plus.
25-JUN-2016
En matinée j'ai dégrossi au back le manche du "Borel V" forgé en 100Cr6. J'ai aussi légèrement changé la courbure du tranchant car il manquait un peu de matière depuis le dernier passage de finition de l'émouture au back. C'est une forme de lame plutôt sympa qui en est sortie. Il est vrai que la beauté de certaines lignes ou leur côté ordinaire se trouve souvent à moins de 1 mm de distance.
J'ai fini l'ensemble à la main en début d'après midi. Au polissage à la pâte 40 microns, comme pour le premier "Borel V", les pores de l'aubier de l'ébène se sont remplis de saletés. Et comme pour le premier, impossible de tout sortir au décireur pourtant si efficace d'habitude.
Le soir j'ai commencé à passer les couches de finition à la pulpe du doigt
- 2 couches de vernis tampon maison
- 3 couches d'huile de Tung diluée à 50% avec de la térébenthine (et 1.5% de siccatif)
- 2 couches d'huile de Tung pure (avec 1.5% de siccatif)
26-JUN-2016
Le matin dernière couche d'huile de Tung.
L'après-midi je me suis retrouvé face au problème de devoir mettre une arète tranchante sur 9 couteaux... Ben oui les 9 derniers produits pour la fête artisanale du weekend prochain. Et pas de support-guide comme la copie du Wicked Edge de mon collègue de travail. Du coup j'ai bricolé un support qui copie un truc vue dans une video de Ray Ennis.
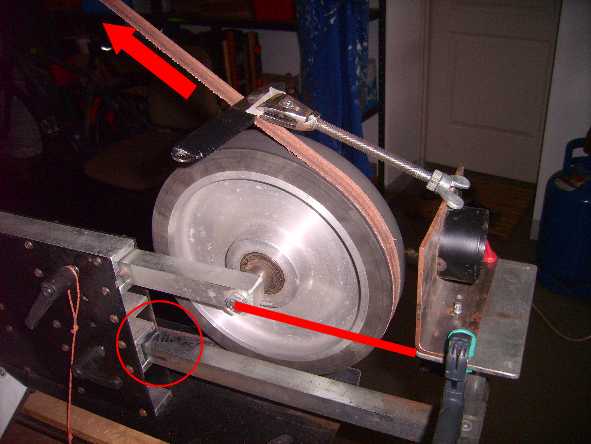
Ma plus vieille bande P100 coupée en deux et qui s'éloigne du tranchant (par sécurité).
La table est à hauteur d'axe et reculée de telle façon à avoir un demi-angle au sommet de 15°,
avec appui du support sur un bout de cornière qui me sert parfois de guide pour les émoutures.
Vitesse de rotation 1200 tr/min.
J'ai sablé quelque quincaille en laiton au boulot aujourd'hui. J'espère assemblé le dernier manche avant le prochain weekend. La fête artisanale c'est dans 10 jours...
Sinon pour mon Fallkniven U2, ben c'est grillé. Mail "pas dispo" et "si j'en veux un autre?". Sans déconner c'est pas sérieux.
- je suis obligé de dire que c'est toujours sur les sites français qu'on trouve des logiciels qui ne tiennent pas compte du stock
- je suis obligé de dire que les Français mettent 3 jours à répondre (parce qu'ils cherchent une soluce) pour toujours finir la queue entre les jambes: c'est comme la reception de l'hotel que vous appelez pour dire qu'il y a le feu et qu'il faut appeler les pompiers. Ces cons là vont toujours chercher à étouffer un pseudo scandale qui va coûter du temps et des vies avant d'appeler les secours. Réaction humaine. (si vous êtes à l'hotel, appeler les pompiers en direct et si c'est pas grave à la fin, ben c'est rien et vous n'en mourrez pas. Inversement...)
- les mecs sont juste des vendeurs qui n'y connaissent rien à ce qu'ils vendent: il n'y aucun équivalent de petit lockback avec lame en acier laminé de ce genre sur le marché. Pas la peine de demander si je veux autre chose...
- second mail "on a celui-là" et c'est... Un Fallkniven U2, le même, mais avec une autre désignation sur le site. Ce que je disais: la personne gère des références, différentes donc c'est pas le même couteau pour elle. Un bon m'aurait juste envoyer celui-là. La différence alors? Ben le second est pile 15.03% plus cher. Autrement dit ça sent l'augmentation de prix avec oubli d'un article dans un coin
- devant tant de compétence j'ai fait remarquer la différence de prix pour le même article en disant que le Net devait "tirer" les prix, donc pas question pour moi de les affamer. Qu'on me rembourse. Fermez le ban.
Au fait, j'ai dessiné (à main levée; je ne le fait presque jamais), un petit couteau comme je les apprécie, "drop point" devant et manche façon Caleb White. Il me plait beaucoup sur la feuille à petits carreaux.
23-JUN-2016
Fête nationale oblige (au Grand-Duché de Luxembourg), vot' serviteur a sa journée. En matinée j'ai poli au disque et pâte 6.5 microns les deux dernières lames forgées.
24-JUN-2016
Puisant dans mes réserves, j'ai posé congé et je fait le "pont". En matinée j'ai monté les manches des deux couteaux forgés.
Pour le "Borel V", j'ai
- découpé grossièrement les plaquettes à la scie à ruban
- poncé à plat au P60 lesdites plaquettes
- percé lesdites plaquettes à 3 et 6 mm pour les reprendres à 3.1 et 6.1 mm
- scié la quincailerie en laiton
- repris la quincaillerie de 3 mm lorsque je me suis aperçu qu'elle ne passait pas dans les trous du manche (qui ont "rétréci" à la trempe)
- façonné, poncé et chanfreiné les faces avant des plaquettes
- dégraissé l'ensemble
- enduit le tout de colle et mis sous presse
- essuyé les excès au ricasso à l'acétone
(la semelle aminicie n'est pas parfaitement plane; j'ai forcé sur les serre-joint en espérant que le bois se conformera et tiendra dans le temps)
Pour le "Chukotat", j'ai
- repris jusqu'à P400 au back les chants visibles
- enroulé 2 m de paracorde 550 noire sans les fils internes autour du manche
- protégé au ruban à masquer le ricasso et le cul
- imbibé à refus la paracorde de résine polyester
Souvent je me suis demandé si j'arriverai à forger un couteau dans la barre de 15 X 4 [mm] que m'a donné MJM (vous savez l'analyse disait qu'elle contenait environ 13% de chrome; MJM a récupéré gartuitement cet acier à Nogent avec l'info que c'est du semi-inox servant à faire des lames de pliant et des tire-bouchons). Pas évident d'en faire une de mes lames en 3 mm au ricasso et souvent large d'environ 25 mm ailleurs. Les pertes au feu font perdre trop de matière à l'amateur que je suis. J'ai repris cette barre en main ce matin et à une extrémité que j'avais un peu forgée un jour (pour voir) je découvre une inscription écrasée "JACOB HOLTZE*" et dessous "VEGA2" (* au moins une lettre a disparu). Un coup de Google et hop: Jacob Holtzer est un Alsacien dont le père était forgeron et qui a crée des aciéries dans la Loire entre les 2 guerres (elles intégreront le groupe Creusot Loire plus tard). Vega c'était sa gamme d'acier de coutellerie. Trop fort le Net...
Au fait, mon aspirateur à poussières qui faisait un bruit depuis la semaine dernière a rendu l'âme. Le moteur semble avoir crâmé. Sans doute que les nombreux sacs percés pendant la construction de la maison ont balancé trop de saletés dedans.
Du coup l'après-midi je suis allé en acheter un autre (un Black et Decker, 30 litres, cuve inox et prise accessoire, le même genre que l'ancien mais les accessoires sont de moins bonne qualité). En rentrant j'ai fait le patron du dernier couteau que j'ai dessiné dans un morceau de tôle. Il n'a toujours pas de nom et je trouve la prise en main moins bonne que le couteau n'est joli. Pour finir j'ai terminé la réparation de la table de la scie circulaire. La résine polyester avait déjà bien pris sur la paracorde du "Chukotat" et ne sentait presque plus.
25-JUN-2016
En matinée j'ai dégrossi au back le manche du "Borel V" forgé en 100Cr6. J'ai aussi légèrement changé la courbure du tranchant car il manquait un peu de matière depuis le dernier passage de finition de l'émouture au back. C'est une forme de lame plutôt sympa qui en est sortie. Il est vrai que la beauté de certaines lignes ou leur côté ordinaire se trouve souvent à moins de 1 mm de distance.
J'ai fini l'ensemble à la main en début d'après midi. Au polissage à la pâte 40 microns, comme pour le premier "Borel V", les pores de l'aubier de l'ébène se sont remplis de saletés. Et comme pour le premier, impossible de tout sortir au décireur pourtant si efficace d'habitude.
Le soir j'ai commencé à passer les couches de finition à la pulpe du doigt
- 2 couches de vernis tampon maison
- 3 couches d'huile de Tung diluée à 50% avec de la térébenthine (et 1.5% de siccatif)
- 2 couches d'huile de Tung pure (avec 1.5% de siccatif)
26-JUN-2016
Le matin dernière couche d'huile de Tung.
L'après-midi je me suis retrouvé face au problème de devoir mettre une arète tranchante sur 9 couteaux... Ben oui les 9 derniers produits pour la fête artisanale du weekend prochain. Et pas de support-guide comme la copie du Wicked Edge de mon collègue de travail. Du coup j'ai bricolé un support qui copie un truc vue dans une video de Ray Ennis.
Ma plus vieille bande P100 coupée en deux et qui s'éloigne du tranchant (par sécurité).
La table est à hauteur d'axe et reculée de telle façon à avoir un demi-angle au sommet de 15°,
avec appui du support sur un bout de cornière qui me sert parfois de guide pour les émoutures.
Vitesse de rotation 1200 tr/min.
Cela marche assez
bien sauf aux extrémités: ricasso et pointe. J'ai
réussi à flinguer deux pointes et à entamer deux
plaquettes. Il faudra que je peaufine à la pierre mais le gros
du métal a été enlevé. J'ai retouché
les deux plaquettes de P320 à P2500, nettoyé au
décireur et remis de l'huile de Tung.
27-JUN-2016
J'ai passé deux couches de cire de carnauba sur tous les bois et le Pertinax. ensuite j'ai commencé les photos pour la galerie et les mesures pour les tableaux. Les 3 "Brochant" pour ce soir et ça suffira.
J'ai bien réfléchi à la finition de mes couteaux. C'est cela qu'ils leur manque par rapport à ceux que j'ai pu voir dans les salons. Pourtant aucun coutelier ne passe 3 heures de polissage à la main comme moi et il obtient cependant un meilleur résultat. C'est une machine qui l'aide. Je songe donc à investir dans un polissoir avec un peu de matos.
28-JUN-2016
J'ai nettoyé les 6 dernières lames et je les ai photographiées. J'ai fait le montage de la photo et le remplissage du tableau pour 3 d'entre eux dans la page galerie.
Je suis en prospection pour un touret à polir basé sur un touret à meuler de 520 W (19.5 kg!) capable de faire tourner deux disques de 200 mm sur des queues de cochon pour un changement rapide. La prospection s'oriente fortement vers la perfide Albion. Si tout est comme je l'entends, on passera commande demain.
J'ai bien réfléchi. Pour faire progresser mon art, il faut que j'améliore la finition. Cela veut d'abord dire que je dois être plus patient. Il faut toujours que j'élimine l'ensemble des défauts apparus à une étape avant de passer à la suivante en me disant que je corrigerai le défaut plus tard. Ce concept me semble très important. La clé est le temps donc la patience et le remplacement de certaines opérations manuelles chronophages par des opérations plus mécanisées...
29-JUN-2016
J'ai fait les montages photos des 3 dernières lames et j'ai mis la galerie à jour. On met en ligne. En testant la dureté des deux lames forgées en 100Cr6 j'ai trouvé des duretés bien inférieures à ce que j'ai eu les autres fois avec du 100Cr6: 58 HRc pour l'un et 60..61 pour l'autre. Je mesure comme toujouirs par comparaison en essayant de rayer l'objet à mesurer avec des couteaux de duerté connue. je ne vois que deux explication
- la bague n'était pas en 100Cr6 mais dans un acier moins "noble"
- mon troisième revenu des dos de lame à la flamme a eu plus d'impact que prévu: je penche pour cette hypothèse car j'ai obtenu des duretés sensiblement différentes sur les deux lames alors qu'elles ont subi des traitements identiques (en même temps dans les fours et congélateur) hormis le revenu à la flamme
J'ai aussi commandé mon polissoir aujourd'hui.
01-JUL-2016
Le polissoir est arrivé aujourd'hui. Ce truc pèse un âne mort. Je m'en occupe la semaine prochaine, il faut encore remettre une prise française dessus (je le savais; pas de lézard).
03-JUL-2016
Je rentre de deux jours passés sous un stand à la fraiche avec une météo de merde, si si j'insiste, de merde. C'est ma tournée. Quel bilan en tirer?
- je n'avais aucun prix affiché et pas franchement l'intention d'en vendre. Néanmoins sur demande, j'ai dit que les prix des 46 couteaux sur la table allaient de 50 à 120 EUR. Ce genre de prix plutôt très faible en coutellerie custom et malgré le nombres d'heures passées sur chaque lame effrait beaucoup de monde. Faut pas que je démissionne demain
- le public montre un intérèt certain pour ces objets et les explications concernant leur réalisation
- aucun de mes couteaux ne s'est distingué parmi ceux que les gens prenaient en main: les goûts et les couleurs sont propres à chacun
- un fou m'a acheté un couteau: le "Frichet" est parti. Ce soir j'ai eu un éclair de souvenir, vite je vérifie, oui ce couteau a une fissure au tranchant! J'ai retrouvé le client sur Facebook pour lui dire que je lui rends ses 70 EUR et que s'il veut le garder malgré tout, j'aimerai lui rendre 35 EUR. Pour moi une fissure au tranchant est un défaut majeur
- il semble que votre serviteur ait un certain talent naturel de pédaguogue pour expliquer la métallurgie des couteaux au public
- j'ai paquet de lame avec des points de rouille à éliminer: la pluie répétée et malgré l'essuyage, le XC10 des lames en sandwich et l'XC75 du "Patron" sont piqués (mais c'est très superficiel, rien de grave mais du boulot)

Remp'Arts 2016 au château des ducs de Lorraine de Sierck-les-Bains, votre serviteur photographié par son meilleur ami, en train
de faire l'article à un jeune couple devant sa petite table de couteaux "à la con". Je ne sais plus ce que j'expliquais avec mes petits poings
musclés... A côté la table avec les créations forgées de MJM.
04-JUL-2016
Je suis passé au supermarché du coin chercher une prise française et je l'ai monté sur le touret à meuler. Puis j'ai déposer les carters et les deux meules (grain 36 et 60): le touret a perdu beaucoup de poids! Puis j'ai monté les queues de cochon et j'ai fait des essais avec les disques en sisal, coton et flanelle.
Il y a pas mal de balourd et donc de vibrations avec les disques plus rigides. Les souples sont une merveille de stabilité. Il faudra se méfier à mort de cette machine. 2950 tr/min et des disques de 200 mm ça envoit l'pâté! un coup à se faire arracher la lame des mains. Il faudra que je trouve une solution de montage rigide sur un emplacement dédié avec des carters contre les projections.
Avec mon disque enduit de pâte 6.5 microns j'ai essayé de sortir les points de rouilles chopé sous la pluie de ce weekend sur le "Patron". Ça marche super bien. Ça promet de beaux polis miroir et beaucoup de flexibilité dans les changements de disques. Le kit est livré avec 3 disques (sisal, coton et flanelle) ainsi que 5 pains de 500 g dont on ne connait que les couleurs et la fonction (et des lunettes, des gants et un masque de qualité très douteuse)
- noir, sisal, ébauche de l'acier
- vert (oxyde de chrome), coton, demi-finition de l'acier
- blanc, flanelle, finition de l'acier
- marron, ébauche des métaux tendres
- bleu, finition des métaux tendres
- un petit sachet de poudre dite "vienna lime" et une microfibre: c'est pour l'essuyage final

520 W, 2950 tr/min, 3 disques dans le kit, 2 en réserves, 2 que j'avais déjà, 5 pains de pâte à polir
J'ai fait un rapide carter de carton, pris deux serre-joint pour la fixation -ils ne résistaient pas aux vibrations-
et désoxydé le "Patron" (mais on voit encore des piqûres). On verra au sisal...
27-JUN-2016
J'ai passé deux couches de cire de carnauba sur tous les bois et le Pertinax. ensuite j'ai commencé les photos pour la galerie et les mesures pour les tableaux. Les 3 "Brochant" pour ce soir et ça suffira.
J'ai bien réfléchi à la finition de mes couteaux. C'est cela qu'ils leur manque par rapport à ceux que j'ai pu voir dans les salons. Pourtant aucun coutelier ne passe 3 heures de polissage à la main comme moi et il obtient cependant un meilleur résultat. C'est une machine qui l'aide. Je songe donc à investir dans un polissoir avec un peu de matos.
28-JUN-2016
J'ai nettoyé les 6 dernières lames et je les ai photographiées. J'ai fait le montage de la photo et le remplissage du tableau pour 3 d'entre eux dans la page galerie.
Je suis en prospection pour un touret à polir basé sur un touret à meuler de 520 W (19.5 kg!) capable de faire tourner deux disques de 200 mm sur des queues de cochon pour un changement rapide. La prospection s'oriente fortement vers la perfide Albion. Si tout est comme je l'entends, on passera commande demain.
J'ai bien réfléchi. Pour faire progresser mon art, il faut que j'améliore la finition. Cela veut d'abord dire que je dois être plus patient. Il faut toujours que j'élimine l'ensemble des défauts apparus à une étape avant de passer à la suivante en me disant que je corrigerai le défaut plus tard. Ce concept me semble très important. La clé est le temps donc la patience et le remplacement de certaines opérations manuelles chronophages par des opérations plus mécanisées...
29-JUN-2016
J'ai fait les montages photos des 3 dernières lames et j'ai mis la galerie à jour. On met en ligne. En testant la dureté des deux lames forgées en 100Cr6 j'ai trouvé des duretés bien inférieures à ce que j'ai eu les autres fois avec du 100Cr6: 58 HRc pour l'un et 60..61 pour l'autre. Je mesure comme toujouirs par comparaison en essayant de rayer l'objet à mesurer avec des couteaux de duerté connue. je ne vois que deux explication
- la bague n'était pas en 100Cr6 mais dans un acier moins "noble"
- mon troisième revenu des dos de lame à la flamme a eu plus d'impact que prévu: je penche pour cette hypothèse car j'ai obtenu des duretés sensiblement différentes sur les deux lames alors qu'elles ont subi des traitements identiques (en même temps dans les fours et congélateur) hormis le revenu à la flamme
J'ai aussi commandé mon polissoir aujourd'hui.
01-JUL-2016
Le polissoir est arrivé aujourd'hui. Ce truc pèse un âne mort. Je m'en occupe la semaine prochaine, il faut encore remettre une prise française dessus (je le savais; pas de lézard).
03-JUL-2016
Je rentre de deux jours passés sous un stand à la fraiche avec une météo de merde, si si j'insiste, de merde. C'est ma tournée. Quel bilan en tirer?
- je n'avais aucun prix affiché et pas franchement l'intention d'en vendre. Néanmoins sur demande, j'ai dit que les prix des 46 couteaux sur la table allaient de 50 à 120 EUR. Ce genre de prix plutôt très faible en coutellerie custom et malgré le nombres d'heures passées sur chaque lame effrait beaucoup de monde. Faut pas que je démissionne demain
- le public montre un intérèt certain pour ces objets et les explications concernant leur réalisation
- aucun de mes couteaux ne s'est distingué parmi ceux que les gens prenaient en main: les goûts et les couleurs sont propres à chacun
- un fou m'a acheté un couteau: le "Frichet" est parti. Ce soir j'ai eu un éclair de souvenir, vite je vérifie, oui ce couteau a une fissure au tranchant! J'ai retrouvé le client sur Facebook pour lui dire que je lui rends ses 70 EUR et que s'il veut le garder malgré tout, j'aimerai lui rendre 35 EUR. Pour moi une fissure au tranchant est un défaut majeur
- il semble que votre serviteur ait un certain talent naturel de pédaguogue pour expliquer la métallurgie des couteaux au public
- j'ai paquet de lame avec des points de rouille à éliminer: la pluie répétée et malgré l'essuyage, le XC10 des lames en sandwich et l'XC75 du "Patron" sont piqués (mais c'est très superficiel, rien de grave mais du boulot)
Remp'Arts 2016 au château des ducs de Lorraine de Sierck-les-Bains, votre serviteur photographié par son meilleur ami, en train
de faire l'article à un jeune couple devant sa petite table de couteaux "à la con". Je ne sais plus ce que j'expliquais avec mes petits poings
musclés... A côté la table avec les créations forgées de MJM.
04-JUL-2016
Je suis passé au supermarché du coin chercher une prise française et je l'ai monté sur le touret à meuler. Puis j'ai déposer les carters et les deux meules (grain 36 et 60): le touret a perdu beaucoup de poids! Puis j'ai monté les queues de cochon et j'ai fait des essais avec les disques en sisal, coton et flanelle.
Il y a pas mal de balourd et donc de vibrations avec les disques plus rigides. Les souples sont une merveille de stabilité. Il faudra se méfier à mort de cette machine. 2950 tr/min et des disques de 200 mm ça envoit l'pâté! un coup à se faire arracher la lame des mains. Il faudra que je trouve une solution de montage rigide sur un emplacement dédié avec des carters contre les projections.
Avec mon disque enduit de pâte 6.5 microns j'ai essayé de sortir les points de rouilles chopé sous la pluie de ce weekend sur le "Patron". Ça marche super bien. Ça promet de beaux polis miroir et beaucoup de flexibilité dans les changements de disques. Le kit est livré avec 3 disques (sisal, coton et flanelle) ainsi que 5 pains de 500 g dont on ne connait que les couleurs et la fonction (et des lunettes, des gants et un masque de qualité très douteuse)
- noir, sisal, ébauche de l'acier
- vert (oxyde de chrome), coton, demi-finition de l'acier
- blanc, flanelle, finition de l'acier
- marron, ébauche des métaux tendres
- bleu, finition des métaux tendres
- un petit sachet de poudre dite "vienna lime" et une microfibre: c'est pour l'essuyage final
520 W, 2950 tr/min, 3 disques dans le kit, 2 en réserves, 2 que j'avais déjà, 5 pains de pâte à polir
J'ai fait un rapide carter de carton, pris deux serre-joint pour la fixation -ils ne résistaient pas aux vibrations-
et désoxydé le "Patron" (mais on voit encore des piqûres). On verra au sisal...
05-JUL-2016: une anecdote amusante...
Je pensais construire un pied support indépendant pour le polissoir mais cela va encore prendre de la place au sol et l'usage en finition seulement n'en fait pas une machine assez permanente pour mon garage aux mètres carrés comptés. Je songe donc plutôt à le visser sur une planche support qui sera pourvue d'une sorte de quille au dessous, qui pourra être prise dans un étau: celui de l'établi ou encore dans le Workmate. Le reste du temps, hop sur l'étagère.
A ce propos, je songe souvent à me procurer un second Workmate de chez Black & Decker. Il est pratique ce truc, léger, facilement logeable, très mobile, très stable et il fait le boulot malgré une qualité perçue un peu "cheap". Souvent sur les pages du BonCoin, j'en cherche un, mais un vintage: en bon état, pas fait en Chine, peint en bleu, avec la pièce centrale et des écrous en alu coulé, un plateau en bois plus épais et plus noble.
J'en ai trouvé un à 35 km de chez moi, en excellent état et pour un prix acceptable. Je chamboule un peu mon programme de la soirée et j'enquille mes 35 bornes. J'arrive, "il a vécu" me dit le vendeur, "mais ce n'est pas celui en photo qui était bleu?" mais la même merde que moi et surtout couvert de n couches de peintures de merde, avec le plateau bouffé aux mites... Tu le crois ça? J'ai un doute. Aurais-je écrit au mauvais vendeur? Lui aussi est étonné. Est ce que j'en fait collection? On s'excuse chacun d'avoir dérangé l'autre.
Je repars plein de doute. 5 minutes plus tard, un e-mail sur le smart phone: "j'ai vérifié, l'annonce est en ligne depuis plusieurs semaines, j'ai dû mettre une photo d'un objet similaire que je croyais proche, bla bla pardon, bla bla excusez-moi bla bla, vous dédommager bla bla". Il savait bien ce qu'il faisait. Mais enfin c'est bien un monde ça! Il ne met pas en ligne la photo de l'objet qu'il vend. Je me base sur quoi moi alors? L'objet n'est pas le même et en plus celui en photo est en très bon état quand le vrai est une merde infâme. Il avait l'air bien gentil et honnête le jeune homme mais là la limite entre naïveté feinte et escroquerie a été franchie. Putain 70 bornes et 1h30 de perdues, un repas du soir et des tâches ménagères finies à 22h, pas de temps pour moi ce soir, pimpin va!
06-JUL-2016: le cul bordé de nouilles
Aujourd'hui j'ai trouvé par hasard dans la benne à bois de l'usine un morceau de plateau d'établi pas très large, en tout cas ça y ressemble. Il a bien vécu, avec pleins de découpes à l'arrière, sans doute pour contourner des tuyaux verticaux au mur. Au retour dans la bagnole, je me suis soudain dit qu'il pourrait remplacer avantageusement le plateau actuel de mon dernier établi en bois de charpente construit à Noel dernier. En effet, le bois devait être très frais car les deux madriers de 225 mm de large qui constituent le plateau sont devenus convexes en 6 mois malgré les nombreuses vis qui le plaquent contre le piétement.
Prise de mesures: le bol incroyable! Le plus grand rectangle que je peux découper dans le plateau récupéré
- a pile poil la largeur de l'établi en question,
- a pile poil la profondeur de l'établi mobile voisin et
- sera exactement à la même hauteur que que le plateau de l'établi mobile voisin
C'est sans doute un signe du destin, soit pour se faire pardonner le coup du Workmate vintage d'hier, soit pour m'annoncer un été plein de bonnes surprises. On va dire que je positive et que j'y crois.
Avec la pression de finir les couteaux pour la fête artisanale de dimanche qui est retombée, je vais essayer de reprendre plus de plaisir à bien bricoler. Du coup, j'ai un peu rangé le garage pour que ce soit plus rationnel avec davantage d'étagères disponibles. J'ai construit le support du polissoir et également commencé une nouvelle table verticale pour le backstand. Je ne sais plus si je vous en avais parlé mais le projet c'est revêtir la table (un second exemplaire en fait) d'une feuille de verre afin d'avoir une surface parfaitement plane pour faire de belles émoutures plates.
Sinon dans les cartons je souhaiterai
- customiser mon Opinel N°8 carbone reçu pour la fête des pères
- faire un petit fixe portant le nom de mon village agricole actuel: une lame forgée dans un truc qui rappelle le côté agricole, sans doute de la dent de râteleuse de MJM avec un manche en cerisier, parce que le symbole et la fête du village c'est la cerise
- faire un fixe portant le nom de mon village d'enfance. Pas encore d'idée particulière, y a du raisin sur la rive d'en face et le symbole c'est un âne. Va faire un couteau avec ça (manche en pied de vigne?)
07-JUL-2016
J'ai percé et taraudé la seconde table verticale pour le back
08-JUL-2016
J'ai sablé au boulot la face qui sera encollée sur la seconde table verticale. Demain j'espère trouvé du verre sur mesure chez Casto.
Le soir j'ai monté et scié le nouveau plateau de récup' sur mon dernier établi. Ce faisant un voisin est venu me voir avec la demande (si je veux bien) de lui faire 6 couteaux de table, uniques, tous identiques, de forme assez simple avec des plaquettes en fibre de carbone. Il est prêt à payer (non?) et même à attendre. Il faut que j'y réfléchisse.
09-JUL-2016: juste comme ça, par plaisir, pour s'occuper
Le matin j'ai calé mon billot dans le corps du vieil aspirateur qui a rendu l'âme récemment. Enfin un "seau" dont le dimaètre est supérieur à 30 cm. J'ai mis la table de l'enclume horizontale et j'ai mis du sable entre billot et seau, espérant que ça se tasse avec les coups de marteau.

Mon vieil aspirateur à poussière, foutu, dont le corps de plus de 30 cm de diamètre peut contenir le billot.
La table de l'enclume, fraichement "blanchie" a été calé horizontalement en X et Y avec du sable et des cales dans le seau.
Dessus les deux ébauches de "Hunting"
Ensuite j'ai "blanchi" la table de l'enclume et la bigorne à la meuleuse d'angle équipé d'un disque abrasif (P60) retrouvé par hasard avec la meuleuse.
Allumage de la forge après découpe à la grosse pince coupante d'un morceau d'inox Jacob Holzer VEGA2 de la même longueur que le patron du "Hunting" (prononcez "un teint" en aspirant le h; c'est le nom de mon village actuel), soit 165 X 15 X 4 [mm]. Avec ma panne la moins abîmée c-à-d celle de mon marteau de mécanicien Facom de 1 kg j'ai élargi le lopin en essayant de descendre à 3 mm d'épaissseur, puis courbure de la lame, forge/contre-forge d'une pointe, amincissement du manche et sortie du tranchant. Pas trop de perte au feu malgré une température de forge assez élevée. Dernières chauffes faibles et planage au petit marteau Peugeot de 250 g. Repos dans le seau de cendres.
Avec le morceau de dent de râteleuse qu'il me restait pour montrer l'origine du couteau forgé en stage chez MJM, j'ai commencé à forger un second "Hunting": planage des deux nervures latérales, contre-forgeage pour diminuer la hauteur de lame et l'allonger et forge d'un début de pointe. 12h10 C'était l'heure de manger.
L'après-midi j'ai pu obtenir chez Casto 3 plaques de verre normal (c-à-d non trempé) de 3 mm d'épaisseur aux mesures de ma table verticale (51X160 [mm]). le type a été sympa il m'a compté cela en "chute". Coût total 3 EUR. Tant que j'y étais j'ai pris deux disques à lamelles pour ma meuleuse d'angle et un tasseau en chêne raboté de 27 x 27 [mm] pour faire des cales à poncer. Et de la colle à verre évidemment.
10-JUL-2016
L'après-midi j'ai façonné au back le contour du premier "Hunting" en inox Jacob Holtzer VEGA2. Pas facile, à certains endroits je n'avais aucune matière a enlever
- à ce propos, hier j'ai débité les 165 mm dans la barre avec mon coupe-boulon
- aujourd'hui, en tentant de dégrossir avec le coupe-boulon le brut de forge afin d'avoir un gros morceau à casser pour observer le grain, j'ai vu une étincelle et le morceau m'a presque "exploser" en plein figure et je n'avais pas mes lunettes... Bref la forge et les refroidissements ont déjà bien durci le métal
- une fois détouré, je m'aperçois que le couteau ne s'amincit pas beaucoup vers la pointe (tant mieux) ni vers l'arrière (et zut): bla bla forge it thick and gridn it thin! 2.08 mm à l'avant, 3.11 au ricasso et 2.41 au cul. Poids 58.3 g.
- J'ai mis le "Hunting" détouré dans une vieille papilotte et au four froid réglé à 850°C (la plupart des sources donnent pour la plupart des inox martensitiques un recuit d'adoucissment entre 750 et 850°C: comme la chaleur est un catalyseur de réaction chimique et qu'elle augmente l'agitation moléculaire, je me suis décidé pour le haut de la plage)
- faudrait descendre ensuite à 600°C en gros à 30°C/h mais j'ai arrêté après 45 min à 850°C et des descentes à coup de 50°C toutes les 30 min jusqu'à 600°C, puis extinction du four.
J'ai aussi apporté au back quelques corrections à ma table verticale en alu avant de la dégraisser et d'y coller une première plaque de verre avec une colle SADER spéciale miroir sur tous supports (on y précise "métaux")

Table vertiacle en alu de 10 mm avec en bas un bout de cornière vissé à l'arrière qui dépasse de 2 mm
pour retrenir le verre de 3 mm. Pourvu que ça marche.
La semaine dernière à la fête artisanale le vieux capiatine des pompiers volontaires de mon patelin d'enfance est venu sur mon stand. Lui aussi a commis quelques lames par le passé. Il m'a dit qu'il lui restait des rivets en cuivre de 3 mm qu'il voulait me donner. Je les ai récupérés aujourd'hui chez mes parents. Il y en a une trentaine d'environ 29 mm de long pour 2.91 mm de diamètre avec une tête sphérique. La petite boîte contient aussi un petit outil fait maison dans une vis, avec un trou central et longitudinal de 3 mm et un chanfrein en bout: c'est sans doute pour y marteler un cône.
11-JUL-2016
J'ai pris le "Hunting" avec au boulot pour pouvoir le sabler. En fin de sablage 57.6 g (0.7 g de calamine donc).
J'ai percé les 3 trous pour la quincaillerie et plein d'autres pour l'allègement. Avec la Dremel et les limes, j'en ai fait deux grosses fenêtres dans le manche. Poids: 44.3 g. Le centre de gravité est à 74 mm de la pointe. Prochaines étapes: amincissement de la semelle et taillage de l'émouture plate. Le recuit d'adoucissement semble avoir fonctionné malgré un ressenti différent: l'acier semble encore très dur au toucher mais il fut assez facile à percer avec des fôrets affûtés (longs copeaux!) et très facile à limer (et pourtant j'ai pris la dernière lime Talabot trouvée en brocante: de la bonne came ce truc, presque trop dommage de la forger tant qu'elle va encore aussi bien)
J'ai encore réfléchi aux 6 couteaux de cuisine du voisin. Une forme simple façon "Lancelot" lui conviendrait mais je crois qu'un "Coacoachou 3.1" serait plus approprié. Pas trouvé de fibre de carbone chez Brisa mais du G10 texturé façon carbone. Ce truc est très cher, carrément 4 fois le prix de l'acier par couteau si je prends du 14C28N haut de gamme chez Eurotechni. A ce propos 1 ou 1.5 mm seraient sans doute une épaisseur normale mais je songe à du 2 mm. Avec une émouture "chisel" creuse (ciseau à bois) je pourrais gagner du temps en émouture... Faut que ça mûrisse...
12-JUL-2016
J'ai trouvé un site qui vend des plaques d'époxy/fibres de carbone unidirectionnelles en qualité aéronautique. En fait, ce sont des chutes de cette industrie. C'est cher dans l'absolu mais c'est donné par rapport au reste du Web. Il n'empêche que j'imagine mal le produit fini (voit-on les fibres? Ça prend quel poli à la fin?) et cela serait le composant le plus cher de tout le couteau. Ce même site vend aussi des tiges de 2 mm de titane 6Al4V. Ça aussi ça l'fait: acier dopé à l'azote, fibre de carbone, titane je vois d'ici la fiche technique flatteuse.
Si je fais un premier modèle de "Coacoachou 3.1" pour le montrer au client avec un tarif de l'ordre de 90 EUR par couteau, cela fait la demi-douzaine à 540 EUR. Oui, gloups il va réfléchir, 14C28N ou pas, fibre de carbone ou pas, titane ou pas. Si ça part en sucette ou en eau de boudin, je me retrouve avec 1.25 m de 12C28N en 2 mm, une plaque A4 de fibre de carbone et 1 m de tige titane sur les bras. 130 EUR dépensés et rien en retour. Faire confiance aux gens, qui sont bien souvent des girouettes...
13-JUL-2016
J'ai fait des recherches sur le travail de la fibre de carbone
- poussière très persistante sur la peau et hautement toxique pour les voies respiratoires
- bouffe les fôrets et les scies en moins de deux
- éclate systématiquement en sortie de perçage mêrme avec une pièce martyr ou du ruban adhésif
Rien qu'à la lecture j'ai plus envie. On va donc gentiment archiver ce projet couteaux de cuisine et attendre un peu. Je crois que je vais aussi mettre un prix sur la plupart des couteaux de la galerie pour tenter de les vendre à qui voudra. Mais bon, avec le nombre de mal embouché, de pisse-froid et de tristes sires, je me demande si je ne vais pas au devant des ennuis moi.
14-JUL-2016
J'ai un peu forgé en rentrant du boulot. Le second "Hunting" en dent de râteleuse. Je ne suis pas très satisfait. Il y avait assez de métal et pourtant j'ai réussi avec du mal à obtenir une forme dans laquelle rentre le profil. J'ai élargi le métal trop tôt, j'aurai dû l'allonger davantage avant de l'élargir. La pointe est également fissurée, je m'y prends encore mal. La plupart de la "littérature" conseille toujours de couper une pointe en bout de barreau (à 45° environ) et moi je m'obstine à vouloir former une pointe dans une extrémité coupée à 90°. Lorsque les deux coins déformés se rejoignent, ils ne se soudent pas -évidemment- et je crée ainsi une fissure. Pourquoi fais-je ainsi? D'abord pour ne pas gâcher le métal et ensuite parce que c'est possible de sortir une pointe de cette façon, je l'ai vu faire dans plusieurs videos sur YouTube. Mais ça va venir. Le lopin a fini dans le seau de cendres après une dernière chauffe.

J'espère que cela illustre mon propos de pointe mal forgée à partir d'une coupe à 90° du barreau de départ.
Je pensais construire un pied support indépendant pour le polissoir mais cela va encore prendre de la place au sol et l'usage en finition seulement n'en fait pas une machine assez permanente pour mon garage aux mètres carrés comptés. Je songe donc plutôt à le visser sur une planche support qui sera pourvue d'une sorte de quille au dessous, qui pourra être prise dans un étau: celui de l'établi ou encore dans le Workmate. Le reste du temps, hop sur l'étagère.
A ce propos, je songe souvent à me procurer un second Workmate de chez Black & Decker. Il est pratique ce truc, léger, facilement logeable, très mobile, très stable et il fait le boulot malgré une qualité perçue un peu "cheap". Souvent sur les pages du BonCoin, j'en cherche un, mais un vintage: en bon état, pas fait en Chine, peint en bleu, avec la pièce centrale et des écrous en alu coulé, un plateau en bois plus épais et plus noble.
J'en ai trouvé un à 35 km de chez moi, en excellent état et pour un prix acceptable. Je chamboule un peu mon programme de la soirée et j'enquille mes 35 bornes. J'arrive, "il a vécu" me dit le vendeur, "mais ce n'est pas celui en photo qui était bleu?" mais la même merde que moi et surtout couvert de n couches de peintures de merde, avec le plateau bouffé aux mites... Tu le crois ça? J'ai un doute. Aurais-je écrit au mauvais vendeur? Lui aussi est étonné. Est ce que j'en fait collection? On s'excuse chacun d'avoir dérangé l'autre.
Je repars plein de doute. 5 minutes plus tard, un e-mail sur le smart phone: "j'ai vérifié, l'annonce est en ligne depuis plusieurs semaines, j'ai dû mettre une photo d'un objet similaire que je croyais proche, bla bla pardon, bla bla excusez-moi bla bla, vous dédommager bla bla". Il savait bien ce qu'il faisait. Mais enfin c'est bien un monde ça! Il ne met pas en ligne la photo de l'objet qu'il vend. Je me base sur quoi moi alors? L'objet n'est pas le même et en plus celui en photo est en très bon état quand le vrai est une merde infâme. Il avait l'air bien gentil et honnête le jeune homme mais là la limite entre naïveté feinte et escroquerie a été franchie. Putain 70 bornes et 1h30 de perdues, un repas du soir et des tâches ménagères finies à 22h, pas de temps pour moi ce soir, pimpin va!
06-JUL-2016: le cul bordé de nouilles
Aujourd'hui j'ai trouvé par hasard dans la benne à bois de l'usine un morceau de plateau d'établi pas très large, en tout cas ça y ressemble. Il a bien vécu, avec pleins de découpes à l'arrière, sans doute pour contourner des tuyaux verticaux au mur. Au retour dans la bagnole, je me suis soudain dit qu'il pourrait remplacer avantageusement le plateau actuel de mon dernier établi en bois de charpente construit à Noel dernier. En effet, le bois devait être très frais car les deux madriers de 225 mm de large qui constituent le plateau sont devenus convexes en 6 mois malgré les nombreuses vis qui le plaquent contre le piétement.
Prise de mesures: le bol incroyable! Le plus grand rectangle que je peux découper dans le plateau récupéré
- a pile poil la largeur de l'établi en question,
- a pile poil la profondeur de l'établi mobile voisin et
- sera exactement à la même hauteur que que le plateau de l'établi mobile voisin
C'est sans doute un signe du destin, soit pour se faire pardonner le coup du Workmate vintage d'hier, soit pour m'annoncer un été plein de bonnes surprises. On va dire que je positive et que j'y crois.
Avec la pression de finir les couteaux pour la fête artisanale de dimanche qui est retombée, je vais essayer de reprendre plus de plaisir à bien bricoler. Du coup, j'ai un peu rangé le garage pour que ce soit plus rationnel avec davantage d'étagères disponibles. J'ai construit le support du polissoir et également commencé une nouvelle table verticale pour le backstand. Je ne sais plus si je vous en avais parlé mais le projet c'est revêtir la table (un second exemplaire en fait) d'une feuille de verre afin d'avoir une surface parfaitement plane pour faire de belles émoutures plates.
Sinon dans les cartons je souhaiterai
- customiser mon Opinel N°8 carbone reçu pour la fête des pères
- faire un petit fixe portant le nom de mon village agricole actuel: une lame forgée dans un truc qui rappelle le côté agricole, sans doute de la dent de râteleuse de MJM avec un manche en cerisier, parce que le symbole et la fête du village c'est la cerise
- faire un fixe portant le nom de mon village d'enfance. Pas encore d'idée particulière, y a du raisin sur la rive d'en face et le symbole c'est un âne. Va faire un couteau avec ça (manche en pied de vigne?)
07-JUL-2016
J'ai percé et taraudé la seconde table verticale pour le back
08-JUL-2016
J'ai sablé au boulot la face qui sera encollée sur la seconde table verticale. Demain j'espère trouvé du verre sur mesure chez Casto.
Le soir j'ai monté et scié le nouveau plateau de récup' sur mon dernier établi. Ce faisant un voisin est venu me voir avec la demande (si je veux bien) de lui faire 6 couteaux de table, uniques, tous identiques, de forme assez simple avec des plaquettes en fibre de carbone. Il est prêt à payer (non?) et même à attendre. Il faut que j'y réfléchisse.
09-JUL-2016: juste comme ça, par plaisir, pour s'occuper
Le matin j'ai calé mon billot dans le corps du vieil aspirateur qui a rendu l'âme récemment. Enfin un "seau" dont le dimaètre est supérieur à 30 cm. J'ai mis la table de l'enclume horizontale et j'ai mis du sable entre billot et seau, espérant que ça se tasse avec les coups de marteau.
Mon vieil aspirateur à poussière, foutu, dont le corps de plus de 30 cm de diamètre peut contenir le billot.
La table de l'enclume, fraichement "blanchie" a été calé horizontalement en X et Y avec du sable et des cales dans le seau.
Dessus les deux ébauches de "Hunting"
Ensuite j'ai "blanchi" la table de l'enclume et la bigorne à la meuleuse d'angle équipé d'un disque abrasif (P60) retrouvé par hasard avec la meuleuse.
Allumage de la forge après découpe à la grosse pince coupante d'un morceau d'inox Jacob Holzer VEGA2 de la même longueur que le patron du "Hunting" (prononcez "un teint" en aspirant le h; c'est le nom de mon village actuel), soit 165 X 15 X 4 [mm]. Avec ma panne la moins abîmée c-à-d celle de mon marteau de mécanicien Facom de 1 kg j'ai élargi le lopin en essayant de descendre à 3 mm d'épaissseur, puis courbure de la lame, forge/contre-forge d'une pointe, amincissement du manche et sortie du tranchant. Pas trop de perte au feu malgré une température de forge assez élevée. Dernières chauffes faibles et planage au petit marteau Peugeot de 250 g. Repos dans le seau de cendres.
Avec le morceau de dent de râteleuse qu'il me restait pour montrer l'origine du couteau forgé en stage chez MJM, j'ai commencé à forger un second "Hunting": planage des deux nervures latérales, contre-forgeage pour diminuer la hauteur de lame et l'allonger et forge d'un début de pointe. 12h10 C'était l'heure de manger.
L'après-midi j'ai pu obtenir chez Casto 3 plaques de verre normal (c-à-d non trempé) de 3 mm d'épaisseur aux mesures de ma table verticale (51X160 [mm]). le type a été sympa il m'a compté cela en "chute". Coût total 3 EUR. Tant que j'y étais j'ai pris deux disques à lamelles pour ma meuleuse d'angle et un tasseau en chêne raboté de 27 x 27 [mm] pour faire des cales à poncer. Et de la colle à verre évidemment.
10-JUL-2016
L'après-midi j'ai façonné au back le contour du premier "Hunting" en inox Jacob Holtzer VEGA2. Pas facile, à certains endroits je n'avais aucune matière a enlever
- à ce propos, hier j'ai débité les 165 mm dans la barre avec mon coupe-boulon
- aujourd'hui, en tentant de dégrossir avec le coupe-boulon le brut de forge afin d'avoir un gros morceau à casser pour observer le grain, j'ai vu une étincelle et le morceau m'a presque "exploser" en plein figure et je n'avais pas mes lunettes... Bref la forge et les refroidissements ont déjà bien durci le métal
- une fois détouré, je m'aperçois que le couteau ne s'amincit pas beaucoup vers la pointe (tant mieux) ni vers l'arrière (et zut): bla bla forge it thick and gridn it thin! 2.08 mm à l'avant, 3.11 au ricasso et 2.41 au cul. Poids 58.3 g.
- J'ai mis le "Hunting" détouré dans une vieille papilotte et au four froid réglé à 850°C (la plupart des sources donnent pour la plupart des inox martensitiques un recuit d'adoucissment entre 750 et 850°C: comme la chaleur est un catalyseur de réaction chimique et qu'elle augmente l'agitation moléculaire, je me suis décidé pour le haut de la plage)
- faudrait descendre ensuite à 600°C en gros à 30°C/h mais j'ai arrêté après 45 min à 850°C et des descentes à coup de 50°C toutes les 30 min jusqu'à 600°C, puis extinction du four.
J'ai aussi apporté au back quelques corrections à ma table verticale en alu avant de la dégraisser et d'y coller une première plaque de verre avec une colle SADER spéciale miroir sur tous supports (on y précise "métaux")
Table vertiacle en alu de 10 mm avec en bas un bout de cornière vissé à l'arrière qui dépasse de 2 mm
pour retrenir le verre de 3 mm. Pourvu que ça marche.
La semaine dernière à la fête artisanale le vieux capiatine des pompiers volontaires de mon patelin d'enfance est venu sur mon stand. Lui aussi a commis quelques lames par le passé. Il m'a dit qu'il lui restait des rivets en cuivre de 3 mm qu'il voulait me donner. Je les ai récupérés aujourd'hui chez mes parents. Il y en a une trentaine d'environ 29 mm de long pour 2.91 mm de diamètre avec une tête sphérique. La petite boîte contient aussi un petit outil fait maison dans une vis, avec un trou central et longitudinal de 3 mm et un chanfrein en bout: c'est sans doute pour y marteler un cône.
11-JUL-2016
J'ai pris le "Hunting" avec au boulot pour pouvoir le sabler. En fin de sablage 57.6 g (0.7 g de calamine donc).
J'ai percé les 3 trous pour la quincaillerie et plein d'autres pour l'allègement. Avec la Dremel et les limes, j'en ai fait deux grosses fenêtres dans le manche. Poids: 44.3 g. Le centre de gravité est à 74 mm de la pointe. Prochaines étapes: amincissement de la semelle et taillage de l'émouture plate. Le recuit d'adoucissement semble avoir fonctionné malgré un ressenti différent: l'acier semble encore très dur au toucher mais il fut assez facile à percer avec des fôrets affûtés (longs copeaux!) et très facile à limer (et pourtant j'ai pris la dernière lime Talabot trouvée en brocante: de la bonne came ce truc, presque trop dommage de la forger tant qu'elle va encore aussi bien)
J'ai encore réfléchi aux 6 couteaux de cuisine du voisin. Une forme simple façon "Lancelot" lui conviendrait mais je crois qu'un "Coacoachou 3.1" serait plus approprié. Pas trouvé de fibre de carbone chez Brisa mais du G10 texturé façon carbone. Ce truc est très cher, carrément 4 fois le prix de l'acier par couteau si je prends du 14C28N haut de gamme chez Eurotechni. A ce propos 1 ou 1.5 mm seraient sans doute une épaisseur normale mais je songe à du 2 mm. Avec une émouture "chisel" creuse (ciseau à bois) je pourrais gagner du temps en émouture... Faut que ça mûrisse...
12-JUL-2016
J'ai trouvé un site qui vend des plaques d'époxy/fibres de carbone unidirectionnelles en qualité aéronautique. En fait, ce sont des chutes de cette industrie. C'est cher dans l'absolu mais c'est donné par rapport au reste du Web. Il n'empêche que j'imagine mal le produit fini (voit-on les fibres? Ça prend quel poli à la fin?) et cela serait le composant le plus cher de tout le couteau. Ce même site vend aussi des tiges de 2 mm de titane 6Al4V. Ça aussi ça l'fait: acier dopé à l'azote, fibre de carbone, titane je vois d'ici la fiche technique flatteuse.
Si je fais un premier modèle de "Coacoachou 3.1" pour le montrer au client avec un tarif de l'ordre de 90 EUR par couteau, cela fait la demi-douzaine à 540 EUR. Oui, gloups il va réfléchir, 14C28N ou pas, fibre de carbone ou pas, titane ou pas. Si ça part en sucette ou en eau de boudin, je me retrouve avec 1.25 m de 12C28N en 2 mm, une plaque A4 de fibre de carbone et 1 m de tige titane sur les bras. 130 EUR dépensés et rien en retour. Faire confiance aux gens, qui sont bien souvent des girouettes...
13-JUL-2016
J'ai fait des recherches sur le travail de la fibre de carbone
- poussière très persistante sur la peau et hautement toxique pour les voies respiratoires
- bouffe les fôrets et les scies en moins de deux
- éclate systématiquement en sortie de perçage mêrme avec une pièce martyr ou du ruban adhésif
Rien qu'à la lecture j'ai plus envie. On va donc gentiment archiver ce projet couteaux de cuisine et attendre un peu. Je crois que je vais aussi mettre un prix sur la plupart des couteaux de la galerie pour tenter de les vendre à qui voudra. Mais bon, avec le nombre de mal embouché, de pisse-froid et de tristes sires, je me demande si je ne vais pas au devant des ennuis moi.
14-JUL-2016
J'ai un peu forgé en rentrant du boulot. Le second "Hunting" en dent de râteleuse. Je ne suis pas très satisfait. Il y avait assez de métal et pourtant j'ai réussi avec du mal à obtenir une forme dans laquelle rentre le profil. J'ai élargi le métal trop tôt, j'aurai dû l'allonger davantage avant de l'élargir. La pointe est également fissurée, je m'y prends encore mal. La plupart de la "littérature" conseille toujours de couper une pointe en bout de barreau (à 45° environ) et moi je m'obstine à vouloir former une pointe dans une extrémité coupée à 90°. Lorsque les deux coins déformés se rejoignent, ils ne se soudent pas -évidemment- et je crée ainsi une fissure. Pourquoi fais-je ainsi? D'abord pour ne pas gâcher le métal et ensuite parce que c'est possible de sortir une pointe de cette façon, je l'ai vu faire dans plusieurs videos sur YouTube. Mais ça va venir. Le lopin a fini dans le seau de cendres après une dernière chauffe.
J'espère que cela illustre mon propos de pointe mal forgée à partir d'une coupe à 90° du barreau de départ.
15-JUL-2016
J'ai sorti le "Hunting" du seau de cendres pour le ramener au boulot et pouvoir le sabler. J'ai profité de la cisaille de l'atelier pour garder un morceau à tremper séparément pour voir le grain. Coupe super facile donc
- le bête recuit en sortie de forge avec seau de cendres est largement suffisant (j'aurai dû normaliser avant! Idiot que je suis!)
- tout cela me laisse à penser que le taux de carbone est plus beau que je pensais au départ il y a quelques mois: plutôt un genre d'XC45 que du XC55
- je tenterai donc plutôt une trempe sélective à l'eau sur ce couteau
Côté épaisseurs on est à 1.62 mm à la pointe (trop fin déjà), 3.20 au milieu (pas mal) et 2.00 au cul (ça ira aussi). La surface a beaucoup de cratères.
A l'atelier, la benne à métaux contenait une vieille scie à ruban coupée en morceaux et un petit bout de plat dont je compte faire un petit outil pour l'enclume. Je suis allé voir les inscriptions sur une nouvelle lame de scie de leur stock: "Carl Röntgen Remscheid" avec l'emblême de la marque allemande "Garant" et l'inscription "173650 6/10". Les recherches furent un peu plus difficiles que d'habitude mais on y est arrivé
- 27 mm de large, 0.9 mm d'épaisseur
- c'est une lame bi-métal avec des dents rapportées en acier rapide au cobalt de désignation US M42: c'est blindé en carbures beaucoup trop gros pour faire un bon couteau
- le métal porteur est dit (en Allemand) acier à ressort riche en chrome, particulièrement résistant aux flexions alternées (sans doute pas mal de silicium donc)
- en gros je peux récupérer environ 25 mm de largeur de métal pour 0.9 mm d'épaisseur. Que faire avec ça? D'abord voir si ça prend bien la trempe et éventuellement des couteaux d'office ou l'âme centrale d'un laminé type San Mai (sans doute pas assez dur pour des perfos maximales et donc quitte à souder à la forge, autant prendre un bon gros hypereutectoïde)
Sinon ça m'a pris comme ça, j'ai raccourci mon billot en hêtre de 14 cm (merci au final la tronçonneuse du voisin sinon j'y serai encore). La hauteur de la table de l'enclume est à présent au niveau des premières phalanges de mon poing fermés bras pendant le long du corps. L'idée c'est d'augmenter la course du marteau afin qu'il prenne de la vitesse. Le surplus d'énergie cinétique (1/2 m v2) devrait augmenter l'efficacité de chacun de mes coups. Je crois qu'il faut que je me concentre mieux sur les fondamentaux de la forge:
- travail du poignet, du coude et de l'épaule
- serrage du manche et position de la main dessus
- corps proche de l'enclume
La technique, la technique, la technique. Et en prime un petit billot de 30 cm de diamètre et 14 cm de haut en plus dans le garage.
Le point négatif c'est qu'étant belou comme une taupe, mes yeux sont plus loin de la pièce, ce qui doit nuire à la précision de mon travail qu'était déjà pas au top.
16-JUL-2016
J'ai commencé la bricole de bon matin, de 9 h à midi. J'ai façonné au back le contour du second "Hunting". Ensuite j'ai aplani les deux exemplaires au back. Pour finir, j'ai taillé les émoutures. Pas évident avec des pièces forgées qui s'affinent vers devant et derrière. Je ne suis pas super heureux du résultat. Ce fut l'occasion de tester ma seconde table verticale recouverte de verre
- contrairement à mes craintes le "ruban" qui ferme les bandes n'accroche pas sur l'angle du verre bien que celui-ci soit en avant du plan formé par les deux roulettes
- les émoutures sont très planes, un vrai bonheur, du moins pour le moment
- sans doute à cause de la chaleur, le verre s'est fissuré au niveau du tranchant: aucun bruit mais surtout, il n'y aucun saut dans le verre, les yeux fermés, au doigt on ne devine rien. C'est donc encore exploitable et sans doute avec les fissures désormais faites, on est dans un "état stable"

C'est moche mais encore parfaitement plan.
Le matos étant sorti, j'ai taillé des carrés dans la tête d'une vis CHC et dans un écrou. Ils prennent place dans le petit bout de plat trouvé dans la benne du boulot hier. La forme carrée me permet de caler l'ensemble dans le trou de mon enclume. Ce petit dispositif devrait m'aider à courber des lames à la forge. J'ai aussi coupé à la meuleuse d'angle un petit bout de brique réfractaire (le modèle orange, pas cher; pas celle de mon four de trempe) qui fera un petit support dans ma forge: la laine s'est tassée "au sol" et à chaque utilisation de la pince, j'enlève un peu plus de laine isolante.
Après le déjeuner, je suis sorti pour acheter une lampe d'architecte pour le back, histoire de mieux voir ce que j'usine. Sur le retour je me suis arrêté dans la casse-auto la moins aux normes que je connaissais dans l'espoir d'y dégoter un bout de ressort à lame ou hélicoïdal, un gros roulement... Le temps passe et la survie économique dépend de l'adaptation. La vieille casse de mon souvenir avec un tas de ferraille dans un coin possède désormais, un parking pour les employés, un comptoir, etc. Cela reste une casse mais si je veux une pièce, ben faut la prendre sur une bagnole. Autant dire que j'ai plus de chance de trouver un truc à forger dans la benne à métaux d'une déchetterie ou d'un garage.
Au retour (et après un petit dépannage chez mes parents) j'ai forgé par plaisir et pour essayer la nouvelle hauteur d'enclume. Effectivement la course supplémentaire rend le travail beaucoup plus efficace. J'ai même réussi pour la première fois à faire rougir parfois le métal à l'endroit de l'impact: il s'agit de la friction provoquée par les coups. Par contre, j'y vois mal (mes yeux de quadra étant plus loin de la table) et j'ai souvent frappé la table. Sacré choc dans la main!
Je voulais essayer d'élargir au maximum un morceau de barre de VEGA2 de section 12 X 4 [mm], la section la plus petite que j'imagine difficile à exploiter. J'ai choisi un profil dans le bouquin de Murray Carter: un couteau japonais avec une soie courte (p.166: un funayuki de 3.8 sun / 117 mm). Comme toujours, un nombre incroyable de chauffes et l'impossibilité d'obtenir le profil voulu. Il est un peu plus court et la soie est centrée et non pas au niveau du dos de lame. A l'heure où j'écris le lopin est dans le seau de cendres.
J'ai pu tester le petit morceau de brique réfractaire utilisé comme support dans la forge: il est trop épais et ainsi plus gênant qu'autre chose. Par contre, je crois qu'il permet de réchauffer plus vite la lame et à basse puissance (c-à-d 0.01 bar de pression de gaz: cherchez pas, un poil de moins et la forge s'éteint) la lame chauffe avec un orange bien homogène. Plus tard, j'ai recoupé le morceau de brique en deux: 1/3 et 2/3. On verra ce que ça donne la prochaine fois.
J'ai aussi pu tester le petit bout de plat avec le boulon "carré" sur mon enclume. Ça marche super bien! Sa largeur est pile celle de la table. Outre la possibilité de s'en servir pour courber des lopins, me voilà aussi pourvu d'angles droits bien propres pour entamer des décrochements/réductions de sections. C'est trop dommage qu'il ne s'agisse que d'acier doux.
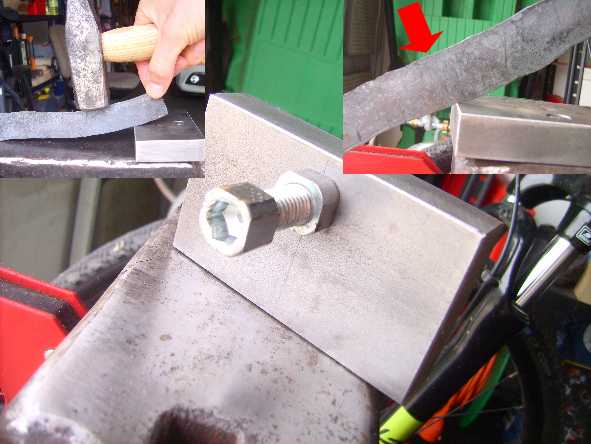
Sous divers angles. Je vais le baptiser "biniou escalier".
Avec la forge, j'ai aussi fait un essai de trempe d'un morceau de scie à ruban Carl Röntgen. Environ 850°C à l'oeil, seau d'eau froide et rupture: le grain est pas mal fin (mais ça on peut de toute façon l'améliorer) et le métal vraiment dur même si le niveau est difficile à estimer, tous mes outils de tests (limes et autres lames à la dureté connue) grattant d'abord la surface noircie avant de bien patiner.
J'ai fini par une séance de perçage et de lime/Dremel afin de percer et d'évider le manche du second "Hunting". Là encore l'acier de la dent de râteleuse me rappelle vraiment les simples aciers doux de construction. C'est tellement mou, difficile de croire que cela va durcir assez pour faire un couteau...
17-JUL-2016
Dès mon retour de sortie VTC matinale, j'ai lancé le four pour faire un recuit d'adoucissement du lopin de VEGA2 forgé hier après-midi. J'ai repris le protocole du premier morceau puisque cela avait marché, en mettant plus de paliers car j'étais chez moi.
- papillotte inox
- 45 min @ 850°C dans le four froid puis
- 15 min par palier de 25°C jusqu'à 600°C (15 min @ 825°C, 15 min @ 800°C.. 15 min @ 600°C)
- extinction avec refroidissement dans le four.
18-JUL-2016
J'ai pris le brut de forge du funayuki avec moi au boulot pour le sabler. Il manque de la matière par endroit pour avoir la forme complète. Que faire? Faire une autre forme? Simplement faire le funayuki avec le morceau manquant? Improviser la forme pour le finir au mieux? On verra bien le moment venu devant le back.
19-JUL-2016
J'ai à nouveau cédé à la tentation: j'ai encore tenté de commander sur le Net un Fallkniven U2. Toujours en France, bien que le Net US offre la même chose pour environ 5% de moins. Mais c'est loin, les risques avec la douane, etc. C'est la seconde et dernière chance que je laisse à une boutique française. Si ça foire cette fois c'est promis, soit je ne l'achète pas ou alors partout ailleurs dans le monde mais plus en France.
21-JUL-2016
Aujourd'hui j'ai trouvé dans la benne de la maintenance au boulot (il faut que je vous précise que je travaille à deux endroits, chacun ayant sa propre benne à métaux) deux petites tôles inox de 1.5 mm d'épaisseur environ. Le test de l'aimant révèle un amagnétisme qui trahit un inox austénitique, donc non trempable et le plus apte à la soudure parmi les 3 types existants (ferritique et martensitique). J'ai enfin de quoi essayer de faire un sandwich inox/carbone à la Murray Carter (rappel: lui il l'achète tout prêt chez Yasuki Specialty Steel).
Idéalement il faut y mettre au centre un métal de la même épaisseur environ. Et pour profiter au maximum des propriétés d'un sandwich c-à-d le bon maintien latéral malgré des charges parasites et un tranchant rapporté très dur, il me faudrait un acier de type 100Cr6, 115CrV3, 125Cr2, 140Cr3. Evidemment je n'ai rien de cela en magasin.
Je vais donc essayer de réaliser 2 trousses/sandwiches soudés étanches tout autour comme me l'avait conseillé Grégory Picard (un coutelier->Google, Facebook).
- un coeur en dos de lame de scie du boulot de 0.9 mm (pour voir comment ça prend) et
- un autre dans un plat que je dois forger et planer au back: soit un bout de 100Cr6 qu'il me reste ou un bout de la lime ayant servi au dernier Franquelin (20 X 5 [mm]). On verra.
Ensuite on tentera de souder le tout à la forge...
22-JUL-2016
J'ai reçu le fallkniven U2 au courrier. Il va remplacer mon "Borel II" pliant en EDC pour quelque temps. Avec 15 mm de moins que ce dernier, il fait pourtant le même poids de 41 g. La lame de 2.5 mm sans doute. Le tranchant en sortie de boîte est excellent, ça rase très bien mais en toute modestie, ce n'est pas mieux que mon pliant maison. Je pense qu'on peut encore faire un peu mieux. Le pivot a un tout petit peu de jeu. La couche centrale de SGPS (Super Gold Powder Steel: métal fritté de chez Kobe Steel avec C1.4-Si0.5-Mn0.4-Cr15-Mo2.8-V2-P0.03-S0.03, bref qu'on le veuille ou non, un acier lédéburitique avec de gros carbures dont seule la techologie des poudres a pu en limiter la taille pour obtenir des grains assez fins au tranchant; un bête carbone de base pas ou peu allié avec le bon traitement thermique fait mieux en taille de grain, sachez le) fait environ 0.65 mm soit un peu moins d'un tiers de l'épaisseur totale. La ligne qui révèle l'ame centrale de part et d'autre de l'émouture n'est pas symétrique: à 2.98 mm du tranchant à gauche, à 4.96 mm à droite, mais le plus choquant à l'oeil et au doigt, c'est la largeur inégale de l'arète primaire: 0.23 mm à gauche et 1.06 mm à droite. Cela laisse supposé un angle d'affûtage non symétrique. Les stries au fil semblent témoigner d'un abrasif de P220 à 320 environ. Me voilà avec une référence à 62 HRc, entre l'Enzo Trapper en D2 à 60..61 HRc et un Lauri PT en 80CrV2 à 63.

Pour comparaison, en haut le San RenMu GB-763 (en soit un petit bijou), le U2 et en bas mon
"Borel II" pliant (165 mm) que j'ai toujours en poche. Oui le U2 est petit.
J'ai façonné au back le contour du Funayuki, un peu en free style car la soie n'a pas la taille nécessaire pour coller au patron de Murray Carter. Ensuite j'ai un aplani les deux faces. On verra ce qu'on fait comme émouture, mais pour le moment je pencherai pour du brut d'un côté et de l'émouture creuse de l'autre.
J'ai trouvé dans mon fatras le coeur d'une branche du pommier dont je ne comptai plus rien faire à part du petit bois et j'en ai fait à la scie circulaire un bloc de 20 X 30 X 100 [mm]. J'ai creusé le centre au fôret long et j'ai affiné le tout en brûlant le bois avec la soie chauffée au rouge (lame dans l'étau). Soie que j'ai ensuite raccourci.
Ensuite j'ai chauffé au rouge à la flamme un manchon femelle femelle en cuivre de diamètre 18 mm (longueur 27 mm; origine Casto) avant de le refroidir brusquement dans de l'eau froide pour le recuire (comme pour une trempe mais avec le cuivre c'est l'inverse qui se produit). J'ai ensuite pincé le manchon dans l'étau pour lui donner une forme ovale.
Report de la forme ovale sur le manche et j'ai dégrossi le tout à la râpe. J'arrête là. J'espère pouvoir arrondir le bord avant du manchon au marteau, combler les vides à l'époxy. Il faut encore percer le trou pour le rivet et ensuite j'attaque la trempe. Pour une fois je ferai l'émouture après trempe. La lame fait 1.81 mm d'épaisseur au ricasso et 1.08 mm à la pointe.

Le patron d'origine, le manchon en cuivre recuit et ovalisé, le bout de pommier à l'avant dégrossi
et la lame au contour façonne et aux faces un peu blanchi.
J'ai sorti le "Hunting" du seau de cendres pour le ramener au boulot et pouvoir le sabler. J'ai profité de la cisaille de l'atelier pour garder un morceau à tremper séparément pour voir le grain. Coupe super facile donc
- le bête recuit en sortie de forge avec seau de cendres est largement suffisant (j'aurai dû normaliser avant! Idiot que je suis!)
- tout cela me laisse à penser que le taux de carbone est plus beau que je pensais au départ il y a quelques mois: plutôt un genre d'XC45 que du XC55
- je tenterai donc plutôt une trempe sélective à l'eau sur ce couteau
Côté épaisseurs on est à 1.62 mm à la pointe (trop fin déjà), 3.20 au milieu (pas mal) et 2.00 au cul (ça ira aussi). La surface a beaucoup de cratères.
A l'atelier, la benne à métaux contenait une vieille scie à ruban coupée en morceaux et un petit bout de plat dont je compte faire un petit outil pour l'enclume. Je suis allé voir les inscriptions sur une nouvelle lame de scie de leur stock: "Carl Röntgen Remscheid" avec l'emblême de la marque allemande "Garant" et l'inscription "173650 6/10". Les recherches furent un peu plus difficiles que d'habitude mais on y est arrivé
- 27 mm de large, 0.9 mm d'épaisseur
- c'est une lame bi-métal avec des dents rapportées en acier rapide au cobalt de désignation US M42: c'est blindé en carbures beaucoup trop gros pour faire un bon couteau
- le métal porteur est dit (en Allemand) acier à ressort riche en chrome, particulièrement résistant aux flexions alternées (sans doute pas mal de silicium donc)
- en gros je peux récupérer environ 25 mm de largeur de métal pour 0.9 mm d'épaisseur. Que faire avec ça? D'abord voir si ça prend bien la trempe et éventuellement des couteaux d'office ou l'âme centrale d'un laminé type San Mai (sans doute pas assez dur pour des perfos maximales et donc quitte à souder à la forge, autant prendre un bon gros hypereutectoïde)
Sinon ça m'a pris comme ça, j'ai raccourci mon billot en hêtre de 14 cm (merci au final la tronçonneuse du voisin sinon j'y serai encore). La hauteur de la table de l'enclume est à présent au niveau des premières phalanges de mon poing fermés bras pendant le long du corps. L'idée c'est d'augmenter la course du marteau afin qu'il prenne de la vitesse. Le surplus d'énergie cinétique (1/2 m v2) devrait augmenter l'efficacité de chacun de mes coups. Je crois qu'il faut que je me concentre mieux sur les fondamentaux de la forge:
- travail du poignet, du coude et de l'épaule
- serrage du manche et position de la main dessus
- corps proche de l'enclume
La technique, la technique, la technique. Et en prime un petit billot de 30 cm de diamètre et 14 cm de haut en plus dans le garage.
Le point négatif c'est qu'étant belou comme une taupe, mes yeux sont plus loin de la pièce, ce qui doit nuire à la précision de mon travail qu'était déjà pas au top.
16-JUL-2016
J'ai commencé la bricole de bon matin, de 9 h à midi. J'ai façonné au back le contour du second "Hunting". Ensuite j'ai aplani les deux exemplaires au back. Pour finir, j'ai taillé les émoutures. Pas évident avec des pièces forgées qui s'affinent vers devant et derrière. Je ne suis pas super heureux du résultat. Ce fut l'occasion de tester ma seconde table verticale recouverte de verre
- contrairement à mes craintes le "ruban" qui ferme les bandes n'accroche pas sur l'angle du verre bien que celui-ci soit en avant du plan formé par les deux roulettes
- les émoutures sont très planes, un vrai bonheur, du moins pour le moment
- sans doute à cause de la chaleur, le verre s'est fissuré au niveau du tranchant: aucun bruit mais surtout, il n'y aucun saut dans le verre, les yeux fermés, au doigt on ne devine rien. C'est donc encore exploitable et sans doute avec les fissures désormais faites, on est dans un "état stable"
C'est moche mais encore parfaitement plan.
Le matos étant sorti, j'ai taillé des carrés dans la tête d'une vis CHC et dans un écrou. Ils prennent place dans le petit bout de plat trouvé dans la benne du boulot hier. La forme carrée me permet de caler l'ensemble dans le trou de mon enclume. Ce petit dispositif devrait m'aider à courber des lames à la forge. J'ai aussi coupé à la meuleuse d'angle un petit bout de brique réfractaire (le modèle orange, pas cher; pas celle de mon four de trempe) qui fera un petit support dans ma forge: la laine s'est tassée "au sol" et à chaque utilisation de la pince, j'enlève un peu plus de laine isolante.
Après le déjeuner, je suis sorti pour acheter une lampe d'architecte pour le back, histoire de mieux voir ce que j'usine. Sur le retour je me suis arrêté dans la casse-auto la moins aux normes que je connaissais dans l'espoir d'y dégoter un bout de ressort à lame ou hélicoïdal, un gros roulement... Le temps passe et la survie économique dépend de l'adaptation. La vieille casse de mon souvenir avec un tas de ferraille dans un coin possède désormais, un parking pour les employés, un comptoir, etc. Cela reste une casse mais si je veux une pièce, ben faut la prendre sur une bagnole. Autant dire que j'ai plus de chance de trouver un truc à forger dans la benne à métaux d'une déchetterie ou d'un garage.
Au retour (et après un petit dépannage chez mes parents) j'ai forgé par plaisir et pour essayer la nouvelle hauteur d'enclume. Effectivement la course supplémentaire rend le travail beaucoup plus efficace. J'ai même réussi pour la première fois à faire rougir parfois le métal à l'endroit de l'impact: il s'agit de la friction provoquée par les coups. Par contre, j'y vois mal (mes yeux de quadra étant plus loin de la table) et j'ai souvent frappé la table. Sacré choc dans la main!
Je voulais essayer d'élargir au maximum un morceau de barre de VEGA2 de section 12 X 4 [mm], la section la plus petite que j'imagine difficile à exploiter. J'ai choisi un profil dans le bouquin de Murray Carter: un couteau japonais avec une soie courte (p.166: un funayuki de 3.8 sun / 117 mm). Comme toujours, un nombre incroyable de chauffes et l'impossibilité d'obtenir le profil voulu. Il est un peu plus court et la soie est centrée et non pas au niveau du dos de lame. A l'heure où j'écris le lopin est dans le seau de cendres.
J'ai pu tester le petit morceau de brique réfractaire utilisé comme support dans la forge: il est trop épais et ainsi plus gênant qu'autre chose. Par contre, je crois qu'il permet de réchauffer plus vite la lame et à basse puissance (c-à-d 0.01 bar de pression de gaz: cherchez pas, un poil de moins et la forge s'éteint) la lame chauffe avec un orange bien homogène. Plus tard, j'ai recoupé le morceau de brique en deux: 1/3 et 2/3. On verra ce que ça donne la prochaine fois.
J'ai aussi pu tester le petit bout de plat avec le boulon "carré" sur mon enclume. Ça marche super bien! Sa largeur est pile celle de la table. Outre la possibilité de s'en servir pour courber des lopins, me voilà aussi pourvu d'angles droits bien propres pour entamer des décrochements/réductions de sections. C'est trop dommage qu'il ne s'agisse que d'acier doux.
Sous divers angles. Je vais le baptiser "biniou escalier".
Avec la forge, j'ai aussi fait un essai de trempe d'un morceau de scie à ruban Carl Röntgen. Environ 850°C à l'oeil, seau d'eau froide et rupture: le grain est pas mal fin (mais ça on peut de toute façon l'améliorer) et le métal vraiment dur même si le niveau est difficile à estimer, tous mes outils de tests (limes et autres lames à la dureté connue) grattant d'abord la surface noircie avant de bien patiner.
J'ai fini par une séance de perçage et de lime/Dremel afin de percer et d'évider le manche du second "Hunting". Là encore l'acier de la dent de râteleuse me rappelle vraiment les simples aciers doux de construction. C'est tellement mou, difficile de croire que cela va durcir assez pour faire un couteau...
17-JUL-2016
Dès mon retour de sortie VTC matinale, j'ai lancé le four pour faire un recuit d'adoucissement du lopin de VEGA2 forgé hier après-midi. J'ai repris le protocole du premier morceau puisque cela avait marché, en mettant plus de paliers car j'étais chez moi.
- papillotte inox
- 45 min @ 850°C dans le four froid puis
- 15 min par palier de 25°C jusqu'à 600°C (15 min @ 825°C, 15 min @ 800°C.. 15 min @ 600°C)
- extinction avec refroidissement dans le four.
18-JUL-2016
J'ai pris le brut de forge du funayuki avec moi au boulot pour le sabler. Il manque de la matière par endroit pour avoir la forme complète. Que faire? Faire une autre forme? Simplement faire le funayuki avec le morceau manquant? Improviser la forme pour le finir au mieux? On verra bien le moment venu devant le back.
19-JUL-2016
J'ai à nouveau cédé à la tentation: j'ai encore tenté de commander sur le Net un Fallkniven U2. Toujours en France, bien que le Net US offre la même chose pour environ 5% de moins. Mais c'est loin, les risques avec la douane, etc. C'est la seconde et dernière chance que je laisse à une boutique française. Si ça foire cette fois c'est promis, soit je ne l'achète pas ou alors partout ailleurs dans le monde mais plus en France.
21-JUL-2016
Aujourd'hui j'ai trouvé dans la benne de la maintenance au boulot (il faut que je vous précise que je travaille à deux endroits, chacun ayant sa propre benne à métaux) deux petites tôles inox de 1.5 mm d'épaisseur environ. Le test de l'aimant révèle un amagnétisme qui trahit un inox austénitique, donc non trempable et le plus apte à la soudure parmi les 3 types existants (ferritique et martensitique). J'ai enfin de quoi essayer de faire un sandwich inox/carbone à la Murray Carter (rappel: lui il l'achète tout prêt chez Yasuki Specialty Steel).
Idéalement il faut y mettre au centre un métal de la même épaisseur environ. Et pour profiter au maximum des propriétés d'un sandwich c-à-d le bon maintien latéral malgré des charges parasites et un tranchant rapporté très dur, il me faudrait un acier de type 100Cr6, 115CrV3, 125Cr2, 140Cr3. Evidemment je n'ai rien de cela en magasin.
Je vais donc essayer de réaliser 2 trousses/sandwiches soudés étanches tout autour comme me l'avait conseillé Grégory Picard (un coutelier->Google, Facebook).
- un coeur en dos de lame de scie du boulot de 0.9 mm (pour voir comment ça prend) et
- un autre dans un plat que je dois forger et planer au back: soit un bout de 100Cr6 qu'il me reste ou un bout de la lime ayant servi au dernier Franquelin (20 X 5 [mm]). On verra.
Ensuite on tentera de souder le tout à la forge...
22-JUL-2016
J'ai reçu le fallkniven U2 au courrier. Il va remplacer mon "Borel II" pliant en EDC pour quelque temps. Avec 15 mm de moins que ce dernier, il fait pourtant le même poids de 41 g. La lame de 2.5 mm sans doute. Le tranchant en sortie de boîte est excellent, ça rase très bien mais en toute modestie, ce n'est pas mieux que mon pliant maison. Je pense qu'on peut encore faire un peu mieux. Le pivot a un tout petit peu de jeu. La couche centrale de SGPS (Super Gold Powder Steel: métal fritté de chez Kobe Steel avec C1.4-Si0.5-Mn0.4-Cr15-Mo2.8-V2-P0.03-S0.03, bref qu'on le veuille ou non, un acier lédéburitique avec de gros carbures dont seule la techologie des poudres a pu en limiter la taille pour obtenir des grains assez fins au tranchant; un bête carbone de base pas ou peu allié avec le bon traitement thermique fait mieux en taille de grain, sachez le) fait environ 0.65 mm soit un peu moins d'un tiers de l'épaisseur totale. La ligne qui révèle l'ame centrale de part et d'autre de l'émouture n'est pas symétrique: à 2.98 mm du tranchant à gauche, à 4.96 mm à droite, mais le plus choquant à l'oeil et au doigt, c'est la largeur inégale de l'arète primaire: 0.23 mm à gauche et 1.06 mm à droite. Cela laisse supposé un angle d'affûtage non symétrique. Les stries au fil semblent témoigner d'un abrasif de P220 à 320 environ. Me voilà avec une référence à 62 HRc, entre l'Enzo Trapper en D2 à 60..61 HRc et un Lauri PT en 80CrV2 à 63.
Pour comparaison, en haut le San RenMu GB-763 (en soit un petit bijou), le U2 et en bas mon
"Borel II" pliant (165 mm) que j'ai toujours en poche. Oui le U2 est petit.
J'ai façonné au back le contour du Funayuki, un peu en free style car la soie n'a pas la taille nécessaire pour coller au patron de Murray Carter. Ensuite j'ai un aplani les deux faces. On verra ce qu'on fait comme émouture, mais pour le moment je pencherai pour du brut d'un côté et de l'émouture creuse de l'autre.
J'ai trouvé dans mon fatras le coeur d'une branche du pommier dont je ne comptai plus rien faire à part du petit bois et j'en ai fait à la scie circulaire un bloc de 20 X 30 X 100 [mm]. J'ai creusé le centre au fôret long et j'ai affiné le tout en brûlant le bois avec la soie chauffée au rouge (lame dans l'étau). Soie que j'ai ensuite raccourci.
Ensuite j'ai chauffé au rouge à la flamme un manchon femelle femelle en cuivre de diamètre 18 mm (longueur 27 mm; origine Casto) avant de le refroidir brusquement dans de l'eau froide pour le recuire (comme pour une trempe mais avec le cuivre c'est l'inverse qui se produit). J'ai ensuite pincé le manchon dans l'étau pour lui donner une forme ovale.
Report de la forme ovale sur le manche et j'ai dégrossi le tout à la râpe. J'arrête là. J'espère pouvoir arrondir le bord avant du manchon au marteau, combler les vides à l'époxy. Il faut encore percer le trou pour le rivet et ensuite j'attaque la trempe. Pour une fois je ferai l'émouture après trempe. La lame fait 1.81 mm d'épaisseur au ricasso et 1.08 mm à la pointe.
Le patron d'origine, le manchon en cuivre recuit et ovalisé, le bout de pommier à l'avant dégrossi
et la lame au contour façonne et aux faces un peu blanchi.
23-JUL-2016
Le matin j'ai percé le manche, puis la soie du Funayuki. Ensuite j'ai dégrossi le manche au back et j'ai modifié la forme de la lame. J'ai enlevé l'espèce de saut/décrochement au dos pour lui donner une ligne plus harmonieuse. J'ai encore aplani la surface au P100 (hier c'était seulement P40). Comme rivet je vais utiliser du bois.
Ensuite j'ai bricolé une embase en bois pour mon vieux touret à meuler de 150 mm que j'ai rapatrié de chez mes parents. Je me dis qu'il pourra me servir à dégrossir des trucs à la forge. J'ai fait un test en affûtant des fôrets abimés. Cela marche pas mal (surtout grace à l'encoche à 118° dans sa table et la loupe frontale que j'avais sur la tronche). Putain c'est dur de devoir accepter que vos yeux ne fassent plus la mise au point à courte distance...
L'après midi j'ai découpé à la meuleuse 4 bandes d'inox austénitique de 125 X 25 X 1.5 [mm] et une autre de la même taille dans la lame de scie à ruban du boulot. J'ai tout ebavuré au touret.
Ensuite j'ai sorti la forge pour tenter de faire un plat d'environ 125 X 25 dans un roulement à bille que j'avais laissé de côté. Découpe à chaud au burin suivi d'un pliage et seau de cendres. On doit être à 2..2,5 mm. Je vais essayer demain de le descendre à 1.5 mm. La forge sortie j'ai essayé de forger une pointe sur le dernier morceau de la bague extérieur de mon palier INA, histoire de s'entrainer à ne plus obtenitr ce que les Américains appellent des lèvres de poissons à la pointe. J'ai à peu près réussi, du moins c'est la plus réussi depuis que je forge.
Pour finir j'ai attaqué les traitements thermiques des 3 lames en attente
"Hunting" en dent de râteleuse: 41 g
- 3 normalisations à 850, 830 et 810°C resp. pendant 1 min 30 s, 45 s et 45 s avec refroidissement à l'air pulsé de sortie d'aspirateur
- austénisation 3 min @ 850°C
- trempe sélective à l'eau tiédasse (~23°C) sur 8 mm (j'ai mis une brique dans le seau d'eau qui me sert à la forge avec le niveau d'eau 8 mm au dessus) et refroidissement complet au bout de 10 s. Le tranchant a eu le temps de noircir (= refroidir) avant que je ne touche l'eau tant il est fin
- 1 h 20 min @ -18°C
- test à la lime demi-douce: c'est pas mal sans que ce soit de la lime, du roulement ou du T508
- 1 h @ 175°C
- refroidissement dans un seau d'eau froide
- retour à -18°C pour 15h59
"Hunting" en VEGA2 Jacob Holtzer 15 X 4 [mm]: 29 g
- papilotte inox
- austénisation 6 min @ 1050°C
- trempe entre plaques alu dans l'étau
- 55 min @ -18°C
- test à la lime demi-douce: c'est vraiment pas top. Il y a des inox qui ont besoin de temps pour se stabiliser parfois, genre 1 h maxi mais là j'ai peur.
- 1 h @ 175°C bridé sur un support alu pour tenter de redresser un peu la lame
- refroidissement dans un seau d'eau froide
- retour à -18°C pour 15h59
- j'ai fait en parallèle une trempe à l'eau avec une chute: casse nette, grain OK sans plus et la lime attaque aussi...
Funayuki en VEGA2 Jacob Holtzer 12 X 4 [mm]: 29 g
- papilotte inox
- austénisation 4 min @ 1060°C (l'analyse ayant montré plus de chrome et plus de "place" dans la composition pour du carbone que pour le 15 X 4, je suis monté un peu plus haut)
- trempe entre plaques alu dans l'étau
- 50 min @ -18°C
- test à la lime demi-douce: c'est vraiment pas top non plus
- 1 h @ 175°C bridé sur un support alu pour tenter de redresser un peu la lame
- refroidissement dans un seau d'eau froide
- retour à -18°C pour 15h59
24-JUL-2016
Reprise des hostilités thermiques. Retour des trois lames dont les deux en inox bridées sur un support pour 1 heure à 175°C. Refroidissement dans un seau d'eau froide et retour au congélateur jusqu'au lendemain vers 6h00. Je les prendrai au boulot pour les sabler.
Autre chose que je vais sabler au boulot, mes 4 plaquettes de 125 X 25 X 1.5 [mm] en inox austénitique, celle de 0.9 mm en acier de lame de scie et celle en 100Cr6 que j'ai mis aux cotes de 125 X 25 [mm] et longuement aplani à environ 1.40 mm d'épaisseur au back et à main levée (c'est pas un plan parfait! Cela ne l'était pas au départ non plus; faut toujours mieux travailler avant pour économiser du boulot et du temps plus tard). J'ai dû prendre une bande P36 neuve, la calamine ayant sérieusement stoppée les vélléités abrasives de la P40 précédente qui était encore agressive.
25-JUL-2016
J'ai pris les 3 lames au boulot pour les sabler. J'ai filé les deux sandwiches inox/carbone au collègue qui officie au MIG. J'espère qu'il pourra me souder tout cela quelque part cette semaine. Les surfaces en contact ont été sablées et dégraissées. Un petit bout de fer à béton sera ajouté pour faciliter le maniement dans la forge.
Les deux lames en VEGA2 ne sont pas droites. Je ne sais pas pourquoi mais je n'y avais jamais songé. Je vais tenter de les redresser à chaud vers 150..200°C. A la trempe c'est dans cette plage descendante qu'il faut faire les corrections alors que la martensite se forme. Pourquoi on ne réchauffe plus après? Sans doute pour éviter un début de revenu? Bref je vais tenter le coup, en chauffant tout doucement avec un montage en étau avec 3 points d'appui.
27-JUL-2016
Au boulot, le même collègue que l'autre fois m'a encore apporté de vieilles limes du grand-père décédé. Elles sont vraimet usées. Il y a
- la même Talabot plate, 3 faces, que celle trouvée récemment en brocante, mais plus agressive (batârde?) et plus bonne à rien: 200 X 19 X 5 [mm],
- une carrée peut-être demi-douce aux stries bouchées marquée MAGO et RS.D de 300 X 12 [mm] et
- une triangulaire dont des plaques se sont détachées sous un choc de 190 X 14 [mm]: on dirait que le métal à coeur fait une jonction nette avec celui en surface
Le soir j'ai redressé les deux "Hunting" et le Funayuki. D'abord avec 3 piges dans un étau puis au marteau sur un socle en bois (le morceau de billot coupé l'autre jour) toujours avec de petites chauffes très locales à la lampe à souder. Cela a bien marché avec le marteau. la flamme était au mini avec un dard très précis et des chauffes de l'ordre de 5 à 10 secondes selon l'épiasseur (tranchant ou dos). La correction est la plus spectaculaire sur le Funayuki.
28-JUL-2016
Au boulot j'ai récupéré mes 2 trousses / sandwiches soudées "étanches" d'inox austénitique et de carbone. Si ça va je ferai les tentatives de soudure à la forge ce weekend.

Soudure MIG sur le pourtour et un petit bout de fer à béton pour la manipulation. En haut le
"jambon" du sandwich c'est le 100cr6.
Le matin j'ai percé le manche, puis la soie du Funayuki. Ensuite j'ai dégrossi le manche au back et j'ai modifié la forme de la lame. J'ai enlevé l'espèce de saut/décrochement au dos pour lui donner une ligne plus harmonieuse. J'ai encore aplani la surface au P100 (hier c'était seulement P40). Comme rivet je vais utiliser du bois.
Ensuite j'ai bricolé une embase en bois pour mon vieux touret à meuler de 150 mm que j'ai rapatrié de chez mes parents. Je me dis qu'il pourra me servir à dégrossir des trucs à la forge. J'ai fait un test en affûtant des fôrets abimés. Cela marche pas mal (surtout grace à l'encoche à 118° dans sa table et la loupe frontale que j'avais sur la tronche). Putain c'est dur de devoir accepter que vos yeux ne fassent plus la mise au point à courte distance...
L'après midi j'ai découpé à la meuleuse 4 bandes d'inox austénitique de 125 X 25 X 1.5 [mm] et une autre de la même taille dans la lame de scie à ruban du boulot. J'ai tout ebavuré au touret.
Ensuite j'ai sorti la forge pour tenter de faire un plat d'environ 125 X 25 dans un roulement à bille que j'avais laissé de côté. Découpe à chaud au burin suivi d'un pliage et seau de cendres. On doit être à 2..2,5 mm. Je vais essayer demain de le descendre à 1.5 mm. La forge sortie j'ai essayé de forger une pointe sur le dernier morceau de la bague extérieur de mon palier INA, histoire de s'entrainer à ne plus obtenitr ce que les Américains appellent des lèvres de poissons à la pointe. J'ai à peu près réussi, du moins c'est la plus réussi depuis que je forge.
Pour finir j'ai attaqué les traitements thermiques des 3 lames en attente
"Hunting" en dent de râteleuse: 41 g
- 3 normalisations à 850, 830 et 810°C resp. pendant 1 min 30 s, 45 s et 45 s avec refroidissement à l'air pulsé de sortie d'aspirateur
- austénisation 3 min @ 850°C
- trempe sélective à l'eau tiédasse (~23°C) sur 8 mm (j'ai mis une brique dans le seau d'eau qui me sert à la forge avec le niveau d'eau 8 mm au dessus) et refroidissement complet au bout de 10 s. Le tranchant a eu le temps de noircir (= refroidir) avant que je ne touche l'eau tant il est fin
- 1 h 20 min @ -18°C
- test à la lime demi-douce: c'est pas mal sans que ce soit de la lime, du roulement ou du T508
- 1 h @ 175°C
- refroidissement dans un seau d'eau froide
- retour à -18°C pour 15h59
"Hunting" en VEGA2 Jacob Holtzer 15 X 4 [mm]: 29 g
- papilotte inox
- austénisation 6 min @ 1050°C
- trempe entre plaques alu dans l'étau
- 55 min @ -18°C
- test à la lime demi-douce: c'est vraiment pas top. Il y a des inox qui ont besoin de temps pour se stabiliser parfois, genre 1 h maxi mais là j'ai peur.
- 1 h @ 175°C bridé sur un support alu pour tenter de redresser un peu la lame
- refroidissement dans un seau d'eau froide
- retour à -18°C pour 15h59
- j'ai fait en parallèle une trempe à l'eau avec une chute: casse nette, grain OK sans plus et la lime attaque aussi...
Funayuki en VEGA2 Jacob Holtzer 12 X 4 [mm]: 29 g
- papilotte inox
- austénisation 4 min @ 1060°C (l'analyse ayant montré plus de chrome et plus de "place" dans la composition pour du carbone que pour le 15 X 4, je suis monté un peu plus haut)
- trempe entre plaques alu dans l'étau
- 50 min @ -18°C
- test à la lime demi-douce: c'est vraiment pas top non plus
- 1 h @ 175°C bridé sur un support alu pour tenter de redresser un peu la lame
- refroidissement dans un seau d'eau froide
- retour à -18°C pour 15h59
24-JUL-2016
Reprise des hostilités thermiques. Retour des trois lames dont les deux en inox bridées sur un support pour 1 heure à 175°C. Refroidissement dans un seau d'eau froide et retour au congélateur jusqu'au lendemain vers 6h00. Je les prendrai au boulot pour les sabler.
Autre chose que je vais sabler au boulot, mes 4 plaquettes de 125 X 25 X 1.5 [mm] en inox austénitique, celle de 0.9 mm en acier de lame de scie et celle en 100Cr6 que j'ai mis aux cotes de 125 X 25 [mm] et longuement aplani à environ 1.40 mm d'épaisseur au back et à main levée (c'est pas un plan parfait! Cela ne l'était pas au départ non plus; faut toujours mieux travailler avant pour économiser du boulot et du temps plus tard). J'ai dû prendre une bande P36 neuve, la calamine ayant sérieusement stoppée les vélléités abrasives de la P40 précédente qui était encore agressive.
25-JUL-2016
J'ai pris les 3 lames au boulot pour les sabler. J'ai filé les deux sandwiches inox/carbone au collègue qui officie au MIG. J'espère qu'il pourra me souder tout cela quelque part cette semaine. Les surfaces en contact ont été sablées et dégraissées. Un petit bout de fer à béton sera ajouté pour faciliter le maniement dans la forge.
Les deux lames en VEGA2 ne sont pas droites. Je ne sais pas pourquoi mais je n'y avais jamais songé. Je vais tenter de les redresser à chaud vers 150..200°C. A la trempe c'est dans cette plage descendante qu'il faut faire les corrections alors que la martensite se forme. Pourquoi on ne réchauffe plus après? Sans doute pour éviter un début de revenu? Bref je vais tenter le coup, en chauffant tout doucement avec un montage en étau avec 3 points d'appui.
27-JUL-2016
Au boulot, le même collègue que l'autre fois m'a encore apporté de vieilles limes du grand-père décédé. Elles sont vraimet usées. Il y a
- la même Talabot plate, 3 faces, que celle trouvée récemment en brocante, mais plus agressive (batârde?) et plus bonne à rien: 200 X 19 X 5 [mm],
- une carrée peut-être demi-douce aux stries bouchées marquée MAGO et RS.D de 300 X 12 [mm] et
- une triangulaire dont des plaques se sont détachées sous un choc de 190 X 14 [mm]: on dirait que le métal à coeur fait une jonction nette avec celui en surface
Le soir j'ai redressé les deux "Hunting" et le Funayuki. D'abord avec 3 piges dans un étau puis au marteau sur un socle en bois (le morceau de billot coupé l'autre jour) toujours avec de petites chauffes très locales à la lampe à souder. Cela a bien marché avec le marteau. la flamme était au mini avec un dard très précis et des chauffes de l'ordre de 5 à 10 secondes selon l'épiasseur (tranchant ou dos). La correction est la plus spectaculaire sur le Funayuki.
28-JUL-2016
Au boulot j'ai récupéré mes 2 trousses / sandwiches soudées "étanches" d'inox austénitique et de carbone. Si ça va je ferai les tentatives de soudure à la forge ce weekend.
Soudure MIG sur le pourtour et un petit bout de fer à béton pour la manipulation. En haut le
"jambon" du sandwich c'est le 100cr6.
Le soir j'ai
collé à l'époxy la ferule en cuivre du Funayuki
sur le manche en pommier local.
Demain soir c'est les vacances pour moi et dimanche soir ma fille sera chez moi pour tout le mois d'août. On va partir au soleil bientôt et y aura forcément moins d'activité au garage. Je vais essayer de bien avancer ce weekend encore. Coup de bol pour la farniente au bord de la piscine, j'ai trouvé un site apparemment italien qui met en ligne un certains nombres de livres américains de coutellerie. Légal? Ch'ai pas trop, sans doute que non. Mais ça va me faire de la lecture ces prochaines semaines. Cool.
29-JUL-2016: vive les vacances!
Le soir j'ai fait les émoutures du Funayuki: à main levée une émouture convexe légère à gauche, avec un support-guide une creuse à droite (roue de 250 mm). A cause de l'asymétrie, la lame n'était plus droite en sortie d'émouture (c'était très léger). J'ai encore redressé l'ensemble au marteau et au billot avec une toute petite chauffe locale à la flamme.
Au fait pourquoi convexe et creuse? Pour rien, juste exploiter au mieux la géométrie approximative due à mes piètres qualités de forgeron.
J'ai repris à la main la face convexe: P120, 180, 220, 320 et 400. Sur l'autre face, je compte profiter de la partie encore sablée pour faciliter l'accroche du masque du logo.
Ensuite avec une bande de P60 j'ai un peu affiné le manche en pommier. Pour faciliter la manipulation, j'ai fait un montage à blanc de la lame avec juste un rivet en bois.
30-JUL-2016
En matinée j'ai réussi à trouver un peu de temps pour apposer les masques des logos sur les 3 lames en souffrance (plusieurs essais nécessaires) et les garver dans la foulée. Cela m'a pris presque deux heures!
J'ai passé l'après-midi au garage de 14h30 à 19h00.
- façonnage plus ou moins final du manche en pommier du Funayuki, de la râpe au P320 sur le bois et P1200 sur la ferule
- polissage à la main des 4 faces des deux "Huntings" de P125 à P400
- Le "Hunting" en dent de râteleuse avait moins d'un millimètre de pointe tordue; petit coup de marteau sur l'enclume, pointe cassée! Grain visible à l'oeil nu (faut de bons yeux mais tout de même)
- premier essai réel du touret à polir pour les 3 lames
- disque sisal et pâte noire; le "rôdage" est pénible: le disque perd des morceaux et la pâte ne charge que doucement
- disque coton et pâte verte; la pâte ne charge que doucement
- disque flanelle et pâte blanche; RAS le disque n'est pas neuf
- résultat pas mal sans être parfait (on voit de petites rayures) mais en un temps record
- polissage du dos de lame du Funayuki au back (P100, 240 et 400)
- réalisations d'une nouvelle pointe sur le "Hunting" carbone (P60)
- découpe à la scie circulaire de plaquettes grossières en cerisier pour les deux "Huntings"
- tentative de soudure à la forge du premier sandwich avec lame de scie à ruban
- Grégory Picard m'avait dit que l'inox ne devenait pas aussi blanc que l'acier mais tout cela ne me semblait encore pas assez blanc
- le gaz était à 0.5 bar; cela a t-il suffit?
- J'ai frappé l'ensemble trois fois (=3 chauffes) au marteau de 800 g; je mettrai un coup de disqueuse pour voir s'il y a eu forge
- j'ai "ouvert" à plat la bague intérieure du gros roulement/palier INA de MAR-2016 dans la bague extérieure duquel j'ai déjà fait un "Chukotat" et un "Borel V"; c'est à peu près la plus grosse pièce qui rentre dans ma forge
Le soir j'ai collé la lame du Funayuki
- masquage lame et ferule
- époxy dans le manche
- colle à bois D3 sur le rivet en bois
- époxy teintée noire sur la face avant du manche en guise de cache- misère
31-JUL-2016
Oui j'avoue j'ai glandé mais c'est les vacances non?!
J'ai tellement glandé que des deux brocantes visitées en début d'après-midi, la seconde avait déjà remballé (8-18h; il était 15h15...). Y avait bien une lime 200 X 20 X 5 à la première mais j'en ai déjà 3, pas la peine d'accumuler les vieilleries.
A propos de vieilleries, la maison de MJM était sur ma route, alors j'ai déposé devant sa porte mon marteau trouvé à la dechetterie dont je voulais reforger la panne de travers en long. Un message sur son répondeur pour lui dire que "ben voilà, comme proposé, s'il allume son marteau pilon dans les semaines à venir, merci de lui mettre quelques coups sur la panne".
Le matin j'ai découvert que la résine avait entièrement coulée au fond du manche du Funayuki. Pour une fois que je ne voulais pas... La faute à la température? On n'est pourtant pas en pleine canicule, 24..26°C hier dans le coin. J'ai refait un peu d'époxy noire et nouveau remplissage. il y a encore une fissure à combler au manche (colle à bois et sciure?) et que je compte faire un anneau d'époxy noire à la jointure ferule / manche qui est loin d'être parfaite.
Suite à la casse de la pointe du "Hunting" en dent de râteleuse je me suis demandé si la trempe avait bien prise. J'ai donc sorti mes couteaux pour essayer d'entailler les 3 lames en souffrance
- je n'arrive pas à rayer les deux "Hunting" avec quoique ce soit en ma possession; j'ai du mal à y croire. Il me faudrait vraiment une machine pour un jour vérifier la validité de mes mesures par comparaison
- le Funayuki se laisse rayer par l'Izula à 56..57 HRc et aucune des autres petites quincailles moins dures qu'on m'a offert par le passé. J'ai l'impression que mes "petites" chauffes locales pour les redressages ont eu plus d'influence que prévue. Faut bien payer son apprentissage d'une manière ou l'autre.
Retour de brocante, un coup de disque à tronçonner (puisque j'ai croisé les voisins à ladite seconde brocante et que donc ils ne sont pas là) sur le sandwich inox / carbone d'hier. On ne voit rien à la coupe mais un petit coup de perchlo et hop. Evidemment faut confirmer, mais cela semble avoir marché. Youhou!!!

Photo de m**de, la mise au point n'est pas facile.
L'inox fait environ encore 1.2 mm et le coeur 0.6 mm: on dirait que chaque couche
a perdu 0.3 mm. On est parti de 1.5/0.9/1.5 mm. Sur cet échantillon, j'ai l'impression
que l'âme centrale est trop fine pour réussir à la centrer là où il la faut au final.
Demain soir c'est les vacances pour moi et dimanche soir ma fille sera chez moi pour tout le mois d'août. On va partir au soleil bientôt et y aura forcément moins d'activité au garage. Je vais essayer de bien avancer ce weekend encore. Coup de bol pour la farniente au bord de la piscine, j'ai trouvé un site apparemment italien qui met en ligne un certains nombres de livres américains de coutellerie. Légal? Ch'ai pas trop, sans doute que non. Mais ça va me faire de la lecture ces prochaines semaines. Cool.
29-JUL-2016: vive les vacances!
Le soir j'ai fait les émoutures du Funayuki: à main levée une émouture convexe légère à gauche, avec un support-guide une creuse à droite (roue de 250 mm). A cause de l'asymétrie, la lame n'était plus droite en sortie d'émouture (c'était très léger). J'ai encore redressé l'ensemble au marteau et au billot avec une toute petite chauffe locale à la flamme.
Au fait pourquoi convexe et creuse? Pour rien, juste exploiter au mieux la géométrie approximative due à mes piètres qualités de forgeron.
J'ai repris à la main la face convexe: P120, 180, 220, 320 et 400. Sur l'autre face, je compte profiter de la partie encore sablée pour faciliter l'accroche du masque du logo.
Ensuite avec une bande de P60 j'ai un peu affiné le manche en pommier. Pour faciliter la manipulation, j'ai fait un montage à blanc de la lame avec juste un rivet en bois.
30-JUL-2016
En matinée j'ai réussi à trouver un peu de temps pour apposer les masques des logos sur les 3 lames en souffrance (plusieurs essais nécessaires) et les garver dans la foulée. Cela m'a pris presque deux heures!
J'ai passé l'après-midi au garage de 14h30 à 19h00.
- façonnage plus ou moins final du manche en pommier du Funayuki, de la râpe au P320 sur le bois et P1200 sur la ferule
- polissage à la main des 4 faces des deux "Huntings" de P125 à P400
- Le "Hunting" en dent de râteleuse avait moins d'un millimètre de pointe tordue; petit coup de marteau sur l'enclume, pointe cassée! Grain visible à l'oeil nu (faut de bons yeux mais tout de même)
- premier essai réel du touret à polir pour les 3 lames
- disque sisal et pâte noire; le "rôdage" est pénible: le disque perd des morceaux et la pâte ne charge que doucement
- disque coton et pâte verte; la pâte ne charge que doucement
- disque flanelle et pâte blanche; RAS le disque n'est pas neuf
- résultat pas mal sans être parfait (on voit de petites rayures) mais en un temps record
- polissage du dos de lame du Funayuki au back (P100, 240 et 400)
- réalisations d'une nouvelle pointe sur le "Hunting" carbone (P60)
- découpe à la scie circulaire de plaquettes grossières en cerisier pour les deux "Huntings"
- tentative de soudure à la forge du premier sandwich avec lame de scie à ruban
- Grégory Picard m'avait dit que l'inox ne devenait pas aussi blanc que l'acier mais tout cela ne me semblait encore pas assez blanc
- le gaz était à 0.5 bar; cela a t-il suffit?
- J'ai frappé l'ensemble trois fois (=3 chauffes) au marteau de 800 g; je mettrai un coup de disqueuse pour voir s'il y a eu forge
- j'ai "ouvert" à plat la bague intérieure du gros roulement/palier INA de MAR-2016 dans la bague extérieure duquel j'ai déjà fait un "Chukotat" et un "Borel V"; c'est à peu près la plus grosse pièce qui rentre dans ma forge
Le soir j'ai collé la lame du Funayuki
- masquage lame et ferule
- époxy dans le manche
- colle à bois D3 sur le rivet en bois
- époxy teintée noire sur la face avant du manche en guise de cache- misère
31-JUL-2016
Oui j'avoue j'ai glandé mais c'est les vacances non?!
J'ai tellement glandé que des deux brocantes visitées en début d'après-midi, la seconde avait déjà remballé (8-18h; il était 15h15...). Y avait bien une lime 200 X 20 X 5 à la première mais j'en ai déjà 3, pas la peine d'accumuler les vieilleries.
A propos de vieilleries, la maison de MJM était sur ma route, alors j'ai déposé devant sa porte mon marteau trouvé à la dechetterie dont je voulais reforger la panne de travers en long. Un message sur son répondeur pour lui dire que "ben voilà, comme proposé, s'il allume son marteau pilon dans les semaines à venir, merci de lui mettre quelques coups sur la panne".
Le matin j'ai découvert que la résine avait entièrement coulée au fond du manche du Funayuki. Pour une fois que je ne voulais pas... La faute à la température? On n'est pourtant pas en pleine canicule, 24..26°C hier dans le coin. J'ai refait un peu d'époxy noire et nouveau remplissage. il y a encore une fissure à combler au manche (colle à bois et sciure?) et que je compte faire un anneau d'époxy noire à la jointure ferule / manche qui est loin d'être parfaite.
Suite à la casse de la pointe du "Hunting" en dent de râteleuse je me suis demandé si la trempe avait bien prise. J'ai donc sorti mes couteaux pour essayer d'entailler les 3 lames en souffrance
- je n'arrive pas à rayer les deux "Hunting" avec quoique ce soit en ma possession; j'ai du mal à y croire. Il me faudrait vraiment une machine pour un jour vérifier la validité de mes mesures par comparaison
- le Funayuki se laisse rayer par l'Izula à 56..57 HRc et aucune des autres petites quincailles moins dures qu'on m'a offert par le passé. J'ai l'impression que mes "petites" chauffes locales pour les redressages ont eu plus d'influence que prévue. Faut bien payer son apprentissage d'une manière ou l'autre.
Retour de brocante, un coup de disque à tronçonner (puisque j'ai croisé les voisins à ladite seconde brocante et que donc ils ne sont pas là) sur le sandwich inox / carbone d'hier. On ne voit rien à la coupe mais un petit coup de perchlo et hop. Evidemment faut confirmer, mais cela semble avoir marché. Youhou!!!
Photo de m**de, la mise au point n'est pas facile.
L'inox fait environ encore 1.2 mm et le coeur 0.6 mm: on dirait que chaque couche
a perdu 0.3 mm. On est parti de 1.5/0.9/1.5 mm. Sur cet échantillon, j'ai l'impression
que l'âme centrale est trop fine pour réussir à la centrer là où il la faut au final.
01-AOU-2016
Ma fille étant avec moi, notre départ en vacances approchant, d'autres choses à faire, la somme de boulot coutellier abattu par jour chute de façon dramatique. En matinéée j'ai dégrossi à la scie à ruban et poncé à plat les 4 plaquettes en cerisier du Loiret pour les deux "Huntings". J'ai collé des intercalaires en fibres noires de 0.8 mm sur une paire, celle du modèle en VEGA2. Les colles et la sciure étant de sortie, j'ai bouché des fissures sur le manche en pommier du Funayuki. (le soir je remettrai une seconde couche, la colle à bois en séchant ayant tendance à un fort retrait)
L'après-midi j'ai forgé mon sandwich inox / carbone d'hier. La somme de renseignements acquis de-ci de-là (notamment des retours d'expérience du Net) et mon instinct interdisent plus ou moins de contre-forger ce genre de sandwich. On risque fort de délaminer les aciers ou de déplacer l'acier central hors du centre...
Bref la philosophie ici, c'est de simplement aplatir le lopin afin d'avoir un morceau assez grand pour y découper un profil voulu. Avec 125 X 25 X 3.9 [mm] au départ, pas moyen d'en faire un gros poignard. Je me suis décidé à refaire un "Borel V". J'explore le processus entier avec le premier sandwich pour pouvoir profiter de l'expérience acquise avec le second.
J'ai taché de suivre les recommendations de Murray Carter, à savoir 20% d'amincissement vers la pointe et 50% vers le cul. En plaçant la partie la plus épaisse au milieu du couteau, il me faut allonger les 75 premiers millimètres à 85 et les 45 derniers à 90.
J'ai trouvé l'inox très mou sous le marteau. Pas de vraie difficulté rencontrée. Pour forger un début de pointe, Murray Carter part en général d'un parallélogramme plutôt que d'un rectangle. Ce n'est plus de la forge 100% tradi où un gros barreau est sacrément déformé mais plutôt des lame et semelle amincies à partir d'un plat déjà tout prêt.
Le lopin a fini dans le seau de cendres. Je compte façonné le contour et aplanir les surfaces avant la trempe. Les émoutures seront faites sur la lame trempée
- les surépaisseurs au tranchant devraient limiter les déformations
- il y aura peu de métal trempé à usiner puisque l'âme centrale doit être très fine à présent et l'inox ne prendra pas la trempe.
- je crois qu'il faudra tremper à l'eau
- l'inox conduisant assez mal la chaleur il faudra toute la dtrasticité de la trempe à l'eau pour durcir l'âme centrale
- l'âme centrale contient sans doute "peu" de carbone: j'estime 0.5 à 0.6% (un hypoeutectoïde) et pas mal de Si pour l'élasticité avec un poil de chrome pour la trempabilité (dans ce cas de l'huile pourrait suffire...)
- avec l'eau le risque de délaminage est sans doute plus élevé
Je vais écrire au fabricant de la lame et lui demander gentiment la matière du dos des lames. Si pas de réponse, je ferai peut-être des essais avec des chutes de lames avant de me décider pour les paramètres de la trempe. Si je n'écris plus rien, bonnes vacances à vous amis lecteurs.
02-AOU-2016
Ça dort longtemps le matin les ados alors j'en ai profité pour façonner au back le contour du sandwich inox / carbone en forme de "Borel V". J'ai révélé le chant au perchlo: la soudure semble avoir prise partout (yes!), sauf au cul où le fer à béton était soudé, il y a un défaut. J'ai aussi un peu aplani les faces.

[photo de merde] mise au point difficile avec mon vieux petit appereil:
Dos de lame, dos de manche, cul avec défaut, tranchant et face inférieure de manche.
2.5 mm au ricasso, 1.94 à la pointe, 1.49 au cul, pas mal pour une fois. Au tranchant, l'acier
carbone fait environ 0.6 mm et il est assez bien centré. Il faudtrait qu'il soit plus épais pour être sûr
d'y mettre entièrement le fil plus plus tard (ça zigzague légèrement).
Ma fille étant avec moi, notre départ en vacances approchant, d'autres choses à faire, la somme de boulot coutellier abattu par jour chute de façon dramatique. En matinéée j'ai dégrossi à la scie à ruban et poncé à plat les 4 plaquettes en cerisier du Loiret pour les deux "Huntings". J'ai collé des intercalaires en fibres noires de 0.8 mm sur une paire, celle du modèle en VEGA2. Les colles et la sciure étant de sortie, j'ai bouché des fissures sur le manche en pommier du Funayuki. (le soir je remettrai une seconde couche, la colle à bois en séchant ayant tendance à un fort retrait)
L'après-midi j'ai forgé mon sandwich inox / carbone d'hier. La somme de renseignements acquis de-ci de-là (notamment des retours d'expérience du Net) et mon instinct interdisent plus ou moins de contre-forger ce genre de sandwich. On risque fort de délaminer les aciers ou de déplacer l'acier central hors du centre...
Bref la philosophie ici, c'est de simplement aplatir le lopin afin d'avoir un morceau assez grand pour y découper un profil voulu. Avec 125 X 25 X 3.9 [mm] au départ, pas moyen d'en faire un gros poignard. Je me suis décidé à refaire un "Borel V". J'explore le processus entier avec le premier sandwich pour pouvoir profiter de l'expérience acquise avec le second.
J'ai taché de suivre les recommendations de Murray Carter, à savoir 20% d'amincissement vers la pointe et 50% vers le cul. En plaçant la partie la plus épaisse au milieu du couteau, il me faut allonger les 75 premiers millimètres à 85 et les 45 derniers à 90.
J'ai trouvé l'inox très mou sous le marteau. Pas de vraie difficulté rencontrée. Pour forger un début de pointe, Murray Carter part en général d'un parallélogramme plutôt que d'un rectangle. Ce n'est plus de la forge 100% tradi où un gros barreau est sacrément déformé mais plutôt des lame et semelle amincies à partir d'un plat déjà tout prêt.
Le lopin a fini dans le seau de cendres. Je compte façonné le contour et aplanir les surfaces avant la trempe. Les émoutures seront faites sur la lame trempée
- les surépaisseurs au tranchant devraient limiter les déformations
- il y aura peu de métal trempé à usiner puisque l'âme centrale doit être très fine à présent et l'inox ne prendra pas la trempe.
- je crois qu'il faudra tremper à l'eau
- l'inox conduisant assez mal la chaleur il faudra toute la dtrasticité de la trempe à l'eau pour durcir l'âme centrale
- l'âme centrale contient sans doute "peu" de carbone: j'estime 0.5 à 0.6% (un hypoeutectoïde) et pas mal de Si pour l'élasticité avec un poil de chrome pour la trempabilité (dans ce cas de l'huile pourrait suffire...)
- avec l'eau le risque de délaminage est sans doute plus élevé
Je vais écrire au fabricant de la lame et lui demander gentiment la matière du dos des lames. Si pas de réponse, je ferai peut-être des essais avec des chutes de lames avant de me décider pour les paramètres de la trempe. Si je n'écris plus rien, bonnes vacances à vous amis lecteurs.
02-AOU-2016
Ça dort longtemps le matin les ados alors j'en ai profité pour façonner au back le contour du sandwich inox / carbone en forme de "Borel V". J'ai révélé le chant au perchlo: la soudure semble avoir prise partout (yes!), sauf au cul où le fer à béton était soudé, il y a un défaut. J'ai aussi un peu aplani les faces.
[photo de merde] mise au point difficile avec mon vieux petit appereil:
Dos de lame, dos de manche, cul avec défaut, tranchant et face inférieure de manche.
2.5 mm au ricasso, 1.94 à la pointe, 1.49 au cul, pas mal pour une fois. Au tranchant, l'acier
carbone fait environ 0.6 mm et il est assez bien centré. Il faudtrait qu'il soit plus épais pour être sûr
d'y mettre entièrement le fil plus plus tard (ça zigzague légèrement).
Pendant que la
jeunesse prenait son petit déj, j'ai percé les plaquettes
des deux "Huntings" (comme toujours avec des trous majorés de
0.1 mm dans le bois seul) et préparé la quincaillerie.
J'ai aussi poncé à la main les excès de colle des
trous bouchés sur le pommier du manche du Funayuki.
J'ai aussi écrit de mon plus poli Allemand à la société Carl Röngten à Remscheid pour leur demander le métal utilisé dans leur scie. On verra.
14-AOU-2016
Me voilà de retour de 10 jours au soleil de Ténériffe. Soleil, lecture et rien d'autre, même pas le moindre sport. Alors ces moments là c'est toujours propice à la réflexion. La reprise des activités physiques semble indiquer que je suis en pleine forme puisque ce n'était pas trop dur et j'en avais moins marre que le reste de l'année. Les batteries sont un peu rechargées, pour longtemps j'espère.
Dans mes lectures, il y avait les deux recueils des articles d'Ed Fowler dans Blade Magazine (U.S.A.) connus sous "Knife Talk" et "Knife Talk II". D'un côté le gaillard s'est spécialisé dans le 100Cr6 avec trempe sélective, en lame fixe, soie courte et manche en corne de bélier. Il dévoile ses protocoles de traitement thermiques, dont certains me laissent dubitatif (normalisations sévères, trempe triple avec 24 h entre les trempes, température d'austénisation très basse...) et un tas d'autres choses comme la révélation au perchlo comme contrôle qualité de sa trempe.
J'ai bien envie de consacrer du temps au 100Cr6, moi aussi cet acier me semble idéal. La lecture m'a aussi révélé que je ne teste pas assez mes lames pour pouvoir juger des progrès ou des reculs. Il faudrait que je consacre du temps à couper des trucs toujours similaires pour voir la tenue du fil. Evidemment ce n'est pas facile. Aucun de mes couteaux ne doit avoir exactement le même angle de taillant, ni la même dureté. Comment vraiment comparer? Impossible mais cela pourrait me donner un fil directeur.
Dans mes mails pas la moindre réponse de chez Carl Röntgen. Je ferai donc quelques essais sur des morceaux de scie avant de tenter ma chance sur mon premier sandwich maison.
Côté bricole, petite reprise
- polissage de la ferule et du pommier du Fuanyuki à la pâte 40 microns
- enduction de la ferule d'un vernis piqué à ma fille. Elle prend cela pour ses poupées de collection mais c'est du vernis à ongle transparent sensé venir par dessus la couleur. Le truc s'appelle "top coat", de chez O.P.I. made in U.S.A. On voit des traces, le truc se lisse mal tout seul. J'en ai aussi mis sur la face avant couverte d'époxy noire. Séchage assez rapide.
- enduction du pommier avec le mélange huile de Tung / térébenthine / siccatif, 3 couches: le pommier est super beau (était-il malade?) mais il boit littéralement l'huile
- enduction du pommier avec le mélange huile de Tung / siccatif, 3 couches
- façonnage et polissage des faces avant des plaquettes en cerisier pour les deux "Huntings"
- petit coup de perchlo sur le "Hunting" en dent de râteleuse pour voir la ligne de trempe: il y a en a bien une mais elle a une drôle de tronche. Du coup j'ai repoli l'ensemble.
- dégraissage, collage, mise sous presse desdites plaquettes
15-AOU-2016
Bon ben avec les batteries, j'ai été présomptueux. Le jogging du matin a été une torture...
Le pommier étant sec, j'ai remis 3 couches d'huile de Tung / siccatif. En début d'après-midi déjà tout était sec. Du coup j'ai immergé plusieurs heures le manche dans le mélange huile de Tung / térébenthine / siccatif. Je vais arrêter là peu importe ce qui se passe et passer à la prochaine étape: la cire.
J'ai sorti les "Huntings" des presses et au back, j'ai ramené les contours des plaquettes au niveau de l'acier, puis je les ai rabotées pour avoir une épaisseur de manche de 12 mm. Pour finir j'ai fait des chanfreins à 22.5, 45 et 67.5° aux arètes. Une fissure est apparue dans la plaquette gauche du "Hunting" en dent de râteleuse. Il y a un jour entre plaquettes et semelle au niveau du ricasso sur ce même couteau. Je vais essayer de coller l'ensemble car les plaquettes deviennent jointives sous la pression d'un petit étau. Etape suivante: la finition aux abrasifs à la main.
16-AOU-2016
Bon c'était un peu la glande coutellière aujourd'hui... Mais je voudrais vous y voir vous! Premier jour ouvré depuis mon retour de vacances, il a fallu remplir le frigo, tondreuh cetteuh putain deuh pelouseuh deuh merdeuh, préparer les repas, finir la troisième machine à laver, faire du pain, des éclairs au chocolat à ma fille, donc aller chercher du lait entier à la ferme (bonne nouvelle j'ai trouvé du lait crû dans mon patelin: 14 km de moins et 60 moins cher), faire les devoirs de vacances...
Bref j'ai juste essayé de recoller les plaquettes en cerisier du "Hunting" carbone et comme le pommier du Funayuki était déjà à nouveau désespérement sec, je l'ai déjà enduit d'une grosse couche de cire à meuble et le soir venu d'une couche de cire de carnauba. Le touret à polir est un vrai plaisir à utiliser: silence, sécurité, rapidité de changement des disques...
Je suis un peu confus quant à mes couteaux. Que valent-ils? Faut-il les faire durs, au tranchant endurant et cassant ou mous, moins endurants et qui plient? Et puis je devrai faire beaucoup plus de tests: de coupe, de plantage de pointe et de levier, de pliage jusqu'à la destruction... Combien de temps cela me prendrait-il en plus? Ouais bof cela me décourage un peu.
Pour changer et pour rester dans l'esprit des livres "Knifetalk" et des couteaux d'Ed Fowler, des tests de qualité, j'ai dessiné pour la première fois depuis longtemps un couteau plus conséquent: un truc outdoor / bushcraft / survie
- une base de Rob Bayley (celui de Bear Grylls dans sa première émission): lame 100 mm, manche 110 mm environ
- un drop point à la place du clip point
- une lame moins haute, moins épaisse
- une grosse garde qui empêche la main d'aller se couper sur le tranchant en cas de dérapage (comme chez Ed Fowler)
- une grosse encoche pour l'index façon ESEE 3, devant la garde comme chez Fowler encore
- une soie courte (encore Fowler), avec un rivet
- du 100Cr6 forgé
- une trempe sélective
- émouture convexe
- manche en bois
17-AOU-2016
J'ai sorti le "Hunting" de la presse (pour l'instant ça tient) et je me suis dit que j'allais faire des sections de manche un peu différent selon le modèle. Pour l'inox mon traditionnel "côtés plats et gros congés de 5 mm aux angles" et pour le carbone une courbure à grand rayon sur les côtés et des arrondis aux angles aussi. Du coup j'ai ressorti le back pour encore dgrossir davantage le modèle carbone.
J'ai fait quelques essais de trempe avec 3 bandes de 50 mm de long de la scie à ruban
- 1'30" au total @ 800, 815 et 830°C
- trempe à l'eau de pluie vers 23°C (eau de pluie juste à cause de mon tonneau à proximité et pour la température c'était l'ambiante)
- casse dans l'étau, test à la lime demi-douce
Ouais ben bof. Ça plie plus que cela ne casse et le grain n'est pas top. Sans doute que le temps d'austénisation n'était pas assez long. J'aurai aussi dû faire des essais de normalisation! Enfin au final:
- seul l'échantillon à 830°C casse assez vite sans flexion alternative
- seul l'échantillon à 830°C était un peu dur sous la lime
- l'échantillon à 830°C avait le meilleur grain, mais pas terrible du tout
J'ai percé le manche du "Borel V" en sandwich inox / carbone. Le recuit simple après la forge n'a pas suffit pour l'âme. Les fôrets ont fumé et bleuis. Seul un fôret neuf bien affûté arrive à en venir à bout. Les trous ne ressemblent à rien. Tout cela avant 12h30.
C'est seulement vers 20h40 que j'ai repris les activités coutellières. J'ai commencé par le façonnage à la main du manche du "Hunting" en carbone... A peine 10 minutes. Mes voisins ont débarqué pour voir ce que je faisais, bientôt suivi par d'autres... Bref productivité très faible mais une agréable conversation, songe d'une nuit d'été avec un peu d'activité sur ma terrasse comme il y a quelques années. C'est pas désagréable. J'ai ainsi au fil de la conversation appris que le pommier récupéré à l'entrée du village avec de si jolies veines et qui m'a servi dans le manche du Funayuki est de la variété Rambour d'hiver.
18-AOU-2016
L'après-midi j'ai façonné les deux manches des "Huntings" jusqu'au polissage à la pâte 40 microns. Il faut que je reprenne un peu les chants au back et on passera aux couches de finition du bois.
Il y a deux jours un appel de MJM m'annonçait que mon marteau à modifier (au pilon) en "panne de travers" était fini. Je suis donc passé chez lui et on a parlé couteaux. Je vous fais un résumé.
- la panne du marteau ressemble plus à un tranchet mais apparemment il a été difficile de forger l'ensemble sans l'allonger et l'affiner. J'aurai voulu un truc plus ramasser sur soi. Il a aussi trempé à l'huile la panne et la table (moi j'aurai pris de l'eau avec cet acier qui est au mieux de l'XC45). On voit bien la ligne de trempe sur la table. Je verrai à l'usage, avec tentative de modif si nécessaire et sinon tant pis, le bout ne m'ayant rien coûté (trouvé dans la benne de la déchetterie). Le marteau est passé de 1000 à 784 g.
- selon MJM une personne de mon village a rénové une forge de son père ou grand-père. On aimerait aller voir. Je vais mener l'enquête.
- dimanche il y a une nouvelle fête au château de mon patelin d'enfance et en tant qu'exposant l'autre fois, j'ai eu une invitation. MJM y tiendra un stand mais il y aura aussi un autre coutelier de la région, Stéphane Venner. Je crois que je vais y passer.
- MJM a un vieux kit de Laguiole qu'il n'a jamais assemblé. Il a un petit bout d'ivoire de Mammouth et m'a demandé de lui monter le couteau et les plaquettes, sans les finitions qu'il veut faire, car il dit que j'ai plus de patience et de minutie que lui pour ce genre de chose. J'ai accepté. Il s'agit d'un modèle 10 cm Honoré Durand "Laguiole de l'Artisan" en 12C27 avec mitres et platines en laiton
- MJM m'a redonné, à ma demande, un petit bout de dent de râteleuse que je veux comme accompagnement du "Hunting" dans la même matière
- et pour finir il m'a donné 2 lames de faucheuse (quid?). Il possède tout un stock neuf qu'une quincaillerie locale voulait jeter, faute de client. Il s'agit d'un plat de 170 X 50 X 4 mm avec un trou et deux tranchants sur les grands côtés. Cela me rappelle à l'échelle près, les minuscules lames de Jacqueline, un robot tondeuse Husqvarna sous les jupes duquel j'ai pu jeter un oeil un jour.

En haut les deux "Huntings" en souffrance, à droite le kit Laguiole Honoré Durand avec sa plaquette
d'ivoire de mammouth, à gauche les lames de faucheuse. En vignette le marquage des lames: bpl ou pbl?
Si quelqu'un reconnait cette cette marque, qu'il m'écrive!
19-AOU-2016
Je vous la fais style télégraphique.
- j'ai encore essayé de révéler la lame en acier carbone du "Hunting" sans grand succès. Au polissage le couteau m'a échappé des mains et j'ai été bon pour rattraper quelques coups.
- j'ai mis 6 couches d'huile de Tung / siccatif sur les manches des "Huntings" (les 3 premières avec une dilution à 50% de térébentine)
- j'ai fait un essai de normalisation de l'acier de la scie à ruban de marque Carl Röntgen: 1'30" puis 2 fois 1' à 830°C avec des refroidissements à l'air pulsé. Ensuite 3' à 830°C avec trempe à l'eau à l'ambiante et casse: grain à peine plus fin que l'autre fois et pas mieux en dureté. Si la "haute teneur en chrome" vantée par le fabricant se situe plutôt vers les 1..1,5% comme pour le 100Cr6 (mon estimation actuelle c'est 0.5%), le diagramme fer-carbone est fortement décalé vers le haut et la gauche. Il faudrait p-ê normaliser et austéniser beaucoup plus haut (850..900°C)
- j'ai mis un tranchant à 25° côté convexe sur le Funayuki, pris des photos et mis la galerie à jour. Bien entendu j'ai réussi à abimer la ferule qui garde une grosse trace d'abrasif...
- j'ai repris au back le marteau "panne de travers": la table n'était pas vraiment perpendiculaire et j'ai augmenté le rayon de la panne
21-AOU-2016
Demain c'est mon retour au boulot, le temsp est gris, gros cafârd... Je suis allé à la fête du château médiéval de mon enfance pour voir le stand du coutelier Stéphane Venner à côté de celui de MJM qui faisait des démos de forge, au charbon cette fois. Il n'avait pas beaucoup de couteaux, 3 fixes en RWL-34 et D2, des intégraux (manche entièrement forgé) en XC65 et deux pliants en damas inox pour l'un et carbone pour l'autre. Quelques petits pics à viande et deux épées.
En fait c'est en chemin que je suis tombé sur le stand d'un troisième forgeron: Christophe Oberdorf 26 rue st-léger 68510 Koetzingue SIRET 490 010 386 00012, de "la forge trankil'" (pas de site mais une page facebook). Il avait beaucoup de choses dont deux fixes en DNH7 avec une jolie trempe sélective, très belle finition, manche bois, étui cuir style moyen ageux et quelques intégraux à manches torsadés. On a causé parce qu'il avait des marteaux de type Uri Hofi que je lui ai demandé à pouvoir prendre en main. La différence de ressenti est incroyable avec la compacité du marteau ramassé autour du manche: j'ai cru que le modèle de 1.5 kg était un 800 g! Il ne tarissait pas d'éloges au sujet de ce marteau. Ses modèles étaient des répliques d'Hofi, issus d'un condisciple (qui a fait scission, faut tuer le père) du site toutomarto.com/
J'ai aussi écrit de mon plus poli Allemand à la société Carl Röngten à Remscheid pour leur demander le métal utilisé dans leur scie. On verra.
14-AOU-2016
Me voilà de retour de 10 jours au soleil de Ténériffe. Soleil, lecture et rien d'autre, même pas le moindre sport. Alors ces moments là c'est toujours propice à la réflexion. La reprise des activités physiques semble indiquer que je suis en pleine forme puisque ce n'était pas trop dur et j'en avais moins marre que le reste de l'année. Les batteries sont un peu rechargées, pour longtemps j'espère.
Dans mes lectures, il y avait les deux recueils des articles d'Ed Fowler dans Blade Magazine (U.S.A.) connus sous "Knife Talk" et "Knife Talk II". D'un côté le gaillard s'est spécialisé dans le 100Cr6 avec trempe sélective, en lame fixe, soie courte et manche en corne de bélier. Il dévoile ses protocoles de traitement thermiques, dont certains me laissent dubitatif (normalisations sévères, trempe triple avec 24 h entre les trempes, température d'austénisation très basse...) et un tas d'autres choses comme la révélation au perchlo comme contrôle qualité de sa trempe.
J'ai bien envie de consacrer du temps au 100Cr6, moi aussi cet acier me semble idéal. La lecture m'a aussi révélé que je ne teste pas assez mes lames pour pouvoir juger des progrès ou des reculs. Il faudrait que je consacre du temps à couper des trucs toujours similaires pour voir la tenue du fil. Evidemment ce n'est pas facile. Aucun de mes couteaux ne doit avoir exactement le même angle de taillant, ni la même dureté. Comment vraiment comparer? Impossible mais cela pourrait me donner un fil directeur.
Dans mes mails pas la moindre réponse de chez Carl Röntgen. Je ferai donc quelques essais sur des morceaux de scie avant de tenter ma chance sur mon premier sandwich maison.
Côté bricole, petite reprise
- polissage de la ferule et du pommier du Fuanyuki à la pâte 40 microns
- enduction de la ferule d'un vernis piqué à ma fille. Elle prend cela pour ses poupées de collection mais c'est du vernis à ongle transparent sensé venir par dessus la couleur. Le truc s'appelle "top coat", de chez O.P.I. made in U.S.A. On voit des traces, le truc se lisse mal tout seul. J'en ai aussi mis sur la face avant couverte d'époxy noire. Séchage assez rapide.
- enduction du pommier avec le mélange huile de Tung / térébenthine / siccatif, 3 couches: le pommier est super beau (était-il malade?) mais il boit littéralement l'huile
- enduction du pommier avec le mélange huile de Tung / siccatif, 3 couches
- façonnage et polissage des faces avant des plaquettes en cerisier pour les deux "Huntings"
- petit coup de perchlo sur le "Hunting" en dent de râteleuse pour voir la ligne de trempe: il y a en a bien une mais elle a une drôle de tronche. Du coup j'ai repoli l'ensemble.
- dégraissage, collage, mise sous presse desdites plaquettes
15-AOU-2016
Bon ben avec les batteries, j'ai été présomptueux. Le jogging du matin a été une torture...
Le pommier étant sec, j'ai remis 3 couches d'huile de Tung / siccatif. En début d'après-midi déjà tout était sec. Du coup j'ai immergé plusieurs heures le manche dans le mélange huile de Tung / térébenthine / siccatif. Je vais arrêter là peu importe ce qui se passe et passer à la prochaine étape: la cire.
J'ai sorti les "Huntings" des presses et au back, j'ai ramené les contours des plaquettes au niveau de l'acier, puis je les ai rabotées pour avoir une épaisseur de manche de 12 mm. Pour finir j'ai fait des chanfreins à 22.5, 45 et 67.5° aux arètes. Une fissure est apparue dans la plaquette gauche du "Hunting" en dent de râteleuse. Il y a un jour entre plaquettes et semelle au niveau du ricasso sur ce même couteau. Je vais essayer de coller l'ensemble car les plaquettes deviennent jointives sous la pression d'un petit étau. Etape suivante: la finition aux abrasifs à la main.
16-AOU-2016
Bon c'était un peu la glande coutellière aujourd'hui... Mais je voudrais vous y voir vous! Premier jour ouvré depuis mon retour de vacances, il a fallu remplir le frigo, tondreuh cetteuh putain deuh pelouseuh deuh merdeuh, préparer les repas, finir la troisième machine à laver, faire du pain, des éclairs au chocolat à ma fille, donc aller chercher du lait entier à la ferme (bonne nouvelle j'ai trouvé du lait crû dans mon patelin: 14 km de moins et 60 moins cher), faire les devoirs de vacances...
Bref j'ai juste essayé de recoller les plaquettes en cerisier du "Hunting" carbone et comme le pommier du Funayuki était déjà à nouveau désespérement sec, je l'ai déjà enduit d'une grosse couche de cire à meuble et le soir venu d'une couche de cire de carnauba. Le touret à polir est un vrai plaisir à utiliser: silence, sécurité, rapidité de changement des disques...
Je suis un peu confus quant à mes couteaux. Que valent-ils? Faut-il les faire durs, au tranchant endurant et cassant ou mous, moins endurants et qui plient? Et puis je devrai faire beaucoup plus de tests: de coupe, de plantage de pointe et de levier, de pliage jusqu'à la destruction... Combien de temps cela me prendrait-il en plus? Ouais bof cela me décourage un peu.
Pour changer et pour rester dans l'esprit des livres "Knifetalk" et des couteaux d'Ed Fowler, des tests de qualité, j'ai dessiné pour la première fois depuis longtemps un couteau plus conséquent: un truc outdoor / bushcraft / survie
- une base de Rob Bayley (celui de Bear Grylls dans sa première émission): lame 100 mm, manche 110 mm environ
- un drop point à la place du clip point
- une lame moins haute, moins épaisse
- une grosse garde qui empêche la main d'aller se couper sur le tranchant en cas de dérapage (comme chez Ed Fowler)
- une grosse encoche pour l'index façon ESEE 3, devant la garde comme chez Fowler encore
- une soie courte (encore Fowler), avec un rivet
- du 100Cr6 forgé
- une trempe sélective
- émouture convexe
- manche en bois
17-AOU-2016
J'ai sorti le "Hunting" de la presse (pour l'instant ça tient) et je me suis dit que j'allais faire des sections de manche un peu différent selon le modèle. Pour l'inox mon traditionnel "côtés plats et gros congés de 5 mm aux angles" et pour le carbone une courbure à grand rayon sur les côtés et des arrondis aux angles aussi. Du coup j'ai ressorti le back pour encore dgrossir davantage le modèle carbone.
J'ai fait quelques essais de trempe avec 3 bandes de 50 mm de long de la scie à ruban
- 1'30" au total @ 800, 815 et 830°C
- trempe à l'eau de pluie vers 23°C (eau de pluie juste à cause de mon tonneau à proximité et pour la température c'était l'ambiante)
- casse dans l'étau, test à la lime demi-douce
Ouais ben bof. Ça plie plus que cela ne casse et le grain n'est pas top. Sans doute que le temps d'austénisation n'était pas assez long. J'aurai aussi dû faire des essais de normalisation! Enfin au final:
- seul l'échantillon à 830°C casse assez vite sans flexion alternative
- seul l'échantillon à 830°C était un peu dur sous la lime
- l'échantillon à 830°C avait le meilleur grain, mais pas terrible du tout
J'ai percé le manche du "Borel V" en sandwich inox / carbone. Le recuit simple après la forge n'a pas suffit pour l'âme. Les fôrets ont fumé et bleuis. Seul un fôret neuf bien affûté arrive à en venir à bout. Les trous ne ressemblent à rien. Tout cela avant 12h30.
C'est seulement vers 20h40 que j'ai repris les activités coutellières. J'ai commencé par le façonnage à la main du manche du "Hunting" en carbone... A peine 10 minutes. Mes voisins ont débarqué pour voir ce que je faisais, bientôt suivi par d'autres... Bref productivité très faible mais une agréable conversation, songe d'une nuit d'été avec un peu d'activité sur ma terrasse comme il y a quelques années. C'est pas désagréable. J'ai ainsi au fil de la conversation appris que le pommier récupéré à l'entrée du village avec de si jolies veines et qui m'a servi dans le manche du Funayuki est de la variété Rambour d'hiver.
18-AOU-2016
L'après-midi j'ai façonné les deux manches des "Huntings" jusqu'au polissage à la pâte 40 microns. Il faut que je reprenne un peu les chants au back et on passera aux couches de finition du bois.
Il y a deux jours un appel de MJM m'annonçait que mon marteau à modifier (au pilon) en "panne de travers" était fini. Je suis donc passé chez lui et on a parlé couteaux. Je vous fais un résumé.
- la panne du marteau ressemble plus à un tranchet mais apparemment il a été difficile de forger l'ensemble sans l'allonger et l'affiner. J'aurai voulu un truc plus ramasser sur soi. Il a aussi trempé à l'huile la panne et la table (moi j'aurai pris de l'eau avec cet acier qui est au mieux de l'XC45). On voit bien la ligne de trempe sur la table. Je verrai à l'usage, avec tentative de modif si nécessaire et sinon tant pis, le bout ne m'ayant rien coûté (trouvé dans la benne de la déchetterie). Le marteau est passé de 1000 à 784 g.
- selon MJM une personne de mon village a rénové une forge de son père ou grand-père. On aimerait aller voir. Je vais mener l'enquête.
- dimanche il y a une nouvelle fête au château de mon patelin d'enfance et en tant qu'exposant l'autre fois, j'ai eu une invitation. MJM y tiendra un stand mais il y aura aussi un autre coutelier de la région, Stéphane Venner. Je crois que je vais y passer.
- MJM a un vieux kit de Laguiole qu'il n'a jamais assemblé. Il a un petit bout d'ivoire de Mammouth et m'a demandé de lui monter le couteau et les plaquettes, sans les finitions qu'il veut faire, car il dit que j'ai plus de patience et de minutie que lui pour ce genre de chose. J'ai accepté. Il s'agit d'un modèle 10 cm Honoré Durand "Laguiole de l'Artisan" en 12C27 avec mitres et platines en laiton
- MJM m'a redonné, à ma demande, un petit bout de dent de râteleuse que je veux comme accompagnement du "Hunting" dans la même matière
- et pour finir il m'a donné 2 lames de faucheuse (quid?). Il possède tout un stock neuf qu'une quincaillerie locale voulait jeter, faute de client. Il s'agit d'un plat de 170 X 50 X 4 mm avec un trou et deux tranchants sur les grands côtés. Cela me rappelle à l'échelle près, les minuscules lames de Jacqueline, un robot tondeuse Husqvarna sous les jupes duquel j'ai pu jeter un oeil un jour.
En haut les deux "Huntings" en souffrance, à droite le kit Laguiole Honoré Durand avec sa plaquette
d'ivoire de mammouth, à gauche les lames de faucheuse. En vignette le marquage des lames: bpl ou pbl?
Si quelqu'un reconnait cette cette marque, qu'il m'écrive!
19-AOU-2016
Je vous la fais style télégraphique.
- j'ai encore essayé de révéler la lame en acier carbone du "Hunting" sans grand succès. Au polissage le couteau m'a échappé des mains et j'ai été bon pour rattraper quelques coups.
- j'ai mis 6 couches d'huile de Tung / siccatif sur les manches des "Huntings" (les 3 premières avec une dilution à 50% de térébentine)
- j'ai fait un essai de normalisation de l'acier de la scie à ruban de marque Carl Röntgen: 1'30" puis 2 fois 1' à 830°C avec des refroidissements à l'air pulsé. Ensuite 3' à 830°C avec trempe à l'eau à l'ambiante et casse: grain à peine plus fin que l'autre fois et pas mieux en dureté. Si la "haute teneur en chrome" vantée par le fabricant se situe plutôt vers les 1..1,5% comme pour le 100Cr6 (mon estimation actuelle c'est 0.5%), le diagramme fer-carbone est fortement décalé vers le haut et la gauche. Il faudrait p-ê normaliser et austéniser beaucoup plus haut (850..900°C)
- j'ai mis un tranchant à 25° côté convexe sur le Funayuki, pris des photos et mis la galerie à jour. Bien entendu j'ai réussi à abimer la ferule qui garde une grosse trace d'abrasif...
- j'ai repris au back le marteau "panne de travers": la table n'était pas vraiment perpendiculaire et j'ai augmenté le rayon de la panne
21-AOU-2016
Demain c'est mon retour au boulot, le temsp est gris, gros cafârd... Je suis allé à la fête du château médiéval de mon enfance pour voir le stand du coutelier Stéphane Venner à côté de celui de MJM qui faisait des démos de forge, au charbon cette fois. Il n'avait pas beaucoup de couteaux, 3 fixes en RWL-34 et D2, des intégraux (manche entièrement forgé) en XC65 et deux pliants en damas inox pour l'un et carbone pour l'autre. Quelques petits pics à viande et deux épées.
En fait c'est en chemin que je suis tombé sur le stand d'un troisième forgeron: Christophe Oberdorf 26 rue st-léger 68510 Koetzingue SIRET 490 010 386 00012, de "la forge trankil'" (pas de site mais une page facebook). Il avait beaucoup de choses dont deux fixes en DNH7 avec une jolie trempe sélective, très belle finition, manche bois, étui cuir style moyen ageux et quelques intégraux à manches torsadés. On a causé parce qu'il avait des marteaux de type Uri Hofi que je lui ai demandé à pouvoir prendre en main. La différence de ressenti est incroyable avec la compacité du marteau ramassé autour du manche: j'ai cru que le modèle de 1.5 kg était un 800 g! Il ne tarissait pas d'éloges au sujet de ce marteau. Ses modèles étaient des répliques d'Hofi, issus d'un condisciple (qui a fait scission, faut tuer le père) du site toutomarto.com/
22-AOU-2016: comme disait Zidane jadis en tondant la pelouse, "c'est la reprise" (et merde!)
Ce soir après mon premier jour de boulot, j'ai refait un essai de trempe de lame de scie à ruban Carl Röntgen. Cette fois, 3 minutes à 850°C avec trempe à l'eau à température ambiante (22..23°C). Ce fut pour l'instant le meilleur résultat
- casse bien nette et brutale après moins de 45° de flexion
- peu de prise de la lime demi-douce (un peu sur la surface noire puis ça patine pas mal mais sans être du 100Cr6 ou un acier de lime)
- le grain est plus fin que sur mes 4 essais précédents (mais c'est pas de l'acier à lime non plus)
Dans quelques temps (c-à-d après finition des "Huntings" et achèvement avec test du "Borel V" en sandwich inox/lame de scie), je voulais aussi faire un couteau dans le style d'un "Borel V" plus long, plus gros, autre forme de manche avec le nom de mon patelin d'enfance. Je songe à le forger dans la moitié d'une lame de faucheuse "pbl" (voir photo ci-dessus).
23-AOU-2016
Je ne sais pas ce qui m'a pris mais le soir j'ai décidé de tremper mon essai de sandwich inox/carbone:
- four à 850°C
- mise au four 5 min 25 s (temps de remontée après fermeture de la porte)
- trempe à l'huile de colza à 60°C pendant environ 15 s
- refroidissemenet lent à l'air libre
[mais quel con j'ai oublié de faire les normalisations!]
- la zone du manche saisie par la pince a été légèrement délaminée (choc thermique avec la pince?)
- une fois à l'ambiante, 30 min à -18°C (congélateur)
[pas de test à la lime puisque l'acier dur au milieu est inaccessible: ce sera la surprise à l'émouture]
- puis 60 min au four à 175°C
- refroidissement brusque dans un seau d'eau à l'ambiante
- 19 h 09 min à -18°C
Quelques remarques
- comme l'acier de la scie semble contenir pas mal de chrome (qui augmente nettement la trempabilité), j'ai pensé qu'il était inutile d'avoir un milieu de trempe trop drastique pour obtenir une dureté maximale à coeur. De cette façon je n'ai pas pris le risque d'un délaminage des couches avec un choc thermique trop violent avec de l'eau par exemple. Le coup de la pince au cul du couteau semble me donner raison.
- j'ai décidé de faire l'émouture après trempe. De cette façon l'épaisseur totale de la lame me protège des déformations ainsi que de la décarburation et comme l'inox austénitique ne prend pas la trempe, il ne sera pas plus dur après qu'avant la trempe.
24-AOU-2016
J'ai fait le second revenu du "Borel V" expérimental en sandwich inox/carbone
- 75 min au four froid réglé à 175°C (j'ai pas pu attendre la montée en température, autre chose à faire en parallèle)
- refroidissement brusque dans un seau d'eau à l'ambiante
- 11 h 28 min à -18°C
25-AOU-2016: c'est mon anniv's, la vieillesse est un naufrage, je ne vois plus de près...
J'ai sorti le "Borel V" pour l'emmener au boulot et le sabler. L'inox a pris des couleurs jaunes et bleues. Dans la benne, j'ai trouvé la tige d'une vérin Festo. elle fait 20 mm de diamètre. Selon le site Festo, c'est presque toujours un inox martensitique, durci en surface et chromé dur à 66..67 HRc sur 25 microns: X90CrMoV18 (=440B), 1.1213 ou 1.4034 (=X46Cr13). La combinaison de l'acier et du traitement de surface me semble très douteux. Le reste de l'industrie privilégie du C45 (=XC48) cémenté et chromé dur, si on visite divers catalogues.
Le soir j'ai décâblé le contrôleur de mon four pour le ramener à mon collègue de boulot qui va continuer à m'y adjoindre un contrôleur plus sophistiqué sur base Arduino (histoire de faire des cycles et des paliers). Lui aussi est de retour de vacances et veut de quoi occuper ses weekends en Allemagne lorsqu'il ne rentre pas en France.
27-AOU-2016
Fait trop chaud pour forger. Du coup j'ai monté le kit Honoré Durand de MJM. L'ivoire pue lorsqu'on le scie...

Comme convenu, c'est MJM qui veut faire la finition. L'ivoire de mammouth était fissuré à coeur...
31-AOU-2016
J'ai enfin repris les deux "Huntings". Les couches d'huile ont bien séchées depuis et ont laissé un toucher un peu rugueux. Un coup de paille de fer, puis deux couches de cire de carnauba. Il faut à présent encore y mettre un tranchant. J'ai vu dans une pub hebdomadaire de grande surafce de bricolage une petite meule à eau de 10 cm de diamètre, tournant à 260 tr/min. Le prix de cette chinoiserie étant extrêmement bas, j'ai bien envie de faire un essai...
02-SEP-2016
Mais où ai-je la tête? Je suis allé chez mon "marchand de machines outils" local pour un manche de marteau pour le marteau transformé en panne en long à la forge chez MJM. Et je m'entends dire au comptoir: "pour un marteau de 500 g". Le truc est tout fin mais je ne réagis pas, je paie, au revoir. Plus tard dans la voiture: "mais c'est un marteau de 1 kg descendu à 800 g que j'ai" donc avec un trou pour un manche plus gros. Bon faudra y retourner. La fin de semaine sans doute...
Pendant que j'étais là, j'ai regardé les scies à ruban pour métaux. Y en a des chinoises qui basculent... Pourquoi ne pas la bricoler pour l'avoir en verticale? 3 vitesses, 220 V, voilà un bout de temps que j'y songe... Et dernière nouveauté, depuis quelques années il y a un rayon armurerie de chasse, des couteaux, des rivets mosaïque, des lames à monter et à présent des aciers: O1, O2, 100Cr6, 80CrV2 mais en débit de quoi faire un seul couteau et donc c'est plutôt cher par rapport au reste du marché. Peu de choix d'épaisseur également.
Au sujet du marteau je crois que je vais le tremper à nouveau. MJM a utilisé de l'huile. Il y a une belle ligne de trempe sur la table mais lorsque je frappe l'enclume il y a des traces. Je crois que ce n'est pas assez dur. Les marteaux c'est toujours une sorte d'XC45. Le "nez" perlitique d'un tel acier doit être à 0.8 s vers 600°C (c-à-d qu'il faut passer d'environ 850°C à 600°C en maximum 0.8 s!). Il faut de l'eau, l'huile n'est pas assez drastique.
Je suis aussi allé acheter la petite meule à eau... Qui n'était plus en promo depuis mercredi mais comme ils leur restaient une palette, le prix était inchangé: 17 EUR. Une chinoiserie de 45 W avec deux courroies crantées pour la réduction de vitesse: 260 tr/min. Aucune indication pour la meule que j'estime être du 220. Dessus il est écrit 80 M et 35 m/s (Vmax?). La meule fait 100 mm de diamètre pour 20 de large. Si on compare aux autres meules à eau plus sérieuses sur le marché avec 200 ou 250 mm de diamètre, on arrive à des vitesses de coupe du même ordre de grandeur. Exemple: Tormek 250 mm à 90 tr/min ça fait 70.7 m/min et ici j'ai 81.7 m/min.
Un peu d'eau fond, de quoi me donner un angle de 15° et j'ai mis un fil sur les deux "Huntings". Ben si on ne force pas trop, le moteur ne ralentit pas du tout et grace au film d'eau qui se forme sur la meule, pas le moindre échauffement. Il n'y a qu'à la vidange du petit bac que j'ai trouvé qu'il y avait beaucoup de poussière au fond. La meule semble très tendre. A cause du carter qui gêne d'un côté, la limite d'utilisation de la meule est à environ 77 mm de diamètre (11.5 mm d'usure possible au rayon). J'ai peur d'y être très vite. Et bien sûr, pas de pièces détachées sur le marché et si je trouve une meule compatible, elle coutera 2 fois le prix de l'appareil complet. Je repète l'argument choc: 17 EUR.

Un rapporteur, un inclinomètre chinois numérique, une fausse équerre.
J'ai marqué le plan vertical de la meule pour toujours tenir la lame au même endroit. La fausse équerre
est là pour m'aider à conserver mes 15° habituels à main levée. Notez l'interrupteur "étanche".
03-SEP-2016
Le matin j'ai collé sur une tôle le profil d'un couteau avant d'en façonner le contour au back. Le but c'était de s'en servir comme gabarit de forge. J'hésite quant au nom de ce modèle: "Grignon" (suivant sur ma liste de cours d'eau du Québec) ou le nom de mon patelin d'enfance.
Comme brut j'ai utilisé une dent de faucheuse de marque Pbl. Il ne m'en fallait que la moitié, alors pour changer j'en tenté la découpe à chaud à coup de burin. Alors oui on perd moins de matière qu'à la disqueuse mais seul c'est long et difficile sans troisième main. J'ai fait des marques paraistes et j'ai fini par couper le morceau à la disuqueuse.
J'avais enlevé environ 1 mm du tranchant de cette lame avec mon vieux touret à meuler. Je me suis dit qu'à cet endroit ça allait se replier ou cramer. J'ai forgé la pointe, marqué le début de l'encoche du pouce dans le manche, sorti le tranchant et affiné le manche. Petites chauffes de planage et d'ajustement à la fin avant de mettre le tout au recuit dans mon seau de cendres.
. J'ai essayé de laisser beaucoup de surépaisseur partout: décarburation de la couche supérieure seulement et du "gras" pour facilement y "loger" le couteau. La lame de départ faisant 4 mm d'épaisseur, pour une fois j'ai du rab. Lame complète 230 g coupée/tronçonnée en deux morceaux de 110 et 112 g.
J'ai fini d'affûter à la main les deux "Huntings". Bientôt les photos en galerie.
Suite en fin d'après-midi après beaucoup de cuisine. J'ai fait une émouture au back sur le "Borel V" en sandwich inox/lame de scie à ruban. ce n'est pas très symétrique mais c'est bon pour un proto. Il a fallu beaucoup refroidir malgré un inox vraiment tendre qui partait très vite avec des bandes neuves. Le tranchant non affûté a environ 0.35 mm d'épaisseur.
Ensuite j'ai sorti le brut de forge de la matinée des cendres (on était environ 6,5 heures plus tard). A peine tiède j'y ai reporté le contour du gabarit. Comme il restait un gros morceau en trop, j'ai tenté un sciage. Le recuit a bien marché car le sciage s'est fait sans gros problème. Un bon indicateur qu'il s'agit sans doute d'un acier hypoeutectoïde. J'ai complètement oublié de peser l'animal en sortie de recuit. Je ne connaitrai donc pas le pourcentage de perte au feu. Ensuite backstand et en voiture Simone! C'est assez irrégulier en épaisseur mais pour un débutant comme moi c'est pas trop mal. On a
- 3.04 mm au ricasso
- 1.45 mm à la pointe (il aurait fallu 2.4 en théorie; 80%)
- 2.26 mm au cul (il aurait fallu 1.5 en théorie; 50%)
- le tranchant est irrégulier, ça va de 1.40 au ricasso à 1.88 au point le plus large
04-SEP-2016: bon anniversaire Chloé!
J'ai trouvé une pince de forge en brocante ce matin, avec des branches plus raides que celles de mon unique pince.
J'ai ramené le Laguiole en kit à MJM l'après-midi et le soir, j'ai mis un tranchant sur le "Borel V" en sandwich inox/carbone. Bon ça coupe très bien mais ayant enfin accès au coeur, j'ai pu tester la dureté avec une lime demi-douce. Verdict: c'est pas assez dur. En poussant fort, la lime usine sans problème. Alors soudure plus ou moins réussi mais avec un acier de merde. Il me reste le second sandwich avec le coeur en 100Cr6. Espérons que ça marchera mieux.
05-SEP-2016
J'ai sablé au boulot le couteau forgé samedi. On va le baptiser "Grignon" pour le moment. La couche de calamine semble très résistante, par comparaison avec d'anciennes lames sablées par la même machine.
Je suis allé échangé le manche de marteau de 500 g contre un exemplaire de 800 g, toujours en frêne. je crois que je vais monté un manche sur le "Borel V" en sandwich raté, pour le garage ou le jardin, la caisse à outils. Ça pourra toujours servir.
J'ai fait les photos des "Huntings" pour mettre la galerie à jour.
08-SEP-2016
J'ai encore un peu redressé à froid le "Grignon" avant de blanchir les faces au back avec une bande P40. De nombreuses fissures peu profondes sont apparues des deux côtés du manche, sous le sablage. Elles sont toutes du côté de la coupe de la pièce de départ. Etrange. Je ne m'imagine pas forgeant trop froid. Je me souviens qu'à un moment le lopin m'a échappé de la pince pour tomber diectement dans le seau d'eau. J'étais en train de forger l'émouture, plus fine et qui avait donc bien refroidi, mais pas la lame plus épaisse. Elle devait être encore très chaude. C'est justement dans la zone la plus épaisse que les fissures sont apparues. A défaut de mieux, on va faire l'hypothèse que c'est dû à la trempe et que cet acier préfère l'huile comme milieu de trempe.
La pointe fait encore 1.28 mm d'épaisseur, 2.60 au ricasso et 1.82 au cul. Le tranchant oscille entre 1.28 et 1.80.
09-SEP-2016
Aujourd'hui en fin d'après-midi j'ai eu l'immense culot d'aller à la mairie de Hunting pendant la courte heure d'ouverture au public pour apporter mes deux "Huntings". L'atmosphère s'est détendue lorsque j'ai dit que je ne voulais rien vendre mais juste exposer, s'il y avait moyen. J'ai fait un petit texte dans un présentoir en plastique et j'ai ajouté un morceau de dent de râteleuse pour montrer le produit de départ. Je pense qu'ils vont en discuter même si je n'ai guère vu d'endroit physique dans les locaux, où on pourrait les poser. J'y retourne vendredi prochain soit pour récupérer les lames ou entendre la suite à donner.
14-SEP-2016
La mairie m'a écrit pour avoir sous forme électronique le texte joint aux deux "Huntings". Ils veulent mettre mes couteaux sur le site du village.
15-SEP-2016
J'ai percé la semelle du "Grignon" pour les rivets et l'allègement. Je crois que je vais essayer avec de la quaincaillerie cuivre et un bois noir. Comme il y ads vignes par ici (les coteaux de Moselle), je vais tacher de trouver un bout de cep de vigne.
17-SEP-2016
En fin de matinée j'ai fait des plaquttes pour le "Borel V" en sandwich inox/carbone. Un truc simple vu que le couteau doit servir d'outil dans le garage. J'ai d'abord essayé avec un bois inconnu (trouvé en déchetterie) qui ressemblait à du teck mais en plus clair. Une fois sciées, les ébauches étaient tellement légères et peu denses que je me suis rabattu sur un bout de pommier du village (le même que dans le Fubnayuki). Planage, perçage, découpe de la quincailerie, perçage de poches de rétention de colle.
L'après-midi j'ai acheté un mètre de tube cuivre de 8 mm chez Casto. Ce sera pour le "Grignon".
Le soir dégraissage, collage, mise sous presse et essuyage des excès d'époxy sur le "Borel V".
18-SEP-2016
J'a fini le manche du "Borel V". Finition pas parfaite et manche pas toujours jointif à la semelle. Il trempe dans un mélange huile de Tung / térébenthine / siccatif (49.25/49.25/1.5) à l'heure où j'écris ces lignes. Je l'essuirai et le laisserai sécher la nuit.
19-SEP-2016
J'ai remis le manche du "Borel V" à tremper pour deux heures dans l'huile de Tung diluée. Essuyage, séchage la nuit durant.
20-SEP-2016
Deux couches d'huile de Tung pure (avec 1.5% de siccatif) sur le manche en pommier du "Borel V".
21-SEP-2016
Mail: la mairie veut aussi des photos de mes couteaux pour les mettre sur le site.
Une dernière couche d'huile de Tung pure (avec 1.5% de siccatif) sur le manche en pommier du "Borel V".
22-SEP-2016
MJM m'a appelé aujourd'hui. Il voudrait que je lui finisse son kit Laguiole Honoré Durand. Il n'a pas le temps, ni la patience.
25-SEP-2016
J'ai fait quelques finitions sur le "Borel V" en sandwich inox / carbone
- cire de carnauba sur manche
- polissage de la lame et suppression de certaines arètes
- gravure des mots IMC et proto
- révélation du coeur carbone au perchlo au dos de lame et au tranchant
- mise à jour de la galerie
27-SEP-2016
J'ai commencé le montage final du kit Honoré Durand de MJM. Heureusement qu'il n'était pas là, MJM sinon je crois qu'on se serait fâché. Je ne sais pas ce qu'il a fait mais le couteau et les plaquettes étaient pratiquement devenus indémontables. Vous savez, c'est comme le gars qui bricole sa bagnole, plante tout et va chez le garagiste sans lui dire à quoi il a touché, genre j'ai rien fait, elle a déconné comme ça toute seule...
Bref il m'a fallu presque une heure pour juste réussir à coller une plaquette.
28-SEP-2016
Le soir j'ai collé la seconde plaquette du kit Honoré Durand.
29-SEP-2016
J'ai monté le Laguiole du kit ce soir: axe de la lame puis ressort tendu pour passer le dernier rivet dans la mitre arrière.
30-SEP-2016: joyeux anniversaire Maman!
J'ai maté les rivets du Laguiole en kit. Puis j'ai façonné grossièrement au back le manche. MJM voulait que je laisse une coloration brune en surface encore visible. Le soucis c'est que du coup les plaquettes n'ont pas la même épaisseur. Je pense que je vais lui montrer afin de savoir ce qu'il veut obtenir.
01-OCT-2016
En matinée mon collègue de travail qui m'a bricolé un contrôleur pour le four sur base Arduino est passé pour la mise au point et le montage final. Ça marche. le système n'utilise ni PID ni RCO. Dans les basses températures (disons jusqu'à 400°C), à cause de la rapide montée en température, le four va plus vite que la consigne, mais au delà consigne et avleur réelle sont très proches ce qui rend l'installation apte au service.
Je peux à présent faire des cycles avec montée et descente en température ad hoc et des temps de maintien très précis. Praqtiue pour des recuits multiples après la forge (recuit de détente, d'adoucissement, de globulisation, etc). Faudra peut-être un peu peaufiner l'affichage et l'interface mais cela semble opérationnel à 90%.
03-OCT-2016: joyeux anniversaire Yannick!
J'ai pris le nouveau contrôleur sur base Arduino et le thermocouple type K avec au boulot pour l'étalonner entre 100 et 600°C. Le thermocouple a 4 ans, la soudure est bien oxydée. Y a t-il une correction dans le programme? Je ne sais pas mais l'écart entre température réelle et lue est encore plus important que par le passé: 38°C à 800°C (pour 800°C réels, on lit 838 à l'afficheur de l'Arduino).
J'ai donc passé commande d'un nouveau thermocouple: plus long et plus costaud: 200 mm et entièrement encapsulé dans de la céramique. L'inertie y perdra ce que la durée de vie y gagnera. Je pense aussi le laisser dépasser une peu de la paroi du four afin que la "soudure froide" ne soit pas aussi chaude (je crois que l'écart vient essentiellement de ce point de "détail")
Le matin j'ai collé sur une tôle le profil d'un couteau avant d'en façonner le contour au back. Le but c'était de s'en servir comme gabarit de forge. J'hésite quant au nom de ce modèle: "Grignon" (suivant sur ma liste de cours d'eau du Québec) ou le nom de mon patelin d'enfance.
Comme brut j'ai utilisé une dent de faucheuse de marque Pbl. Il ne m'en fallait que la moitié, alors pour changer j'en tenté la découpe à chaud à coup de burin. Alors oui on perd moins de matière qu'à la disqueuse mais seul c'est long et difficile sans troisième main. J'ai fait des marques paraistes et j'ai fini par couper le morceau à la disuqueuse.
J'avais enlevé environ 1 mm du tranchant de cette lame avec mon vieux touret à meuler. Je me suis dit qu'à cet endroit ça allait se replier ou cramer. J'ai forgé la pointe, marqué le début de l'encoche du pouce dans le manche, sorti le tranchant et affiné le manche. Petites chauffes de planage et d'ajustement à la fin avant de mettre le tout au recuit dans mon seau de cendres.
. J'ai essayé de laisser beaucoup de surépaisseur partout: décarburation de la couche supérieure seulement et du "gras" pour facilement y "loger" le couteau. La lame de départ faisant 4 mm d'épaisseur, pour une fois j'ai du rab. Lame complète 230 g coupée/tronçonnée en deux morceaux de 110 et 112 g.
J'ai fini d'affûter à la main les deux "Huntings". Bientôt les photos en galerie.
Suite en fin d'après-midi après beaucoup de cuisine. J'ai fait une émouture au back sur le "Borel V" en sandwich inox/lame de scie à ruban. ce n'est pas très symétrique mais c'est bon pour un proto. Il a fallu beaucoup refroidir malgré un inox vraiment tendre qui partait très vite avec des bandes neuves. Le tranchant non affûté a environ 0.35 mm d'épaisseur.
Ensuite j'ai sorti le brut de forge de la matinée des cendres (on était environ 6,5 heures plus tard). A peine tiède j'y ai reporté le contour du gabarit. Comme il restait un gros morceau en trop, j'ai tenté un sciage. Le recuit a bien marché car le sciage s'est fait sans gros problème. Un bon indicateur qu'il s'agit sans doute d'un acier hypoeutectoïde. J'ai complètement oublié de peser l'animal en sortie de recuit. Je ne connaitrai donc pas le pourcentage de perte au feu. Ensuite backstand et en voiture Simone! C'est assez irrégulier en épaisseur mais pour un débutant comme moi c'est pas trop mal. On a
- 3.04 mm au ricasso
- 1.45 mm à la pointe (il aurait fallu 2.4 en théorie; 80%)
- 2.26 mm au cul (il aurait fallu 1.5 en théorie; 50%)
- le tranchant est irrégulier, ça va de 1.40 au ricasso à 1.88 au point le plus large
04-SEP-2016: bon anniversaire Chloé!
J'ai trouvé une pince de forge en brocante ce matin, avec des branches plus raides que celles de mon unique pince.
J'ai ramené le Laguiole en kit à MJM l'après-midi et le soir, j'ai mis un tranchant sur le "Borel V" en sandwich inox/carbone. Bon ça coupe très bien mais ayant enfin accès au coeur, j'ai pu tester la dureté avec une lime demi-douce. Verdict: c'est pas assez dur. En poussant fort, la lime usine sans problème. Alors soudure plus ou moins réussi mais avec un acier de merde. Il me reste le second sandwich avec le coeur en 100Cr6. Espérons que ça marchera mieux.
05-SEP-2016
J'ai sablé au boulot le couteau forgé samedi. On va le baptiser "Grignon" pour le moment. La couche de calamine semble très résistante, par comparaison avec d'anciennes lames sablées par la même machine.
Je suis allé échangé le manche de marteau de 500 g contre un exemplaire de 800 g, toujours en frêne. je crois que je vais monté un manche sur le "Borel V" en sandwich raté, pour le garage ou le jardin, la caisse à outils. Ça pourra toujours servir.
J'ai fait les photos des "Huntings" pour mettre la galerie à jour.
08-SEP-2016
J'ai encore un peu redressé à froid le "Grignon" avant de blanchir les faces au back avec une bande P40. De nombreuses fissures peu profondes sont apparues des deux côtés du manche, sous le sablage. Elles sont toutes du côté de la coupe de la pièce de départ. Etrange. Je ne m'imagine pas forgeant trop froid. Je me souviens qu'à un moment le lopin m'a échappé de la pince pour tomber diectement dans le seau d'eau. J'étais en train de forger l'émouture, plus fine et qui avait donc bien refroidi, mais pas la lame plus épaisse. Elle devait être encore très chaude. C'est justement dans la zone la plus épaisse que les fissures sont apparues. A défaut de mieux, on va faire l'hypothèse que c'est dû à la trempe et que cet acier préfère l'huile comme milieu de trempe.
La pointe fait encore 1.28 mm d'épaisseur, 2.60 au ricasso et 1.82 au cul. Le tranchant oscille entre 1.28 et 1.80.
09-SEP-2016
Aujourd'hui en fin d'après-midi j'ai eu l'immense culot d'aller à la mairie de Hunting pendant la courte heure d'ouverture au public pour apporter mes deux "Huntings". L'atmosphère s'est détendue lorsque j'ai dit que je ne voulais rien vendre mais juste exposer, s'il y avait moyen. J'ai fait un petit texte dans un présentoir en plastique et j'ai ajouté un morceau de dent de râteleuse pour montrer le produit de départ. Je pense qu'ils vont en discuter même si je n'ai guère vu d'endroit physique dans les locaux, où on pourrait les poser. J'y retourne vendredi prochain soit pour récupérer les lames ou entendre la suite à donner.
14-SEP-2016
La mairie m'a écrit pour avoir sous forme électronique le texte joint aux deux "Huntings". Ils veulent mettre mes couteaux sur le site du village.
15-SEP-2016
J'ai percé la semelle du "Grignon" pour les rivets et l'allègement. Je crois que je vais essayer avec de la quaincaillerie cuivre et un bois noir. Comme il y ads vignes par ici (les coteaux de Moselle), je vais tacher de trouver un bout de cep de vigne.
17-SEP-2016
En fin de matinée j'ai fait des plaquttes pour le "Borel V" en sandwich inox/carbone. Un truc simple vu que le couteau doit servir d'outil dans le garage. J'ai d'abord essayé avec un bois inconnu (trouvé en déchetterie) qui ressemblait à du teck mais en plus clair. Une fois sciées, les ébauches étaient tellement légères et peu denses que je me suis rabattu sur un bout de pommier du village (le même que dans le Fubnayuki). Planage, perçage, découpe de la quincailerie, perçage de poches de rétention de colle.
L'après-midi j'ai acheté un mètre de tube cuivre de 8 mm chez Casto. Ce sera pour le "Grignon".
Le soir dégraissage, collage, mise sous presse et essuyage des excès d'époxy sur le "Borel V".
18-SEP-2016
J'a fini le manche du "Borel V". Finition pas parfaite et manche pas toujours jointif à la semelle. Il trempe dans un mélange huile de Tung / térébenthine / siccatif (49.25/49.25/1.5) à l'heure où j'écris ces lignes. Je l'essuirai et le laisserai sécher la nuit.
19-SEP-2016
J'ai remis le manche du "Borel V" à tremper pour deux heures dans l'huile de Tung diluée. Essuyage, séchage la nuit durant.
20-SEP-2016
Deux couches d'huile de Tung pure (avec 1.5% de siccatif) sur le manche en pommier du "Borel V".
21-SEP-2016
Mail: la mairie veut aussi des photos de mes couteaux pour les mettre sur le site.
Une dernière couche d'huile de Tung pure (avec 1.5% de siccatif) sur le manche en pommier du "Borel V".
22-SEP-2016
MJM m'a appelé aujourd'hui. Il voudrait que je lui finisse son kit Laguiole Honoré Durand. Il n'a pas le temps, ni la patience.
25-SEP-2016
J'ai fait quelques finitions sur le "Borel V" en sandwich inox / carbone
- cire de carnauba sur manche
- polissage de la lame et suppression de certaines arètes
- gravure des mots IMC et proto
- révélation du coeur carbone au perchlo au dos de lame et au tranchant
- mise à jour de la galerie
27-SEP-2016
J'ai commencé le montage final du kit Honoré Durand de MJM. Heureusement qu'il n'était pas là, MJM sinon je crois qu'on se serait fâché. Je ne sais pas ce qu'il a fait mais le couteau et les plaquettes étaient pratiquement devenus indémontables. Vous savez, c'est comme le gars qui bricole sa bagnole, plante tout et va chez le garagiste sans lui dire à quoi il a touché, genre j'ai rien fait, elle a déconné comme ça toute seule...
Bref il m'a fallu presque une heure pour juste réussir à coller une plaquette.
28-SEP-2016
Le soir j'ai collé la seconde plaquette du kit Honoré Durand.
29-SEP-2016
J'ai monté le Laguiole du kit ce soir: axe de la lame puis ressort tendu pour passer le dernier rivet dans la mitre arrière.
30-SEP-2016: joyeux anniversaire Maman!
J'ai maté les rivets du Laguiole en kit. Puis j'ai façonné grossièrement au back le manche. MJM voulait que je laisse une coloration brune en surface encore visible. Le soucis c'est que du coup les plaquettes n'ont pas la même épaisseur. Je pense que je vais lui montrer afin de savoir ce qu'il veut obtenir.
01-OCT-2016
En matinée mon collègue de travail qui m'a bricolé un contrôleur pour le four sur base Arduino est passé pour la mise au point et le montage final. Ça marche. le système n'utilise ni PID ni RCO. Dans les basses températures (disons jusqu'à 400°C), à cause de la rapide montée en température, le four va plus vite que la consigne, mais au delà consigne et avleur réelle sont très proches ce qui rend l'installation apte au service.
Je peux à présent faire des cycles avec montée et descente en température ad hoc et des temps de maintien très précis. Praqtiue pour des recuits multiples après la forge (recuit de détente, d'adoucissement, de globulisation, etc). Faudra peut-être un peu peaufiner l'affichage et l'interface mais cela semble opérationnel à 90%.
03-OCT-2016: joyeux anniversaire Yannick!
J'ai pris le nouveau contrôleur sur base Arduino et le thermocouple type K avec au boulot pour l'étalonner entre 100 et 600°C. Le thermocouple a 4 ans, la soudure est bien oxydée. Y a t-il une correction dans le programme? Je ne sais pas mais l'écart entre température réelle et lue est encore plus important que par le passé: 38°C à 800°C (pour 800°C réels, on lit 838 à l'afficheur de l'Arduino).
J'ai donc passé commande d'un nouveau thermocouple: plus long et plus costaud: 200 mm et entièrement encapsulé dans de la céramique. L'inertie y perdra ce que la durée de vie y gagnera. Je pense aussi le laisser dépasser une peu de la paroi du four afin que la "soudure froide" ne soit pas aussi chaude (je crois que l'écart vient essentiellement de ce point de "détail")